
Abstract
Magnesium and its alloys are finding increasing use in aerospace, automobile, nuclear, electrical, and structural engineering applications because of their high strength-to-weight ratio when compared to aluminum, titanium, and steel. In this work, AZ61 wrought magnesium alloy was processed using equal channel angular pressing at three different temperatures of 483, 523, and 573 K using up to four equal channel angular pressing passes. A microstructural study was conducted by measuring the average grain size after each pass, for the three different processing temperatures. The mechanical properties of the processed samples were noted to improve due to the reduction in the grain size after each equal channel angular pressing pass. After four equal channel angular pressing passes, the average grain size of the AZ61 samples was found to be reduced to 85%, 81%, and 70% for the pressing temperatures of 483, 523, and 573 K, respectively. The tensile strength of the AZ61 alloy increased with increase in the number of equal channel angular pressing passes for each of the temperatures when compared to as-received alloy. For instance, for the processing temperatures of 483, 523, and 573 K, the tensile strength increased by 24%, 10%, and 12%, respectively, at four equal channel angular pressing passes. Also, the percentage elongation of the alloy was increased with increase in processing temperatures. Moreover, fracture topographies of the tensile surfaces are illustrated through scanning electron microcopy and reveal ductile fracture than as-received alloy for four passes at each equal channel angular pressing processing temperature.
Keywords
Introduction
Conventional metal-working processes such as drilling, milling, turning, casting, forging, rolling, and extruding are the main industrial processes used in the manufacture of metal components. These conventional metal-working processes rely on localized plastic deformation of metals during material removal and forming. The final metal components from such conventional processes tend to have very similar mechanical properties as those of the parent unprocessed workpieces. When superior mechanical properties are desired in the final metal component, non-conventional techniques that rely on severe plastic deformation (SPD) during processing are used.
SPD techniques are a group of metal-forming processes that induce large strains, complex states of stress, and high shear during processing to produce components that have high-density defects, ultra-fine grain sizes, and nanocrystalline structures. 1 Mainly, equal channel angular pressing (ECAP), accumulative roll bonding (ARB), high-pressure torsion (HPT), mechanical alloying (MA), and asymmetric rolling (ASR) are few techniques used in manufacturing industries so far among other SPD techniques.
In this article, the ECAP metal-working technique is used to evaluate its effects on the mechanical properties of the AZ61 alloy (Al—6.5%, Zn—1%) at different processing temperatures. The ECAP technique is a new process that is capable of making uniform plastic deformation in multiple materials without affecting any significant changes in their shape or cross sections. 2 ECAP will allow the SPD in bulk materials through its multiple extrusions. Also, complex microstructures and textures can be developed by changing the orientation of the billet between successive extrusion passes in ECAP. 3 Venkatachalam et al. 4 produced desirable mechanical properties in test samples of 2014Al using different processing routes. They concluded that the maximum deformation was obtained in route Bc, where the specimen was rotated 90° counterclockwise after each pass. Valiev and Langdon 5 reported on aluminum using different die angles to study the mechanical improvements in the material. Molnar and Jager 6 studied material behavior at different temperatures using die angle 90° and arc of curvature 45°. Valiev and Langdon 5 concluded that maximum mechanical properties are achieved after four ECAP passes. Hence, in this work, observations were made after four ECAP passes to reduce the cost of the product.
In this article, AZ61 magnesium alloy was used as a material because of its high strength-to-weight ratio and good formability. 7 The AZ61 alloy has been used in many industrial applications such as structural parts in aerospace, automobile, and nuclear industries. 8 However, magnesium and its alloys cannot be easily processed at ambient temperatures like face-centered cubic (FCC) and body-centered cubic (BCC) structured materials. Magnesium and its alloys have a hexagonal close packing (HCP) structure such that their slip systems’ activation at room temperature is insufficient to accommodate uniform plastic deformation of magnesium alloys, which can be considered as a major limitation. 9 Many authors have conducted their SPD metal-working experiments on magnesium alloys using a single selected high temperature.10,11 However, very few papers have been found that use and compare the effect of different ECAP-processing temperatures on the mechanical properties and microstructure of magnesium alloys. 6 Mechanical properties of the material can be improved by changing the size of the grains by varying the heat treatment processes. Hence, the main objective in this work is to enhance the mechanical properties of the AZ61 alloy at different temperatures as suggested by RZ Valiev.
Experimental work
The outline of the ECAP process was planned with two equal channels: traversing at particular angles called the die angle

Working principle of equal channel angular pressing. 10
A commercial AZ61 alloy rod was machined into experimental samples having a diameter of 16 mm and a length of 80 mm. Machined experimental magnesium sample rods were homogenized at 673 K for 24 h to remove the intermetallic heterogeneities that were present in the alloy. 11 Experiments were carried out using four ECAP-extruding passes at three different temperatures of 483, 523, and 573 K for route Bc (where the specimen rotates 90° counterclockwise direction at each successive pass). Among the four fundamental routes, route Bc provides the most deformation which in turn increases the mechanical properties. 4 In this work, experiments were conducted at below recrystallization temperature (around 473 K) of magnesium and its alloys. But, as shown in Figure 2, the results were found to be as follows: (a) many broken pieces at room temperature, (b) broken and cracked surfaces at 373 K, (c) cracked surfaces at 423 K without using any external pressures, and (d) obtained the final solid specimen at 483 K. Hence, further experiments were conducted from 483 K onwards at intervals of 50°C.

ECAP-processed AZ61 alloys after first pass at different temperatures: (a) at room temperature, (b) 373 K, (c) 473 K, and (d) 483 K.
For each ECAP pass, heating plates were arranged around the die to provide designated temperatures. Specimens were held in the channel for the same temperature in order to reach stabilization between the die and the specimen. Graphite was used as a lubricant to reduce the friction between the die and the specimen. The preparation of sample for testing involves mechanical polishing using different SiC papers. In addition, the colloidal Al2O3 and diamond paste were used to achieve mirror surface finish. Picral reagent was used to etch the polished surface of the sample to observe the microstructure. 11 Microstructure study was carried out by linear interception method to know the grain size of AZ61 alloy using an image analyzer (Biovis software). Hardness test was done using Vickers micro-hardness test rig by applying load of 100 g with a significant time of 13 s. On average, 10 hardness tests were performed on each sample to obtain accurate hardness of AZ61 alloy. Tensile test specimens were prepared as per ASTM E-8 standard following the gauge length of 15 mm and a diameter of 5 mm. The three average tensile tests were carried out using a Hounsfield tensometer to analyze the tensile properties of AZ61 alloy.
Results and discussion
Effect of ECAP at different processing temperatures
In the results and discussion, optical microscope (OM) characterization and mechanical properties have been evaluated for AZ61 alloy at three different processing temperatures of 483, 523, and 573 K for the four ECAP passes. Also, fractured surfaces of AZ61 alloy have been analyzed and its behavior before and after four ECAP processes has been explained.
Microstructure analysis
OM images
Figure 3(a)–(h) shows the optical images of AZ61 alloy as received, homogenized at 673 K, and after two and four passes, ECAP-processed specimen structures at different processing temperatures of 483, 523, and 573 K for route Bc. All microstructural images have been taken from the cross-sectioned surface. The average grain sizes of the alloy were measured at different temperatures up to four passes. In the as-received material, a large number of coarse grains were visible along with grain twins, as shown in Figure 3(a). These are expected to increase the twinning stress, and these twinning stresses get accommodated on the grain boundaries, thus supporting plastic deformation in the alloy. In addition, the shear deformation occurs in only one direction due to grain twinning. 12 After homogenization, the grain size reduced, while the grain count increased at the higher temperature of 673 K, for a soaking time of 24 h, as shown in Figure 3(b). In Figure 3(c)–(h), the grain size was greatly reduced after shear deformation in the second and fourth ECAP passes at 483 and 523 K for route Bc. The grain size reduction in the ECAP-processed samples depends upon the dynamic recrystallization. 13 But in the higher processing temperature at 573 K, the reduction in grain size is minimum as compared to other processing temperatures. Figure 3(g) and (h) shows clear bimodal structure because of increasing the number of passes at higher processing temperatures.

OM images of (a) as-received AZ61 alloy at room temperature, (b) homogenized at 673 K, (c) and (d) after two and four ECAP passes at 483 K, (e) and (f) after two and four ECAP passes at 523 K, and (g) and (h) after two and four passes at 573 K.
Variation of grain size with different processing temperatures
Figure 4 shows the variation of average grain size against number of ECAP passes with respect to the different processing temperatures of 483, 523, and 573 K. The average grain sizes for before and after ECAP-processed AZ61 alloys were calculated using the Biovis software’s linear intercept method. 14

Average grain size versus number of passes at different temperatures.
It can be observed from Figure 4 that the average grain size of the material decreased with increase in number of ECAP passes. It is well established that grain refinement in ECAP is enhanced when the recovery rates are reduced. The rate of recovery increases at the higher pressing temperatures and this provides a greater opportunity for the dislocations to annihilate within the grain boundaries rather than impinging upon, and becoming absorbed in, the sub-grain walls. This suggests that the evolution of microstructure into an array of high-angle grain boundaries is more difficult at the higher pressing temperatures, thereby favoring the retention of the sub-grain structure to higher total strains in AZ61 alloy, when ECAP temperature is increased. Similarly, Kang et al. 15 showed that the average grain size of the AZ31 alloy increased with increase in ECAP-processing temperatures causing poor mechanical properties.
Mechanical properties
Variation of micro-hardness for the four passes at three processing temperatures
Figure 5 shows the Vickers micro-hardness of the AZ61 alloy for three different ECAP-processing temperatures of 483, 523, and 573 K for the four passes for route Bc. It can be observed from Figure 5 that the micro-hardness increased with increase in ECAP passes. Also, the micro-hardness of the AZ61 alloy increased with decrease in ECAP-processing temperature. The micro-hardness of the AZ61 alloy increased by 19%, 9%, and 8% for the processing temperatures of 483, 523, and 573 K, respectively. The variation of micro-hardness with different processing temperatures is because of the strain hardening effect. The strain hardening effect makes the alloy strong at a processing temperature of 483 K. But at higher temperatures, the strain hardening was observed to be minimum which caused to obtain low micro-hardness values. Khakbaz and Kazeminezhad 16 attained the similar results on AA3003 alloy by processing the constrained groove pressing.

Micro-hardness versus ECAP passes.
Variation of tensile properties with different processing temperatures
Room temperature tensile tests were performed on three identical samples corresponding to each ECAP pass. The yield strength (YS), ultimate tensile strength (UTS), and fracture elongation of samples were tested before and after ECAP processing of the AZ61 alloy samples using a tensile test rig. The test results for the different temperatures of 483, 523, and 573 K for route Bc are shown in Figure 6(a)–(c). The tensile tests show the effect of microstructural refinement on the mechanical properties of ECAP-processed samples.

Engineering stress versus engineering strain curves for (a) 483 K, (b) 523 K, and (c) 573 K.
The YS and UTS increased with decreasing AZ61 alloy average grain size. Also, when the cumulative strain is increased, the YS and UTS increased greatly. Overall, the percentage elongation is greatly increased after the two and four ECAP passes. The increase in YS is related to decreasing average grain size as explained by the Hall–Petch relation given in equation (1). Here, the strength is always inversely proportional to the grain size diameter 17

where σ0 is the yield stress, σi is the friction stress, D is the grain diameter (µm), and k is the parameter constant.
Chao et al. 18 noted that the improvement in the YS and UTS is due to work hardening, which provides strong resistance to dislocation slip. This is because the dislocation density is rearranged with different processing temperatures and hence the ductility increases. On the other hand, the reason for the improved tensile strength is the increase in grain twins in the material. Twinning boundaries are beneficial for dislocation pileup and hence result in stress concentration and increased strength. 18
Metals processed by ECAP techniques have a common desired property of enhanced strength. In this work, with increase in number of ECAP passes, large number of subgrains is formed at lower processing temperatures. Thus, the mechanical properties of the AZ61 alloy were influenced by grain refinement, ECAP-processing temperature, number of passes and dislocation density, and grain twinning.
X-ray diffraction analysis
Figure 7 shows the X-ray diffraction (XRD) patterns of AZ61 alloy specimens, before and after ECAP processing. In this work, maximum possible grain refinement of the AZ61 alloy was obtained after four ECAP passes. Hence, Figure 7 shows the XRD results of the AZ61 alloy after four passes at three different processing temperatures. The XRD results were compared with unprocessed specimens to understand the variation of texture in the AZ61 alloy. There were no changes observed in the intensity of the peaks after ECAP processing at the temperature of 483 K. The results for this article are close to the XRD results obtained by Hung et al. 19
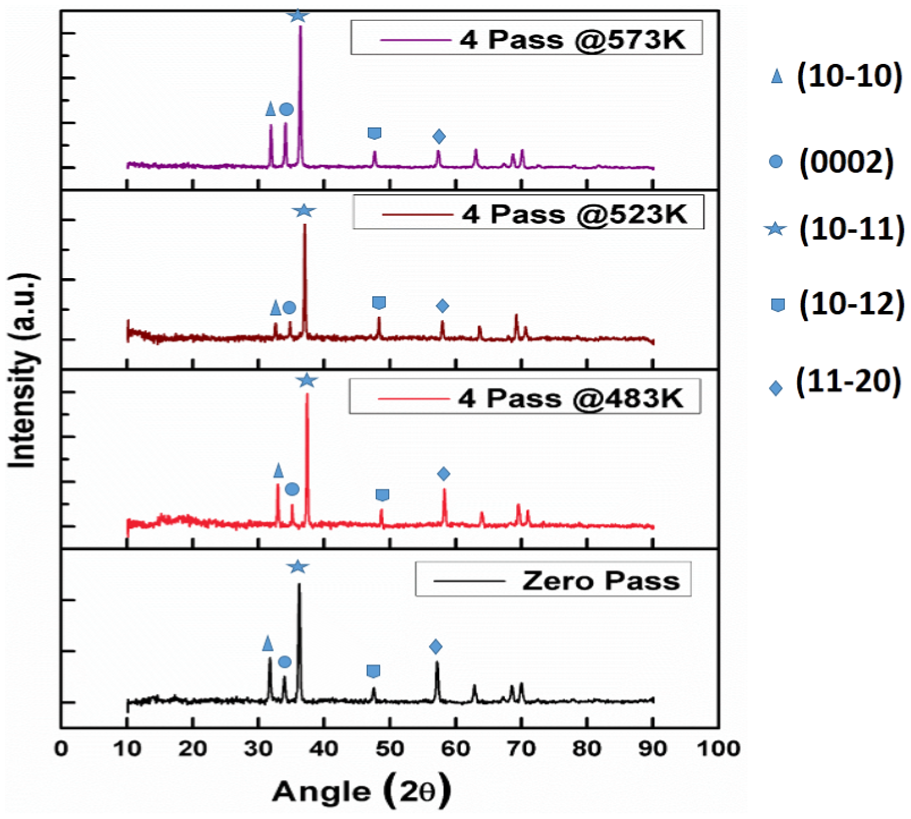
XRD pattern of AZ61 alloy.
At a processing temperature of 523 K, and after four ECAP passes, the AZ61 specimens had lower intensities of the peaks when compared to zero pass control values. Generally, the basal plane (0002) and the <10-10> direction of a material align to the extrusion direction. A similar trend was observed in AZ61 alloy–processed samples, which showed that the maximum grains were distributed parallel to the extrusion direction.
From the previous work, authors reported that the peak intensities of magnesium alloy samples decreased with increase in the number of ECAP passes (Cojocaru et al. 20 ; Avvari et al. 21 ). However, the intensities of the peaks were observed to increase in AZ61 alloy with increasing temperature.
Teng et al. 22 performed the XRD analysis on AZ61 alloy after sub-rapid solidification method. The peak intensity of the <10-11> direction doubled after four passes of ECAP processing. Consequently, the strength of the alloy was increased, as shown in Figure 6. The tensile results show an increase in strength after processing at 573 K, when compared with zero pass strength values.
Fracture topography
Tensile fracture surfaces provide useful information for understanding the effects of microstructures on the strength and ductility of ECAP-processed samples. Figure 8 shows the scanning electron microscopy (SEM) fracture surfaces of AZ61 alloy: (a) as received, (b) homogenized at 673 K, and after four ECAP passes at (c) 483 K, (d) 523 K, and (e) 573 K, for route Bc. All the specimens were tested along the extrusion direction. The SEM images reveal dimples of different sizes and shapes. These dimples show that the failure was predominantly ductile and that the micro-mechanism of failure was through void nucleation, growth, and coalescence.

SEM-fractured images of tensile specimens of AZ61 alloy: (a) as received, (b) after homogenization, and after four ECAP passes at (c) 483 K, (d) 523 K, and (e) 573 K.
Figure 8(a) shows the fractured surface of the as-received sample. The surface reveals few dimples of various sizes with heterogeneous grain size distribution. Also, Figure 8(a) shows that there are bright tearing ridges along the grain boundaries and few quasi-cleavage fractures. 23 It can be seen in Figure 8(b) that before deformation, the samples are homogenized and the dimples are rather shallow, with large variation in size. The grain orientation of the AZ61 alloy was improved with ECAP processes after homogenization at 673 K for 24 h. The AZ61 alloy sample was deformed uniformly in the equiaxed structure and had fewer grain boundaries. This led to the higher tensile elongation observed for the ECAP-processed samples at 483 K.
Figure 8(d) and (e) shows an increase in the number of well-developed dimples with increase in temperature. The average dimple sizes generally depend on the initiation site and the number of voids nucleated at the grain boundaries. Dimple sizes decrease with increase in ECAP passes, which is attributed to grain refinement as well as strain hardening. 24
Conclusion
The ECAP-processing experiments were carried out on AZ61 wrought magnesium alloy to enhance the mechanical properties of the alloy by refining the grains. Based on the results of the present investigation, some important conclusions were drawn as follows:
Microstructural characterization of ECAP-processed AZ61 alloy and quantitative measurements revealed better grain refinement in the alloy which was processed through route Bc.
AZ61 alloy hardness increased with the increase in number of passes for the three processing temperatures for route Bc. However, it was decreased with increase in processing temperature. Also, The AZ61 alloys’ YS and UTS were higher after processing at lower ECAP-processing temperatures. On the other hand, the percentage elongation of the AZ61 alloy increased with higher ECAP-processing temperatures. Hence, moderate die angles give better deformation and in evidence, mechanical properties can be improved at lower processing temperatures effectively.
SEM tensile fracture surfaces show that the AZ61 alloy is ductile after ECAP processing, and the ductility increases with increase in processing temperature.
Footnotes
Acknowledgements
The authors would like to thank Dr K Venkateswarulu, Scientist working in NAL at Bangalore, and Dr Gowtham Das, Scientist working in NML at Jamshedpur, India, for their encouragement and suggestions which helped to analyze the results throughout the work.
Academic Editor: Xiaotun Qiu
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.