
Abstract
At present, there are obvious deficiencies in the research on the high-speed machining mechanism of aluminum alloy materials, especially how the high-speed cutting parameters of the new 7 series aluminum alloy materials affect the machining quality of the workpiece, and how to optimize the high-efficiency cutting process parameters under the premise of ensuring the machining quality. This paper summarizes the research results of the optimization methods, means and paths of 7075 aluminum alloy cutting process parameters, and proposes a multi-objective and multi-constraint high-efficiency cutting process parameter optimization technical scheme. In addition, using the response surface method to establish a surface roughness prediction model for plane milling, and analyze the influence of cutting speed, feed, and amount of cutting tool on the surface roughness, thereby establishing a multi-constrained objective equation for efficient cutting. Then use the cuckoo search algorithm to obtain a set of optimized cutting parameters. Finally, using the optimized set of cutting parameters to process verification of a cover plate. The result shows that: the processing efficiency of the workpiece can be improved by about 15.6% man-hours, and the surface processing quality of the workpiece can be effectively guaranteed.
Keywords
Introduction
Since the 1940s, the 7-series aluminum alloy has been used as a structural material for aircraft manufacturing. One of the main research hotspots currently is the analysis of milling and surface quality of 7075 aluminum alloy. For example, the machinability analysis of 7075 aluminum alloy after aging plus crystalline treatment 1 and analysis of the machining performance of micro tools, and evaluation of tool wear and surface roughness. 2 The Taguchi design method was used to optimize the industrial parameters for surface milling of 7075 aluminum alloy on a vertical CNC milling machine. 3 And the imaging and topographical techniques are used to analyze surface defects in cutting processes. 4 7075 aluminum alloy is a super-hard aluminum alloy material with higher strength. Due to its high strength, high stiffness, high fatigue strength, high wear resistance, lightweight, and low cost, it has been widely used in the fields of wing panels, frames, wing beams and ribs 5 in the aviation industry, as well as key structural parts such as gear parts, molds, and tooling fixtures. 7 series aluminum alloy mainly contains Al, Zn, Mg, Cu, as well as Si, Fe, Mn, Cr, Ti, and other chemical components, with a density of 2.85 g/cm3; It is characterized by good plasticity after solution treatment, good heat treatment strengthening effect, and good low-temperature strength; In the same state, the plasticity under annealing and just quenching is slightly lower than 2A12 but slightly better than 7A04, and the stress corrosion resistance is better than 7A04. There are many literature reports on the material composition and heat treatment performance of aluminum alloy, but few domestic suppliers provide data on the cutting parameters of 7075 aluminum alloy, and there is no professional manual to provide process parameters for users’ reference. In the actual processing, use the processing parameters of similar hardness materials to cut, resulting in a great waste of 7075 aluminum alloy and restricting the mass customization production of 7075 aluminum alloy material. Therefore, more and more attention is paid to the optimization of its manufacturing process parameters. simultaneously, it is necessary to analyze and summarize the research methods of cutting process parameters, especially how to realize and solve the optimization of efficient cutting process parameters on the premise of ensuring surface quality.
Main research methods of processing parameter analysis
7075 aluminum alloy aviation integral structure includes common feature machining surfaces such as plane, groove, and hole. Therefore, most scholars take the aerospace aircraft integral structure as the research object to study the influence of its milling parameters on machining deformation. Wu et al. 6 of Beihang University used the quasi symmetric machining method to compare and analyze the machining deformation between the traditional unilateral machining methods and verify that the quasi symmetric milling method and its process parameters can reduce the machining deformation and improve the precision of milling 7075 aluminum alloy parts for thin-walled aviation integral structural parts. About the optimization of milling process parameters of 7075 aluminum alloy parts with thin-walled structure, Borojevic et al. 7 used RSM and ANOVA methods to optimize, analyze, and know how to select the correct tool path and feed rate to ensure the processing quality and obtain high technical economy. In production, efficient cutting and green cutting are important indicators to improve the technical economy, and also an important basis for energy conservation, consumption reduction, and cost reduction. MQL and dry cutting are the main methods of green cutting. Khettabi et al. 8 compared the cutting force, particle emission, and finish surface quality of 7075, 6061, and 2024 aluminum alloy parts processed under MQL and dry cutting, which provides a theoretical reference for selecting cutting methods under different aluminum alloy materials. The energy saving can also be reflected in reducing power consumption. Rodriguez-Alabanda et al. 9 used EN-AW 7075 T6 aluminum alloy material to study the milling tool paths and cutting parameters in the roughing stage and finishing stage respectively by using the orthogonal test method. The results show that under the same conditions, using the material can reduce power consumption and improve surface quality. Hole processing involves drilling, reaming, boring, and other processing methods. Paktinat et al. 10 used finite element modal simulation and test methods to compare the advantages and disadvantages of ultrasonic assisted drilling and traditional drilling of 7075 aluminum alloy. The research shows: ultrasonic assisted drilling has obvious advantages over traditional drilling in stress distribution, cutting deformation, cutting temperature, tool wear, surface quality, and chip breaking. However, the main cost of preparing ultrasonic equipment, results in the high cost of ultrasonic assisted drilling.
7075 aluminum alloy is widely used in the structural parts of aerospace aircraft, and most of them are thin-walled structural parts. Therefore, machining deformation is an important factor affecting its accuracy. How to predict and control machining deformation is one of the current research hotspots. Yue et al. 11 systematically summarized the research progress of machining deformation in the milling process of thin-walled parts, providing a reference research method to predict and control of milling deformation of 7075 aluminum alloy thin-walled parts. Lu et al. 12 designed a single factor milling experiment to analyze the vibration signals in the machining process from the perspectives of the time domain, frequency domain, and time-frequency domain, and analyzed the influence of feed rate and axial depth of cut, on the milling vibration of 6061 aluminum alloy. Guo et al. 13 analyze high-speed milling 7050 aluminum alloy material, concluding that the milling speed and axial cutting depth have a significant impact on milling vibration, but the change in feed rate is not obvious. In addition, how to use the optimization of process parameters to predict the surface roughness to reveal the processing law and related mechanism, many researchers have carried out theoretical exploration and research from the prediction method and formed more systematic research theoretical results. Such as multiple regression analysis (MRA), 14 fuzzy nets (FN), 15 BP neural network, 16 adaptive neural fuzzy inference system (ANFIS), 17 genetic programming (GP), 18 cloud model, 19 response surface methodology (RSM), 20 orthogonal regression analysis and least square vector machine, 21 Knowledge modeling and data mining, 22 and so on. These prediction methods rely on computer information technology. In terms of prediction accuracy, data operation, numerical simulation, and so on, including the established models, each has its characteristics. Some models are complex, resulting in large data samples, which increases the cost of testing, and some models are simplified but the prediction accuracy is reduced. Therefore, some researchers use mutual verification and other methods to make a comparative analysis. Literature 23 proposes using three-factor and three-level RSM to design and process experiments. Through the central composite surface design method of RSM, a gear surface roughness prediction model is established, and the accuracy of the model is high, which provides a basis for the optimization of process parameters.
Therefore, for the optimization of 7075 aluminum alloy high-efficiency cutting process parameters, the following will combine the RSM method to propose a multi-objective and multi-constraint high-efficiency cutting process parameter optimization technical scheme for the surface quality control of 7075 aluminum alloy materials.
High-efficiency cutting technology scheme
Establishment of high-efficiency cutting process parameter model
The surface of the workpiece that needs to be processed is the feature processing surface, which can be divided into four categories: plane, outer circular surface, inner circular surface, and other surfaces. 24 According to the “Quick Reference Manual for Commonly Used Cutting Tools in Mechanical Processing” edited by Wang Jianshi, published by the Machinery Industry Press in 2005, combined with actual production practice data of enterprises, the following 7075 aluminum alloy milling process parameters are selected based on the cutting parameters of hard alloy cutting tools. Due to the lack of specific parameters for reference at present, the efficient cutting range has been studied. No matter what type of workpiece 7075 aluminum alloy material is made into, starting from the characteristic machining surface, selecting different tool materials and according to different machining methods, taking machining and cutting parameters as influence factors, we can build prediction mathematical models of surface quality or residual stress, and then optimize the chemical process parameters, obtain a database of reasonable machining process parameters, and guide and solve practical production problems. The following Han and Zhang 25 introduces the establishment of a prediction model with the response surface method RSM. For example, milling parameters (vc, f, ap, ae) complete the machining of a plane, groove and surface, and the surface roughness (Ra) and residual stress are detected (σx, σy), the processing quality prediction mathematical model y(x) is established by using RSM method. The second-order mathematical regression equation is as follows (1):
Equation (1) comes from Han and Zhang 25 b0 is a constant term; bi is the linear effect of xi; bij is the interaction effect between two factors xi and xj; bii is the secondary effect of two factors xi; ε is the error term. We adopt the Box Behnken design analysis method of RSM. In order to reduce experimental data and reduce experimental costs, according to the Box Behnken design method, only 17 experimental data need to be provided. Among them, some of the samples are results obtained by repeating experimental parameters, ensuring the accuracy of model establishment when the number of test samples is not large.
Based on the same principle, we can use formula (1) to establish the prediction model of machining quality of holes, curved surfaces (such as tooth surfaces), such as studying and analyzing the influence law of its boring process parameters (n, f, ap) on the hole surface roughness (Ra), including the prediction of surface roughness of the same aperture machining with different boring process parameters, and the prediction of surface roughness of different boring process parameters on different aperture machining. Then, the boring process parameters and the threshold of hole diameter are analyzed, which provides a theoretical basis for optimizing the boring process parameters and establishing the database; Gear cutting, which is mainly based on the involute tooth surface, is the research object. The quality of tooth surface has an important impact on the accuracy, vibration, noise, wear resistance, and service life of gear transmission. The quality of tooth surfaces is mainly characterized by tooth surface morphology. In addition to roughness (Ra), the arithmetic mean height of surface Sa, surface bearing area ratio Smr, wave crest limit height Sxp, and residual stress σx, σy, and other main surface quality parameters, 26 7075 aluminum alloy gears are processed with hobbing (n, fX, hD) or honing (n, fX, fZ) and other parameters. After processing, the tooth surface is tested and verified by a three-dimensional topography instrument and surface roughness instrument (its test process is shown in Figure 1). The mathematical model of tooth surface quality prediction is established according to the CCF method in RSM, and formula (1) is still its general prediction mathematical model.

Flow chart of tooth surface inspection and analysis test.
The above only illustrates the establishment of the prediction model, but it cannot reflect the high-efficiency cutting. Therefore, on this basis, it is necessary to carry out the optimization research of high-efficiency machining cutting parameters. Efficient machining includes the removal rate of workpiece materials, energy saving, and green machining. For example, Chen et al. 27 proposed an efficient processing scheme of hardened steel sealing groove, designed the experiment by using the orthogonal test method, obtained the influence law of different process parameters on the tool life, and optimized the turning process parameters according to the analysis results, but this is only an optimization with the single objective of ensuring the tool life, which does not fully reflect the high-efficiency cutting machinability; Li et al. 28 established an energy-saving optimization model of NC turning batch processing process parameters considering tool wear to minimize the total energy consumption and completion time of batch processing and take the process parameters under different tool wear conditions as optimization variables and used multi-objective simulated annealing algorithm for optimization solution, mainly focusing on the field of efficient turning processing. Li et al. 29 used the response surface method to design the insert milling experiment, established the empirical model of cutting force, took the cutting force and material removal rate as the goal, and used the NSGA-II algorithm to carry out multi-objective optimization to obtain the Pareto optimal solution, to realize the efficient insert milling of Aviation titanium alloy. For high-efficiency milling of complex surfaces, Zhao et al. 30 used a fuzzy clustering algorithm to partition complex surfaces, used orthogonal test method to determine the minimum energy consumption and processing time, and comprehensively optimized cutting process parameters to achieve high-efficiency and energy-saving machining of complex surfaces. Energy-saving processing is also the main category of green processing. At the same time, it is also reflected in the use of energy consumption of machine tools. For example, Zhang et al. 31 established a machine tool energy-saving decision-making method integrating deep confidence network and transfer learning to achieve energy saving and consumption reduction of machine tools; Wang et al. 32 enhanced the function of the five-axis machining center to achieve efficient machining by analyzing and optimizing the design of the high torque double swing angle milling head. The research on efficient machining technology also involves the gear manufacturing industry and other industries, and it is one of the main research hotspots of advanced manufacturing at present. Therefore, equation (1) can only establish a mathematical model between response parameters such as surface quality, residual stress, etc. and cutting parameters, which can analyze the influence law of cutting parameters on response parameters. To establish a high-efficiency cutting parameter model, it is also necessary to establish objective equations such as material removal rate and machine energy consumption, which can optimize high-efficiency cutting process parameters within a certain range of cutting process parameters. Among them, the equation of material removal rate is:

In formula (2), Q is the unit resection rate; K refers to the cutting rate coefficient, which is related to tool wear and is usually quantitative; x1, x2, and xk respectively represent the 1st, 2nd to kth influence factors in the cutting parameters. It can be seen that the larger the Q value is, the higher the cutting efficiency is.
Energy saving is usually based on the power consumption of the main motor of the machine tool, which is expressed by the formula (3) of the power consumption of the main motor:

In formula (3), E consumes power for the main motor; Fc represents the main cutting force parameter; xc represents the main cutting speed parameter; η1, η2, …ηk respectively represent the transmission efficiency in the cutting process, which is determined according to the transmission chain of the machine tool. It can be seen that the smaller the E value, the higher the energy saving, which can also reflect green manufacturing. Of course, green manufacturing includes many factors. If the cutting processing is mainly dry or MQL cutting, it can also reflect green manufacturing. 33
Combined formula (1)–(3) can establish a high-efficiency cutting process parameter model.
Optimization scheme of high-efficiency cutting process parameters
How optimize the high-efficiency cutting process parameters of 7075 aluminum alloy can be achieved with the help of intelligent algorithms, such as genetic algorithm, simulated annealing, ant colony, particle swarm optimization, wolf swarm search, cuckoo search, multi Island genetic algorithm, etc. Taking equations (2) and (3) as the objective function and processing quality equation (1) as the constraint condition, then the specific process parameters can be optimized by computer and verified by experiments. It provides a theoretical basis for the practical efficient machining of 7075 aluminum alloy and the establishment of a series of optimized cutting process database. This paper proposes to use the cuckoo search (CS) algorithm for optimization. The specific optimization scheme and technical route are shown in Figure 2.

Technical roadmap of optimization scheme of high-efficiency cutting process parameters.
In Figure 2, for the efficient, energy-saving and green machining of 7075 aluminum alloy materials, five characteristic machining surfaces such as planes are summarized. By selecting cemented carbide or diamond, ceramic, and other tools, and according to the process characteristics of the five characteristic machining surfaces, three types of cutting parameters such as milling, boring, and hobbing are used as influence factors to process the corresponding five characteristic machining surfaces, and nine surface qualities of the workpiece are obtained as response parameters, The prediction mathematical models are established by different methods in RSM; Based on its prediction mathematical model, a multi-objective and multi constraint mathematical expression for high-efficiency and energy-saving green cutting is established, and the cutting process parameters are optimized by using the improved CS intelligent search algorithm. The correctness of the optimized parameters is mutually verified by finite element analysis and testing experiments; Based on optimizing cutting parameters, the hybrid reasoning technology can be used to design the overall E-R framework of the process database, and establish the 7075 aluminum alloy material processing process database with SQL Server database management system.
Prediction model establishment and parameter optimization
According to the above-mentioned high-efficiency cutting technology scheme, taking milling 7075 aluminum alloy as an example, the milling surface roughness is required to meet Ra = 0.6 μm. A group of efficient milling parameters is optimized by CS, and the feasibility of the proposed method is verified by experiments. Test conditions: dry cutting, using ¢ 10 cemented carbide end milling cutter, forward milling. Cutting parameters: milling spindle speed n: 2000–4000 r/min; Feed rate F: 100–200 mm/min; The depth of cut ap: 0.5–1.5 mm.
Establishment and analysis of prediction model
In order to minimize the number of experiments and reduce the cost of experiments, the Box Behnken design method using the response surface method mentioned above is adopted. The number of processing experiments is 17, and through the analysis of Expert12.0 software, a prediction equation can be established:

The feature surface is milling with a three teeth cement end mill, and the test data matrix is Table 1.
Test data matrix.

The number of teeth for cemented carbide end mills is 3.
The variance analysis of the milling speed n, feed rate f, and cutter amount ap in formula (4) on the roughness Ra is shown in Table 2.
Response surface quadratic model variance analysis of roughness.

In Table 2, factor coding is coded and sum of squares is Type 3-Partial. The model f-value of 26.42 implies the modal is significant. There is only a 0.01% chance that an F-value this large could occur due to noise.
p-Values less than 0.0500 indicate model terms are significant in this case A, B, AB, B 2 , C 2 are significant model terms. Values greater than 0.1000 indicate the model terms are not significant. If there are many insignificant model terms (not counting those required to support hierarchy), model reduction may improve your model.
The Lack of Fit F-value of 165.42 implies the Lack of Fit is significant, there is only a 0.01% chance that a Lack of Fit F-value this large could occur due to noise. Significant lack of fit is bad – we want the model to fit.
From the comparison between the predicted value of the surface roughness regression model and the test measured value, as shown in Figure 3, the test value (discrete points in Figure 3) and the predicted value have a high degree of fit, which shows that the modeling method is feasible and the prediction model is accurate and reliable.
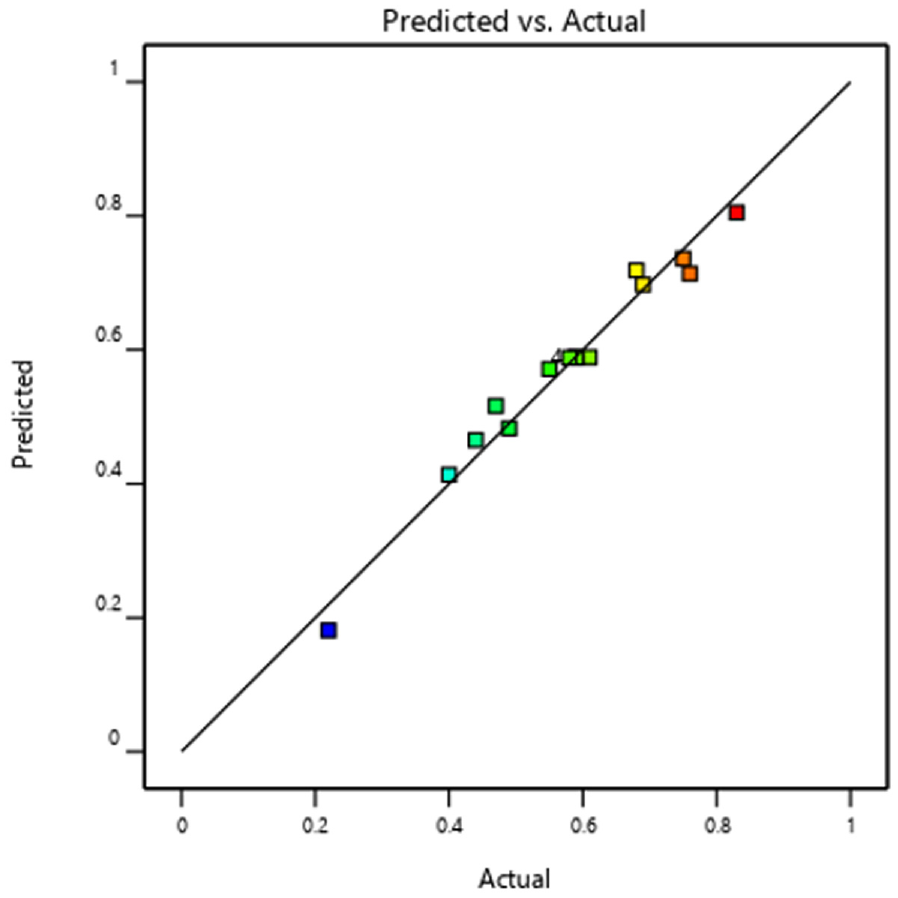
Comparison between model prediction and test results.
In order to further analyze the influence of milling speed n, feed rate f, and cut amount ap on the surface roughness of milling, the 0 level values of these cutting elements (i.e. n = 3000 r/min; f = 150 mm/min; ap = 1.0 mm) are set. When one element is fixed and the other two elements change, a response surface Ra analysis diagram is generated, as shown in Figures 4 to 6, respectively.

Response surface diagram when ap = 1.0 mm.

Response surface diagram when f = 150 mm.

Response surface at n = 3000 r/min.
It can be seen from Figure 4 that the larger the milling speed n, the smaller the milling surface roughness value and the higher the machining accuracy; When the feed rate f is larger, the milling surface roughness value is larger, and the machining accuracy is lower.
It can be seen from Figure 5 that when the milling speed n is larger, the milling surface roughness value is smaller and the machining accuracy is higher, which is consistent with the law in Figure 4; The effect of the cutting amount AP on the milling surface roughness is not obvious. When AP is in the range of 0.5–1.5 mm, the surface roughness value decreases slightly when ap = 1.0 mm.
It can be seen from Figure 6 that when the feed rate f is larger, the milling surface roughness value is larger and the machining accuracy is lower, which is consistent with the analysis in Figure 4; The effect of the cut amount AP on the milling surface roughness is not obvious. When AP is in the range of 0.5–1.5 mm, the surface roughness value decreases slightly when ap = 1.0 mm, which is consistent with the analysis in Figure 5.
It can be seen that the influence law of milling speed n, feed rate f, and cutter amount AP on milling surface roughness is: the larger the milling speed n is, the smaller the milling surface roughness value is, and the higher the machining accuracy is; When the feed rate f is larger, the milling surface roughness value is larger, and the machining accuracy is lower; The effect of the cut amount AP on the milling surface roughness is not obvious, but the surface roughness value decreases slightly with the increase of AP in the range of 0.5–1.0 mm. The surface roughness value increases slightly with the increase of AP in the range of 1.0–1.5 mm, indicating that the surface processing quality is high when ap = 1.0 mm.
Optimization of milling process parameters
According to the surface roughness prediction model established above, combined with the machining requirements of milling 7075 aluminum alloy plane, simultaneous equations (2) and (4) obtain the multi constraint objective equation:
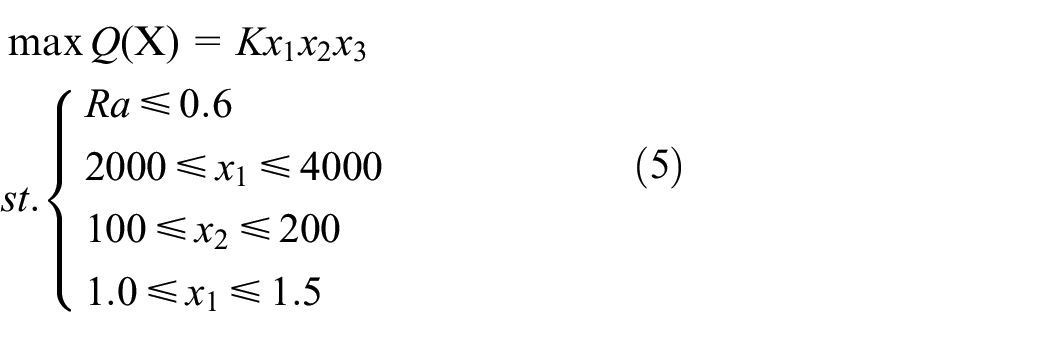
In equation (5), the test uses new tools, so k = 1, x1, x2, x3 correspond to milling speed n, feed rate F, and tool amount AP respectively. According to the CS search algorithm proposed in the above technical scheme, after 260 iterations (as shown in Figure 7), a set of process parameters for the maximum cutting efficiency under the premise of meeting the roughness Ra are obtained, as shown in Table 2.

CS method optimization iteration diagram.
Cutting is carried out according to the process parameters in Table 3, and the surface roughness is tested by a 3D confocal microscope (model: marsurf expert). The test result is Ra = 0.557 μm. Meet the actual target requirements, and the test results are shown in Figure 8.
Optimized process parameters of high-efficiency cutting.


Test results of cutting surface roughness with optimized parameters.
Processing experiment verification
Taking milling 7075 aluminum alloy cover plate as an example, the main feature of this part is that the machining surface is the groove plane, the groove depth is 3.0 mm, and its minimum arc radius is 5 mm, so it is appropriate to choose ¢ 10 cemented carbide end milling cutter. The traditional process manual is adopted, and the processing of this part is based on rough milling, semi-fine milling, and fine milling. Finally, the traditional fine milling cutting parameters are: n = 4000 r/min; f = 150 mm/min; ap = 0.5 mm. When the workpiece is processed with traditional process parameters and optimized process parameters respectively, the machined surface roughness obtained is shown in Table 4.
Comparison between traditional process parameters and optimized process parameters.

In Table 4, after processing the cover plate with optimized process parameters, the machined surface is randomly selected for inspection, and the highest measured value is 0.5900 μm. During the inspection, the surface along the milling cutter path is shown in Figure 9, and the processed cover plate is shown in Figure 10.

Random inspection of the cover plate.

Physical drawing of the cover plate.
Traditional process parameters cutting man hour: 147 s; Adopt a set of process parameters optimized in Table 3, cutting man hour: 125 s; The comparison of the two sets of parameters shows that the optimized process parameters improve the efficiency of working hours by about 15.6% compared with the traditional process parameters; The optimized process parameters are adapted to process the surface roughness, which meets the requirements of Ra 0.6.
The experimental data is for the convenience of establishing a prediction model for workpiece surface roughness when using RSM’s Box Behnken design; The validation of machining experiments aims to demonstrate the accuracy of the prediction model on the one hand, and to verify the feasibility of the CS optimization algorithm used on the basis of the prediction model on the other hand, in order to provide reliable parameters for efficient cutting of 7075 aluminum alloy materials.
Conclusion
This paper analyzes the basic status of aluminum alloy material processing and gives a technical scheme to build a multi-constraint target 7075 aluminum alloy material processing parameter optimization model. Through a practical optimization case, the RSM proposed in the technical scheme is used for prediction modeling, and through the response surface diagram to analyze the influence law of milling process parameters on surface roughness. Using the cuckoo search algorithm can optimize the process parameters of high-efficiency cutting and the result shows that the optimization method is feasible and reliable. At the same time, its main purpose is to further establish and improve the application of 7075 aluminum alloy processing in actual production. Especially the upgrading and reconstruction of digital production workshops are based on the database.
The paper has contributed to the industry: Further improved the accuracy of the selection of cutting process parameters for 7075 aluminum alloy materials, optimized the traditional manual experience of process parameter selection, and optimized parameters can provide milling efficiency, improve production efficiency, reduce production costs, and enhance the competitiveness of the enterprise in the 7075 aluminum alloy material industry manufacturing field. Its main innovation point is avoiding traditional manual experiential selection of process parameters and adopting optimization methods to determine the optimal and efficient cutting process parameters.
When using a ¢ 10 cemented carbide tool to finish milling 7075 aluminum alloy groove plane, the following conclusions should be paid attention to:
(1) The higher the milling speed is, the smaller the milling surface roughness value is, and the higher the machining surface quality is; The higher the feed speed is, the higher the milling surface roughness value is, and the worse the machined surface quality is.
(2) The influence of milling back cut on surface roughness is not obvious, but the surface roughness value obtained by using the process parameters with back cut of about 1.0 mm is smaller, and the machining surface quality is preferred.
(3) In the actual batch production process, it is necessary to adopt optimized process parameters for milling on the premise of ensuring the tool’s durability. When the new tool is used to process the second workpiece, can appropriately reduce the feed speed to ensure the surface processing quality of the workpiece.
Footnotes
Handling Editor: Chenhui Liang
Author contributions
All co-authors meet criteria for authorship and ensure appropriate acknowledgements made in the manuscript: Zhou Yuan Zhi – author of the idea, developer of the plan of the experiments, participant of all stages of research, and author of the first manuscript’s version. Zhang Guo Zheng – performer of all principal laboratory studies and analyses.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by the Anhui Provincial Department of Education university natural science research key project (grant number KJ2021A1519); Anhui Province university discipline (specialty) top talent academic funding project (grant number GXBJZD2020108).