
Abstract
The aim of this study was to perform life testing and determine the effect of working fluid on the corrosion of a heat pipe with a sintered wick. The heat pipe was made from a copper tube. The inner heat pipe was filled with 99.97% pure copper powder as a dendritic for the sintering process. The heat pipe had an outer diameter of 6 mm with a length of 200 mm, and distilled water and ethanol were the working fluids. The operating temperature at the evaporator was 125°C. The analysis consisted of using a scanning electron microscope, energy dispersive X-ray spectrometry and atomic absorption spectroscopy. The results of the scanning electron microscope and energy dispersive X-ray spectrometry analysis showed that the corrosion of the heat pipe was uniform. The result of the atomic absorption spectroscopy indicated that the concentration of the copper in the ethanol as the working fluid was greater than in the distilled water as the working fluid, and the highest concentration of copper particles in the ethanol was 22.7499 ppm or 0.0409 mg after testing for 3000 h. The concentration of copper was higher when the length of the life test increased due to corrosion of the heat pipe.
Introduction
Nowadays, metal heat exchangers are often used, since they can transfer heat, are durable, and can be molded easily. However, when they are used, it is often found that corrosion occurs on the heat exchanger. 1 This causes the heat transfer performance to decrease and has a risk related to the safety of use. It is imperative that the heat exchanger is maintained properly, so it is always ready to use. Heat exchangers are widely used in cooling to get rid of the heat generated in electronic devices and computers and they are called “heat pipes.” A heat pipe is a kind of heat exchanger that has thermal conductivity and high heat transfer,2,3 and they work in every position. The heat pipe relies on evaporation and condensation of the working fluid, which enables a heat transfer from the heat source at a high temperature to a low temperature. The heat pipes used today have one of three types of wick: groove,4,5 mesh,6,7 and sintered.8,9 Heat pipes with sintered wicks have enhanced heat transfer and a high capillary force that enable them to receive heat from the evaporator section rapidly, which allows the heat transfer rate to rise. A heat pipe with a sintered wick has good cooling efficiency and is suitable to be applied to the cooling of computers and electronics. As a result, such devices need to function, be effective, and have a long useful life. The current design and engineering of electrical equipment should be assured that it will not be damaged during use and that there is time to schedule proper maintenance, via the necessary design and reliability standards. Therefore, it is important to study the materials used in the design of the heat exchanger. The corrosion behavior of the heat pipe, heat exchanger, and materials used to make heat pipes have been studied by many researchers, for example, Sangiamsuk et al. 10 studied the corrosion in a closed-loop oscillating heat pipe with check valves (CLOHP/CV) when water and ethanol were the working fluids. They analyzed them with a scanning electron microscope (SEM) and energy dispersive X-ray spectrometry (EDX) and found that the characteristics of corrosion on the internal surface of the CLOHP/CV was pitting. Analysis with an atomic absorption spectroscopy (AAS) showed that ethanol had a concentration of copper particles that was higher than water. Bastidas et al. 11 studied the failure of copper tubes in air-conditioning units. They found that copper tubes used in air-conditioning units had ant-nest corrosion. The failure of the copper in the air-conditioning units caused a loss of refrigerant. The major cause of the failure was due to moisture, oxygen, and corrosion. Peltola and Lindgren 12 studied the failure of a finned heat exchanger that leaked during the pressure test during commissioning. They found that the failure was a consequence of ant-nest corrosion, which was typical of this corrosion mechanism. Corrosion has been initiated from the outer surface of the tube. They presented the morphology of the failure using optical and SEM micrographs and inside the corrosion crack was verified by a SEM/EDS analysis. Lee et al. 13 studied corrosion of copper tubes under operational conditions in water-heating systems using surface and chemical analyses. They found that the corrosion was due to the formation of copper oxide on the copper surface. Chandra et al. 14 studied the failure analysis of a leaking copper tube used in a refrigerating plant for carrying polyolester oil for lubrication and cooling of compressor bearings. They found ant-nest corrosion of the copper in the presence of carboxylic acid. The organic compounds used during the fabrication and joining of the copper tubes, if not properly cleaned, may decompose to carboxylic acid in the presence of air and moisture.
From the literature discussed above, it can be seen that it is important to study the corrosion behavior and corrosion characteristics of the material and heat exchangers. This study investigated corrosion behavior on the actual surface of a heat pipe with a sintered wick. They are widely used in cooling computer and electronic devices. The heat pipe for testing has an orientation, that is, horizontal heating mode, which is the actual position used for cooling computer and electronic devices. This heat pipe was used in commercially available products such as cooling computer and other electronic devices. There has not been any research or a few study. This work can be used as information to select the appropriate workings fluids, heat pipe lifetime, design, and maintenance as well.
Experimental apparatus and analysis
Heat pipe with a sintered wick
In this study, the corrosion occurs on the inner surface of a heat pipe, which was made from a copper tube with an outer diameter of 6 mm, length of 200 mm, and the inside wall had a sintered wick made from copper powder with a purity of 99.97% that was coated around the wall of the heat pipe. The typical porous structure of the copper sintered wick is a dendritic powder, which is formed through the process of sintering and melting together of the inside wall of the heat pipe. After the sintering process, the porous materials were cleaned by a dehumidification process and were washed by nitrogen gas. Then, the heat pipes were charged with the working fluids and brought to testing. All heat pipes tested were similar in thermal performance. The heat pipe with sintered wick has a high capillary force, which helps the working fluid transfer from the condenser section return to the evaporator section and this allows the heat transfer rate to rise. The evaporator, adiabatic, and condenser lengths were 60 mm. The condenser section has a fin installed for cooling. The heat pipe is shown in Figure 1.

Heat pipe with sintered wick and sintered wick structure used in this study.
The experimental setup and testing tool are shown in Figure 2, and the actual experimental apparatus is shown in Figure 3. This study consisted of a heat pipe with a sintered wick made from a copper tube with an outer diameter of 6 mm, the working fluids were DI water and ethanol, the evaporator temperature was 125°C, the evaporator length was 60 mm, and the evaporator, adiabatic, and condenser sections were adjusted to be of equal lengths. The inclination angle was 0° from the horizontal plane. The filling ratio was 50% by total volume 15 and the durations of testing were 500, 1000, and 3000 h. The system consisted of a test heat pipe with a sintered wick, a heater power supply with a temperature controller, an hour meter, a temperature recorder, and a personal computer. The evaporator section was heated by electric plate heaters; the heaters were placed on the aluminum plate and connected to the AC power supply with the temperature controller (Linking PID LT400 series with ±2°C accuracy) and the time was measured using the hour meter (Kurber model 134). The evaporator temperature was varied using the temperature controller. The temperature of the air conditioner was kept at 25°C. Thermocouples (OMEGA type K) were used to measure the temperature of the condenser sections of the heat pipe with a sintered wick. All the temperature data were recorded by a data logger (Yokogawa DX200 with ±0.1°C accuracy) and then transferred to a personal computer. First, the heat pipe with a sintered wick was evacuated with a high-performance vacuum pump (Daikawa 2VP-180L) and then filled with the required amount of the working fluid. The evaporator temperature was set to the desired value through controlling the AC electric power supplied to the strip heaters.
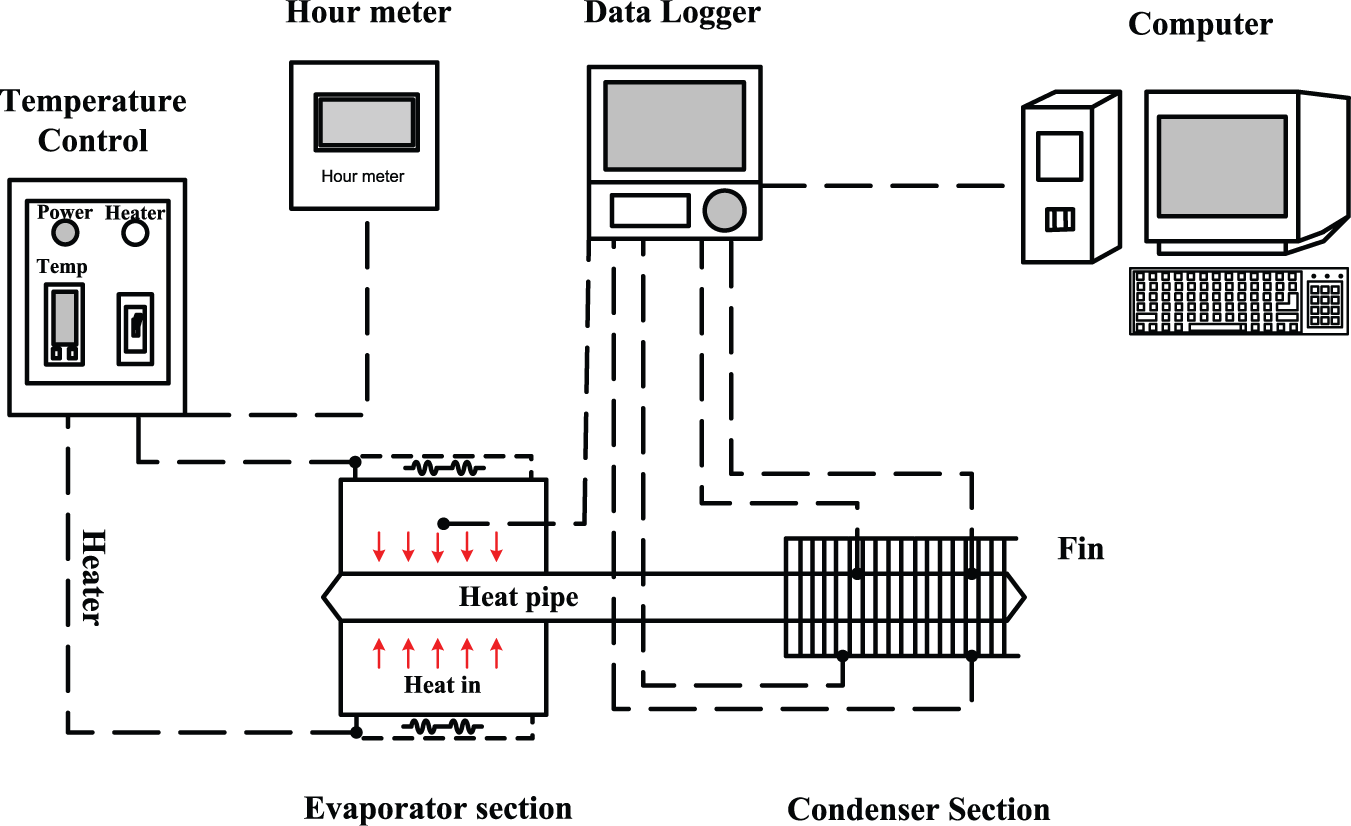
Schematic diagram of experimental setup.
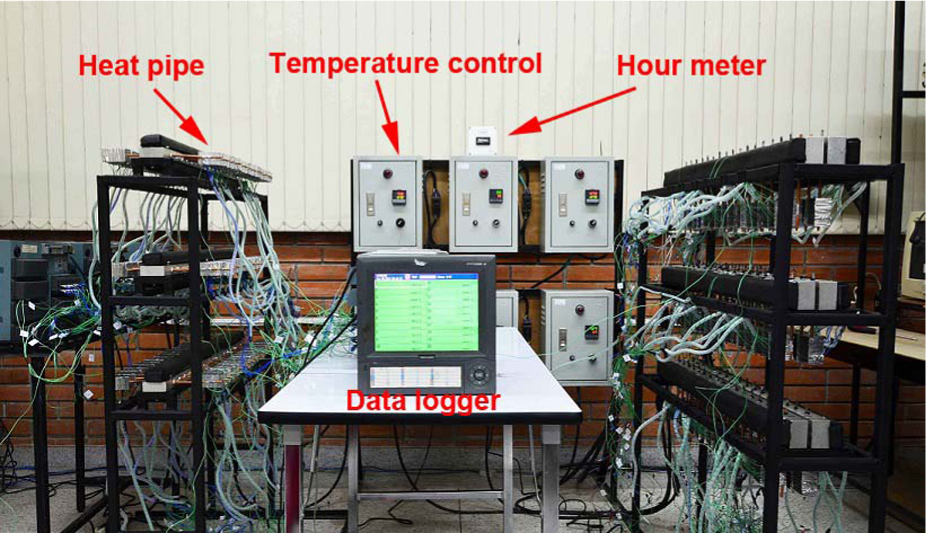
Experimental apparatus.
Analysis of heat pipe with a sintered wick
Materials and preparation
Test heat pipes with sintered wicks were operated under a steady temperature condition for 3000 h. Then, there was an examination of the metallographic and preparation specimens of the heat pipes to study the inside of the pipe and wick. The composition of the heat pipe with a sintered wick composed of purified dendritic copper (99.97%) (C12200) was determined, by spark emission spectroscopy, to be (weight percent as remainder) Ag: 0.001; P: 0.024; Fe: 0.001; Ni: 0.001; Pb: 0.001; Sb: 0.001; Zn: 0.001; Bi: 0.0005; As: 0.001; and S: 0.001. The preparation specimens were cut into 10 × 6 mm sections to be tested and analyzed by the SEM to identify the corrosion on the inside of the heat pipe. The EDX identified the composition of the corrosion products from the inner heat pipe and wick. The working fluid within the heat pipe was either DI water or ethanol, and the analysis of the concentration of the copper solution in the working fluid was by the AAS.
Photographic analysis of inner surface and elemental analysis
This experiment has seven kinds of heat pipes. After testing the heat pipe with a sintered wick for time intervals of 500, 1000, and 3000 h, a SEM analysis examination of the wick inside the heat pipe was performed based on an electron beam from the source to scan the specimen surface that has a relation with the specimen’s atoms and from this appeared a SEM image. The image has magnification and high resolution so that it can analyze the structural corrosion and products resulting from the corrosion. Analysis of the inner section with EDX (INCA Insight OXFORD Instruments) determined the elements in the test specimens, via an activated X-ray and emissions from the specimen. This can describe the percentage by weight of the elements contained in the specimen. The energy of the X-rays interacted with the different energies of the atoms from each element, so it can identify the elements.
Chemical analysis
This analysis was based on the detection of copper in the working fluid of the heat pipe when sampled after testing for 500, 1000, and 3000 h. The principle of spectrometry is that the metal contained in the samples absorbs the power of the flame atoms at the optical wavelength of copper. The absorptions were compared to a calibration curve of the solution, as shown in Figure 4, to determine the amount of metal contained in the solution. In this study, an AAS was used to determine the concentration of copper in the working fluid of the heat pipe.

Calibration curve of copper solution.
Results and discussion
Visual examination
The heat pipes, after testing for 3000 h, were cut and prepared before the inner surface was analyzed. Figure 5 shows a cross-section of the heat pipe with a sintered wick before and after testing for 3000 h with either DI water or ethanol as the working fluid. The comparison before and after the test showed that there were changes in color and physical characteristics due to the temperature in the evaporator and the wick inside the heat pipe due to being exposed to the working fluids all the time, which affected the chemical composition and corrosion. 16 This describes the physical characteristics observed by the SEM clearly at the high resolution. A schematic of the corrosion reaction in the evaporator section of the heat pipe is shown in Figure 6.

Photographs of the actual copper tubes: (a) cross-sectional view of heat pipe with sintered wick before testing, (b) heat pipe that used DI water as working fluid, and (c) heat pipe that used ethanol as working fluid.

Schematic of corrosion reaction in evaporator section of heat pipe with sintered wick.
Surface analysis (SEM)
Under the effect of the movement and change of the phase of the working fluid in the evaporator and the condenser, as a closed system, the flow of the working fluid inside the wick of the heat pipe caused the corrosion inside heat pipe when the liquid and vapor of the working fluid were soaked and condensed into the wick. After life testing for 500, 1000, and 3000 h, the surface structure was analyzed with a SEM. Figure 7(a) shows the morphology of the inner surface of the heat pipe with a sintered wick before testing as a comparison for the tested specimens. Corrosion was present after being tested for 500 h. Figure 7(b) shows the characteristics of the inner surface of the heat pipe with DI water as the working fluid. This had traces and corrosion products throughout the surface of the wick. Figure 7(c) shows that the heat pipes using ethanol as the working fluids, which is the formation of slightly copper oxides (corrosion product), due to the corrosion reactions of working fluid and inner surface has lower. Then after testing for 1000 h, Figure 7(d) shows the inner surface of the heat pipe with DI water as the working fluid, which had corrosion traces throughout the surface of the wick. Figure 7(e) shows the heat pipe with ethanol as the working fluid, in which corrosion of the inner surface of the heat pipe was found. This included corrosion products being found throughout the surface of the wick. The accumulation and formation of corrosion products were spread throughout the surface of the wick and affected the loss of the metal surface. Then after testing for 3000 h, Figure 7(f) shows the inner surface of the heat pipe with DI water as the working fluid, and that there were traces and pitting attacks throughout the surface of the wick. Figure 7(g) shows the heat pipe with ethanol as the working fluid and the corrosion that was observed. This included corrosion products throughout the surface of the wick, which clearly shows the reaction between the working fluid and wick.

SEM micrographs of (a) heat pipe with sintered wick before testing, (b) with DI water as the working fluid after 500 h, (c) ethanol as the working fluid after 500 h, (d) DI water as the working fluid after 1000 h, (e) ethanol as the working fluid after 1000 h, (f) DI water as the working fluid after 3000 h, and (g) ethanol as the working fluid after 3000 h.
Elemental analysis (EDX)
An analysis of the amount of chemical elements present in the heat pipes that had not and had been tested for different times of 500, 1000, and 3000 h was performed. The comparison with the specimen that had not been tested is shown in Figure 8(a). When analyzed by an EDX, it was found that the copper was pure and not contaminated. After being tested, for 500 h, as shown in Figure 8(b) and (c), the elements inside the heat pipe with DI water as the working fluid were determined to be copper, carbon, and oxygen; in addition, there was silicon from the stainless core rod that was used to make the void inside the heat pipe during the sintering process. When the ethanol was the working fluid, copper and oxygen were found. Oxygen was found from the corrosion reaction inside the heat pipe. The corrosion products had a component of the oxide inside the heat pipe. After testing for 1000 h, as shown in Figure 8(d) and (e), it was shown that the elements inside heat pipe with DI water as the working fluid were copper, carbon, and oxygen, which was due to the corrosion and the corrosion products that covered the wick. When ethanol was the working fluid, copper and oxygen were found and C was not found due to the elements C from the core rod of the sintering process attached to the heat pipe wick and were released from the heat pipe surface and mixed with working fluids. Ethanol was a highly erosive working fluid. It affected up to 1000 h periods and did not find the element C on the heat pipe surface. This oxygen was a combination of the oxide component that occurred with the combination of oxygen that caused the corrosion product throughout the wick. When after testing for 3000 h, as shown in Figure 8(f) and (g), the elements inside the heat pipe with DI water as the working fluid were found to be copper, carbon, and oxygen. It was found that the corrosion was due to oxygen reacting with the copper solution inside the heat pipe, as a result of the corrosion. When the ethanol was the working fluid, it was found that copper and oxygen occurred due to the corrosion reaction between the working fluid and the wick. It did not find C due to the elements C from the core rod of the sintering process attached to the heat pipe wick and were released from the heat pipe surface and mixed with working fluids. Ethanol was a highly erosive working fluid. It affected up to 1000h periods and did not find the element C on the heat pipe surface. The copper solution combined with oxygen resulted in the corrosion products, resulting in the damage to the wick of heat pipe. The chemical elements percentages by weight inside the heat pipe are shown in Table 1. Its values were collected by a mapping process, which were the average value in each example.

EDX analysis for heat pipe (a) with sintered wick before testing, (b) with DI water as the working fluid after 500 h,(c) with ethanol as the working fluid after 500 h, (d) with DI water as the working fluid after 1000 h, (e) with ethanol as the working fluid after 1000 h, (f) with DI water as the working fluid after 3000 h, and (g) with ethanol as the working fluid after 3000 h.
Amount of chemical elements within heat pipe.

Chemical composition analysis (Flame-AAS)
The concentration of copper dissolved in the working fluid after testing times of 500, 1000, and 3000 h was analyzed. It was found that the concentration of copper increased when the time increases due to the cathodic reaction inside the heat pipe affecting the concentration of copper and was a major cause of the corrosion that caused the increase in the concentration of copper in the working fluid in the closed system. When ethanol was the working fluid, it was found that the concentration of the copper was higher than in the DI water. When ethanol was the working fluid, there was high corrosion due to its high moment speed and evaporation. Hence, it was likely that it caused a cathodic reaction with the wick inside the heat pipe more than with DI water. The working fluid was the key factor for corrosion and increased the concentration of copper inside the heat pipe. The concentrations of the copper particles are shown in Table 2.
Concentration of copper particles.

Conclusion
The result of the SEM analysis after the 3000 h test found that the highest corrosion was within the heat pipe with a sintered wick. When ethanol was used as the working fluid, a more severe corrosion reaction occurred than when DI water was used as the working fluid, as the lifetime increased so did the corrosion products increased and found uniform corrosion.
The result of the EDX analysis showed that for the lifetime of 3000 h, the accumulation of corrosion products was more than under the 500 and 1000 h tests. It was found that oxygen was a combination of the oxide component that caused the corrosion product. When ethanol was used as the working fluid with high oxygen component, more corrosion occurs, which was due to the working fluid reacting with the wick of the heat pipe.
The concentration of the copper as determined by the AAS analysis after testing for 3000 h was shown to be higher in the ethanol than in DI water as the working fluid. The highest concentration of copper was 22.7499 ppm or 0.0409 mg. The increase in the amount of copper with increasing lifetime was due to the reaction between the working fluid and heat pipe, which caused the corrosion.
The results and analysis of the test found that DI water as the working fluid has low corrosion, which has properly used in the heat pipe with sintered wick. It is found that less than ethanol as working fluid, due to the speed of movement of the working fluid was lower, its affect to DI water as working fluid has lower reaction between the inner surface and wick in heat pipe with sintered wick.
Footnotes
Academic Editor: Liyuan Sheng
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was supported by the Heat Pipe and Thermal Tool Design Research Unit (HTDR), Faculty of Engineering, Mahasarakham University, Mahasarakham, Thailand. This work was also supported by the Fujikura Electronics (Thailand) Ltd.