
Abstract
To study and compare mechanical properties and machinability of the polyetheretherketone and the glass fiber–reinforced polyetheretherketone and analyze the relationship between the two properties, nano-indentation experiments and single-point diamond turning experiments were carried out in this article. Through nano-indentation experiments, several material characteristic parameters such as elastic modulus, hardness, and load–displacement data were obtained and load–displacement curve was drawn. It was found that the glass fiber–reinforced polyetheretherketone has higher elastic modulus and hardness but poor uniformity. By single-point diamond turning experiments, two circular planes whose materials are polyetheretherketone and glass fiber–reinforced polyetheretherketone, respectively, were machined. It was found that form accuracy (PV) and surface roughness (Ra) of the former were smaller than those of the later, and glass fiber–reinforced polyetheretherketone plane has poor machined quality. Mechanical property, including uniform structure, stiffness, and resistance to deformation, has higher influence on machining quality.
Keywords
Introduction
Polyetheretherketone (PEEK), a special engineering plastic, has many outstanding properties such as excellent wear resistance, good toughness, high strength and durability, and high service temperature.1–3 Therefore, PEEK has been extensively used in the fields of aeronautical, biomechanics, automobiles, machines, and so on.1,4,5
To reinforce the material properties such as hardness, stiffness, and strength and meet the increasing demands and special need of PEEK, the fibers are usually added into the PEEK matrix with a certain scale.6,7 Carbon and glass fibers are the most commonly added substances. PEEK reinforced with carbon or glass fibers has better mechanical properties. PEEK reinforced with 30 wt% carbon or glass fiber can provide greater rigidity and higher load bearing capability according to the existing literature.3,8–10 Previously, several articles studied the mechanical properties for various PEEK materials, including unreinforced and reinforced PEEK,11–13 but fewer researchers made a comparison from mechanical properties with nano-indentation method and machinability.
Using as a critical structure component, PEEK or reinforced PEEK usually should have a better machinability. Therefore, machining properties of the workpieces with PEEK material and how to obtain a superior surface quality should be studied. J. Paulo Davim et al. 3 carried an investigation about the machinability in turning processes of glass fiber–reinforced polyetheretherketone (GF/PEEK) plastics and concluded that cutting speed and feed rate have the highest physical as well as statistical influence on the surface roughness and international dimensional precision. Francisco Mata et al. 5 studied and established the relationships between the cutting conditions on two aspects of machinability, power, and specific cutting pressure.
In this article, two two-step experiments are designed to study and compare the mechanical property and machinability of the pure PEEK and 30 wt% GF/PEEK. In the first step, the mechanical properties about two materials are investigated by the nano-indentation experiment. In the second step, the machining properties are studied through the single-point diamond turning (SPDT) and machinability is analyzed. After analyzing the results of two two-step experiments, the mechanical property which has an influence on the form accuracy and surface roughness of the machined surfaces is given.
Nano-indentation experiments for studying mechanical property
In the recent years, nano-indentation technology is the common approach for the measurement of the mechanical property in the tiny size range, especially for the measurement of nano-hardness.14–16
With the purpose of investigating the difference in the microscope mechanical properties for PEEK and GF/PEEK, the experiments have been conducted on two cylindrical workpieces: one is a 10-mm-diameter PEEK cylindrical workpiece and the other is an 8-mm-diameter GF/PEEK cylindrical workpiece. The two workpieces are given in Figure 1.

PEEK and GF/PEEK workpieces.
The nano-indentation experiments are processed through Agilent G200, and the experiments are divided into three groups according to different indentation depths, which are 4, 6, and 8 μm, respectively. To ensure the effectiveness of the experiment data, four indentation points in different locations on workpiece surface are arranged for each indentation depth. Three experimental groups are conducted with the same parameters except for the indentation depth. A triangular pyramid tip with 120° of apex angle is adopted for the indenter, and the indention speed is kept at 10 nm/s during the nano-indentation experiments, and the peak hold time is controlled to hold in 2 s. The micro-topographies of indentation are shown in Figure 2.
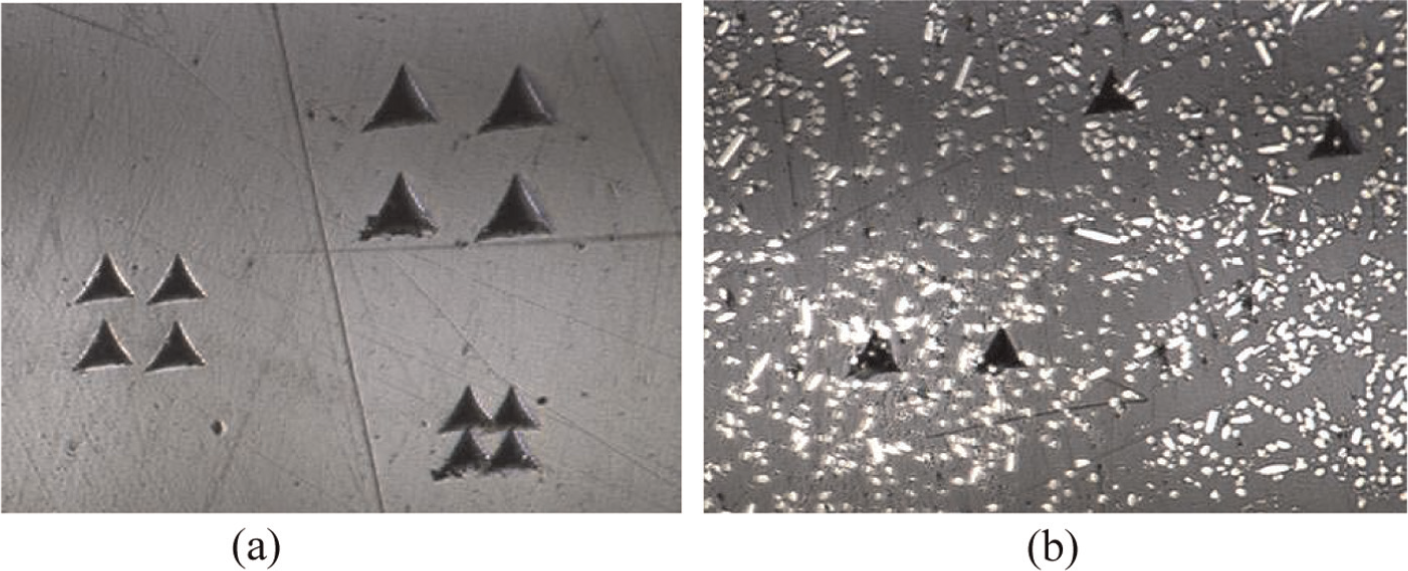
Micro-topographies of indentation: (a) PEEK workpiece and (b) GF/PEEK workpiece.
The micro-topography also clearly presents the components of the materials as shown in Figure 2. The unreinforced PEEK shows the single phase and has a fine uniform composition or structure. The GF/PEEK displays two phases; the sizes of the fibers are not the same and the distributions of the fibers are not uniform. The load–displacement curves for the three groups of the nano-indentation experiments are illustrated in Figure 3 and nano-indentation data at maximum load of PEEK and GF/PEEK are given in Tables 1 and 2, respectively. From Figure 3, it can be seen that four load–displacement curves for PEEK under the same indentation depth show good reproducibility in each group of the nano-indentation experiments, whereas four load–displacement curves of GF/PEEK workpiece have poor reproducibility in its own group, which may be attributed to two-phase material and poor uniform property. By studying the maximum load of the two materials under the same indentation depth, it can be found that two maximum loads of GF/PEEK are lower than the corresponding values of each curves of PEEK and another two loads of GF/PEEK are higher than that of the PEEK as shown in Figure 3(a), which indicates that the experimental PEEK material has superior uniformity. But in Figure 3(b) and (c), it can be seen that all maximum loads of GF/PEEK are all not lower than those of the PEEK. The practical test data are given in Tables 1 and 2. It can be seen that with the increase in the indentation depth, the mean maximum loads of the two materials are all raised while the elastic modulus and mean hardness have a very little change. But in the same maximum indentation depth, the values about elastic modulus, mean hardness, and mean load of GF/PEEK are all larger than those of the PEEK. It means GF/PEEK has higher stiffness and can offer a higher resistance to deformation than PEEK does.

Load–displacement curves between PEEK and GF/PEEK in different indentation depth: (a) 4 μm (b) 6 μm, and (c) 8 μm.
Nano-indentation data at maximum load of PEEK workpiece.

Nano-indentation data at maximum load of GF/PEEK workpiece.

Machinability study through cutting experiments
To obtain the machined surface with fine surface finish, the selection of machining technology is important. SPDT has been considered to be the promising technique because of its superior advantage of generating higher surface quality only with one processing step.17–19 Thus, the SPDT technology is adopted to verify the machinability of PEEK and GF/PEEK in this article.
The experiments have been carried out in the ultra-precision lathe Nanoform 250, which consists of two linear hydrostatic oil-bearing slides (X-axis and Z-axis) and a spindle which can also be used as a rotational slide (C-axis). The axial/radial motion accuracy of the spindle is less than 15 nm, the position accuracy is ±2 arcsec, and the maximum speed is 3000 r/min. A single-crystal diamond tool is used to cut the PEEK workpieces and the geometry of the used diamond tool is as follows: nose radius is 0.5 mm, rake angle is 0°, clearance angle is 10°, and included angle is 120°. In order to reduce the effect of heat generated in the machining process on the surface quality of the final workpiece, distilled water is used as the cooling and cutting fluid. Figure 4 presents the photograph of machining process.

Photograph of machining process: (a) PEEK and (b) GF/PEEK.
Two flat plans are designed and machined in the pure PEEK and GF/PEEK materials, respectively. The spindle speed is 1500 r/min and feed rate is 1.0 mm/min. The machined surfaces are displayed in Figure 5.

Machined surface: (a) PEEK and (b) GF/PEEK.
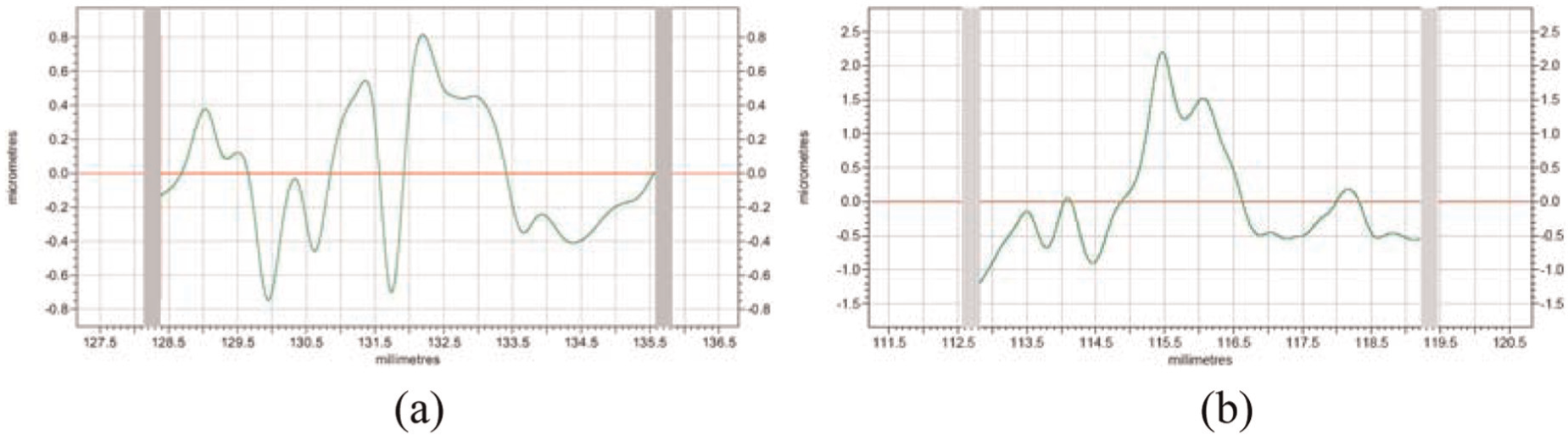
The machined surfaces are measured and analyzed by Taylor Hobson PGI 1240 which measures surface roughness and dimension precision by contacting and dragging the probe on the machined surfaces. The measurement processes are displayed in Figure 6 and the profiles measured by PGI 1240 for machined workpieces are given in Figure 7. From Figure 7, it can be seen that the peak-to-valley value for PEEK surface is less than that for GF/PEEK surface. Besides the peak-to-valley value, the common evaluation criterions of machined surface profile are form accuracy and surface roughness. On the basis of surface profile shown in Figure 7, the analyses of the corresponding form accuracy and surface roughness for PEEK and GF/PEEK are illustrated in Figures 8 and 9, respectively.

Measurement process using Taylor Hobson: (a) PEEK and (b) GF/PEEK.

Profile of machined surface: (a) PEEK and (b) GF/PEEK.
Form accuracy of machined surface: (a) PEEK and (b) GF/PEEK.

Surface roughness of machined surface: (a) PEEK and (b) GF/PEEK.
In Figure 8(a), it can be observed that the measured form accuracy for PEEK is about 1.56 μm in PV, while for the machined GF/PEEK surface shown in Figure 8(b), the form accuracy is 3.39 μm in PV, which indicates that the machined PEEK surface has better form accuracy than GF/PEEK surface. For the surface roughness, the measuring result of machined PEEK surface is 0.078 μm in Ra in Figure 9(a), and the result for GF/PEEK is approximately 0.53 μm in Ra as displayed in Figure 9(b). Obviously, Ra value of the machined PEEK surface is smaller than that of the machined GF/PEEK surface, which states a workpiece with PEEK material can be fabricated to smoother than the one with GF/PEEK material under the same machining condition. The comparisons of form accuracy and surface roughness demonstrate that the PEEK has better machinability while machining with SPDT. From the results of the nano-indentation experiment described in the section “Nano-indentation experiments for studying mechanical property,” it can be found that the PEEK material with a single-phase has a fine uniform composition or structure and the GF/PEEK material with a two-phase has a poor uniform property. Under the same indentation depth, the values about elastic modulus, mean hardness and mean load of the PEEK are all smaller than those of the GF/PEEK. These properties manifest that the PEEK with better uniform structure, lower stiffness, and lower resistance to deformation can obtain a good surface quality after machining. It can be deduced that the mechanical property of the PEEK and GF/PEEK can affect the machinability of them.
Conclusion
Based on the experimental results presented, the following conclusions can be drawn from nano-indentation testing and turning PEEK and GF/PEEK samples:
The PEEK shows a single phase and has a fine uniform composition or structure, the GF/PEEK displays two phases, the sizes of the glass fibers are not same, and the distributions of the fibers are not uniform.
For PEEK load–displacement curves, about four randomly selected points on the testing surface have a good reproducibility, but those for GF/PEEK have a poor reproducibility.
For both materials, elastic modulus, mean hardness, and mean load of nano-indentation increase with indent depth. Under the same indent depth, elastic modulus, mean hardness, and mean load of the PEEK are smaller than those of the GF/PEEK.
Through turning experiments, form accuracy and surface roughness of the PEEK surface are both smaller than those of the GF/PEEK surface under the same machining condition. The PEEK material has a better machinability.
Mechanical property, including uniform structure, stiffness, and resistance to deformation, has higher influence on form accuracy and surface roughness of the machined surfaces for PEEK and GF/PEEK.
PEEK-reinforced 30 wt% glass fiber can get higher stiffness, hardness, and resistance to deformation and also lead to poor uniform property; GF/PEEK presents a worse performance than PEEK under the same cutting parameters.
Footnotes
Academic Editor: Hyung Hee Cho
Declaration of conflicting interests
The authors declare that there is no conflict of interests regarding the publication of this article.
Funding
This work was supported by the National Key Basic Research and Development Program (973 Program) of China (grant no. 2011CB706702), Natural Science Foundation of China (grant nos 51305161 and 51135006), Jilin Province Science and Technology Development Plan Item (grant no. 20130101042JC), and 863 Program (grant nos 2012AA041304 and 2012AA040406).