
Abstract
In this article, the cutting parameters optimization method for aluminum alloy AlMn1Cu in high-speed milling was studied in order to properly select the high-speed cutting parameters. First, a back propagation neural network model for predicting surface roughness of AlMn1Cu was proposed. The prediction model can improve the prediction accuracy and well work out the higher-order nonlinear relationship between surface roughness and cutting parameters. Second, considering the constraints of technical requirements on surface roughness, a mathematical model for optimizing cutting parameters based on the Bayesian neural network prediction model of surface roughness was established so as to obtain the maximum machining efficiency. The genetic algorithm adopting the homogeneous design to initialize population as well as steady-state reproduction without duplicates was also presented. The application indicates that the algorithm can effectively avoid precocity, strengthen global optimization, and increase the calculation efficiency. Finally, a case was presented on the application of the proposed cutting parameters optimization algorithm to optimize the cutting parameters.
Keywords
Introduction
For high-speed milling process, the suitable cutting parameters selection is a prerequisite to ensure high machining efficiency, accuracy, and surface quality. At present, trial-cutting method is normally used to select the high-speed cutting parameters by experience, which often results in the following subsequences: (1) the machined surface is of much higher quality than required with increased production cost while the processing efficiency is very low, (2) the processing is of high efficiency with high rejection rate while the machined surface quality is unqualified, and (3) the processing efficiency is low and the machined surface quality is unqualified. So the study on optimizing the high-speed cutting parameters will be of great importance.
In recent decades, there have been numerous studies on surface roughness prediction and cutting parameters optimization for many engineering applications. Zain et al. 1 presented an artificial neural network (ANN) model for predicting the surface roughness in the machining process. Hessainia et al. studied a surface roughness model to predict surface roughness of Ra and Rt in the case of hard turning by exploiting the response surface methodology (RSM). The main input parameters of this model are the cutting parameters such as cutting speed feed rate, depth of cut, and tool vibration in radial and in main cutting force directions. 2 Palani and Natarajan presented a system for automated, noncontact, and flexible prediction of surface roughness of end milled parts through a machine vision system which is integrated with an ANN. The experimental results had shown that the proposed machine vision system can be implemented for automated prediction of surface roughness with accuracy of 97.53%. 3 Cakir et al. 4 examined the effects of cutting parameters (cutting speed, feed rate, and depth of cut) on the surface roughness through the mathematical model developed using the data gathered from a series of turning experiments. Çolak et al. 5 used evolutionary programming methods to predict surface roughness in end milling aluminum 6061-T8. Basak and Haldun Goktas 6 discussed the burnishing parameters affecting the surface roughness and surface hardness on aluminum 7075-T6 materials, and the best parameters for the burnishing process were achieved using a fuzzy model based on the experimental results. Oktem et al. 7 developed a neural network model to predict the surface roughness in the mold cavity and used genetic algorithm (GA) coupled with neural network to find optimum cutting parameters, leading to minimum surface roughness without any constraint. Karayel 8 investigated an actual modeling approach using a feed forward multilayered neural network for the prediction and control of surface roughness in turning. Asilturk and Cunkas 9 developed models for prediction in AISI 1040 steel using ANN and multiple regression technique for various speed, feed rate, and depth of cut, and the results showed that ANN provides better prediction of surface roughness than multiple regression technique. Huang et al. 10 presented a neural network–based surface roughness Pokayoke system to predict the roughness in end milling, and the system could also be used to adjust the machine parameters on line when a defect of surface roughness was detected by the system. Hamdan and Sarhan presented the Taguchi optimization method to optimize the machining parameters to achieve minimum cutting forces and better surface roughness in high-speed machining of stainless steel. The results showed a reduction of 25.5% in the cutting+forces and 41.3% improvement on the surface roughness performance. 11 Yan and Li 12 presented a multi-objective optimization method based on the weighted grey relational analysis and RSM, which was applied to optimize the cutting parameters in milling process to evaluate trade-offs among sustainability, production rate, and cutting quality. Ahilan et al. 13 presented the multi-response optimization using grey-based Taguchi method, and the responses were surface roughness and power consumption. Alrashdan et al. 14 focused on the multi-criteria optimization approach in the end milling machining process of AISI D2 steel to minimize the cost caused by a poor surface roughness and the electrical energy consumption during machining. Dhokia et al. 15 built an optimized surface roughness prediction model for ball-end machining of polypropylene on the basis of GA method.
The literature reveals that the study which focused on the high intensity and hardness materials had achieved a wealth of fruit on surface roughness, but few researches were reported on the low intensity and soft materials, such as anti-rust aluminum alloy. So this article studies the effects of cutting parameters on the surface roughness for improving the machined surface quality of anti-rust aluminum AlMn1Cu by high-speed milling. In order to properly select the high-speed cutting parameters, based on the data acquired by high-speed milling test on aluminum alloy AlMn1Cu, a back propagation (BP) neural network was first adopted, and the cutting parameters-based prediction models for surface roughness was established. Then, GA was used for calculating the optimal cutting parameters on the basis of the prediction models, so as to obtain best/better combination of cutting parameters for various optimization objectives.
High-speed milling experiments for AlMn1Cu
Experimental equipment and material
The milling experiments were carried out on a high-speed machining center Mikron XSM600 whose spindle speed is steplessly adjustable between 100 and 60,000 r/min. Maximum feeding speed is 80 m/min, maximum axial acceleration is 25 m/s2, positioning accuracy (A) is ≤0.005 mm, and repositioning accuracy (R) is ≤0.0025 mm. The carbide-tipped two-flute flat-end mill with diameter of Φ4 mm (Code, R216.32-04030-AC08P) produced by SANDVIK was adopted as the milling tool. The milling manner is up milling. All milling operations for workpieces were conducted at the cutting width of 2.4 mm.
The workpiece material used for the experiments is aluminum alloy AlMn1Cu whose chemical composition includes Si 0.6%, Fe 0.7%, Cu 0.2%, Mn 1.0%–1.6%, Mg 0.05%, Zn 0.1%, and Ti 0.15% in addition to Al. The mechanical properties of AlMn1Cu are given in Table 1.
Mechanical properties of AlMn1Cu (20°C, O-state, 2-mm plate).

O-state is complete annealing state.
Surface roughness measurement
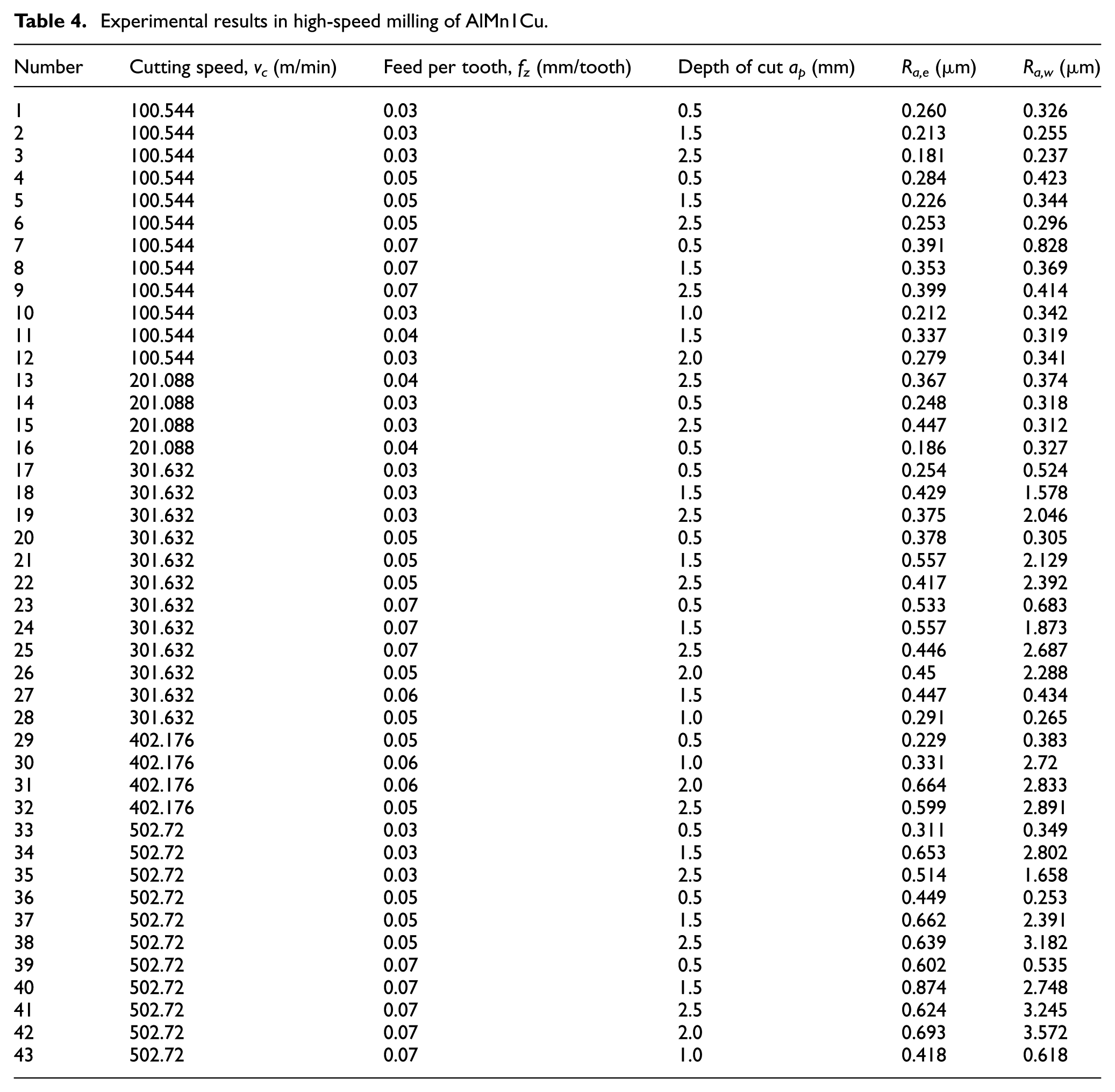
Schematic diagram for end milling operation is shown in Figure 1(a), where n is the spindle speed, vc is the cutting speed, fz is the feed per tooth, ae is the cutting width, ap is the depth of cut, and z is the number of teeth. As shown in Figure 1(a), the end milling is capable of producing two fresh surfaces: end surface and wall surface. The end surface is produced on the end cutting edge and the wall surface is on the cylindrical cutting edge. The arithmetic mean value (Ra) is selected to describe the surface roughness. The Ra of end surface and wall surface are measured, respectively, using Ra,e to indicate the end-surface roughness (Figure 1(b) shows the testing specimen) and Ra,w to indicate the wall-surface roughness (Figure 1(c) shows the testing specimen). The surface roughness is measured by the surface profilometer (MarSurfPS1), and the cutoff is 0.8 mm. Roughness measurements are repeated at least five times, and the average value is presented. The experimental results of surface roughness by a 33 (3 factors, 3 levels, 27 tests) full factorial design experiment (the levels as shown in Table 2) and a homogeneous design experiment (the levels as shown in Table 3) are listed in Table 4.

Testing specimen for surface topography and roughness: (a) schematic diagram of end milling, (b) testing specimen for Ra,e, and (c) testing specimen for Ra,w.
Cutting parameters and their levels used in the factorial design experiment.

Cutting parameters and their levels used in the homogeneous design experiment.

Experimental results in high-speed milling of AlMn1Cu.
Prediction model of surface roughness based on neural network
A multilayer BP neural network is used to establish the prediction model for surface roughness. In consideration of the generalization ability of network, a three-layer neural network comprising two hidden layers and one output layer is presented. Structure diagram of BP neural network prediction model is shown in Figure 2. Variables and symbols in Figure 2 are specified as follows: 16
Sm represents the number of neurons on mth network layer;
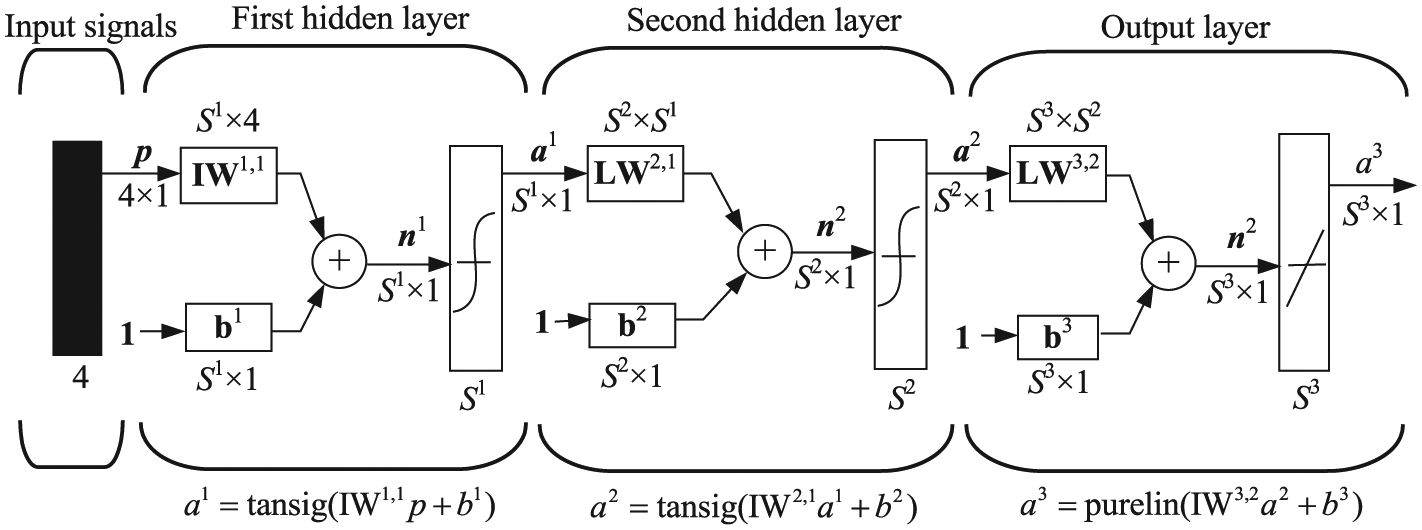
Architecture of a three-layer BP neural network.
Training sample data and network settings.
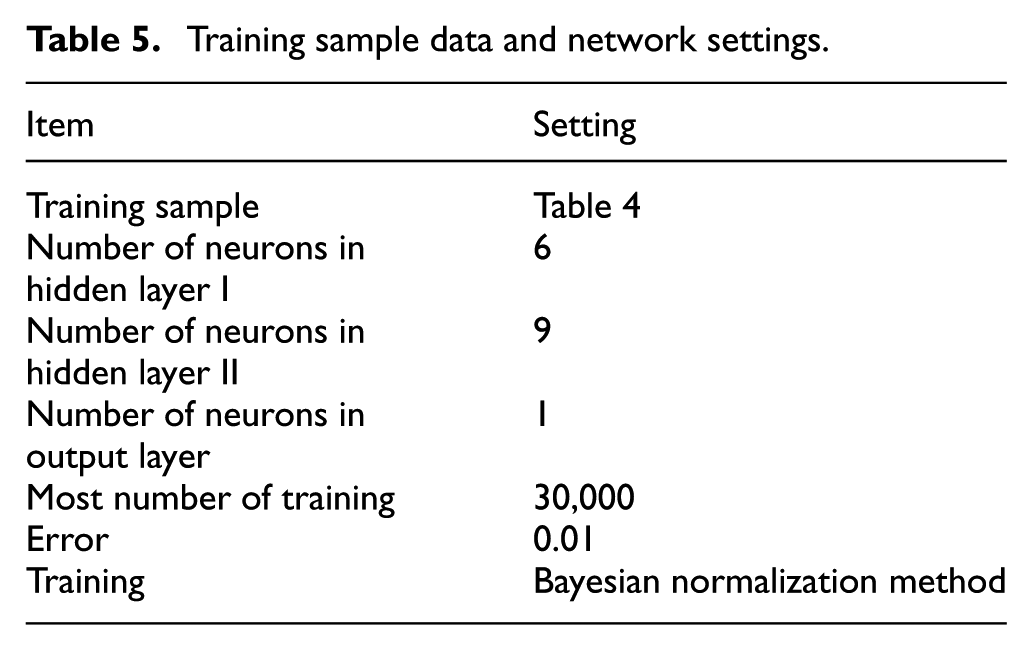
The test data in Table 4 is used as the training sample set for neural network prediction model of surface roughness. The input sample set P is the collection of column vectors of all milling parameters. There are a total of 43 sets of data, so the input sample set is expressed by the matrix equation (1)

Neural network model is established and learned through programming in neural network toolbox of MATLAB 7.0. Since the cutting parameters have different dimensions and their values are quite different from each other, the training sample set is preprocessed before training. The simplest way is to divide each component of a cutting parameter by the maximum range of cutting parameter. For example, if the range of cutting speed is 100–600 m/min, divide the components of cutting speed by 600 m/min in order to remove the dimension and control the network input within 0–1 so as to furthermore increase the convergence rate. The attended learning is adopted. Before learning, a training sample set containing input vector and target vector (the test data of the surface roughness in Table 4) shall be defined. Each time the learning finishes, inspect the error between actual output and target output for network. Then, the network determines whether to continue the learning and adjust the learning progress or not according to the relationship between actual error signal and target error signal, until required error is reached in network.
The training error performance curve of neural network prediction model for surface roughness Ra,e is shown in Figure 3(a). According to this curve, the mean square error reaches minimum after 1100 times of learning. The scatter diagram between actual output values and target values (testing values) of neural network prediction model for surface roughness Ra,e is shown in Figure 3(b). As shown in this diagram, all points are almost distributed on a straight line, indicating the high prediction accuracy of this model. The response surface of surface roughness is shown in Figure 4. It can be seen that when the feed per tooth is small, the surface roughness decreases with the increase in cutting speed but increases with the increase in feed per tooth, which agrees with the test results. 17

Training result for surface roughness Ra,e: (a) training error performance curve and (b) prediction results and actual values of neural network.

Response surface of surface roughness Ra,e
Model and method for optimization of cutting parameters
Optimization model of cutting parameters
For machining, an eternal topic is to increase machining efficiency with the precondition of assuring processing quality. Therefore, when establishing cutting parameters optimization model, take machining efficiency as the optimization objective and surface roughness as the constraints. The material removal rate within unit interval (Q) during cutting is a key index to judge the machining efficiency, so the Q is selected as the optimization objective. For milling, the Q can be represented by equation (2)

where

For convenient expression, the neural network prediction models for surface roughness are expressed by the function of

Since the material removal rate Q is a nonnegative number, the optimization objective can be converted into minimum of

where
Cutting parameters optimization based on GA
Constraints of optimization model
Using GA to solve a constrained optimization problem is greatly dependent on how to handle the constraints. In this article, the repair approach, special genetic strategy, and penalty function method are adopted to comprehensively handle the constrained problem. The penalty function method is used to convert equation (5) into a linearly constrained optimization problem. Then, construct equation (6)—a penalty function according to the constraints of equation (5)

So equation (5) is converted into a linearly constrained optimization problem as shown in equation (7)

where
Coding and decoding
For a nonlinear multivariable optimization problem, binary coding is not applicable, so the real number coding has to be selected. Each variable is independently coded. Then, all variables are linked together in a certain order to form individual

where m is the number of coding bits, a and b represent the upper interval and lower interval of variable, respectively, and k is the number of decimal places of variable. For GA operation, equation (9) can be used to convert real-value combination of variables

where

If the cutting speed is a number with two decimal places, five-digit coding is used. If the feed per tooth is a number with three decimal places, two-digit coding is used. If the depth of cut is a number with two decimal places, three-digit coding is used. Therefore, the total length of generated binary coding string (chromosome) is 10, namely,

where

Code structure.
Initial population
Proper initial population can improve the optimization efficiency and accuracy. In order to evenly spread the initial population over the overall variation ranges of variables, the cutting parameters are combined according to the homogeneous design theory (a test design method).
18
The number of individuals in initial population is set as 41 and the variation interval of each cutting parameter is isometrically divided into 41 sections so as to generate 41 samples for each cutting parameter. Then, the sections of all cutting parameters are combined according to the uniform design theory to form individuals. Select rows 1, 19, and 29 from uniform test table

Settings of initial population.
Fitness function
The rank-based fitness assignment is adopted, and the process is as follows:
Step 1. Calculate the objective values of all individuals in population
Step 2. Use equation (12) to calculate the fitness of individuals

where N is the population size, p is the position number of an individual in population, and SP is the selection pressure.
Genetic operations
Genetic operations include selection, crossover, mutation, and repair which can be applied on individuals in population
Selection
Before crossing and mutation, the parent individuals are indispensable to be selected. The tournament selection is used in this article to select parent individuals. Randomly select a certain number of individuals from the population and then assign individuals with big fitness (best individuals) as the parent individual. Repeat this process until the individual selection is completed. The parameter of tournament selection (tournament scale) is set as 3. To avoid precocity or local minimum value, steady-state reproduction without duplicates is used to form the new population. Before adding a newly generated individual into the new population, check whether this individual is duplicated to an existing individual in population. If duplicated, abandon this individual.
Crossover
The double-cutpoint crossover is used for recombination crossover. Use individual selection method to select two individuals from population as parents and randomly generate two integers

Crossover.
Mutation
Location mutation is used here. For integer-coded individual

Mutation.
Repair
After crossover and mutation on parent individual, the value of the variable represented by the newly generated individual would exceed permissible range, resulting in a non-feasible solution. Such kind of new individual shall be repaired. Decode the code of newly generated individual to form a vector of variables

Repair of individual.
Crossover probability and mutation probability
In standard GA,
Example for cutting parameters optimization
The GA is programmed in MATLAB7.0 for optimizing the cutting parameters. The process and results of optimization are analyzed by taking AlMn1Cu as an example. First, set constraints (equation (13)) on surface roughness and cutting parameters
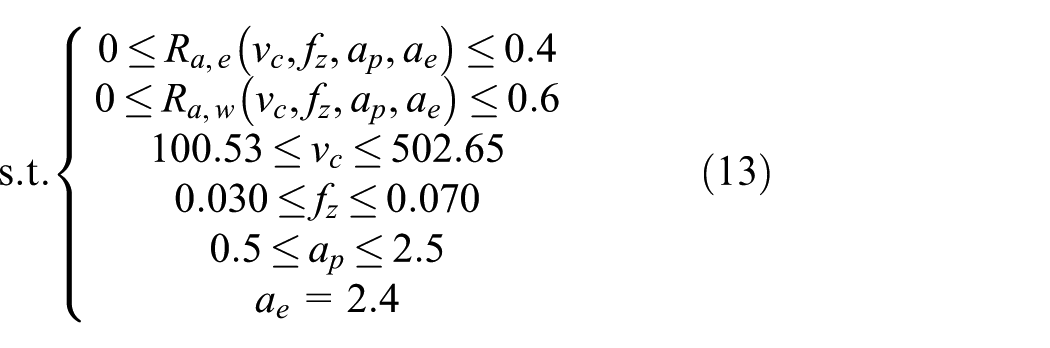
Then, construct penalty function and objective function according to equations (6) and (7). The relational graph between evolutionary generation and target value in optimization calculation is shown in Figure 10. It can be seen that the optimization process turns smooth after 15 times of evolutionary computation, indicating this algorithm has a fast rate of convergence. The results of optimization are shown in Table 6.

Relation curve between evolutionary generation and objective value.
The results of optimization calculation.

Case study
In practical machining, surface roughness is often considered as the machining quality criterion. Since the surface roughness varies in practical machining and the roughness prediction model has error, the optimization results obtained through the optimization model have to be experimentally verified and selected. In order to directly apply optimized cutting parameters into actual production, the intervention strategy is introduced into the optimization process. The range of the constraints on cutting parameters is continuously adjusted according to early tests. And each combination of cutting parameters obtained under each range of constraint is experimentally verified. After repeating the process of optimization of cutting parameters—experimental verification—adjustment of constraint on cutting parameters—optimization of cutting parameters several times, better combinations of cutting parameters under different roughness are determined as shown in Tables 5 and 6. For each combination of cutting parameters, carry out machining test on two test pieces and the roughness is measured at six points selected randomly on each test piece to measure roughness. Then, list the maximum roughness into the table for reference. In this article, the interval of end-surface roughness Ra,e (0–0.60 µm) and the interval of wall-surface roughness Ra,w (0–0.80 µm) are, respectively, divided into five sections in order to carry out the optimization. Under the same machining conditions, the Ra,w is bigger than that of the Ra,e, so its constraint is set one level lower than that of the end-surface roughness. The optimized combination of cutting parameters, the maximum material removal, and the results of experimental verification for each roughness interval are listed in Table 7.
Optimal solution in different roughness for AlMn1Cu.

Additionally, selection of cutting parameters in practical machining is limited by machining performance. Particularly, the selection of cutting speed is dependent on the maximum spindle speed of machine. In order to make the optimization results more practical, cutting parameters optimization is carried out according to the spindle speed of common machining center. The combination of cutting parameters corresponding to the spindle speed and roughness constraint, the optimization results, and the experimental verification is listed in Table 8.
Optimal solution in different roughness and spindle speed for AlMn1Cu.

To ensure the machining quality, cutting parameters can be selected according to the value of surface roughness lower than the required value. For example, when Ra ≤ 0.40 µm, cutting parameters can be selected according to Ra ≤ 0.30 µm. The optimization results listed in Tables 7 and 8 indicate that when requirement on surface roughness is predefined, a better combination of cutting speed, feed per tooth, and depth of cut can be selected. The result of analyzing combinations of cutting parameters listed in Tables 7 and 8 indicate that better surface quality and smaller surface roughness can be obtained under high spindle speed, small feed per tooth, and small depth of cut.
Conclusion
A BP neural network prediction model for surface roughness of AlMn1Cu was established. This prediction model can well work out the higher-order nonlinear relationship among surface roughness and cutting parameters. It can ensure the accurate and reliable optimization of cutting parameters with the improved prediction accuracy.
Under the conditions of the optimization objective of maximum machining efficiency (material removal per unit interval) and the constraints of technical requirements on surface roughness, a mathematical model for optimizing cutting parameters was established. Then, the GA was presented and improved as well as successfully applied for optimizing milling parameters. The uniform design theory was adopted to initialize population as well as steady-state reproduction without duplicates. The application indicates that this algorithm can effectively avoid precocity, strengthen global convergence ability, and increase the efficiency of calculation.
The GA was used to optimize the cutting parameters of AlMn1Cu under different surface roughness. The cutting parameters optimization results and experimental verification showed that a better combination of cutting speed, feed per tooth, and depth of cut can be selected so as to increase the machining efficiency without impairing the machining quality.
Footnotes
Academic Editor: Neal Y Lii
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the Natural Science Foundation of Jiangsu Province (BK20141400), the National Natural Science Foundation of China (51105207), and the Priority Academic Program Development of Jiangsu Higher Education Institutions of China.