
Abstract
This work describes a post-weld heat treatment for a precipitation-hardened nickel alloy. Inconel X-750 is a nickel-based superalloy for gas tungsten arc welding processes. The materials were heat-treated in two steps: solution and aging. The post-weld heat treatment variables examined in this study included post-weld heat treatment temperatures of 705°C, 775°C, and 845°C and post-weld heat treatment time of 2–24 h in 2-h increments. The resulting materials were examined using the full factorial design of experiments to determine the resulting material hardness and observed with optical microscopy, scanning electron microscopy, and energy dispersive X-ray spectroscopy in the fusion zone and heat-affected zone. The results show that a longer post-weld heat treatment time corresponds to larger γ′ precipitates and a smaller amount of Cr23C6 at the grain boundaries, which can decrease the overall hardness. The post-weld heat treatment analysis indicates that an increase in the amount of γ′ results in better mechanical properties for particles with octagonal shapes and a small size. A factorial analysis, which was conducted on the relationship between the post-weld heat treatment temperature and time to the hardness of the fusion zone, had a 95% confidence level.
Introduction
Precipitation-hardened Ni-Cr alloys (X-750) are strengthened by the formation of a gamma prime phase, 1 which exhibits a combination of good oxidation resistance and high-temperature strength. However, after welding, a full solution annealing, which is followed by an aging treatment, is required to restore the original mechanical properties in the fusion zone (FZ). In addition, a single post-weld heat treatment (PWHT) is usually insufficient because the aging temperature is not sufficiently high to relieve the stress on the material or prevent severe cracking from occurring. 2 Turbine blades fabricated from these materials frequently suffer premature failures such as airfoil tip loss because of heat corrosion and low-cycle fatigue cracking. 3 Inconel X-750 can be used for applications that require high strength at temperatures up to 700°C because it exhibits excellent corrosion and oxidation resistances. This alloy can be used at high temperatures, although the effects of the γ′ precipitation strengthening are lost when the temperature increases. The alloy also exhibits excellent properties at cryogenic temperatures. Inconel X-750 is used in many applications such as for high-temperature structural components of gas turbines, jet engine parts, nuclear power plant applications, heat-treating fixtures, forming tools, extrusion dies, rocket-engine thrust chambers, and air-frame applications, which include thrust reversers and hot-air ducting systems. 4
The aging treatments in Ni-based superalloys are performed to nucleate and grow secondary γ′ precipitates. Grain boundaries are the weak links in superalloys and easily become rupture origin sites at high temperature because of defects in the microstructure. Some carbides and γ′ particles at the boundaries cause important effects on the high-temperature creep strength and plasticity of nickel-based superalloys. 5 A PWHT is generally applied to homogenize the as-welded microstructure to relieve residual welding stresses and re-strengthen the welds through precipitation hardening. The development of a suitable PWHT primarily depends on the initial microstructure in the FZ and heat-affected zone (HAZ). A proper understanding of the precipitation-hardening mechanism is essential. 6 This work focuses on the effects of PWHT on the microstructure and hardness in the FZ and HAZ for an Inconel X-750 superalloy. The optimum values for the variables in the PWHT were determined by a full factorial design of experiments. In this case, the effects of the aging time and temperature and their interactions were determined. 7
Methodology
Materials and welding method
The material used for the test specimen was Inconel X-750. The specimens were 2.8 mm thick, 50 mm long, and 50 mm wide. The details of the chemical composition of the material are given in Table 1.
Chemical composition of the Inconel X-750 by weight (%).

The specimens were welded using a gas tungsten arc welding (GTAW) process without adding any filler metal. The welding current was set at 80 A, and a direct current electrode negative (DCEN) was used. The welding velocity was set at 12 mm/s. A tungsten electrode (EW-Th2) with a diameter of 2.4 mm was used. Argon was used as the shielding gas with a flow rate of 12 l/min.
PWHT
After welding, the specimens were treated using the PWHT in two steps. The first step consisted of solution annealing at 1150°C before air cooling. The second step was the aging heat treatment. These two steps comprised the conditions examined in the experimental study. Different PWHT temperatures and times were examined: 705°C, 775°C, and 845°C 8 and between 2 and 24 h in 2-h increments, respectively. Each aging treatment condition was randomly conducted, where each condition was tested three times.
The welded specimens were transversely sectioned to the weld and polished using standard metallographic techniques. The microstructures in the FZ and the HAZ were examined and analyzed with an optical microscope. The carbide and γ′ precipitates were examined with scanning electron microscopy (SEM), and the chemical composition was quantitatively evaluated using an energy dispersive X-ray spectrometer (EDS). Etching was performed using Marble’s reagent (10 g CuSO4, 50 mL HCl, and 50 mL H2O) for 5 s to observe the microstructure with optical microscopy (OM) and Rivera’s reagent (40% glycerol, 20% HNO3, and 10% HCl) at 6 V DC for the SEM. 9 The microhardness (HV) was determined using a 1000 g load to observe the effects of the PWHT.
Results and discussion
Microstructure analysis
As observed in the FZ and HAZ, the microstructure at the weld joints is austenite in the parent phase and carbide from the PWHT. 10 The SEM images for the specimen in Figure 1 show the PWHT condition with an austenite matrix (γ), M23C6, metallic carbides (MCs) and gamma prime (γ′) phases. The M23C6 carbides along the grain boundaries are believed to be Cr23C6, as shown in Figure 2(a), and were analyzed using the EDS technique, as shown in Figure 3. Continuous instances of Cr23C6 carbides along the grain boundary may help prevent grain boundary sliding, which increases the material hardness and strength. 11 However, large amounts of this type of carbide may deteriorate the cohesion between the grain boundaries. This type of carbide may help prevent the excess formation of M23C6 carbides and maintain the cohesion of the grain boundaries. Another type of MC carbide, which is believed to be an niobium carbide (NbC), was found in the grain interior based on the EDS results in Figures 2(b) and 4.
Microstructure of Inconel X-750 welded without filler metal: (a) as-weld and (b) solution treatment at 1150°C.

SEM image, showing the fusion zone after a PWHT with a PWHT temperature of 845°C and a PWHT time of 2 h.

SEM images of the microstructure after a PWHT with (a) a PWHT temperature of 845°C and a PWHT time of 2 h and (b) a PWHT temperature of 705°C and a PWHT time of 22 h.

Quantitative analysis of the particle composition by EDS at the grain boundary.
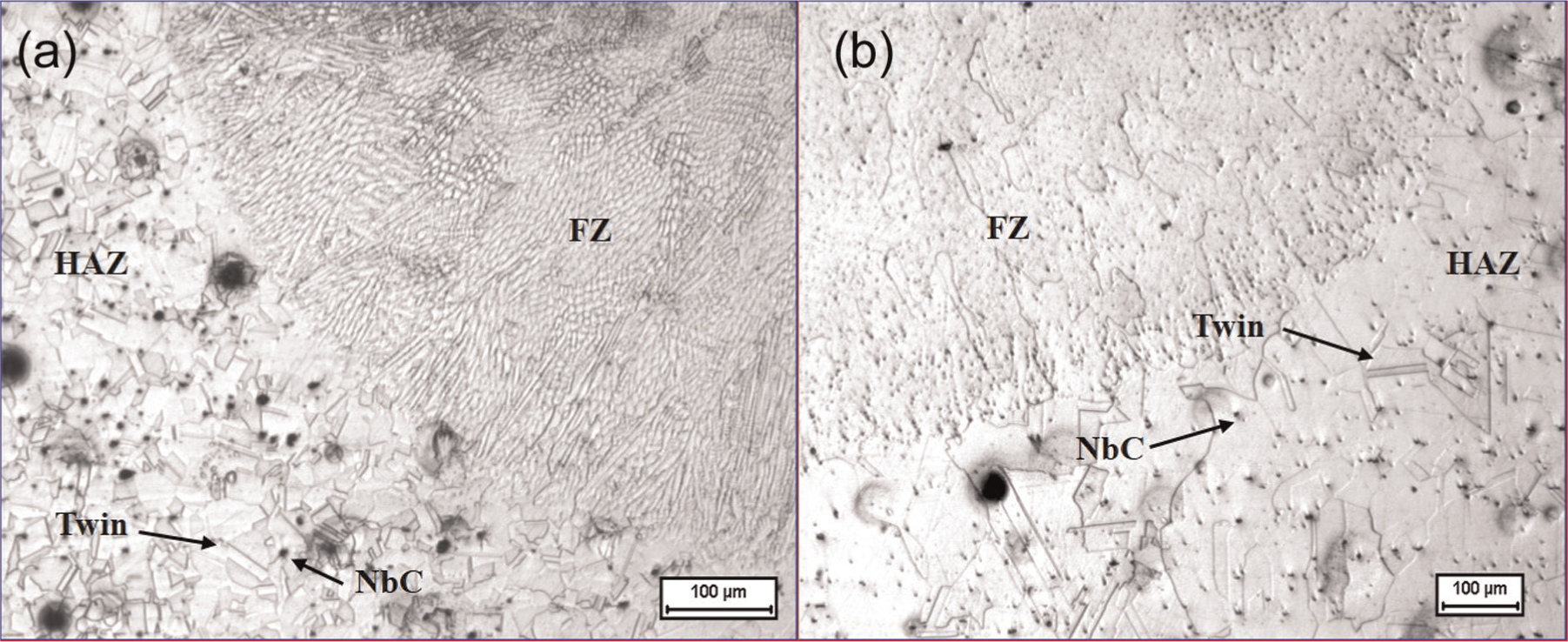
Figure 5 depicts the microstructures of the Inconel X-750 weld specimen, which comprises the FZ weld interface and HAZ. Figure 5(a) shows that in the FZ, small dendrites are distributed throughout the FZ and that the dendrite forms in the cooling direction of the interface, which determines the fusion center. For the HAZ, an austenite (γ) phase matrix comprises the main structural composition with twin line and NbC carbide distribution in the parent phase. 12 The hardness of the weld specimens is 187.3 and 177.1 HV in the FZ and HAZ, respectively. Figure 5(b) shows that the FZ has predominantly degraded into a grain of the γ phase matrix. Due to the temperature and with sufficient time, the dendrite decomposes to form a γ grain. The grain in the HAZ consists of the γ phase matrix and increases during expansion. 13 The hardness of the solution specimens is 166.5 and 163.1 HV in the FZ and HAZ, respectively. A comparison of the microstructures of the weld specimen and the solution treatment specimen revealed clear differences. When the solution heat treatment creates a γ phase with large grain size, the NbC carbide phase partially dissolves into the parent phase, which can affect the hardness in the FZ and HAZ. Therefore, a PWHT is necessary to improve the microstructure and mechanical properties.

Quantitative analysis of the particle composition by EDS of the NbC.
The results show that for the PWHT specimen that was aged at 705°C for 2 h, as shown in Figure 6(a), Cr23C6 is found continuously along the grain boundary. The specimen that was aged at 705°C for 22 h exhibits grain boundary discontinuities, as shown in Figure 6(b). The sample in Figure 6(c), which was aged at 775°C for 22 h, shows scattered carbides along the grain boundary and large quantities of NbC because of the long PWHT time. Figure 6(d) shows an optical micrograph of the FZ with discontinuous instances of Cr23C6 at the grain boundary compared to the specimen that was aged at 705°C for 2 h. For high PWHT times and temperatures, the quantity of Cr23C6 at the grain boundary tends to decrease. Moreover, excessive PWHT temperatures may result in increasing amounts and sizes of NbC-type carbides in the parent phase. 14
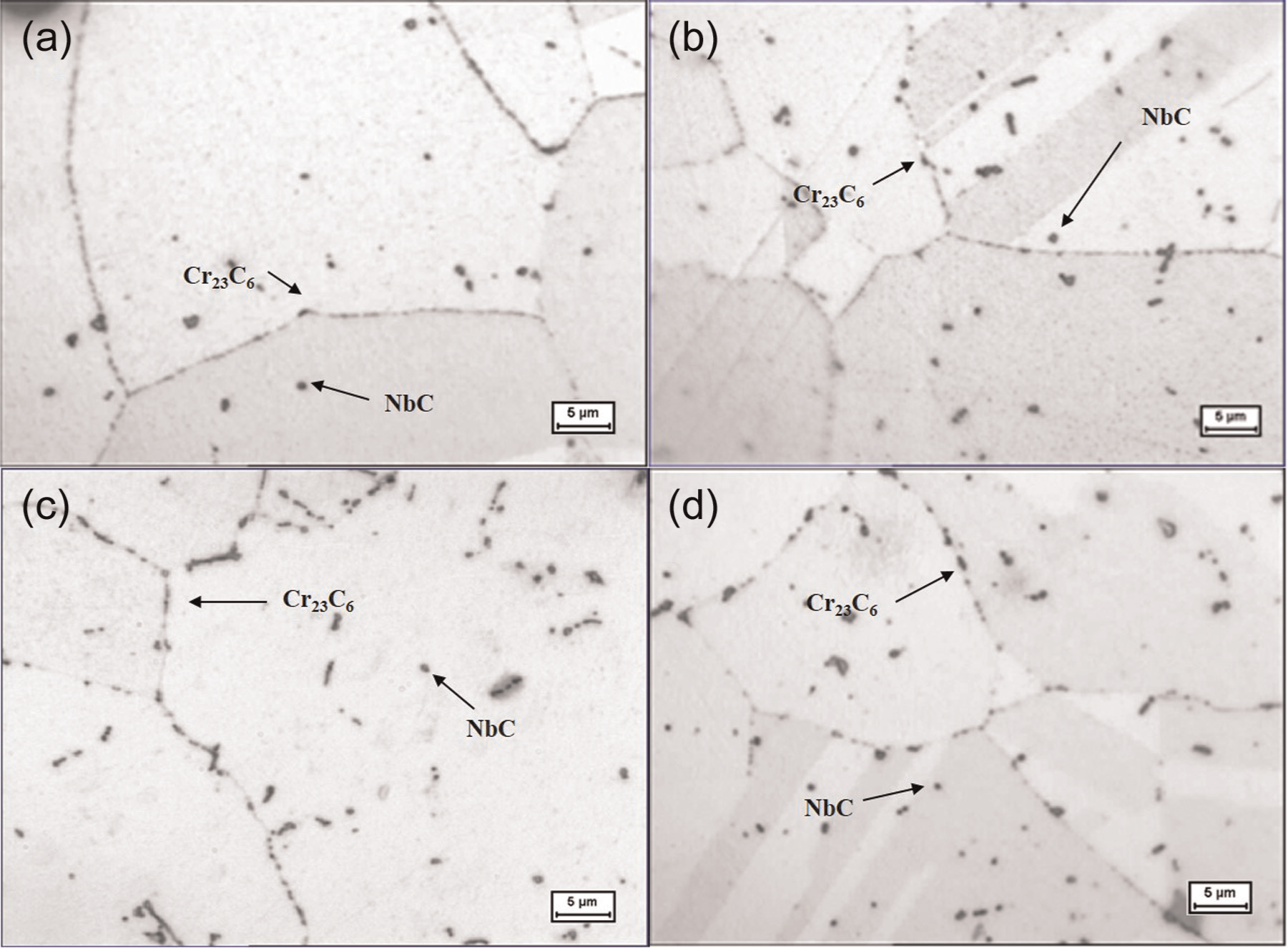
Optical micrographs, showing the fusion zone after the PWHT with (a) a PWHT temperature of 705°C and a PWHT time of 2 h, (b) a PWHT temperature of 705°C and a PWHT time of 22 h, (c) a PWHT temperature of 775°C and a PWHT time of 22 h, and (d) a PWHT temperature of 845°C and a PWHT time of 22 h.
PWHT specimens of the Inconel X-750, which was aged at 705°C for 2 h, show discontinuities of Cr23C6 in the austenite grain boundary of the HAZ, as shown in Figure 7(a). Figure 7(b) shows an HAZ with continuous instances of Cr23C6 at the grain boundary in the γ phase matrix. 15 The specimen that was aged at 775°C for 22 h exhibits grain boundary discontinuities, and the amount tends to increase, as shown in Figure 7(c). The specimen in Figure 7(d), which was aged at 845°C for 22 h, shows an increased size of Cr23C6 and discontinuities in the amount of carbides along the grain boundary. The observed results in the HAZ of the PWHT aged specimens demonstrate that the lowest temperature and aging times result in a lower amount of Cr23C6 carbides at the grain boundaries. With increasing temperatures and time, Cr23C6 has a continuous density at the grain boundaries, whereas the high temperatures and time of PWHT lead to discontinuous Cr23C6 at the grain boundaries and a larger size.
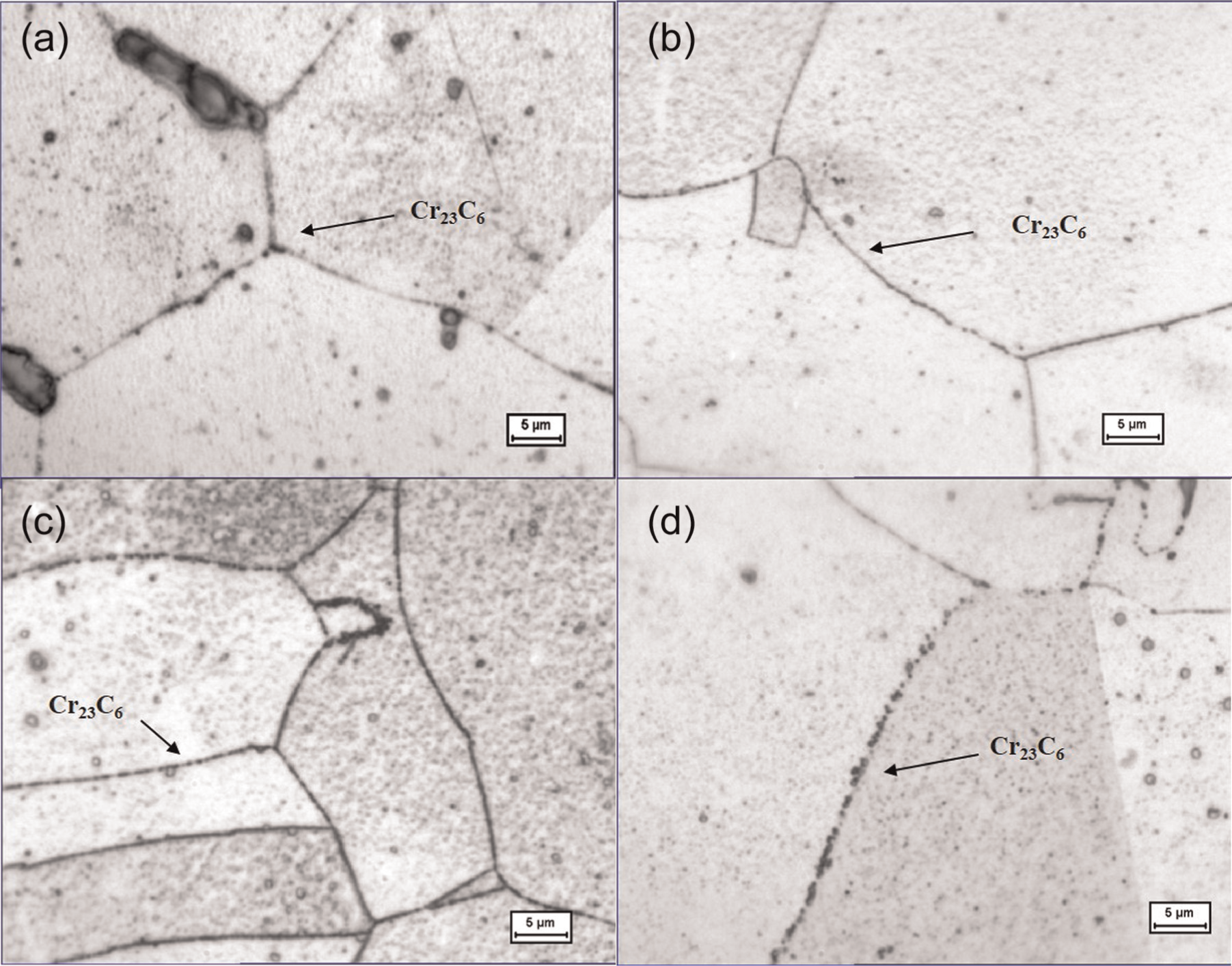
Optical micrographs, showing the heat-affected zone after the PWHT with (a) a PWHT temperature of 705°C and a PWHT time of 2 h, (b) a PWHT temperature of 705°C and a PWHT time of 22 h, (c) a PWHT temperature of 775°C and a PWHT time of 22 h, and (d) a PWHT temperature of 845°C and a PWHT time of 22 h.
The microstructural analysis of the PWHT effects indicates that in this welding operation, the base material solidifies as austenite with randomly distributed γ′-Ni3Al phases with Nb-rich MC and Cr23C6 primary carbides.16,17 In this study, at a PWHT temperature of 705°C and a PWHT time of 2 h, scattered γ′ carbides were observed in the parent phase using SEM, as shown in Figure 8(a). At the high SEM magnification in Figure 4, the scattered fine γ′ precipitates were observed around the interior of the grains. Because there are few instances of γ′ precipitates and the sizes are small, the FZ exhibits a low hardness. As observed in Figure 8(b), when the PWHT time increases, the size of the γ′ precipitates transforms to various polygon shapes. 18 Further increases in the PWHT temperature result in the transformation to a spherical shape and larger sizes, as shown in Figure 8(c). However, at a PWHT temperature of 845°C for 22 h, the γ′ precipitates increase in size but exhibit an octagonal shape, as shown in Figure 8(d). As a result of large PWHT temperature and time, the γ′ precipitates have sufficient time to grow. The PWHT results in well-dispersed γ′ precipitates that yield better overall mechanical properties for the superalloy, if the particles have octagonal shapes and small sizes.

SEM images of the microstructure of sample after a PWHT with (a) a PWHT temperature of 705°C and a PWHT time of 2 h, (b) a PWHT temperature of 705°C and a PWHT time of 22 h, (c) a PWHT temperature of 775°C and a PWHT time of 22 h, and (d) a PWHT temperature of 845°C and a PWHT of time 22 h.
In the HAZ of the weld of the X-750 alloy, at a PWHT temperature of 705°C and a PWHT time of 2 h, scattered γ′ carbides were found in the γ phase matrix and had a spherical shape, as observed using SEM and shown in Figure 9(a). As observed in Figure 9(b), when the PWHT time increases, the size of the γ′ precipitates reduces and transforms to various small spherical shapes and the γ′ intensity decreases. Figure 9(c) shows an HAZ with both spherical- and polygon-shaped γ′ precipitates. As observed in Figure 9(d), when the PWHT temperature and time increase, the large γ′ precipitates transform to various polygonal and spherical shapes with an increase in γ′ intensity. The SEM results of the HAZ show that the lowest temperature and aging time correspond to the lowest phase intensity and purely spherical shape. However, with increasing temperature and times, the γ′ intensity increases with a corresponding reduction in γ′ size and a transformation of its shape from spherical to polygonal.19,20 With an aging time of 22 h, there are both spherical and polygonal γ′ precipitates but with increased density according to the SEM results.

SEM images of the HAZ microstructure of specimens after a PWHT with (a) a PWHT temperature of 705°C and a PWHT time of 2 h, (b) a PWHT temperature of 705°C and a PWHT time of 22 h, (c) a PWHT temperature of 775°C and a PWHT time of 22 h, and (d) a PWHT temperature of 845°C and a PWHT time of 22 h.
Hardness analysis
The Vickers microhardness in the FZ was measured five times for each specimen, and the average value was used for the response calculation. The material hardness values were calculated at various PWHT conditions. The hardness of the weld of the test specimen is 187.3 HV initially and 166.5 HV after the solution was annealed; the hardness of the specimens is fairly constant during the initial PWHT time of 2 h, and all hardness values increase with a corresponding increase in PWHT time. The specimens with a PWHT temperature of 775°C and PWHT time of 2–22 h are usually the hardest specimens, but the hardness decreases at a PWHT time of 24 h. Because of the increases in PWHT temperature and time, the size of the γ′ area increases, which decreases the hardness. However, the PWHT temperature of 705°C and PWHT time of 22 h created the most suitable conditions for Ni, Al, and Ti precipitates, which results in the smallest size of γ′ (49 nm) and the largest hardness value. 21 The specimen with the highest average hardness value (approximately 376.23 HV) had a PWHT temperature of 705°C and a PWHT time of 22 h, whereas a PWHT temperature of 845°C resulted in the lowest hardness value. It can also be concluded that hardness increases with a corresponding increase in PWHT temperature and times. Thus, the PWHT temperature of 705°C and time of 22 h lead to small γ′ size, which is consistent with the observed largest hardness value, as shown in Figure 12.
The SEM micrograph in Figure 10 compares the γ′ precipitates in the specimens. Figure 10(a) also shows the microstructure for the specimen with a PWHT at 845°C for 2 h, which shows an increase in the density of the γ′ precipitates with a predominantly spherical shape and a γ′ size of 92 nm. The hardness tends to increase for the PWHT of 22 h at 705°C. The γ′ precipitates dissolve into the grain, whereas smaller sized particles of 49 nm remain, as shown in Figure 10(b). The γ′ precipitates have a polygonal shape, which results in a maximum material hardness. Figure 10(c) shows a PWHT of 775°C for 22 h, where the γ′ precipitates have a size of 70 nm and large spherical and polygonal shapes, particularly compared to the γ′ precipitates from the PWHT of 705°C for 22 h. At a PWHT temperature of 845°C and a PWHT time of 24 h, over-aging in the FZ results in coarsening, coalescence, and agglomeration of the primary γ′ precipitate, which causes the lowest hardness value of all tested samples. 22 This phenomenon can be explained using the large γ′ size of 96 nm and polygonal shape of the γ′ precipitates, which is caused by the insufficient PWHT time and temperature for γ′ precipitation and can contribute to the lower hardness, 23 as shown in the SEM image in Figure 10(d).

SEM images of the microstructures after a PWHT with (a) a PWHT temperature of 845°C and a PWHT time of 2 h, (b) a PWHT temperature of 705°C and a PWHT time of 22 h, (c) a PWHT temperature of 775°C and a PWHT time of 22 h, and (d) a PWHT temperature of 845°C and a PWHT time of 24 h.
Experimental analysis
A data check was performed to ensure the validity of the experimental model. The hypothesis is that the pattern of the residuals obtained from the experimental data is based on the principle εij ∼ NID (0, σ2), in which the residuals are normally and independently distributed (NID). The mean 0 and σ2 were examined to ensure that the experimental data are accurate and reliable. 24 To determine the suitability of the measured hardness values prior to determining the factor responses, the data must be tested for randomness. The data collected were distributed in a normal distribution, as shown in Figure 11. The results show that the data likely contain an appropriate amount of randomness, and therefore, the experimental results for hardness may be analyzed.

Residual plot of the hardness.
Figure 11 shows the distribution of the residuals in the normal distribution. The normal distribution was used to test the residual distribution. The results show that the residuals were distributed along a straight line from the middle of the histogram. The residual value of the distribution was a normal shape and the residuals were estimated to have a normal distribution. 25 In dependent audits of the residual values were based on the distribution chart. When considering the distribution of the data on the chart, it was found that the distribution was pattern free. Additionally, the residual values were shown to be independent of each other. In the residual value chart, which is compared with the distribution of all the factors, the residual value at each factor level in the distribution of positive and negative balances was estimated so that the average of the residuals is similar.
After completing the examination of the model for data suitability, an analyst was employed to determine the effects of the experimental factors. The results for each factor, as well as their interactions, are shown in Table 2. The PWHT time and temperature interaction effects on the hardness were determined for confidence level of 95% (p-value < 0.05). The results indicate that the data could be predicted using the model. The R2(adj) of the collected data was approximately 98.81%, which shows that the response can be described by the experimental factors as shown in Table 2.
Analysis of variance for hardness versus PWHT temperature and PWHT time.

PWHT: post-weld heat treatment; DF: degree of freedom; SEQ SS: sequential sum of squares; ADJ SS: adjusted sum of squares; ADJ MS: adjusted mean squares.
Figure 12 shows the effects of the PWHT temperature and time on the hardness. An interaction between these variables is seen when the lines in the plot are not parallel. Regarding the improvement of the mechanical properties of Inconel X-750 by PWHT, the line plot indicates that there was a strong interaction between the temperature of the treatment and the time it was applied. The results show that the highest hardness achieved during the PWHT was 376.4 HV for a PWHT time of 22 h and a PWHT temperature of 705°C.

Interaction plot for the hardness.
Conclusion
In this work, the effects of the PWHT on the microstructure and hardness of Inconel X-750 welds were studied. The specimens were solutionized in an induction furnace before being air-cooled. PWHT temperatures of 705°C, 775°C, and 845°C and PWHT times of 2–24 h in 2-h increments were investigated. The FZ and HAZ microstructures and the hardness distribution were examined and analyzed. The results indicate that the PWHT temperature and time used during the PWHT greatly affect both the microstructure and the hardness of fusion. The results from this study are summarized as follows:
The microstructure of Inconel X-750 has twin line, NbC, Cr
The resulting PWHT weld specimens have an increased hardness compared to the weld specimen’s initial hardness of 187.3 HV. When the PWHT time increases, the hardness for all PWHT temperatures increases until a PWHT time of 22 h, which corresponds to the highest hardness values for all temperatures. The PWHT that results in the hardest specimens occurs at 705°C for 22 h, whereas the PWHT that results in the lowest hardness occurs at 845°C for 2 h.
The PWHT affects the size and characteristics of the γ′ phase, where PWHT times of 2–20 h result in the appearance of elliptical γ′ with sizes of 70–90 nm. However, the 24 h of PWHT at 845°C results in treatment over-age, which is evidenced by the appearance of oval- and polygonal-shaped γ′ regions with a γ′ size of 96 nm. The PWHT conditions that correspond to the smallest γ′ size (49 nm) are 705°C and 22 h, which produce the most hardened specimen.
Footnotes
Academic Editor: Dr Liyuan Sheng
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.