
Abstract
Spray drying is one of the common methods of preserving eggs. A study had shown that addition of 20% tapioca starch to liquid egg prior to drying increases the shelf-life of the powdered product. However, although the said factor has been identified, production in a larger capacity is still a problem. One way to solve this predicament is to identify the optimum drying parameter that would produce a higher yield of dried eggs but retain the quality of the desired product such as the moisture content and water activity. The key issue in optimizing the dryer operation is flow stability wherein the airflow patterns, such as velocity, temperature, and relative humidity, existing inside the drying chamber are considered as the primary factor that influences the histories of the droplets produced. In this article, the author used ANSYS-Fluent version 14.5, a computational fluid dynamics software, to analyze the flow pattern of the continuous phase and to track the particle histories of the disperse phase inside the short-form drying chamber that produces powdered egg with 20% tapioca starch additive. Simulations for the short-form dryer showed that the optimized inlet air temperature and outlet particle temperature were 438 and 385 K, respectively. Based on the results, the calculated moisture content and water activity are 4.55% and 0.02
Introduction
Fresh eggs had always been one of the staple products for most households all around the world. The Philippine Institute for Development Studies (PIDS) cited that in the Philippines alone, chicken eggs ranked eighth among the most commonly consumed foods, next to rice, sugar, coconut oil, and instant coffee. 1 According to the Food and Nutrition Research Institute of the Department of Science and Technology (FNRI-DOST), 14 g of eggs or about one-third piece is consumed daily in the Philippines, which over the years has risen from only 8 g in 1978. 1 Generally, fresh eggs are readily available in its shell form. However, as per United States Department of Agriculture’s (USDA) Agricultural Marketing Service (AMS), 2 47% of chicken eggs are wasted due to improper storage techniques, thus egg product innovations and preservations were developed. Unfortunately, shelf-life and storage of egg are not well addressed since there are only few literatures about egg storage technologies and techniques for whole egg product preservation are made public.
In other countries, one of the oldest methods of preserving eggs and egg products is through spray drying. Spray drying reduces moisture necessary for bacterial growth that eventually causes deterioration of the food. 3 Compared to other dehydration technique, spray drying has the greatest advantage that products can be dried without much loss of volatile or thermally liable compounds. 4 Spray drying of eggs led to fuller use because of the following advantages: (1) it can be stored at low cost, (2) low transportation cost, (3) possess more standard compound, and (4) always ready to use. 5
Although spray drying of eggs has been used for nearly a century now, this technique of preserving eggs is not yet popular in the developing countries. One of the first studies done in producing a powdered egg in the Philippines was made possible by Masilungan et al. 6 The researchers had used batch-oven drying to produce powdered whole eggs but had added tapioca starch to the liquid mixture prior to drying. Additives such as tapioca starch contain carbohydrates that breakdown the removal of equilibrium water vapor pressure of dried egg, making its shelf-life more stable compared to the ordinary powdered egg. From their study, they found out that the optimal amount of tapioca starch to be added to the liquid egg is 20% by weight. It was also reported in their article that their production rates were small but had recommended that using a spray drier would make powdered eggs more market-feasible. No study had continued in the investigation in this direction and still no spray drier for this particular application is present nor sought upon.
Most egg product manufacturers in other countries preferred to use spray drying to obtain a powdered product because oven drying operates in a non-continuous process and it is time-consuming. However, as mentioned earlier, powdered egg has not yet urbanized in most developing countries, and even though the optimal amount of tapioca starch needed to increase the shelf-life of the powdered egg was identified from the earlier study of Masilungan et al., 6 the production for such purposes has not yet been established. The performance of a spray dryer is very dependent on the airflow pattern inside the drying chamber and it is common practice to operate the dryer at a fixed airflow rate. Since outlet relative humidity (RH) determines the moisture content and water activity in the final product, the temperature must be controlled and modulated with respect to other changes in the system. According to Gupta et al., 7 the key issue in optimizing the dryer operation is flow stability. Based on their study, the design calculation is performed by calculating the liquid droplet trajectories and determining the drying gas flow pattern simultaneously. In achieving the quality of the spray-dried product, it is essential to build a numerical model to describe the experience of a particle inside the drying chamber and numerically estimate the velocity, temperature, and RH of each particle at each given time. These parameters are used to obtain the desired product quality parameters such as final equilibrium moisture content (EMC) and water activity. It is extremely difficult to obtain these solutions by analytical means, but advancement in simulation and computing technologies had made it possible to simulate even the multiphysics interactions happening at each given point. Based on the fundamental equations of the physical world and together with tested and proven simplification methods, commercially available computational fluid dynamics (CFD) had made it possible to numerically approximate responses even without building a physical prototype.
In this article, the optimum drying condition for the powdered egg with 20% tapioca starch additive operating inside the short-form spray dryer was determined by using discrete phase modeling (DPM) technique incorporated inside the ANSYS-Fluent version 14.5 software. Furthermore, this study also addressed the following specific objectives: (1) develop airflow pattern such as air velocity, temperature, and RH profiles and (2) track the egg particle histories such as residence time, velocity, temperature, diameter, and mass.
Modeling approach
A large number of flows encountered in nature and technology are mixture of phases. Physical phases of matter are solid, liquid, and gas, but the concept of phase in a multiphase flow system is applied in a broader sense. 8 Two-phase flow is the simplest case of multiphase flow in which two phases are present for a pure component. A good example of this two-phase flow technology is spray drying, wherein the liquid feed materials are converted into a dried particulate. According to Mostafa and Mongia, 9 the two general two-phase modeling frames for multiphase flow problems are the Eulerian–Eulerian and the Eulerian–Lagrangian approach. However, the Eulerian–Lagrangian framework was selected most often for spray dryer modeling because it can provide more details of the behavior and residence time of individual particles and can potentially approximate mass and heat transfer more accurately.
The DPM in ANSYS-Fluent follows Eulerian–Lagrangian particle tracking approach. 8 In this method, the gas phase is modeled using the standard Eulerian method wherein the said phase is regarded as continuum 4 and is described by solving first the gas flow field with an assumption that there is no droplet initially present in the system. Then using the gas phase flow field, the droplet trajectories, sizes, and temperature histories along with the trajectories are calculated. The transport properties’ source term for each cell throughout the flow field is then determined. Then, the gas flow field is solved again incorporating these source terms providing the new droplet trajectories and temperature histories. This process described above is called coupling method 8 and it proceeds iteratively, calculating the gas and the particles’ velocity field. Once the flow fields of the gas phase are postulated, the transport equations for the droplets are integrated over time to yield the droplet histories. Note that the calculation of droplets continues until the presence of water in the particle evaporates completely and the particle exits the drying chamber or hits the wall of the chamber.
Particle transport properties
The DPM in ANSYS-Fluent predicts the trajectory of the discrete phase particle by integrating the force balance on the particle, which is written in a Lagrangian reference frame. 8 This force balance equates the particle inertia with the forces acting on the particle and can be written as

where

where


Meanwhile, as the trajectory of a particle is computed, DPM keeps track of the heat, mass, and momentum gained or lost by the particle stream. In association with these, the following equations for the transport phenomena involved in the said mechanism are depicted as follows:
For the momentum transfer of the droplet due to evaporation, the magnitude for the fluid dynamic forces on the particle changes into

where m is the mass of the droplets;

Meanwhile, the droplet temperature is updated according to a heat balance that relates the sensible heat change in the droplet to the convective and latent heat transfer between the droplet and the continuous phase

where

where Prandtl number (Pr) is defined as follows

Finally, the mass transfer rate (for evaporation) between the gas and the particle is calculated from the following equation

where

where

The values of vapor pressure, density, specific heat, and diffusion coefficients can be obtained from Green. 10
When the temperature of the droplet reaches the boiling point and the mass of the droplet exceeds the non-volatile fraction, the boiling rate model is applied. The said model is presented as

where
Methodology
Figure 1 presents the illustrative schematic of the activities that would be systematically implemented for the completion of the objectives of this research. In principle, CFD simulations are performed in three different tasks: pre-processing, processing, and post-processing (the details of each task are explained in the subsection listed below).

The work flow diagram for CFD simulation.
Pre-processing consists of meshing and geometry definition. Processing on the other hand is considered as the heart of the CFD process because this is where the simulations take place. In processing the governing equation, algorithm, assumptions, and boundary conditions are defined. Once the processing step has been established, the CFD software starts to solve the problem using the selected model (in this case, the model was DPM). After CFD simulations, the results can be viewed and further analyzed using the post-processing method. Post-processing includes graphs and videos to further understand the result of the simulation. Moreover, ANSYS-FLUENT 14.5 will be used in this study to aid the researchers in determining the optimized drying parameter for powdered egg with 20% tapioca starch additive. Note that simulation process will only cover the optimization of the drying operation and will not include the optimization of the dryer design per se.
Pre-processing
The CFD simulation will be based on the short-form spray drying chamber. Since spray dryers for powdered egg are not yet available in the Philippines, the author adopted the same geometry used by Kieviet et al., 12 which is a pilot scale co-current spray dryer (Figure 2) manufactured by Niro Atomizer. The three-dimensional (3D) geometry of the spray dryer was built in the ANSYS-Design Modeler, which is also found inside the ANSYS workbench. As shown in Figure 2, the diameter and the height of the drying chamber are 2.2 and 3.7 m, respectively. The air and the feed (egg mixture) enter the dryer co-currently from the uppermost part of the chamber. The orifice of the air inlet has a diameter of 0.22 m while the feed inlet orifice has a diameter of 0.14 m. The egg product and the air exit at the bottom of the column, wherein the diameter at the exit measures to be 0.17 m. In addition, for adept details of the spray dryer geometry, refer to the ANSYS user's guide. 8

Spray drier geometry: (a) reflecting boundaries and some dimensions (not to scale), (b) transparent side view, and (c) full 3D model on isometric view.
After the spray dryer geometry was created, a computational mesh (Figure 3) was generated using ANSYS-Meshing. The mesh is used to compute the flow of the egg mixture per cell of the drying chamber during the numerical simulation. Once the mesh has been created, the mesh quality can be checked inside the mesh metric dialog box. In this study, the available quality parameters for mesh evaluation are tabulated in Table 1. It is important to note that mesh quality is very critical during simulation because a good mesh quality guarantees a more accurate solution as well as faster convergence.
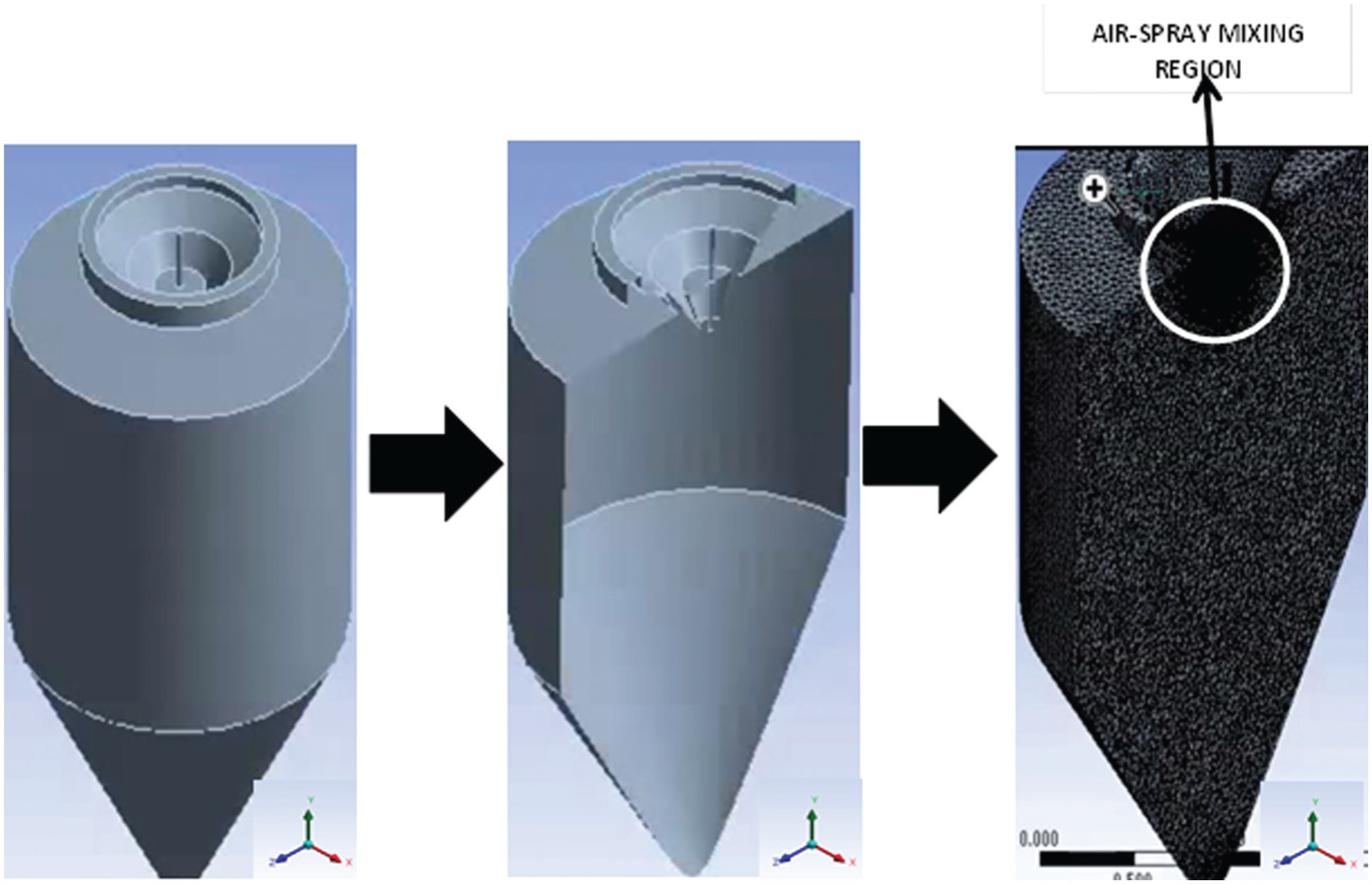
Spray drier meshed with tetrahedral elements.
Meshing quality for short-form spray dryer.

Processing/numerical modeling
The numerical method used in the study was the DPM. As mentioned in the earlier section, coupling the continuous phase and the discrete phase compensates the exchange of conservation of energy between the gas and the droplet particles. The first step for this algorithm is to solve the continuous phase flow field prior to the introduction of the discrete phase. In this case, the air was assumed to be the gas phase, wherein it enters the dryer through an annulus located beside the nozzle with an axial, radial, and tangential velocities of 7.42, −5.19, and −5.19 m/s, respectively. 11 The air gas flow rate was 0.42 m3/s and the inlet air humidity was 0.02 kg water/kg dry air. The flow regime inside the dryer is turbulent; therefore, it is substantial to include turbulence equation during the simulation. The turbulence method used was the standard k–ε model with k and ε values of 0.027 and 0.37 m2/s3. The heat flux used in this study was 3.5 W/m2, which was based on the work of Kieviet et al. 12 Once the flow pattern for the continuous phase has been established, discrete phase can now be introduced. In this study, the egg mixture enters the dryer co-currently with the pre-heated air. The egg particles are injected by the use of a hollow cone type of nozzle; wherein the cone angle is assumed 76°. 12 The droplet velocity at the nozzle exit is assigned to be 49 m/s, 11 and the temperature of the feed is set to 298 K. The distribution of droplet diameters in the spray is assumed to obey the Rosin–Rammler distribution function, where the mean droplet is assumed to be 70.5 μm, the spread parameter is set at 2.09, and the corresponding minimum and maximum droplet diameters are taken as 10 and 138 μm, respectively. The overall spray mass flow rate is equal to 1 kg/s. The thermophysical properties for egg mixture used during the simulation were based on the study of Masilungan et al. 6 Finally, the first two steps are repeated until converge is achieved. Note that the simulation was carried out in six trials having the inlet air temperature and outlet particle temperature as variables (refer to Table 1 for the proper order of combination) in order to determine the optimized drying parameter for such case. In addition, the simulation was implemented in the assumption of steady-state flow with steady-state tracking of particles. Other boundary conditions are listed in Table 2. Also, to further determine the optimized parameter for drying powdered egg, the tracked particle histories will be analyzed and compared with the simulated air pattern. This pattern, specifically RH, indicates the behavior of the droplet inside the drying chamber. Literatures pointed out that the desired final moisture content and water activity of the desired product are directly related to the RH of the outlet air, as mathematically explained in equations (14) and (15)


Boundary condition for short-form spray dryer. a

Steel.
where
Results and discussion
The results indicate that among the six trials summarized in Table 3, the optimum inlet temperature of the air and outlet temperature of the particle to be used are 438 and 385 K, respectively. At these temperatures, the RH of the air at the chamber’s outlet is read as 2.03% and the outlet air temperature is equal to 353 K. Meanwhile, the calculated moisture content and the water activity of the egg product based on the above-mentioned RH are 4.55 and 0.02
Summary of results for short-form dryer.
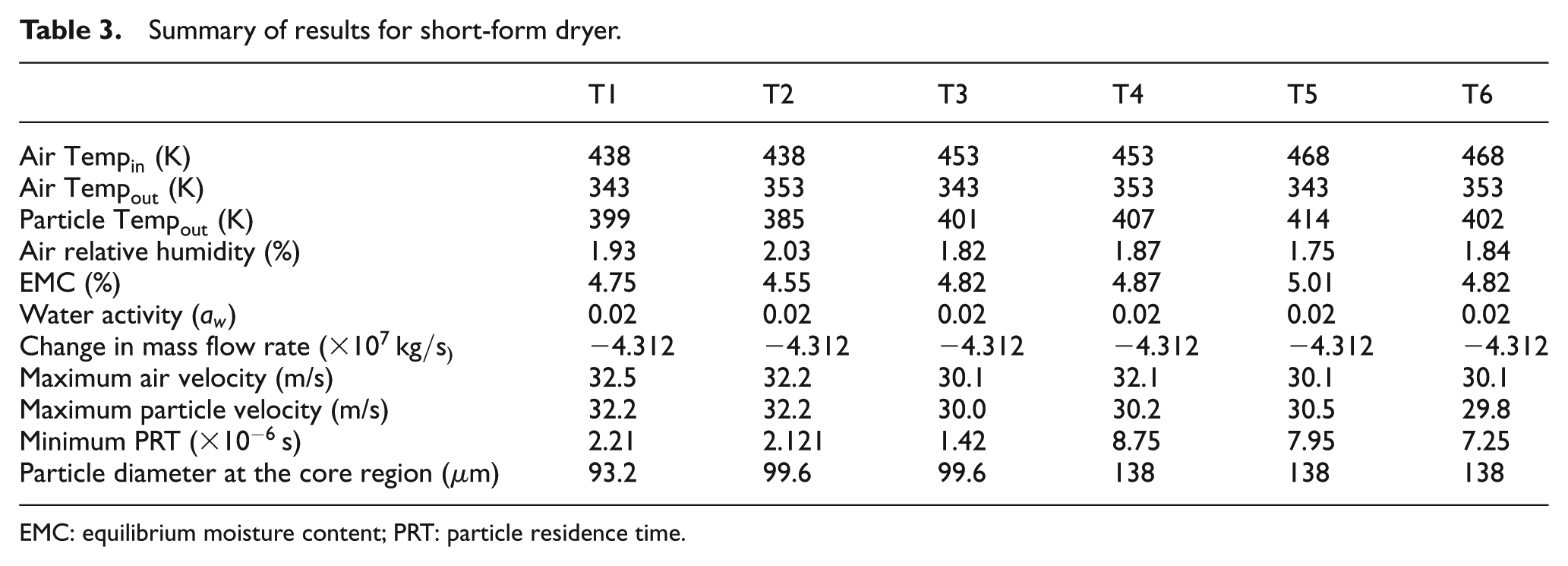
EMC: equilibrium moisture content; PRT: particle residence time.
Figure 4(a) and (b) shows the velocity contour and velocity vector for the air inside the short-form spray dryers. Based on these figures, it can be seen that as the air travels inside the drying chamber, it forms a conical pattern that is predominantly seen at the central region of the drying chamber. Also, Figure 4(a) suggests that the maximum velocity of air traveling inside the spray dryer can be located at the core region of the chamber. This observation only pointed out that as soon as the liquid egg exits the injection nozzle, the particle immensely experiences a fast moving velocity of air traveling at 32.2 m/s at the central conical region of the dryer, which in turn makes the evaporation rate of water faster at this region. In addition, it can also be noted from Figure 4(b) that as the liquid feed moves farther from the conical region, the air velocity is minimized and drying of the feed tends to become slower as it moves closer to the wall of the drying chamber. Thus, the chance of the particle to adhere in the wall becomes higher due to the presence of the remaining water vapor in the particle. Figure 4(c), on the other hand, shows the track for the particle velocity. It can be observed from this figure that the maximum velocity of the particle at the conical region is 32.2 m/s and it decreases up to 0.409 m/s as it moves toward the wall, where the minimum velocity of air is found. In addition, note that regardless of the parameter value, the contour and the vector for the air velocity show the same pattern for all trials.

(a) Velocity contour for continuous air phase, (b) velocity vectors of the continuous air phase, and (c) particle velocity for egg mixture.
Figure 5(a) and (b) shows the track for the air and particle temperature, respectively. These figures indicate that as the droplet dries, its temperature gradually rises from the wet bulb temperature until it reaches the temperature of the surrounding outlet air. This only suggests that particles are fully transformed into powder because the particle temperature (

Contour and particle track of temperature (K) inside the short-form spray dryer: (a) continuous air phase and (b) particle injection egg mixture.
A low value of particle residence time (PRT) indicates that the particle only needs a shorter period to remove its moisture content. From Figure 6, it can be noted that the track that shows the lowest value of the PRT of 8.78 × 10−6 s is found at the central core of the dryer represented by the blue lines, where the maximum velocity of the air and the egg particles are also established. Therefore, based on Figures 4(a) and (c) and 6, we can conclude that drying is fastest at the core region and eventually dries longer if the particles move closer to the wall. This phenomenon was represented by the colored trajectories in Figure 6, where the longest PRT is represented by the yellow lines and the shortest PRT is represented by the blue lines. Meanwhile, Figure 7 shows the track for the particle diameter inside the spray dryer. The particle size in Figure 7 is also represented by the colored trajectories, where smallest particle is represented by the blue lines and the biggest particle is represented by the yellow lines. Based on Figure 7, we can observe that the particles with bigger diameter are the ones trapped in the core region because they need a higher momentum to escape. Meanwhile, the particles with smaller diameter can easily move outside the core region and have higher tendency to adhere to the chamber wall. Recall from Figure 6 that the shortest PRT is observed in the core region, and thus based on the above-mentioned observations, we can conclude that the bigger particles have shorter PRT and as a result they dry faster than the smaller particles. Therefore, it is advisable to use a bigger particle as inlet feed.

Track inside the short-form spray dryer: particle residence time(s).

Track inside the short-form spray dryer: particle diameter.
As mentioned above, adsorption of water by mass of powder from the spray dryer atmosphere is time dependent because water must diffuse from air into powder. However, the literature also stated that moisture content and water activity of the powder are directly related to the RH of the outlet air, as mathematically explained in equations (14) and (15). Thus, when the RH increases, the powder tends to absorb water that may form liquid bridges between the powder and particulates and result in great powder cohesion and reduced its flowability. At low RH, the moisture experiences a high affinity with the surrounding air, allowing the liquid feed to experience faster rate of phase change. In addition, according to Table 3, as the RH increases, the EMC of the final product decreases. Based on the contour for the RH (Figure 8), the outlet RH of short-form is 2.03, which resulted in a moisture content value and water activity of 4.55 and 0.02, respectively. This only confirms that the product quality is less than the given optimum preservation value.

Contour of air relative humidity inside the short-form spray dryer.
Conclusion
CFD simulation presented that the velocity of air inside the short-form spray dryer flow in a certain pattern, and these patterns greatly influence the fluid flow of the egg particle as it dries inside the drying chamber. As mentioned above, egg particles inside the short-form spray dryer travel in a conical zone where drying is fastest. Thus, in effect, smaller particles are prone to adhere in the wall of the drying chamber.
Results also indicated that the optimized inlet temperature of air and outlet temperature of egg particles for drying powdered egg with 20% tapioca starch additive inside the short-form spray dryer are 468 and 385 K, respectively. It was noted that the simulation at these conditions did not exceed the optimal preservation values of moisture content (5%) and water activity (0.4) for powdered food products. The calculated moisture content and water activity at these parameters are 4.55% and 0.02, respectively.
Footnotes
Acknowledgements
The authors would like to thank both Mapúa Institute of Technology and Chung Yuan Christian University (CYCU) for their existing partnership, which made the research possible. The support from the research centers at CYCU, including R&D Center for Microsystem Reliability and Center for Biomedical Technology, is also appreciated.
Academic Editor: Magd Abdel Wahab
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to thank DOST-ERDT for funding this research.