
Abstract
Vibratory stress relief is a green and efficient aging technology compared with traditional natural stress relief and thermal stress relief. The research aimed to determine whether vibratory stress relief is feasible to improve the fatigue life of aluminum alloy 7075-T651 or not. Under the same resonance frequency, analyses and comparisons of the residual stress distributions before and after vibratory stress relief are presented with X-ray method. Experimental results indicate that vibratory stress relief is effective in reducing and equilibrating residual stresses. Through uniaxial tension–compression fatigue tests, we obtained the S–N curves for specimens under states of original and varying exciting forces. Findings led to the conclusion that vibratory stress relief can improve the fatigue life of aluminum alloy 7075-T651 when dynamic stress does not exceed 8% of the yield strength.
Keywords
Introduction
With the rapid development of the modern aircraft industry comes a high demand for aluminum alloys with greater fatigue life. During the production and mechanical processing of aluminum alloys, residual stress will result inside the material because of numerous processing variables, including external force and heat. Inhomogeneous residual stress field distribution plays a key role in the cracking and distortion of aluminum components, which can affect dimensional stability and fatigue life significantly. Vibratory stress relief (VSR) technology is a green and efficient aging technology compared with the traditional natural stress relief (NSR) and thermal stress relief (TSR). Advantages of VSR include short production cycles, ease of implementation in the manufacturing process, and low investment costs. 1 VSR has been proposed repeatedly as an alternative to TSR and is widely used in various industrial fields. 2 Residual stress relief occurs when the sum of the induced cyclic stress and the residual stress exceeds the local yield stress of the material, 3 and it can improve the dimensional stability and fatigue life of the component. 4
Many researchers have studied the relationship between VSR and the fatigue life of components. Some investigators have commented on an increase in fatigue life, whereas others have found quite the opposite. D Djuric et al. 5 investigated that VSR treatment had only limited influence on the macroscopic residual stress state, but found that VSR treatment increased damage to the microstructure that caused the decreased fatigue life of ultra high-strength steel. Buhler and Pfalzgraf 6 contributed a paper describing tests on castings. Their conclusions were not encouraging, although they achieved a 20% reduction in residual stresses when they increased the applied cyclic stress to the approximate fatigue limit of the steel used. They were clearly restricted by concerns for potential fatigue failures and hence never attained the stress amplitudes that would be required for significant stress relief. Wozney and Crawmer 7 investigated the mechanism of VSR and its application to large-scale welded fabrications by experimental method. They believed that the cyclic hardening characteristics of the test material could be cited as a possible factor affecting the degree of stress relief. It was concluded that stress reduction should not be expected to occur uniformly throughout vibrated structures and that the possibility of fatigue damage during treatment cannot be neglected. Sonsino et al. 8 experimented with two types of specimens: T-joints and egg-box-type cruciform joints. A fatigue test was performed using both kinds of specimens, which indicated that fatigue life was higher in TSR treated specimens and led to the conclusion that VSR cannot act as a substitute for TSR. Jesensky 9 reported success in reducing residual stress for welded structures by experimental method. However, the mode of vibration or applied stress was not reported, which made the findings ambiguous. ASMY Munsi et al. 10 investigated TSR and VSR on the fatigue life of welds. The results indicated that the fatigue life of welds dropped 43% after TSR and that the fatigue life of welds increased 17%–30% after VSR. DX Fang et al. 11 prepared two groups of welding plate samples, labeled Groups A and B. The samples of Group A were treated by VSR by “one-half load” method, and the samples of Group B were untreated. The bending fatigue tests conducted on Groups A and B indicated that the fatigue life of Group A increased 25% more than that of Group B. YP Lu et al. 12 analyzed and compared the mechanisms of VSR and TSR. They deemed both methods are similar in nature for reducing macroscopic residual stress because both release the macroscopic residual stress through plasticity deformation to reduce metal residual elasticity strain. However, the processes for plasticity deformation are not alike. Hence, authors concluded that VSR can be practiced in many instances and that VSR is better than TSR for dimensional stability and fatigue strength.
However, most of these studies have focused on steel, cast iron, or welded components, whereas little known about the influence of VSR on aluminum alloys.
In view of the conclusions, the uncertainty and the importance of aluminum alloys in industrial applications and the components were vibrated at resonance frequency in a VSR process. As such, the relationship between changes in the residual stress and the VSR process under first-order resonance frequency, as well as the varying exciting forces on aluminum alloy specimens, was studied in regard to the effect of VSR on fatigue life by experimental methods.
Experimental details
Aluminum alloy 7075-T651 prestretching plate 500-mm long (rolling direction), 1800-mm wide (perpendicular to rolling direction), and 31.75-mm thick serves as the experimental material. Comparison designations for 7075 aluminum alloy are shown in Table 1, and T651 represents the state of heat treatment and prestretching. The chemical compositions and mechanical properties of aluminum alloy 7075 are shown in Tables 2 and 3. The sampling direction of the specimen is the same as the rolling direction of the plate. Figure 1 gives a schematic illustration of the fatigue specimen, which was designed according to China national Standard GB/T 3075-2008. The experimental flow chart is shown in Figure 2.
Comparison designations for 7075 aluminum alloy.

Chemical compositions of aluminum alloy 7075 (%).

Mechanical properties of aluminum alloy 7075-T651.

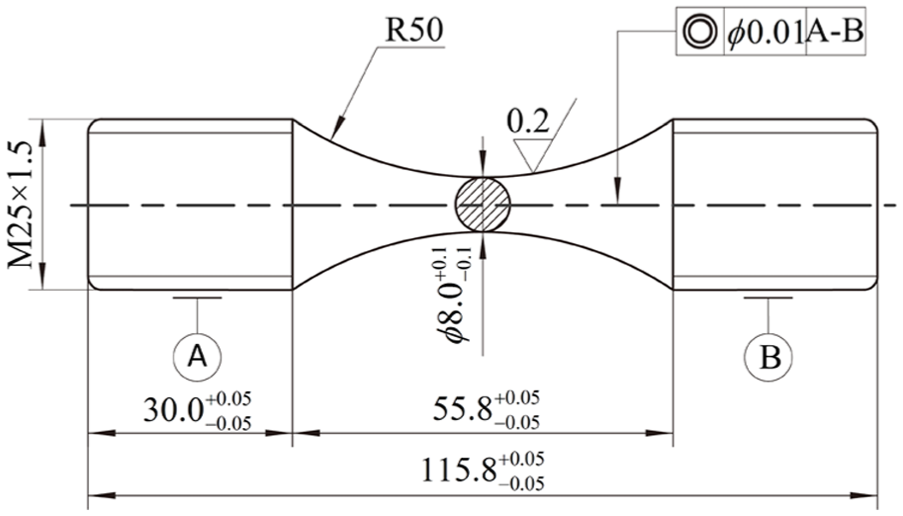
Fatigue specimen of aluminum alloy 7075-T651.
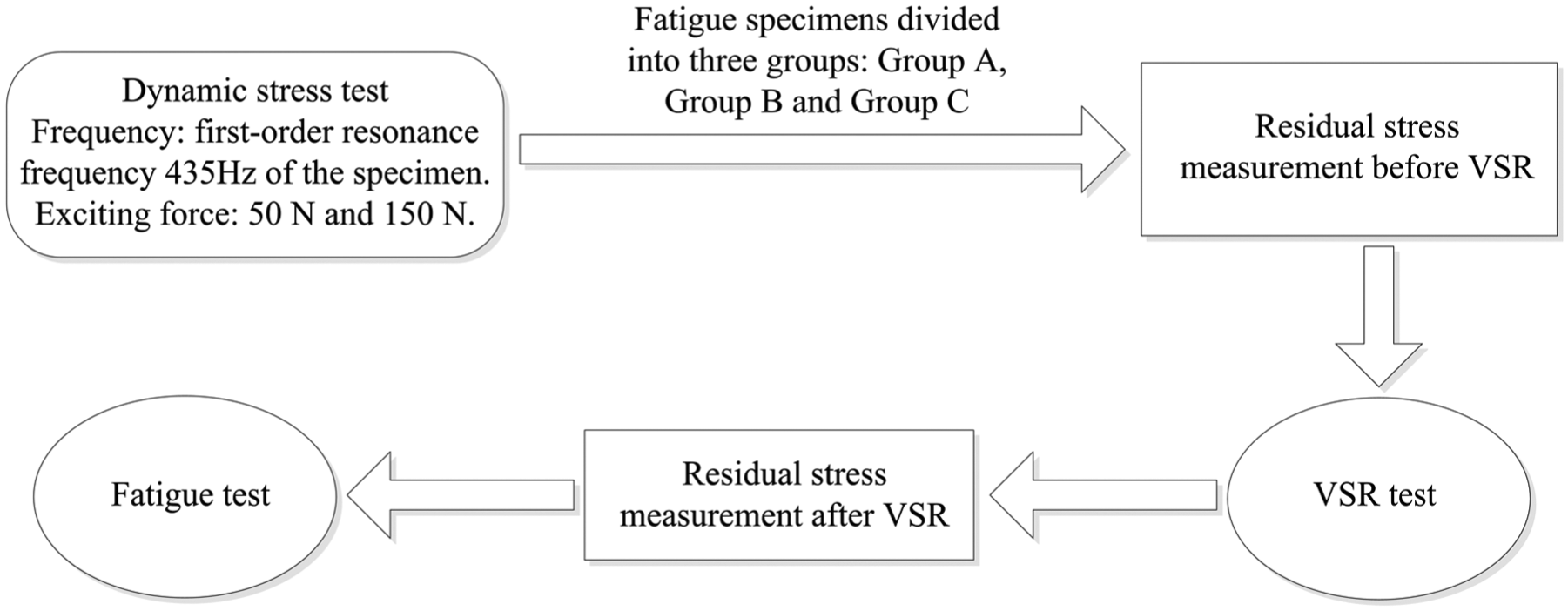
Experimental flow chart.
Dynamic stress tests of the specimen
Exciting force plays an important role in the VSR process. Dynamic stresses depend on exciting forces under the conditions of certain geometry, vibration mode and vibration frequency of the specimen. The dynamic stresses increase with an increasing exciting force. The choice of exciting force is determined by dynamic stresses in engineering applications.
To determine the dynamic stresses on the surface of the specimen, which was produced by exciting forces 50 and 150 N, we needed to calibrate the strength of vibration. The MW-601 model broadband aging center (Beijing Semboo Science and Technology Co., Beijing, China) was used to perform dynamic stress tests, and its scope of exciting force ranged from 0 to 500 N (electromagnetic force).
We collected data in the dynamic stress tests through the use of the data acquisition and digital signal-processing system by China Orient Institute of Noise & Vibration (Beijing, China). The specimen’s first-order vibration mode consisted of a bending vibration with a resonance frequency of 435 Hz, according to finite element method (FEM) modal analysis. The dynamic stress distribution of the specimen corresponding to the bending vibration mode appears in Figure 3. The value of the modal stress in Figure 3 is meaningless because it reflects the magnitude of the stress, it is not the true stress value under the first-order vibration mode. However, it can be used as a reference for judging the magnitude of stress. The maximum dynamic stress occurred on the surface of the specimen, in the middle section, as shown in Figure 3. Fracture in the fatigue test also occurred in the middle section of the specimen, and three strain gauges pasted on the surface of the middle section of the specimen at equal angles (120°) along the circumferential direction, marked 1, 2, and 3. One end of the specimen was fixed to the vibration stage, the other end was free and vibrated at the first-order natural frequency of the specimen under the exciting forces of 50 and 150 N, and the direction of vibration was perpendicular to the direction of specimen axial. The exciting force is harmonic and changes with time, and the exciting force amplitudes are 50 and 150 N, respectively, namely,

Dynamic stress distribution corresponding to bending vibration mode.
VSR tests of the specimen
After dynamic stress tests, VSR was conducted on the same equipment as with the dynamic stress tests. The fatigue specimens were divided into three groups: Group A—specimens in their original state with no vibration; Group B—specimens subjected to vibration under a 50 N exciting force; and Group C—specimens subjected to vibration under a 150 N exciting force.
The VSR experiment for Group B included 25 specimens, and each was vibrated. One end of the specimen was clamped to a vibration stage with fixture, and the other end was free to move and was marked with a cross which served as an orthogonal coordinate. The specimen’s longitudinal direction perpendicular to the vibration stage plane and the motion of vibration stage were horizontally reciprocating. The specimen vibrated at a first-order natural frequency of 435 Hz under the exciting force of 50 N. The specimen was rotated 90° after the first 10 min of VSR and then subjected to another 10 min of VSR to ensure that the fatigue specimens were symmetric and uniform.
The VSR experiment for Group C included 25 specimens, and each was vibrated. One end of the specimen was clamped to a vibration stage with fixture, and the other end was free to move and was marked with a cross which served as an orthogonal coordinate. The specimen’s longitudinal direction perpendicular to the vibration stage plane and the motion of vibration stage were horizontally reciprocating. The specimen vibrated at a first-order natural frequency of 435 Hz under the exciting force of 150 N. The specimen was rotated 90° after the first 10 min of VSR and then subjected to another 10 min of VSR to ensure that the fatigue specimens were symmetric and uniform.
Residual stresses measurement of the fatigue specimen
The iXRD X-ray diffractometer (Proto, Canada) was used to measure residual stress and it was adjusted to level by level gauge. The parameters of X-ray diffractometer consisted of the following: Co_K-Alpha radiation, 20 KV X-ray tube voltage, 4 mA electrical current, and crystal of diffraction (331). Gaussian fitting was used as the peak location method, and the diameter of the collimator was 2 mm. Exposure time was 1 s, and each position was exposed 10 times. The elastic constants were (1/2)S2:18.89E−6[1/MPa] and −S1:4.69E−6 [1/MPa]. Beta angles were 30.00, 22.65, 15.50, 5.39, 0.00, −5.39, −15.50, −22.65, and −30.00. Moreover, Φ wobble did not occur in any of the measurement points. The iXRD X-ray diffractometer must be calibrated with non-stress aluminum powder and the stress value should be controlled within 14 MPa before residual stress measured.
All specimens were manufactured by the same processes. A total of five specimens each from Groups A, B and C were marked 1–5. Three measured points had equal angles (120°) along the circumferential direction on surface of the middle test for each specimen and were marked 1–1, 1–2, 1–3, … 5–1, 5–2, 5–3 (1–1 was the first measured point of Specimen No. 1; 1–2 was the second measured point of Specimen No. 1; 1–3 was the third measured point of Specimen No. 1, and so on). A piece of silk cloth is used to clean the surface of specimens before residual stress is measured. The specimen was placed horizontally, and the vertical distance between X-ray tube and measured point was 22.65 mm. The residual stress values of three directions for each point were measured: 0° (circumferential direction of the specimen), 45°, and 90° (longitudinal direction of the specimen).
Uniaxial tension–compression fatigue experiment
The high-frequency fatigue testing machine GPS100 (Changchun Research Institute Mechanical Science Co., Changchun, China) was used to perform the uniaxial tension–compression fatigue experiment. The stress ratio was
Results
Results of dynamic stress tests of the specimen
A single strain gauge was used for the dynamic stress test, and the dynamic stress was tested in the longitudinal direction of the specimen. The relationships between the maximum dynamic strains and the effective dynamic strains, according to equations (1)–(4), are as follows




where
We obtained the values of the dynamic strains and multiplied them by the modulus of elasticity of aluminum alloy 7075-T651. Thus, we obtained the dynamic stresses of maximum and effective values corresponding to 50 and 150 N exciting forces, as shown in Table 4.
Dynamic stress tests of exciting forces 50 and 150 N.

Results of residual stress measurements of fatigue specimens
The residual stresses show different values because of cutting conditions and materials. At times, the state of the compressive stresses and the state of tensile stresses could be obtained on specimen surfaces. The residual stresses in 0° (circumferential direction of the specimen), 45°, and 90° (longitudinal direction of the specimen) direction were all compressive before and after VSR in this study. Because it was not plausible to evaluate the residual stress field before and after VSR, so the equivalent residual stress was adopted to compare residual stress changes for Groups B and C before and after VSR. The equivalent residual stress of measured point

where
Bragg’s law served as the principle basis for applying an X-ray to a residual stress test. According to



The results of the equivalent residual stress measurements for Groups A are shown in Figure 4, and the results of the equivalent residual stress measurements for Groups B and C before and after VSR are shown in Figures 5 and 6.

Equivalent residual stress measurements for Group A.

Equivalent residual stress measurements for Group B before and after VSR.

Equivalent residual stress measurements for Group C before and after VSR.
Figures 5 and 6 show tendencies toward equivalent residual stress before and after VSR. Peak residual stress
Change of equivalent residual stresses before and after VSR (MPa).

Results of uniaxial tension–compression fatigue experiment
Fatigue experiment data processing was performed according to the Chauvenet criterion, which is based on the theory of normal distribution. The mean

Normal distribution curve.
Figure 8 displays the S–N curves of the specimens in their original state and after VSR. In the fatigue experiment of highly applied stress, the stress exhibits a 7 MPa difference among three groups for the same fatigue life, which could be treated as data dispersion. The fatigue lives rise with increasing exciting force, and the fatigue limits of Groups A–C were 205, 213, and 218 MPa; the fatigue limit of Group B increased by 4% compared with Group A, and the fatigue limit of Group C increased by 6.3% compared with Group A.
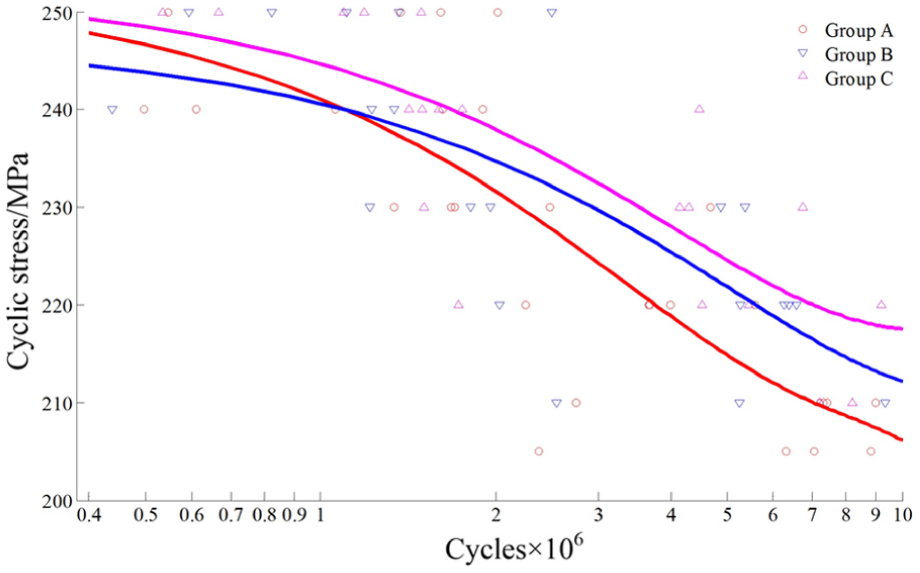
The S–N curves of specimens in their original state and after VSR.
Discussion
As shown in Table 4, dynamic stress test results indicate that dynamic stresses rise with increasing exciting forces. Peak residual stress
The possible mechanism of influence on the fatigue life can be discussed from perspectives of mechanics of materials, microstructure, and energy.
In terms of macroscopic aspects, many researchers believe that VSR homogenized residual stress occurs through the plastic deformation and redistribution of the internal stress field. When
In terms of microstructure aspects, the theoretical basis for VSR consists of dislocation movements, dislocation interactions, and interactions between dislocation and solute atoms.
16
Aluminum plates that have been quenched and machined have large amounts of dislocation pileups and pileup groups, where residual stress tends to be larger.
17
The applied shear stress relieves some of the original dislocations while generating new ones. The stresses that annihilate dislocations consist of the original dislocation stress field
In terms of energy, before VSR, lattice distortion inside the specimen results in some atoms achieving a metastable state. When the frequency of exciting force equals first-order resonance frequency of the specimen, under the effect of VSR, some atoms in the metastable state obtain vibration energy such that strenuous motion occurs, which restores lattice distortion and some atoms return to the stability of the lower energy state. These occurrences cause the residual stress of the specimen to drop and the residual stress field to homogenize very well. At the lower energy state, atoms require more energy to leave the equilibrium position again, they slip and lattice distortion occurs. Therefore, within the same fatigue loads, the fatigue life of the specimen treated by VSR is increased, and the fatigue limits improved as well.
Conclusion
Generally speaking, we can conclude as follows:
Residual stresses show different values because of cutting conditions and materials, and at times the state of compressive stresses and the state of tensile stresses can be obtained on the specimen surface. The residual stress field can be described by the equivalent residual stress proposed in this article.
Three important indicators are proposed to evaluate the change of the residual stress field before and after VSR, such as peak residual stress
From aspects of macroscopic, microstructure, and energy, the mechanisms for VSR on fatigue life were discussed. As shown in Table 4, the maximum dynamic stress corresponding to the exciting force 150 N was 40.7 MPa and the fatigue limit of Group C increased 6.3% compared with Group A, so it was concluded that VSR is feasible to improve the fatigue life of aluminum alloy 7075-T651 when dynamic stress does not exceed 8% of the yield strength.
The effect of VSR on the fatigue life of aluminum alloy 7075-T651 was researched, and the study introduced the use of equivalent residual stress to describe residual stress field. VSR processing reduced and homogenized residual stress and reduce stress concentrations within an entire scope. The S–N curves before and after VSR proved that the fatigue life of 7075-T651 can be improved by VSR, which is consistent with the findings of ASMY Munsi et al. 10 and DX Fang et al. 11
Footnotes
Academic Editor: Joo Ho Choi
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Key Technology Support Program (Grant no. 2014BAF08B01), National Natural Science Foundation of China (Grant no. 51105025), and Defense Industrial Technology Development Program (Grant no. A0520110009).