
Abstract
This article combined Taguchi method and analysis of variance with the culture-based quantum-behaved particle swarm optimization to determine the optimal models of gating system for aluminium (Al) A356 sand casting part. First, the Taguchi method and analysis of variance were, respectively, applied to establish an L27(38) orthogonal array and determine significant process parameters, including riser diameter, pouring temperature, pouring speed, riser position and gating diameter. Subsequently, a response surface methodology was used to construct a second-order regression model, including filling time, solidification time and oxide ratio. Finally, the culture-based quantum-behaved particle swarm optimization was used to determine the multi-objective Pareto optimal solutions and identify corresponding process conditions. The results showed that the proposed method, compared with initial casting model, enabled reducing the filling time, solidification time and oxide ratio by 68.14%, 50.56% and 20.20%, respectively. A confirmation experiment was verified to be able to effectively reduce the defect of casting and improve the casting quality.
Keywords
Introduction
Aluminium (Al) A356 alloy is a typical Al-Si-Mg ternary alloy and can be synthesized with Cu, Si and Zn to enhance its strength-to-weight ratio, fatigue life, machinability and alloy precipitation strengthening. Thus, adequate heat treatment can substantially enhance the mechanical properties of Al A356 alloy. Especially, Si can increase castability, fluidity, wear resistance and corrosion resistance in addition to reducing thermal expansion coefficients. Thus, Al A356 alloy has been widely applied in machine, automotive and aerospace industries in recent years.1,2 However, Al A356 alloy may exhibit numerous defects during sand casting processes. In general, under dissimilar process conditions, casting defects, such as worse surface roughness and uneven contraction caused by cast shrinkage, gas cavities and latent stress, result in potential strength problems and then directly affect the precision and quality of casting parts. Therefore, different defects involve the complicated relationships of various process parameters during the forming process. To address the aforementioned defects, current trends in cast process have shifted towards advanced statistical methods and experimental designs. Mohiuddin et al. 3 used Taguchi orthogonal array to determine the optimum levels and parameter conditions of Al A356 sand casting parts for producing good-quality castings. They selected sand grain size, clay content, moisture content and number of ramming as process parameters to perform the experimental design. Kumar et al. 4 investigated the semisolid slurry cooling slope process of A356 alloy and A356-5TiB2 aluminium matrix composite materials. They used the Taguchi orthogonal array to determine the optimal pouring temperature, cooling length and slope parameters. Banchhor and Ganguly 5 summarized recent green sand mould methods to analyse and investigate improved statistical methods and optimization methods for determining optimal sand mould design. Taguchi method with orthogonal array involves less number of experiments to determine the effects of several parameters. Therefore, it is an important and effective tool in robust design. Analysis of variance (ANOVA) can be used to obtain the percent contribution of each individual parameter. Taguchi method combined with ANOVA can effectively determine the optimal process parameter combination and got the significant order of parameters.
In addition, Nourouzi et al. 6 investigated the optimal semisolid Al A356 alloy metal forming process using the minimum grain organization as the target function. They applied a genetic algorithm (GA) for determining the optimal pouring conditions, mould cavity temperature and cooling coefficient parameters. Shabani and Mazahery 7 used artificial neural network and finite element (FE) technique to predict the mechanical properties of A356 including yield stress, ultimate tensile strength and elongation percentage. They analysed the relationship between cooling rate and temperature gradient of the casting part. In addition, Sun et al. 8 predicted both the tensile strength and the elongation of a Sr-modified Al A356 sand casting alloy by simulating a multi-step block of mould. They examined the influences of the cooling conditions for moulding materials and wall thickness. Ganesan et al. 9 used differential evolution and gravitational search algorithms to determine the material parameters associated with optimal sand mould conditions. Khosravi et al. 10 adopted the D-optimal experimental design to control the semisolid A356 Al alloy slurry cooling slope process for determining the maximum globularity of the A356 cast α (Al) crystal. Sasi Rekha Lathan et al. 11 used four green sand mould design objectives, including compressive strength, air permeability, hardness and density, as the fitness function, and determined the optimal process conditions compromise using particle swarm optimization (PSO) and GA.
Most of the previous studies have analysed and examined the relationship between sand mould characteristics and design conditions. They clearly indicated that the design of sand mould is vitally important to the processes of casting formation. However, the gating system and process parameter combinations play an important role for the quality of casting parts in addition to sand mould characteristics. The gating system, composed of sprue, sprue cup, runners, ingates and overflows, is designed to guide liquid metal filling. Over the past years, the response surface methodology (RSM) was widely used to design the various gating systems. LM Galantucci and R Spina 12 proposed the finite element method (FEM) and RSM to evaluate the gating system configurations of thermoplastic injection moulded parts. They analysed the optimal filling parameters with complex geometry parts. Kumar et al.13–15 used the RSM to formulate a mathematical model for the Al-7% Si alloy castings in vacuum-assisted evaporative pattern casting (VAEPC) process. They constructed the feeder, running and gating system made in polystyrene by correlating the independent process parameters. Schmid 16 presented the simulation process using the multi-variable RSM to design the riser and gating system of casting. The computer modelling was offered to evaluate alternative process designs at a reduced time and cost. Kumaravadivel and Natarajan 17 used the Six-Sigma methodology to control the quality of sand casting process. They used the RSM to analyse and model the experimental results of working parameters, including gating system, moisture content and green strength.
The RSM is a combination of statistical and mathematical tools with a low-order polynomial function established based on the experimental data. It uses the gradient descent (steepest descent) method to determine the local optimal solution. 18 When an operation regarding RSM application is determined by a large number of input variables, it has highly nonlinear characteristics and multiple outputs. Thus, the lower-order polynomial model provides a poor fit to the data set. Meanwhile, the higher-order polynomial model can be used to approximate a nonlinear response surface. However, numerical instability may arise, and it may be difficult to take a sufficient number of sample data points to accurately estimate all of the coefficients in the polynomial function, particularly in high-dimensional design space. 19 Thus, there were many modified methods to improve the drawback.20–22 Above all, the PSO in evolutionary algorithms was used to effectively search for the input variables to obtain the optimal response objectives.23,24 The PSO has high computation efficiency and algorithm simplicity. However, it is easily trapped into local optimum when dealing with multi-modal optimization problems. Thus, a quantum-behaved particle swarm optimization (QPSO), based on the laws of quantum mechanics, is proposed to hybridize the PSO for obtaining the global solutions. 25 The QPSO has less parameters to control and good convergence rate, compared with the PSO. In addition, the cultural algorithm (CA) model is used to diversify the swarm population and increase the global search capability of QPSO. The CA was first introduced by Reynolds 26 in 1994. It uses information stored in knowledge-belief space to perform the inter-swarm communication protocol and manipulates the knowledge acquired from the experience of each particle in the main population space. All particles divide into several swarms and inter-swarm communication protocol to share the information. As a result, the culture-based quantum-behaved particle swarm optimization (CBQPSO) can provide an explicit mechanism for global knowledge in the feasible region and then obtain the global solution.
In this article, the scope of this study was focused on designing a sand mould gating system for A356 aluminium alloy part and identifying the effect of design parameters on the cast formation quality. First, the Taguchi method was combined with ANOVA to determine five critical process parameters, namely, riser diameter, pouring temperature, pouring speed, riser position and pouring diameter. Subsequently, the RSM was employed to construct the mathematical models with critical process parameters and response outputs, including cast filling time, solidification time and oxide distribution. Finally, the CBQPSO algorithm was used to determine the Pareto optimal solutions for this multi-objective problem and then identify corresponding process conditions.
Gating system design and modelling
The process parameters influencing the cast quality are mainly based on the gating system design, which comprises the dimensions of runner and riser systems.
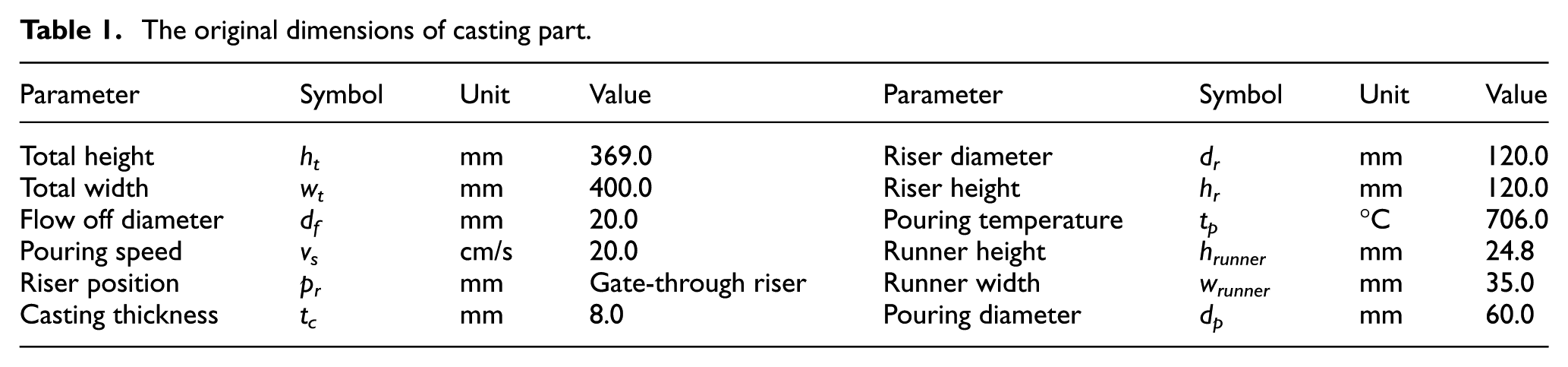
As shown in Figure 1(a) and (b), the relevant dimensions and design parameters of initial model used in casting processes are illustrated. Table 1 lists the original dimensions of the casting model. In the modelling design and FE analysis, the model of combining gating system and part is meshed with 496,620 nodes.

The original illustration of casting part: (a) gating system and part and (b) cross section of part.
The original dimensions of casting part.
Research methods
Taguchi method and ANOVA
Taguchi method involves using statistical methods to control experimental and production processes to achieve the product quality improvement and reduce cost. An orthogonal array is used in the Taguchi method to facilitate experimental design processes. Because the Taguchi method requires a low number of experimental combinations, it can be applied to obtain useful information for reducing the number of experiments and converting quality characteristics into a signal-to-noise (S/N) ratio. 27 The S/N ratio is a quantitative index used to evaluate product quality and represent the standard of a process or product and the influence of error factors. A higher S/N ratio indicates a lower standard deviation and less variance, implying quality stability. In this article, because the objective was to reduce the cast filling time, solidification time and oxides, the smaller-the-better (STB) quality characteristic was selected. The formulation was described as follows 28

where n is the total number of experiments and fl is the quality characteristic value of the lth experiment. In addition, ANOVA is used to evaluate experimental error variance and determine the relative importance of various process parameters. Combining the S/N ratio and ANOVA can lead to deriving major factors influencing quality characteristics.
RSM
The RSM primarily comprises experimental design methods and data fitting methods used for describing the relationship between design parameters (variables) and target values (response values). The response surface model can be used to swiftly and accurately estimate the influence of the design parameters on target values. 29 To construct an accurate response surface model, a central composite design (CCD) of RSM, as a three-level factorial design with k factors requiring 2 k factorial runs, 2k axial runs symmetrically spaced at along each variable axis and at least one centre point, was employed in this study to facilitate the casting experimental design. In the CCD, the central point and axial points were used to compensate for the inadequacy of the two-level factorial design. Equation (2) shows the experimental design of the second-order regression model in RSM

where Y is the response objective, xj xp is the interaction term and xj is the independent design variables. β0 is the constant term, βj is the jth linear coefficient, βjj is the jth quadratic coefficient and βjp is the jpth interaction coefficient.
CBQPSO algorithm
Overview of conventional PSO and quantum PSO algorithms
Conventional PSO algorithm is a randomized population-based optimization method inspired by the social behaviour of bird flocking and fish schooling.
30
In a given m-dimensional search space, each particle is defined as a group of variables, and the position and velocity vectors associated with each particle i are
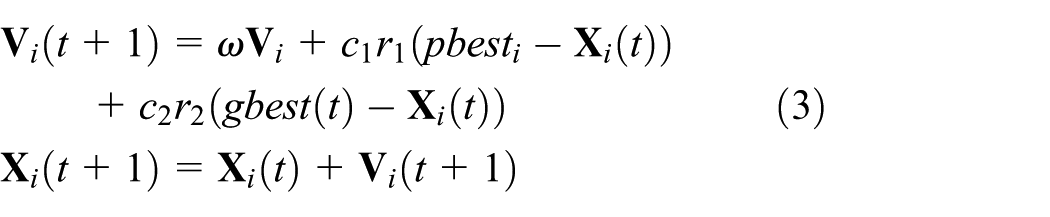
where t is the current iteration number,




where N is the number of all particles, mbest is defined as the mean of the best positions of all particles, u and φ are the uniformly distributed random number in the region [0, 1] and pi(t) is the optimal position of particle i at time t in the current searching region. The only parameter contraction–expansion coefficient α in QPSO, which has great influence on the global search ability and convergence of the particles, decreases linearly from αmin to αmax with the generation.
Description of CA and CBQPSO algorithm
As shown in Figure 2(a), CA comprises three main components, namely, main population space, knowledge-belief space and communication protocol.32–34

The mechanism and flow chart of (a) cultural algorithm and (b) CBQPSO algorithm.
The knowledge-belief space population size is determined by the entire population, representing the population tendency during the problem-solving process. In the main population and knowledge-belief spaces of CA, the QPSO algorithm was employed to facilitate the spaces to evolve individually. Main population space and knowledge-belief space contain specific populations and evolve independently. Through influence operation and acceptance operation, the knowledge-belief space periodically contributes its elite individuals to the main population space; moreover, the main population space also periodically contributes its elite individuals to the knowledge-belief space. The acceptance operation and influence operation designs are described as equations (8) and (9), respectively


where EndStep is the total number of iterations, CurrentStep is the current iteration and BaseNum and DevNum in this study are set 15 and 100, respectively. Figure 2(b) shows the structure of the CBQPSO algorithm. The real number coding method similar to that adopted in QPSO individuals is employed to preserve the global optimum (gbest) of the main population. In addition, the population size of the knowledge-belief space is generally 20% of the QPSO population size. 35
Research process
In this section, combining Taguchi method and RSM with CBQPSO algorithm to optimize the multi-objective problem of the sand casting process is achieved by a framework. Figure 3 shows the framework of the research process.
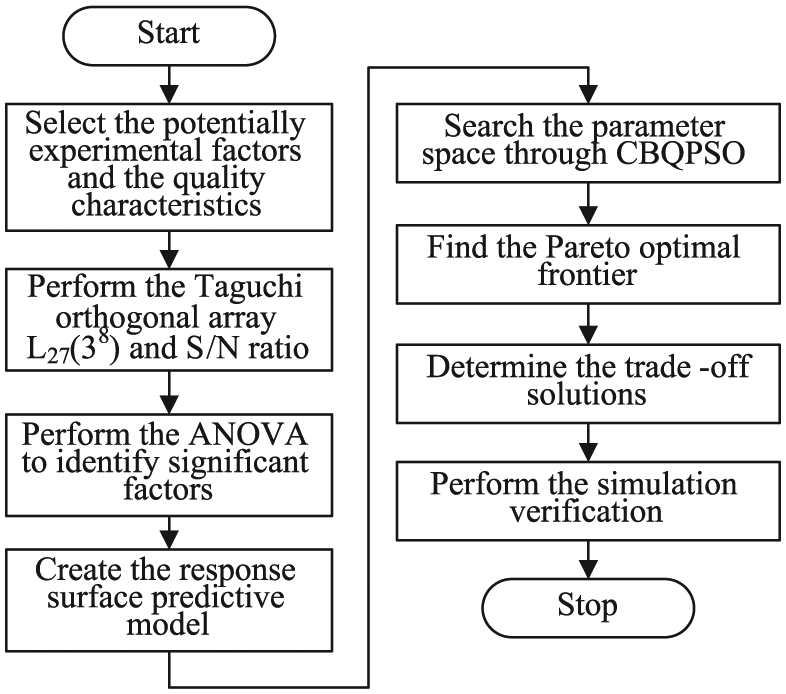
A framework for research process.
Results and discussion
Significant process parameters
As shown in Table 2, 8 columns (factors), 27 rows (trials) and 3 levels are used in Taguchi method. A total of 27 sets of experiments for filling time (YF), solidification time (YS) and oxides (YO) were conducted based on the STB S/N ratio to facilitate factorial responses in the orthogonal array L27(38) (see Table 3).
Factors and levels used in the experiment of Taguchi method.

Experimental results for filling time, solidification time, oxide ratio and their corresponding S/N ratio in orthogonal array L27(38).

The S/N ratios resulting in greater response values were preferred. Therefore, the optimal parameter combination was A1B1C1D2E3F3G2H1 (see Figure 4). The significance of the quality characteristics of each factor was obtained using ANOVA. At a confidence level of 95%–99.9% (F0.05,3,27 = 2.96), five significant process parameters were observed in Table 4, namely, the riser diameter, pouring temperature, pouring speed, riser position and gating diameter. Pouring speed was the most significant among these parameters.

Main effects plot for S/N ratios.
Results of ANOVA.
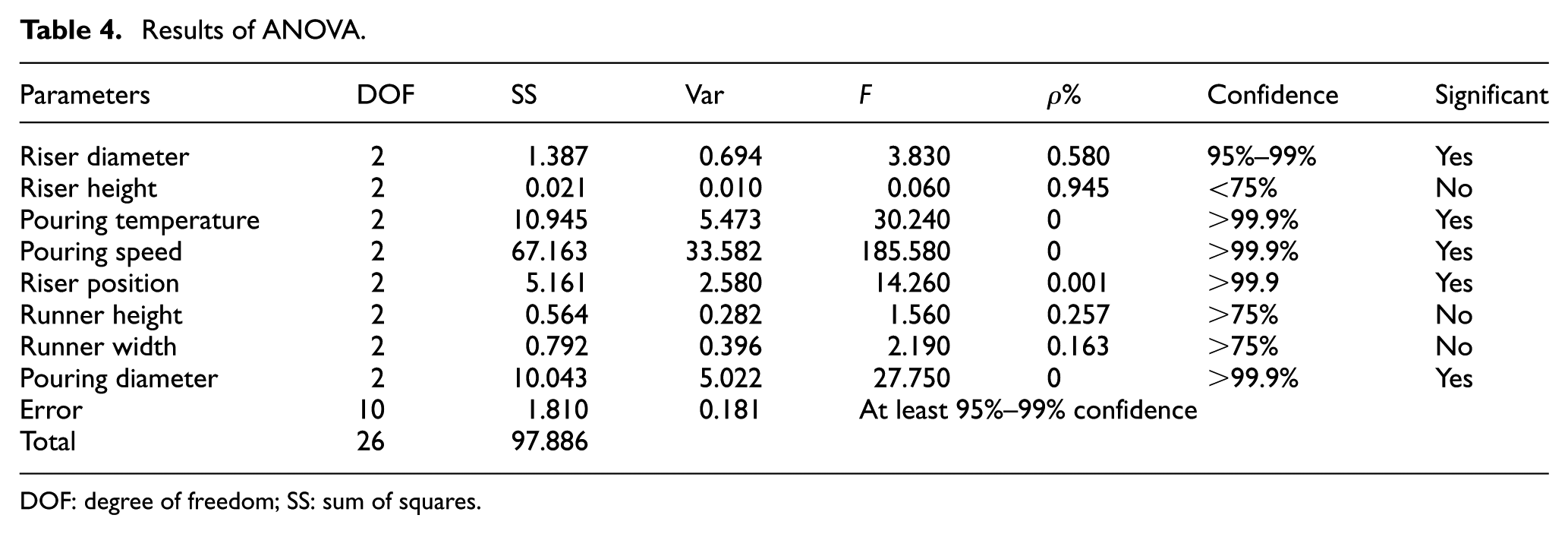
DOF: degree of freedom; SS: sum of squares.
Models of RSM
In the RSM, the filling time, solidification time and oxides were used as dependent response objectives. The five factors (parameters) derived from the ANOVA results were used to construct the response objectives. A total of 32 experimental groups were established using dependent response objectives. As shown in Table 5, a five-factor (i.e. five design variables) three-level CCD experiment, which are coded as −1 and 1 and the midpoint coded as 0, was employed to determine the response surface models of YF, YS and YO.
Level for design variables in actual and coded values in RSM.
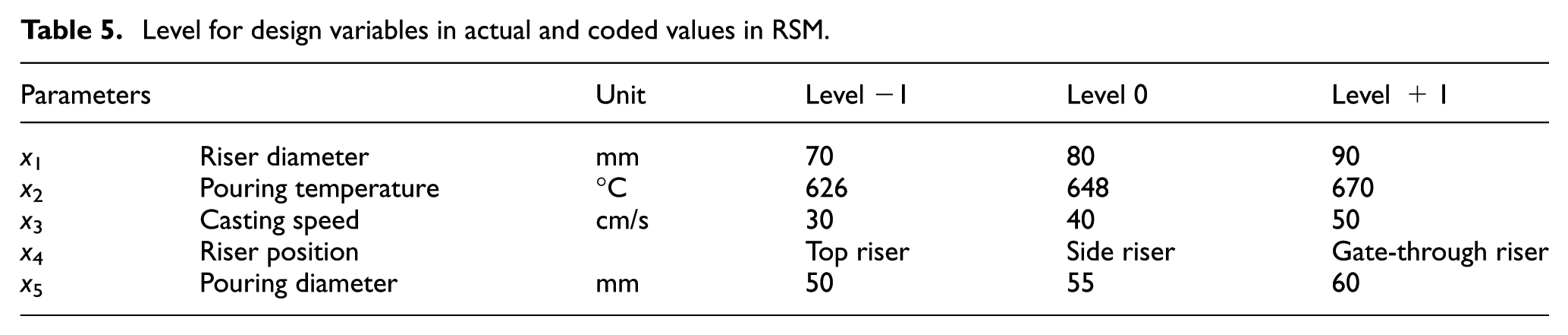
According to equation (2), the second-order regression equations and the relationship between parameters and objectives were established. The formulations are described as shown in equations (10)–(12)



Multi-objective optimization formulations
In this study, the principal objective functions are minimal filling time, minimal solidification time and minimal oxide ratio, consisting of design parameters of riser diameter (x1), pouring temperature (x2), pouring speed (x3), riser position (x4) and pouring diameter (x5) for gating system. Let X = [x1, x2, x3, x4, x5] T ∈R5 denote a five-dimensional decision variable vector. The objective functions and parameter ranges are as follows

Pareto optimal frontier solution
The CBQPSO population dynamic model was used to thoroughly determine the Pareto frontier for response surfaces. The optimization parameters involved using 1000 iterations and 1000 particles to solve equation (13). As shown in Figure 5(a)–(c), the diversity of fitness values obtained using the CBQPSO algorithm were superior to those obtained using conventional PSO algorithms for various objectives. Figure 5(a) indicates that the filling time is approximately 5–6 s. The oxide index exhibited a steeper slope compared with other parameters. Because the oxides after 5.7 s of filling time were affected by other objectives, with some of the objectives corresponding to more oxides and the other objectives corresponding to less oxides, the optimal filling time was thus set to 5.7 s and the oxide ratio was approximately 0%–2%. When the filling time was approximately 5.7 s, the steep slope of the solidification time clearly changed (Figure 5(b)). Thus, the design parameters corresponding to 5.7–6.0 s of filling time and 400–600 s of solidification time can be used. When the solidification time shown in Figure 5(c) was approximately 520–720 s, the resulting oxides were local minima. Therefore, the design parameters corresponding to 400–600 s of solidification time and oxide ratio between 0% and 2% can be used. On the basis of the aforementioned analysis, appropriate design parameters were selected from the parameters of 5.7–6.0 s of filling time, 400–600 s of solidification time and 0%–2% oxide ratio. As shown in Table 6, the results (five sample sets) along Pareto optimal frontier from CBQPSO algorithm approximated the simulation results of FEM. The values of normalized root mean square deviation (NRMSD) show that the optimal mathematical model from CBQPSO algorithm can effectively predict the filling time, solidification time and oxide ratio of Al A356 casting parts.
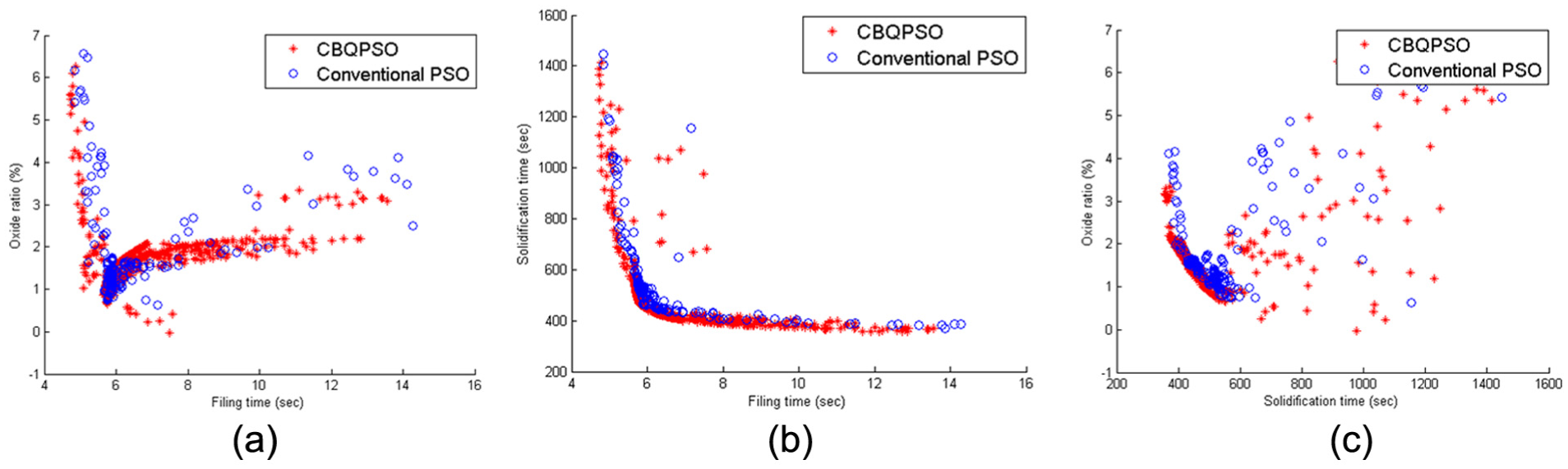
The diagrams of Pareto optimal fronts of CBQPSO and conventional PSO algorithms: (a) filling time versus oxide ratio, (b) filling time versus solidification time and (c) solidification time versus oxide ratio.
The results of CBQPSO algorithm and FEM verification.

CBQPSO: culture-based quantum-behaved particle swarm optimization; FEM: finite element method; NRMSD: normalized root mean square deviation.
Simulation and verification
Figures 6–8 show the simulation verification results of gating system and parts using FE models. The design parameters corresponding to the optimal solutions obtained using the CBQPSO algorithms were compared with the Taguchi optimization and initial design model. The simulation results were compared with the results obtained using the initial models (Figure 6(a)–(c)) and Taguchi method (Figure 7(a)–(c)). Figure 8(a)–(c) shows the results of CBQPSO algorithms. According to the simulation results, the solidification time obtained using the CBQPSO algorithm was uniform in the whole casting part, which minimized the likelihood of casting defects. In addition, a comparison of the simulation results revealed that the CBQPSO algorithm demonstrated a higher effectiveness in reducing the probability of oxide creation compared with the other methods.

The simulation results of initial model: (a) filling time, (b) solidification time and (c) oxide ratio.

The simulation results of Taguchi method: (a) filling time, (b) solidification time and (c) oxide ratio.

The simulation results of CBQPSO algorithm: (a) filling time, (b) solidification time and (c) oxide ratio.
The results of initial model, Taguchi method and CBQPSO algorithm in Figures 6–8 and the corresponding process parameter values are listed in Table 7. In the Taguchi method results, the filling time, solidification time and oxides were reduced by 49.80%, 44.37% and 5.55%, respectively, compared with those of the initial model. The design parameters obtained using the Taguchi method substantially reduced half of the filling time and solidification time when the oxides were slightly reduced. Moreover, the filling time, solidification time and oxide ratio results obtained using the CBQPSO algorithm were reduced by 68.14%, 50.56% and 20.20%, respectively, compared with those of the initial model. Figures 9–12 show the experimental results of initial model, Taguchi method and CBQPSO algorithm for aluminium A356. Figures 9(a)–(c) and 10(a)–(c) show the comparisons of three different surface qualities and internal qualities, respectively. Apparently, the result of CBQPSO algorithm extremely reduces the surface defects on oxides and shrinkage cavities of the part. Figure 11(a)–(c) displays the comparisons of oxide defects from optical microscope with ×400 magnification metallographic structure. The CBQPSO algorithm diminishes the phenomenon of oxide defect. Figure 12(a)–(c) shows the microstructures of the interiors from scanning electron microscope (SEM) with ×800 magnification. The weight ratio of oxide from CBQPSO algorithm for experimental result is approximately 1.87%. The deviation between the simulation and experimental results is 15.5%. This is due to the fact that the oxides in the interior of experimental part are of nonuniform distribution. As a whole, the oxide defects, shrinkage and gas cavities of CBQPSO algorithm are less than those of initial model and Taguchi method.
The comparisons of initial model, Taguchi method and CBQPSO algorithm.

CBQPSO: culture-based quantum-behaved particle swarm optimization.
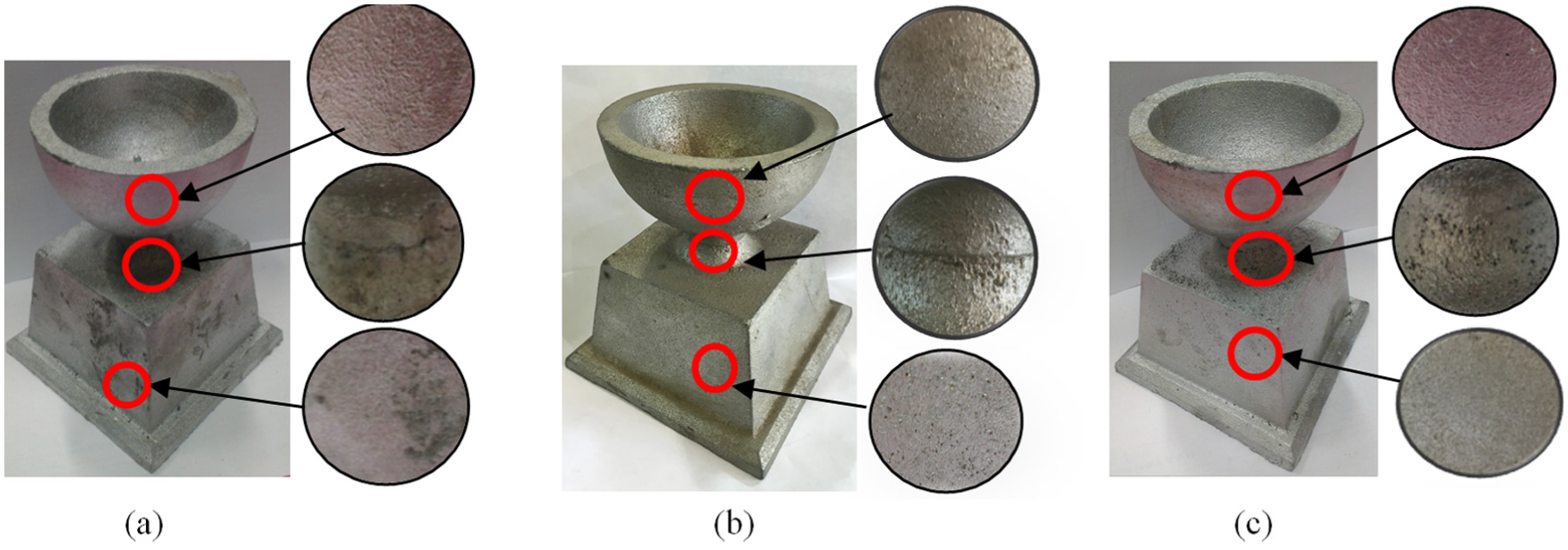
The surface quality of (a) initial model, (b) Taguchi method and (c) CBQPSO algorithm.

The internal quality of (a) initial model, (b) Taguchi method and (c) CBQPSO algorithm.

The oxide defect from optical microscope: (a) initial model, (b) Taguchi method and (c) CBQPSO algorithm.

The microstructure from SEM: (a) initial model, (b) Taguchi method and (c) CBQPSO algorithm.
It is apparent that the quality of casting part from CBQPSO algorithm is superior to that of initial model and Taguchi method. Confirmation experiments were conducted, and it was observed that the defects were reduced appreciably. Therefore, the proposed approach in this article can effectively determine optimal objective values in the objective space. After the software simulation results were verified, the design parameters corresponding to the parameter space were confirmed to be superior to those obtained using the Taguchi method and initial design.
Conclusion
This study used three stages to determine the optimal gating system of sand casting Al A356 alloy part to improve the casting quality. First, the Taguchi method and ANOVA was used to determine the significant process parameters. Subsequently, the RSM model was used to establish the relationships among significant process parameters and response objectives, including filling time, solidification time and oxides ratio. Therefore, a multi-objective optimization strategy was developed. Finally, a CBQPSO algorithm was used to determine the combination of optimal process parameters and optimal gating system through the trade-off solutions of the multi-objective optimization problem. The results of this study can be summarized as follows:
Using the Taguchi method and ANOVA, the significant process parameters including riser diameter, pouring temperatures, pouring speed, riser position and pouring diameter for achieving the gating system are obtained. The filling time, solidification time and oxides ratio were reduced by 49.80%, 44.37% and 5.55%, respectively, compared with those of the initial model.
Employing a second-order polynomial model of RSM, the five significant process parameters derived from the ANOVA results were used to establish the response objectives.
The minimal filling time, minimal solidification time and minimal oxide ratio results obtained using the CBQPSO algorithm were reduced by 68.14%, 50.56% and 20.20%, respectively, compared with those of the initial model. Therefore, the combination of significant process parameters and optimal gating system can be selected from Pareto optimal frontier. The verified results show that the proposed method in this article could be used as a critical reference for improving casting quality of Al A356 alloy.
Footnotes
Academic Editor: Duc T Pham
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the support from the project of Ministry of Science and Technology of Taiwan (MOST 103-2221-E-018-008).