
Abstract
It is known that the vibration impulses occurred from a bearing defect are non-periodic but cyclostationary due to the slippage of rollers. The vibration status is often perceived to be synonymous with quality and thus used for predictive maintenance before breakdown. As a result, the analysis of vibration has been used as a key condition tool for fault detection, diagnosis, and prognosis. Any defect in a bearing causes some vibration that consists of certain frequencies depending on the nature and location of the defect. Although many techniques for time–frequency analysis are reported to measure vibration signals, they were found less efficient in practical applications. For this reason, this article develops an on-line bearing vibration detection and analysis using enhanced fast Fourier transform algorithm. The relation between major vibration frequency and dispersed leakage caused from fast Fourier transform can be induced, and it is then used to establish a mathematical model to find major frequencies of vibration signal. Also, the dispersed energy can be collected to retrieve its original gravitational acceleration. The proposed model is developed using a simple arithmetic operation based on fast Fourier transform so that it is feasible for more efficient calculation in impulse signal analysis. Both measurement calibration and practical results verify that the proposed scheme can achieve accurate, rapid, and reliable outcomes.
Introduction
The rolling bearings are being applied almost in every type of rotating machinery. With improvement in modern manufacturing technology and materials, the bearing fatigue life is not the limiting factor of failures in service. Instead, many bearings’ premature malfunction may occur from unbalance, misalignment, surface roughness, geometrical imperfections, discrete defects, contamination, and extreme temperature. In the past, machinery vibration was often located at low frequency, perhaps 100 Hz or below. Nowadays, modern technology has moved the level of surface imperfections within the order of nanometers; significant vibrations may still be generated within the frequency range between 20 Hz and 20 kHz.1–3 As a fault of rolling bearings begins to develop, the resulting pulses of vibration known as the bearing frequencies repeat periodically. A greater increase in a band of high-frequency vibration may appear before a rolling-element bearing burnt out. Accordingly, the condition monitoring for the detection of degrading bearings before breakdown has been a crucial task in machinery industry.4–7
Different methods such as vibration, acoustic, temperature, and wear debris analysis have been reported for detection and diagnosis of bearing defects. Among these, vibration measurement focused on spectral analysis is the most widely used approach for bearing defect detection.8–14 Both low- and high-frequency ranges of the vibration spectrum are of interest in assessing the condition of the bearing. The conventional discrete Fourier transform (DFT) is a popular tool in spectrum analysis. If the vibration events are under the stationary conditions, it is efficient. The advent of fast Fourier transform (FFT) has made spectra measurement easier and more efficient. In practice, however, the interested realistic signals such as defective rolling-element bearings are usually cyclostationary and non-stationary. The limitation of the DFT or FFT makes it unable to resolve the time dependence of the signal spectrum.15–17
A number of techniques for time–frequency analysis such as short-time Fourier transform (STFT), Wigner–Ville distribution (WVD), and continuous wavelet transform (CWT) are available to decompose complicated signals. These methods can map the signal in a two-dimensional (2D) form in time and frequency domain. However, the time and frequency resolutions using the STFT cannot be improved simultaneously because of the fixed time-bandwidth product from a defined window function.18–20 WVD is a joint time–frequency analysis suitable for non-stationary signal processing. But, its produced interference terms can cause misinterpretation of the signal analysis due to the bilinear characteristic. 21 However, the CWT algorithm can give simultaneously both frequency and time information for the vibration event. Unfortunately, its inherent problems in large computational time and fixed-scale frequency resolution discourage further applications in a real circumstance. Also, the effectiveness in identification of transient elements in the dynamic signal depends on the type of the wavelet function.22–26
In view of such constraints, the Hilbert–Huang transform (HHT) approach provides multi-resolution in the instantaneous frequencies resulting from the intrinsic mode functions (IMFs) of the signal. Therefore, the vibration signal can be analyzed using IMFs that is extracted from the process of empirical mode decomposition (EMD). It is, however, that HHT may lead to errors in characteristic defect frequencies of the rolling-element bearings. The time resolution also affects its corresponding frequency of the signal significantly.27–29
Enhanced FFT model
Background of Fourier transformation
The Fourier transform (FT) analysis is used to reconstruct a periodical waveform by series harmonic components, where harmonic frequency is defined as a multiple of fundamental. If a waveform

where
For performing FT in a general computer or microprocessor, the time–domain signal must be converted into a discrete form. Accordingly, DFT is then introduced as

where

If the waveform is sampled using p(p > 1) periods, then

where
From equation (4), the Fourier fundamental frequency (

where
The waveform power (P) can be expressed using the Parseval relation as30,31

At the frequency

where k = 0,1, 2, …, N/2 − 1.
The amplitude of the mth harmonic at

where m = 1, 2, …, M.
When the sampling window is not synchronized with the fundamental, the mth harmonic power at

where
Therefore, the true harmonic amplitude can be retrieved from collecting all dispersed power as

The proposed enhanced FFT algorithm
The proposed enhanced fast Fourier transform (e-FFT) algorithm is to improve the FFT for suiting non-stationary vibration signal measurement. According to the empirical observation from FFT analysis, the relationship between harmonic frequency and dispersed energy can be classified into small-frequency deviation and big-frequency deviation, illustrated as follows.
34
Case 1 for small-frequency deviation is shown in Figure 1(a); it indicates that the second larger magnitude (

Relation between harmonic frequency and dispersed energy: (a) small-frequency deviation and (b) big-frequency deviation. 34
From the above principle, a mathematical model can be deduced from the relation between the frequency deviation amount and dispersed energy distribution.
35
It concludes that the real frequency can be represented by the dominant frequency (
The frequency deviation range (FDR) is therefore defined as 35
where
On the basis of the group-harmonic concept, the collected energy dispersed around the major harmonic can be used for retrieving the original amplitude. Thus, the restored amplitude (RA) can be defined as 35

where
The following case is demonstrated for more understanding the idea for the definition of both

At 670 Hz, the FDR beyond 600 Hz can be calculated using equation (11) as


This vibration frequency (664 Hz) is found equal to 600 Hz (
At 3180 Hz, the FDR beyond 3100 Hz can be calculated using equation (11) as


This vibration frequency (3178 Hz) is found equal to 3100 Hz (
The

As stated above, the rule for the selection of the group bandwidth (
The flowchart of the proposed e-FFT model is shown in Figure 3, and its implementation procedure is illustrated as follows. Note that the purpose of Figure 3 is to find the FDR and RA for vibration signal spectrum in different locations. Accordingly, the major spectrums of vibration signal can be obtained accurately:
Determine
Implement FFT.
Determine the number (M) of major harmonics.
Define the biggest amplitude and second big amplitude at
Check whether
Check whether
Check whether
Check whether
Select
Calculate
Exclude the
Check whether M = 0. If yes, the procedure stops. Otherwise, go back to Step 4.

Flowchart of the proposed e-FFT model.
Experimental results
Measurement calibration setup
For the purpose of measurement calibration, the proposed e-FFT model is first performed using known quantity of hardware signals generated from the function generator. The calibration platform setup is shown in Figure 4, but the drilling machine is substituted with the function generator. This calibration ensures that the model can be applied to any practical vibration signal analysis without the loss of measurement precision:
Function generator. It can generate sine and square waveforms to calibrate the measurement result.
Accelerometer amplifier circuit. In Figure 5, the accelerometer amplifier circuit using accelerometer (PCB352A25/NC) is designed to detect and amplify the vibration signal. It mainly consists of four parts: Part A—buffer circuit: it provides a high-input impedance so that the signal from the accelerometer can be read without loss. Note that DC of 18 V with current regulative diode (CRD) is required to activate the accelerometer. Part B—amplification circuit: it can amplify the detected signal of accelerometer with magnification factor = 158. Part C—clamp circuit: it magnifies the signal 6.8 times but limits the output signal within the 5 V range. Part D—second-order filter: it can filter out the undesired noise signal and allow only 0.6–6 k(Hz) signals to pass through the circuit.
Microprocessor (PIC18F4520) with e-FFT model. It is mainly used as the signal-processing tool to implement e-FFT algorithm. The function also includes signal receiving/transmission from/to the Function Generator and the Computer (Data Acquisition and Display System) via RS232/RS485.
Data Acquisition System. The system based on LabVIEW package can receive the data (real-time results from e-FFT model) from the microprocessor and then transmit it to the Data Server immediately. Therefore, the data can be thus read from the Data Server and be displayed on the computer instantly.
Data Server. The MySQL database is used to receive the data from the Data Acquisition System.

Performance platform.
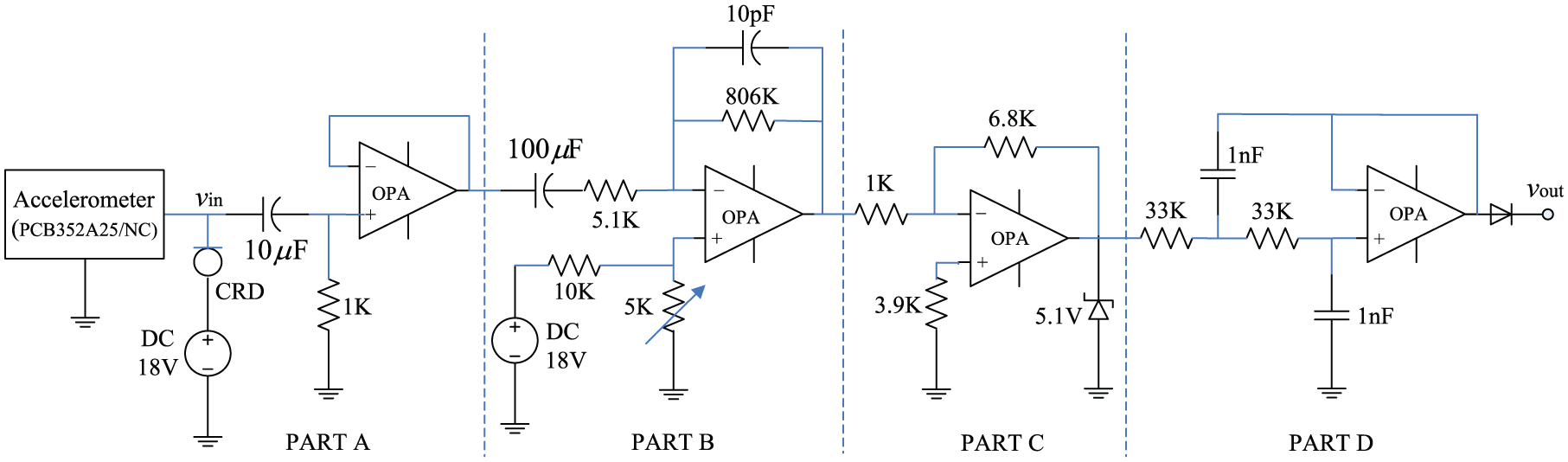
Accelerometer amplifier circuit.
The parameters of e-FFT model are set as fs = 12.8 kHz and N = 128, that is,
Experimental platform setup
The experimental platform is set up as shown in Figure 4, where the drilling machine is the vibration source using 1 hp alternating current (AC) of 110 V motor with 1730 r/min.
Measurement calibration results
To calibrate the measurement, two known waveforms, that is, sine and triangle waveforms, generated from the Function Generator are employed for test, where both low and high frequencies, that is, 440 Hz and 2.06 kHz, are considered. Please note that every waveform is magnified 1074 times from accelerometer amplifier circuit, and the vibration strength, that is, the spectrum, is presented with the unit “g” (acceleration of gravity) according to the 2.5 mV/g conversion relation from the accelerometer (PCB352A25/NC) datasheet. The
1. Sine waveform at
In this case, the sine waveform with
2. Sine waveform at fsin = 2.06 kHz and asin = 0.18g
The sine waveform with fsin = 2.06 kHz and asin = 0.18g is shown in Figure 7(a), where the peak amplitude is 1.04 V. The spectrum using FFT is obtained as fsin = 2.1 kHz and asin = 0.15g, as shown in Figure 7(b). Similarly, the result has a significant error due to the serious leakage problem. In Figure 7(c), the spectrum using e-FFT reaches a highly precise measurement outcome, that is, fsin = 2.07 kHz and asin = 0.18g, almost same as the real values.
3. Square waveform at fsquare = 440 Hz and asquare = 0.24g
The square waveform with fsquare = 440 Hz and asquare = 0.24g is shown in Figure 8(a), where the peak amplitude is 1.11 V. The spectrum using FFT is obtained as fsquare = 400 Hz and asquare = 0.19g, as shown in Figure 8(b). It can be seen that the leakage spreads around the major components so that it causes some significant errors. In Figure 8(c), the spectrum from e-FFT analysis achieves an accurate result, that is, fsquare = 440 Hz and asquare = 0.24g for the fundamental component, exactly equal to the real values. The other components also have similar results.
4. Square waveform at fsquare = 2.06 kHz and asquare = 0.24g
The square waveform with fsquare = 2.06 kHz and asquare = 0.24g is shown in Figure 9(a), where the peak amplitude is 1.13 V. The spectrum using FFT is obtained as fsquare = 2.1 kHz and asquare = 0.21g, as shown in Figure 9(b). It is found that the leakage spreading around the fundamental component is evident. Therefore, both fsquare and asquare cannot reach a correct outcome. In Figure 9(c), clearly the spectrum analysis using e-FFT accomplishes a quite satisfactory measurement, that is, fsquare = 2.07 kHz and asquare = 0.24g, almost same as the real values.
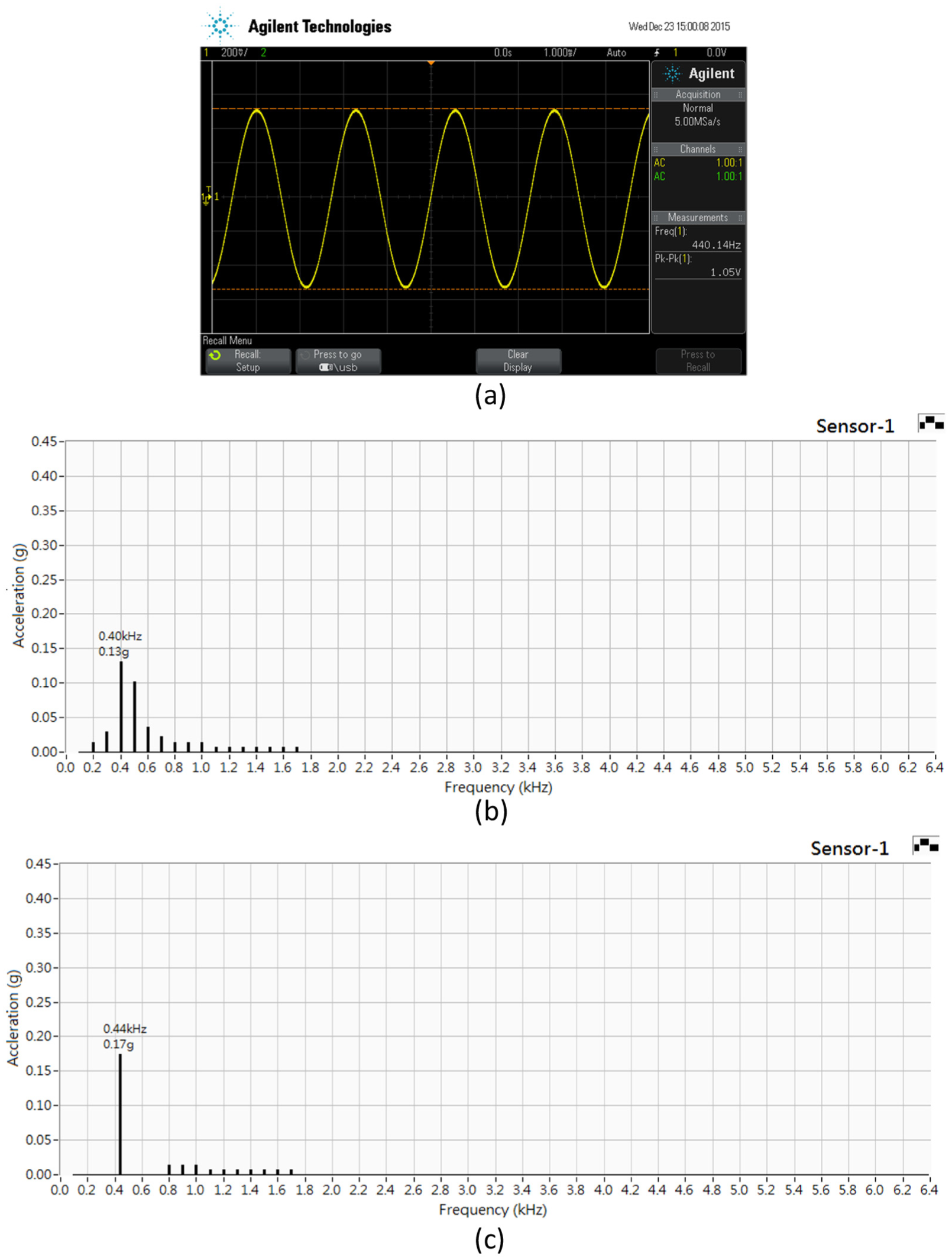
Signal analysis using sine waveform at 440 Hz: (a) sine waveform, (b) spectrum with FFT, and (c) spectrum with e-FFT.

Signal analysis using sine waveform at 2.06 kHz: (a) sine waveform, (b) spectrum with FFT, and (c) spectrum with e-FFT.

Signal analysis using square waveform at 440 Hz: (a) square waveform, (b) spectrum with FFT, and (c) spectrum with e-FFT.

Signal analysis using square waveform at 2.06 kHz: (a) square waveform, (b) spectrum with FFT, and (c) spectrum with e-FFT.
The comparison between FFT and e-FFT is concluded in Table 1. We see that the results from e-FFT model are almost identical to the real values, but traditional FFT is unable to achieve a correct analysis.
Comparison between FFT and e-FFT.

FFT: fast Fourier transform; e-FFT: enhanced fast Fourier transform.
Online practical measurement results
To verify the effectiveness of the proposed model for online measurement, the bearing of drilling machine is used as the major vibration source, as shown in Figure 4, where the vibration signal is acquired and analyzed using FFT and e-FFT for comparison. Also, the accelerometer mounting is placed at the surface of bearing near the cutter for testing. Two cases with the small- and big-size cutters were considered for test, which is given as follows:
1. Performance results for drilling machine using small-size cutter
The vibration spectrum (acceleration of gravity) analysis using small-bore cutter is shown in Figure 10. The waveform is shown in Figure 10(a), and its peak amplitude is 1.73 V. The results from FFT and e-FFT measurement are shown in Figure 10(b) and (c), respectively. With FFT, it is seen that the spectrum spreads widely and disorderly. More importantly, there are two major frequencies found being located at 200 and 300 Hz with a low amplitude below 0.05g. However, the e-FFT model has recovered its actual spectrum components more effectively, where the major component is obtained as 260 Hz with 0.05g.
2. Performance results for drilling machine using big-size cutter
The vibration spectrum analysis using big-bore cutter is shown in Figure 11. The waveform is shown in Figure 11(a). Its peak amplitude as 4.66 V implies that the vibration strength is much higher than the case using small-size cutter. The results from FFT and e-FFT measurement are shown in Figure 11(b) and (c), respectively. With FFT, there are totally five major spectrum components beyond 0.05g at different locations. The frequencies are found as 0.90, 1.00, 3.40, 3.70, and 3.80 kHz, and their amplitudes are 0.05g, 0.09g, 0.06g, 0.05g, and 0.07g, respectively. Contrastively, the e-FFT model has successfully regained its major spectrum frequencies as 0.96, 3.36, and 3.76 kHz with respective amplitudes as 0.10, 0.07, and 0.08 g. Obviously, this outcome reveals that only three strong vibration components appear in the vibration signal in reality.

Vibration spectrum analysis using small-bore cutter: (a) vibration waveform, (b) spectrum with FFT, and (c) spectrum with e-FFT.

Vibration spectrum analysis using big-bore cutter: (a) vibration waveform, (b) spectrum with FFT, and (c) spectrum with e-FFT.
Observation determination of group bandwidth (
), sampled point (N), and sampling rate (fs)
The group bandwidth (
It is also important to note that the N can be extended to
Conclusion
The vibration status caused from rolling-element bearings is a critical health condition of the rotating machinery. Currently, many techniques such as FFT, STFT, and CWT have been reported for time–frequency analysis. However, they may still suffer from less efficiency in analyzing non-stationary signals produced from the rolling machine. The proposed e-FFT model can collect dispersed energy and thus recover its original amplitude effectively. Also, the frequency can be regained using a simple arithmetic computation accurately. Before practical analysis, the model was calibrated with known sine and triangle waveforms to verify its reliability and precision. The group bandwidth (
Footnotes
Academic Editor: Balla Prasad
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.