
Abstract
The material properties of porous high-pressure crystallized ultra-high-molecular weight polyethylene containing vitamin E as a plasticizing agent and an antioxidant were studied. Two porous ultra-high-molecular weight polyethylene samples, with and without vitamin E, were produced by mixing ultra-high-molecular weight polyethylene powder and sodium chloride micro particles before the high-pressure crystallized process. A solid ultra-high-molecular weight polyethylene without vitamin E additive was made as a benchmark. The porosities of both porous samples were evaluated by energy-dispersive X-ray analysis of cross-sectional areas. The crystallinity of the composites was examined by thermal (differential scanning calorimetry) and spectral (X-ray diffraction) analyses. The short-term and long-term oxidative stabilities of porous ultra-high-molecular weight polyethylenes, with or without incorporated vitamin E, were investigated, respectively, by evaluations of differential scanning calorimetry oxidation induction time and Fourier transform infrared oxidation index. The tribological performance was also studied by a pin-on-disk test under lubrication with normal saline. The particulate size distribution of wear debris demonstrated the better biocompatibility of ultra-high-molecular weight polyethylenes with higher porosity. However, the antiwear capability and the oxidation resistance of the porous ultra-high-molecular weight polyethylene were inferior to those of the solid one. These drawbacks were significantly reduced by the influence of the vitamin E agent.
Introduction
The durability and wear of ultra-high-molecular weight polyethylene (UHMWPE) are two major issues with polymer-on-metal bearing couples in biomedical applications, especially in artificial cartilage as the articulating component of a total artificial joint. 1 Crosslinking, though a well-known technique to reduce wear, could lead to long-term oxidation and a substantial reduction in mechanical properties. 2 Williams et al. 3 proposed the possible risk of increasing biological activity due to the decreased debris size, even though the decreased wear rate of crosslinked polyethylene should decrease the osteolytic potential. They summarized that the size and shape of debris (morphology) are the main keys to the biological response. Polyethylene particles in the 0.2–2 µm range were reported to be the most bioreactive.4,5 Bassett et al. 6 reported that higher crystallinity and extended chain morphology are induced in UHMWPE in the hexagonal phase at temperature and pressure above the triple point, resulting in improved mechanical properties. In this high-pressure crystallized (HPC) process, the growth of extended chains in the hexagonal phase was attributed to the ability of chain reputation and association, resulting in less hindered crystallization kinetics. Oral et al. 7 suggested using a plasticizing agent (vitamin E (VE)) in UHMWPE during HPC, as they did earlier in an irradiated one, 8 which could further reduce the hindrance on the crystallization kinetics. In Oral et al., 8 they applied accelerated aging and evaluated the oxidation index from the Fourier transform infrared (FTIR) spectra of the aged samples to survey materials’ oxidation performance. Schwartz and Bahadur 2 adopted the same approach to find a balance between wear resistance and mechanical properties of crosslinked UHMWPE. In this work, we adapted the biomimetic concept from Neville et al. 9 and Wu et al. 10 and applied VE as a plasticizing agent 7 and an antioxidant in porous HPC UHMWPE. The oxidative stability was studied by thermal analysis (short-term) and accelerated aging (long-term). Tribological behavior under the lubrication of normal saline was investigated by wear loss and particulate size distribution of wear debris.
Experimental
Materials
Porous UHMWPEs were prepared by molding a GUR4130 UHMWPE-based powder (molecular weight: 5.6 × 106 g/mol) which was mixed with sodium chloride (NaCl) particles (particle diameter: 0.12 ± 0.04 mm) in a xylene solution for 3 h before the HPC process. For each HPC process, 0.5 g powder was heated to 180 °C and kept at that temperature for 3 h, after which the pressure was raised to 310 MPa. The temperature and pressure were held constant for 7 h. The sample was then water-cooled to room temperature under pressure, after which the pressure was released. The resultant cylindrical molded specimens were 12.5 mm in diameter and 6 mm in height. VE (
Microscopy
Optical microscopy (OM) was used to observe the surface morphology of the specimens. The crystal phase and the porous structure of the specimen’s freeze-fractured cross section, as well as the collected wear debris from a fiber filter, were investigated by scanning electron microscopy (SEM). These samples were dried in air and sputter coated with gold in advance.
For the ideal porosity, or the ideal theoretical porosity, of porous samples in this study, it was assumed that the incorporated NaCl particles were all removed by dissolving into the DI water. However, micro particles still remained in the polymer matrix. To evaluate the actual porosities inside the bulk UHMWPEs along the axial direction, the residual NaCl compositions were measured by the energy-dispersive X-ray analysis (EDX) of cross-sectional areas beneath the outmost surfaces as shown schematically in Figure 1. These cross sections were cut by a saw and then sequentially polished by various abrasive papers under a dry condition.

Schematic diagram of the procedure to determine the porosities along the axial direction of the specimen from the outmost surfaces.
Differential scanning calorimetry
Differential scanning calorimetry (DSC; Excellent DSC 1; Mettler Toledo Inc.) was used to detect the crystallinity and oxidation induction time (OIT) of the samples. The crystallinity was calculated from the recorded thermograms, which could be exothermic or endothermic reactions. The samples were heated under nitrogen atmosphere from 20 °C to 180 °C at a rate of 10 °C/min, equilibrated for 3 min, and cooled to 20 °C at a rate of 5 °C/min. As the general-applied second thermal cycle would eliminate the thermal history, only the first heat scan was calculated to obtain the enthalpy

where
DSC was also applied to detect the oxidative stability of two porous HPC specimens, with or without VE incorporation, by the OIT technique. According to European standard EN 728, the specimen was kept isothermal at 30 °C for 3 min under nitrogen atmosphere with a flow rate of 50 cm2 and then heated to 200 °C at 20 °C/min and equilibrated for 2 min. When the actual measurement started, the inlet gas was switched to oxygen with the same flow rate isothermally. The onset of oxidation could be detected by the beginning of the rising curve.
X-ray diffraction
Crystal phases of the specimens in this study were identified by X-ray diffraction (XRD) using a Cu-Kα radiation source. The UHMWPE peaks from the XRD spectra obtained by a modified Hermans–Weidingers method 12 were also utilized to derive the crystallinity of the UHMWPE. The equation of the crystallinity, Xcx, is as follows

where Ia is the intensity of the amorphous peak, and I110 and I200 are the intensities of the crystal peaks. All the spectra were baseline corrected and statistically fitted by using a combination of Gaussian–Lorentz sum functions.
FTIR spectroscopy
For the evaluation of long-term oxidative stability, two porous HPC specimens were aged (n = 4) at an accelerated rate under 80 °C in air for 5 weeks. 8 FTIR spectra (TENSOR 27; Bruker Optics) of the original and aged specimens, each derived from 200 scans with a resolution of 2 cm−1, were studied to compare their oxidation status. Before each test, thin sections (~150 µm) from the surfaces of the specimens were microtomed as the samples. The infrared spectra were analyzed to calculate an oxidation index 8 as the ratio of the areas under the 1740 cm−1 carbonyl and 1370 cm−1 methylene stretching absorbance.
Tribometer and particulate size analysis of debris
The tribological properties of the UHMWPEs were investigated with a pin-on-disk tester. The upper specimen was a fixed 1/4 in (6.350 mm) diameter cobalt–chrome steel ball (ISO3290-1175, G3, Hv = 697 ± 17 kg/mm2). The applied load was 0.5 kg f (average pressure = 18 MPa), and the sliding speed was 80 r/min (0.03 m/s) under lubrication with normal saline. The wear tests were run for 25,000 cycles, and the sliding distance was kept at 562.5 m. The wear debris was collected by filters and observed by SEM. The suspensions were also measured by laser light scattering method. The instrument (Beckman Coulter LS230 by micro volume module) provided the particulate size distribution and mean diameter of the samples. The suspensions were statistically analyzed to survey the possibility of biological response as discussed in the studies by Ingham et al. 4 and Green et al. 5
Results and discussion
Surface and cross-sectional morphologies
After the HPC process, the boundaries of polymer grains were found to be clearly distributed on the surfaces of solid and porous UHMWPEs, as shown in Figure 2(a) and (b). The micropores on the surfaces of Figure 2(b) and (c) revealed the dimensional features of dissolved NaCl particles, including size and shape. Figure 2(c) demonstrates that the VE-incorporated UHMWPE had a more uniform surface than did the others. There was no significant grain boundary anymore, which was attributed to the addition of VE as a plasticizing agent. To understand the material structures just beneath the surfaces of the specimens, SEM images of freeze-fractured cross sections (about 0–1000 µm in depth) were compared. The cross section of solid UHMWPE in Figure 3(a) shows a typical crystal microstructure. In Figure 3(b) and (c), however, the porous structures of NaCl-dissolved UHMWPEs are the dominant morphology, and hardly any residual NaCl particles can be found in these areas.

OM images of various UHMWPE surfaces: (a) solid UHMWPE, (b) porous UHMWPE, and (c) porous UHMWPE + VE.
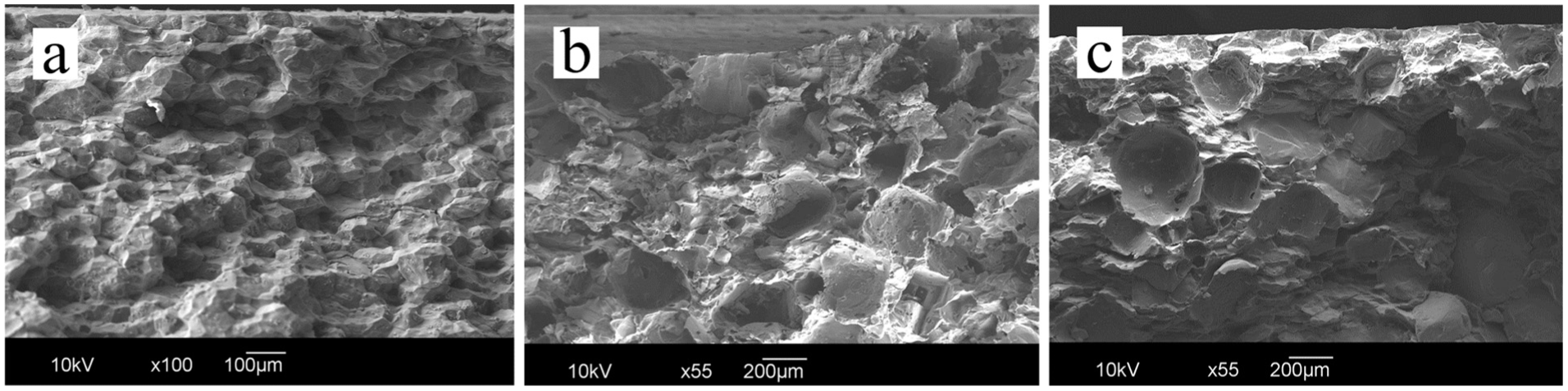
SEM images of various freeze-fractured cross sections of UHMWPEs, just beneath the surfaces (~1000 µm depth): (a) solid UHMWPE, (b) porous UHMWPE, and (c) porous UHMWPE + VE.
Distribution of porosity
In Figure 4, the ideal porosities of the two porous UHMWPEs were different, even though the same NaCl/UHMWPE weight ratio was used at the beginning of the HPC process. The porous UHMWPE with VE has an obviously higher ideal porosity, which might be due to the more viscous, or “sticky,” nature of a VE-incorporated UHMWPE that can maintain more NaCl particles in the matrix. The actual porosities evaluated from EDX analysis of both porous samples are lower than the ideal ones due to the residual NaCl particles. The residual particles increase with the distance from the outmost surface and, in contrast, the porosities decrease. Generally, the variation in porosity can be controlled to be less than 10% for a sample with 1000 µm thickness in this work. The reduction ratios of the porosities also indicate that VE in the porous structure increases the release of NaCl particles, even those not on the surface.

Porosities along the axial direction of the porous UHMWPEs from the outmost surfaces after the dissolution process of the incorporated NaCl. The ideal porosity is defined in the experimental section.
Crystallinity
In this work, we applied two methods to evaluate the crystallinity of the UHMWPEs: thermal analysis by DSC and spectral analysis by XRD. For DSC, all test materials were randomly sampled from specimen surfaces. The heating curves of the thermographs were calculated, and the values of crystallinity derived from the definition of equation (1) are depicted in Figure 5. The bar chart indicates that there was no significant deviation between the solid UHMWPE and the porous ones. However, when we moved on to the XRD measurement of the cross sections of the various specimens and analyzed the spectra with the values from equation (2), the differences between solid and porous UHMWPEs, as shown in the same figure, were quite obvious. The solid UHMWPE had a significantly higher crystallinity than did the porous ones. In the XRD spectra of porous UHMWPEs, not shown here, we noticed that the peaks of NaCl indicated some possible residual NaCl in the polymer matrix. When thermal analysis was applied to the composite material, the inorganic matter in the matrix, for example, NaCl, even in a very small amount, could interfere with the true exothermal value of the polymer. The spectral analysis did not account for the peaks of NaCl and prevented the possible interference.

Crystallinity of various UHMWPEs evaluated by DSC, that is, XCD, and XRD, that is XCX. The crystallinity of original UHMWPE powder evaluated by XRD was 54.4% ± 2.7%.
The crystallinity of the original UHMWPE powder (= 54.4% ± 2.7%) was also evaluated by XRD and was used as the reference number of the as-molded samples, as shown in Figure 5. The HPC process was verified to significantly improve the crystallinity of the solid samples, but the promotion of porous UHMWPEs, with or without VE, in crystallinity by HPC process is limited in comparison to that of the original UHMWPE powder. The reasons could be twofold. First, the heat capacities of NaCl and UHMWPE are 0.88 and 1.84 kJ/kg °C, which means NaCl has a tendency to absorb less heat under the same temperature increase during the HPC process. As the molding system is controlled by temperature, not by heat flow, the heat absorbance of UHMWPE could be insufficiently high. Second, the existence of NaCl micro particles during the HPC process could interfere with the compression effect of actuated pressure to the polymer matrix. However, these two inferences need to be studied more intensively in the future.
Short-term and long-term oxidative stability
The short-term oxidative stability of the UHMWPEs was investigated with the OIT results from the heating responses, as shown in Figure 6. The UHMWPEs without VE additive, either solid or porous, became oxidative soon after the change in the atmosphere from nitrogen to oxygen. The OIT was only 170 s. However, for the porous UHMWPEs with VE incorporated, no exothermal reaction was detected by the end of the test, even when the test was extended to 7200 s.

OITs for various UHMWPEs by DSC under the controlled atmosphere. The addition of VE enabled the UHMWPE specimen to remain not oxidative throughout the extended 2 h (7200 s) test duration. The onset of oxidation in the other two specimens occurred after only 170 s.
As the mentioned OITs were all operated under a rather high temperature, 200 °C, and the degradation of polymer material due to aging is the main problem under consideration, the accelerated aging test proposed by Oral et al. 8 was conducted. The as-aged samples were microtomed from the surface and evaluated by their FTIR spectra. The oxidation indexes listed in Table 1 were calculated from the ratios of carbonyl and methyl peaks. The p value obtained from the distributions of as-aged and as-molded samples’ oxidation indexes can statistically verify the significance of the samples’ oxidation after the aging test. It is interesting to find that the oxidation indexes were different before the aging. VE-incorporated UHMWPE had the lowest oxidation index due to its antioxidant. The oxidation indexes of UHMWPEs without VE additive were also different. The porous UHMWPE had a lower value than that of the solid one. One possible explanation is the action of NaCl particles as a diffusion barrier to air from the surroundings during the HPC process. However, the oxidation indexes of the as-aged UHMWPEs without VE additive increased to nearly the same oxidative status, and the VE-incorporated one remained very low and unchanged. The p values from the as-molded samples and the as-aged ones in Table 1 show that, without the VE additive, the oxidation of the porous UHMWPE is much more significant (p = 0.000013) than that of the solid one (p = 0.00092), because of the higher specific surface area of the porous structure. However, the VE additive in such a porous structure can effectively improve its long-term oxidative stability.
Oxidation indexes of various UHMWPE samples before and after the accelerated aging.

UHMWPE: ultra-high-molecular weight polyethylene; VE: vitamin E.
Tribological properties
The wear losses of tribological tests are shown in Figure 7. The porous UHMWPE without VE additive had the greatest loss. The weakened structure of porous UHMWPE under friction shear resulted in higher wear loss than that of the solid one. On the other hand, the wear loss of VE-incorporated UHMWPE was the same as that of the solid one. It is verified that VE not only promoted the oxidation resistance but also the wear resistance the polymer matrix with a porous structure.

Wear loss of various UHMWPEs.
As the size and shape of wear debris have been noted 3 as major factors for biocompatibility with the human body, the particle size in the range of 0.2–2 µm, suggested by Green et al. 5 and Ingham et al., 4 was studied. In Figure 8, the size distributions of various UHMWPE wear debris are illustrated with the mean diameters and the accumulated percentages in the range of 0.2–2 µm. To investigate the influence of the porosity of UHMWPE, an extra NaCl concentration, 9.4 wt%, was implemented. The mean diameters of the resulting debris were widely distributed, such that no valid trend could be found; nor was a valid trend found in the percentage in the range of hazard foreign-body reaction, that is, 0.2–2 µm. Nevertheless, the values in the range of 0.2–2 µm indicated that UHMWPEs with a higher porosity, 24.5 and 27.0 wt% NaCl for porous UHMWPEs with and without VE in this study, can produce less foreign-body particles from the same amount of wear debris. If the values of wear loss in Figure 7 are taken into consideration, the addition of VE can substantially reduce the number of particles with dimensions in this range, not just the percentage of the wear debris. However, in a real human body, there are other factors which should be taken into consideration. For example, the existence of protein and its concentration in the lubricant could avoid the formation of transfer layer on the counter contact surface, reduce the amount of wear, and change the morphology of the wear particles. More extensive studies are necessary to identify the detail biomedical performance in the future.

Particle size distributions of wear debris suspensions collected from the pin-on-disk tests under lubrication with normal saline. A UHMWPE specimen with lower porosity was produced by mixing with 9.4 wt% NaCl rather than 24.5 wt% NaCl and 27.0 wt% NaCl with VE.
Summary
The HPC process promotes the crystallinity of UHMWPE with a solid structure but has a limited effect on that of porous UHMWPE built by incorporating NaCl micro particles and dissolving these particles. The crystallinity of the UHMWPEs in this work derived from spectral analysis by XRD is suggested to be more feasible than that from thermal analysis by DSC. The porous UHMWPE has a weak and easily oxidized structure. The wear resistance under the lubrication of normal saline is also inferior to that of the solid one. The benefit of porous UHMWPEs is the smaller percentage of the wear debris in the dimensional range of foreign-body reaction. However, the addition of VE can significantly improve the anti-oxidation capability and the wear resistance of the porous structure. The tribological performance of a porous UHMWPE with VE additive is superior to that of a solid HPC one due to its competitive wear resistance and promising biocompatibility for long-term use.
Footnotes
Acknowledgements
The authors thank Mettler Toledo Pacific Rim Taiwan Branch AG for their great help on the DSC thermal analysis and Bruker Optics Taiwan, Ltd for their kind assistance on the measurement of FTIR spectra.
Academic Editor: Yoshinori Sawae
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This work was supported by the Ministry of Science and Technology of the Republic of China in Taiwan through Grant Nos NSC 99-2221-E019-007 and NSC100-2221-E-019-029.