
Abstract
The aim of present article is to describe influence of composition of refractory composites on its response to gradual thermal loading. Attention was focused on the impact of ceramic fibers and application of metakaolin as an aluminous cement supplementary material. Studied aluminate binder system in combination with natural basalt fine aggregates ensures sufficient resistance to high-temperature exposure. Influence of composition changes was evaluated by the results of physical and mechanical testing—compressive and flexural strength, bulk density, and fracture energy were determined on the different levels of temperature loading. Application of ceramic fibers brought expected linear increase of ductility in studied composites. Metakaolin replacement showed the optimal dose to be just about 20% of aluminous cement weight.
Keywords
Introduction
Refractory composites can be characterized as materials resistant to high-temperature exposure. 1 To ensure their sufficient durability properties, it is necessary to apply only components able to resist impact of high temperatures. Development of new types of refractory composites requires different approach. High performance concrete (HPC) and ultra high performance concrete (UHPC) are generally based on the increasing of binding matrix quality and density of the material. Even very durable concretes are not able to resist impact of high temperature during fire in some industrial and nuclear applications. Significant problem is, next to the decrease of mechanical properties, the explosive spalling described in several studies and practical experiences.2–4 Stonis et al. 5 tried to replace silica fume by metakaolin (MK) in heat-resistance concrete and established that ultimate compressive strength after temperature loading at 800°C and 1200°C is higher by 5% and 10%, respectively (compared to silica fume). It has been shown by Morsy and Shebl 6 that appropriate addition of MK improves final resistance against sudden thermal shock.
Reduction of mechanical and utility properties together with explosive spalling are the external manifestations of physical–chemical and mineralogical changes in the microscopic level. 7 The changes take place in the pore system structure, pore diameter, and the pore size distribution.8,9 According to mentioned research, the exposure of HPC to 800°C leads to formation of pores with diameter between 0.1 and 1 μm. All these parameters were investigated by using mercury intrusion porosimetry. Originally, the highest amount of pores was between 0.01 and 0.1 μm in HPC as well as in normal strength concrete case. 8
Significant role in case of refractory composites held asbestos fibers used in tiling structures. Excellent properties of mentioned fibers are unfortunately limited by their undesirable health aspect, which were powered after a number of performed reconstructions. However, the result of the extensive use of asbestos-containing product was exposure of numerous workers in diverse occupations to asbestos and the consequent development of asbestos-related disease after a certain period of latency. 10 The evident relation between asbestos exposure and risk of cancer has been presented in several research works.11–13
It is necessary to find new alternative reinforcing material with satisfactory properties14–16 and required resistance to fire or aggressive environment. With respect to economic aspects basalt and ceramic fibers, which have suitable primary resistance, are often applied. Ceramic fibers have been chosen for this research work together with the natural crushed basalt aggregates, aluminous cement, and MK additive.
Experimental program
Composite mixture
For development of new type of refractory material, materials with primary resistance to high temperature—basalt aggregates (Figure 1), aluminous cement, and ceramic fibers, except for plasticizer based on the polycarboxylates—were used to ensure suitable rheology of fresh mixture. 17 Influence of application of flammable admixture was studied by Jogl et al. 18 Experimental research did not confirm negative effect of final properties of aluminous cement–based composites by application of mentioned admixture. This fact made quite high dose of fine ceramic fibers possible to be used to reach ductility and to maintain good workability. For development of new types of refractory composites, very short ceramic fibers (length of 0.2 mm and diameter of 0.01 mm) were used. Fibers were applied in three different dosages (0.25%, 4.0%, and 8.0% of volume). The composition of all studied mixtures is clearly shown in Table 1. Positive impact of ceramic fibers to final mechanical properties was confirmed during work. 19
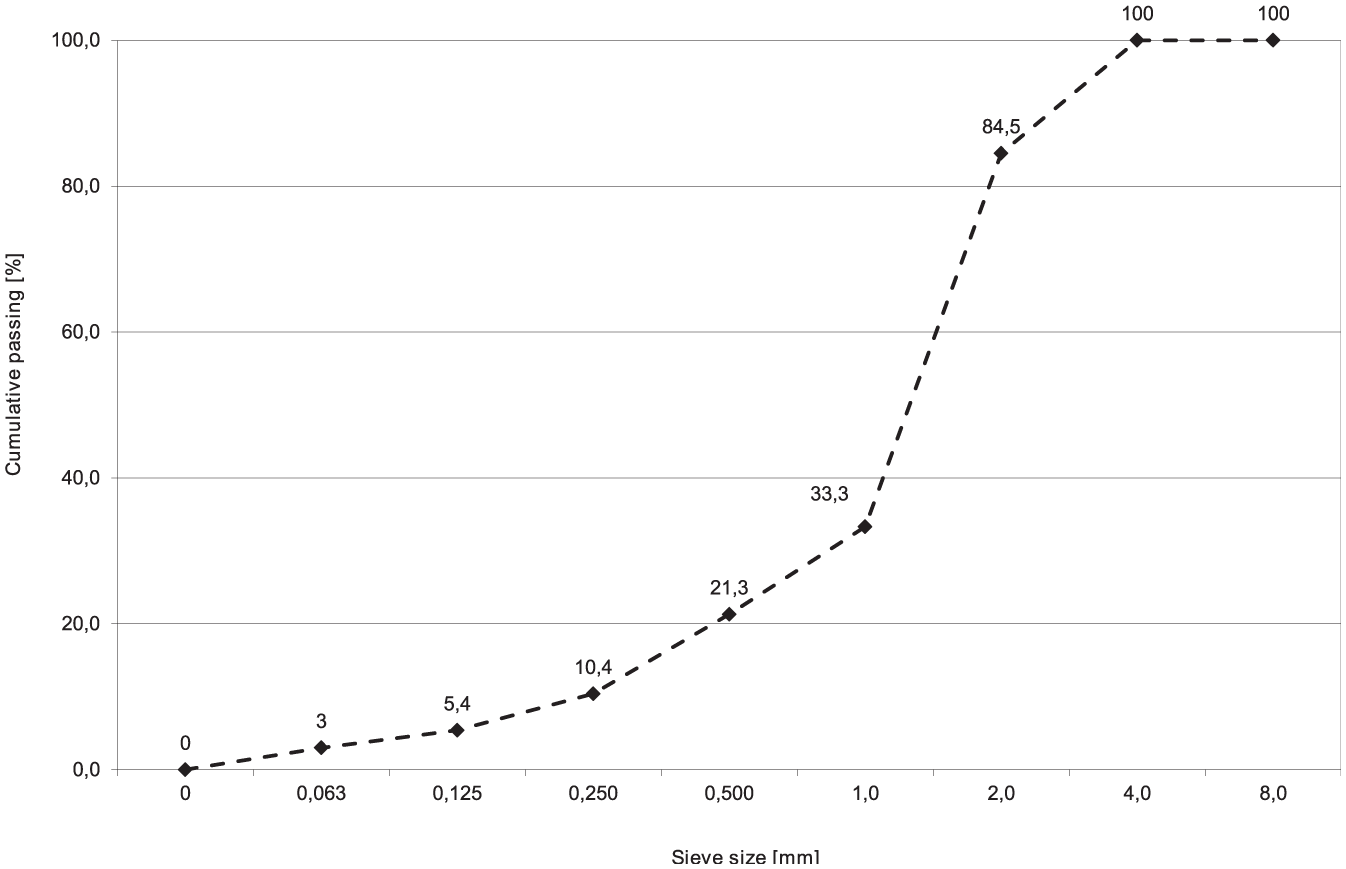
Granularity of used basalt aggregates.
Composition of composites.

Like in the case of other types of special composites, the mixing procedure of studied refractory composites has prescribed procedure with strictly given sequence. Mixing process in laboratory horizontal mixer consists of three periods: 3 min homogenization of fine fractions (aluminous cement and MK) with basalt aggregates and fibers. The second period starts by the dosing of 80% of water together with plasticizer and continual mixing for another 3 min. The third period of mixing involves adding full dose of water and mixing for 1 min. Only strict compliance of this procedure can ensure the homogeneity of final composite.
Aluminous cement
The binder and its hydration product significantly control final properties, behavior, and thermal resistance of composite; especially, the contact zone between hydration products and surface of aggregates and fibers is of importance. 20 Common problem of aluminous cement lies in the risk of subsequent conversion of hydration products and decrease of composite mechanical parameters when temperature of hardening mixture exceeds just about 35°C. It should be noted that structural aluminous cement concretes have been banned because of the risk of conversion and weakening that can take place under certain temperature/humidity conditions. 21 High alumina cement contains the principal hydraulic minerals such as calcium aluminate (CA) and calcium dialuminate (CA2) whose hydration is temperature dependent.
Total amount of Al2O3 in aluminous cement determines the temperature resistance of hydrated cement, thus for high-temperature applications up to 1000°C, aluminous cement with its content higher than 70% has to be used.
MK
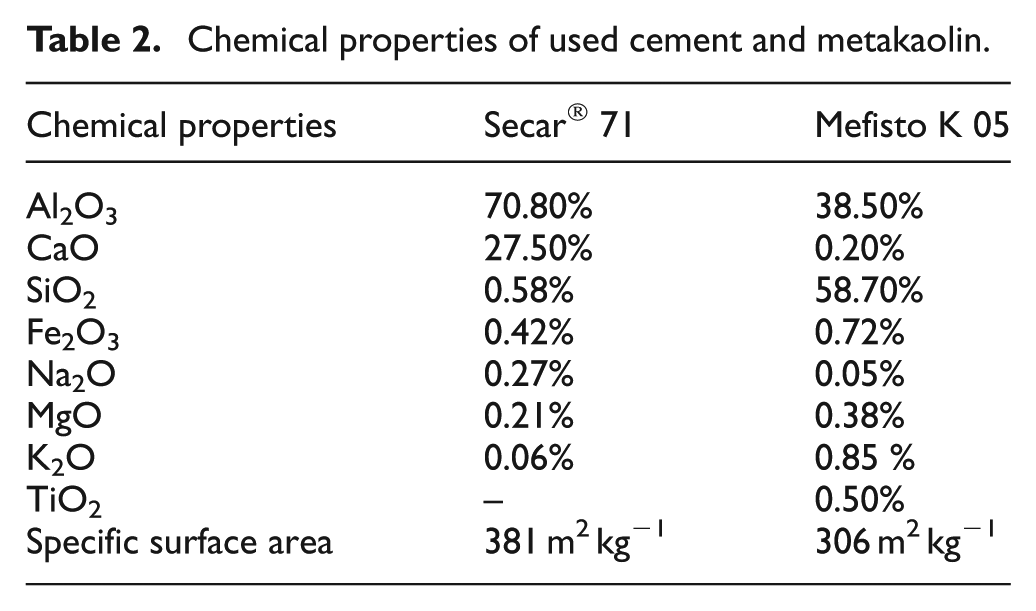
MK is produced by controlled kaolin calcination when the temperature of calcination is dependent on the actual raw materials composition, but generally, it is just about 800°C. 22 The utilization of calcined clay, in the form of MK, as a pozzolanic material for mortar and concrete has received considerable attention in recent years. 23 The chemical composition and specific surface area (m2 kg−1) measured by Blaine apparatus of used aluminous cement Secar® 71 and MK Mefisto K 05 are shown in Table 2. The positive effect of MK dose in high strength concrete and HPC has been verified in several research works24,25 when the long-term characteristics due to the pozzolanic reaction were gradually increased; high specific surface area measured by Blaine apparatus is a prerequisite for its high reactivity.
Chemical properties of used cement and metakaolin.
Performed tests
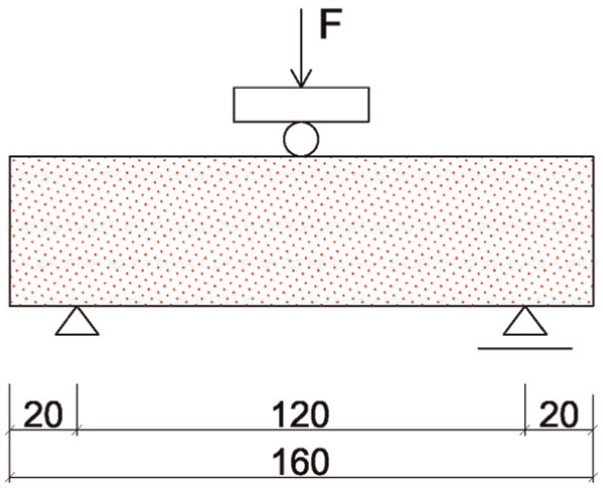
All investigated parameters were determined on prismatic specimens 40 × 40 × 160 mm3 first dried at 105°C and then after thermal loading. Flexural strength ftm measurement was organized as a three-point test with supports distant of 100 mm according to Byung-Hwan et al. 26 , Figure 2, and was calculated with the help of the maximum reached force. For this testing, universal loading machine MTS 100 was used, allowing to control experiment by the deformation speed which was set up to 0.2 mm/min. The compressive strength test fcm was performed on two fragments left after flexural test. The area under compressive load (40 × 40 mm2) has been demarcated by the loading device. From the numerical output of flexural test, values of fracture energy Gf (J m−2) were finally calculated as a property suitable to evaluate flexural behavior of fiber reinforced composites because of exactly expressed work (J) necessary to break tested cross-section 27 —highlighted area at Figure 3. The fracture energy values reflect the failure mechanism and deformation properties of studied composites, and especially can describe the failure mode (fragile or soft) and the softening part of stress–strain diagram (Figure 3). For the determination of fracture energy, RILEM recommendation (1) was used 28
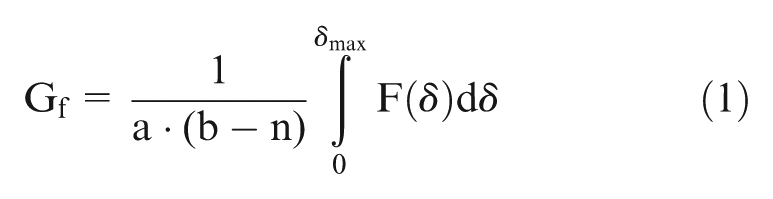
where Gf is fracture energy (J m−2), F is force (N), δ is deflection (mm), a is width (m), b is height (m), and n is depth of notch (m).

Principle of fracture energy.
Bending test arrangement.
Temperature loading
The action of high temperature and its influence on mechanical properties (flexural strength ftm, compressive strength fcm, and fracture energy Gf) were the main goal of provided experimental program. Next to the mechanical properties, changes of bulk density which are related to structural transformation during heating were studied. All these parameters were investigated after loading to two levels of temperature 600°C and 1000°C compared to reference specimens dried at 105°C for 24 h (to evaporate free water from inner pore structure). Gradual temperature loading was performed in the automatic electric furnace at the 10°C/min heating rate. After reaching required level (600°C or 1000°C) the samples were spontaneously cooled down after another 3 h.
Results and discussion
Following text presents results of measuring of compressive strength (fcm), flexural strength (ftm), and bulk density of all mixtures with different amount of ceramics fibers (0.25%, 4.0%, and 8.0%) and MK replacement of aluminous cement. All these values are presented after drying at 105°C and after exposure to 600°C and 1000°C. The values presented in Table 3 are means from three samples (except compressive strength fcm, which is averaged from six performed tests). We can observe the gradual decline of bulk density due to the effect of high temperature, when moisture and physically bounded water evaporate first. Increase of temperature leads to further decrease of bulk density which is caused by partial chemical decomposition of hydration products. In the context of changes in bulk density, the decrease of mechanical properties takes place. Graphical representation of reached results is shown in Figures 4–11, where the impact of composite composition is well evaluated.
Basic and mechanical properties of all mixtures.


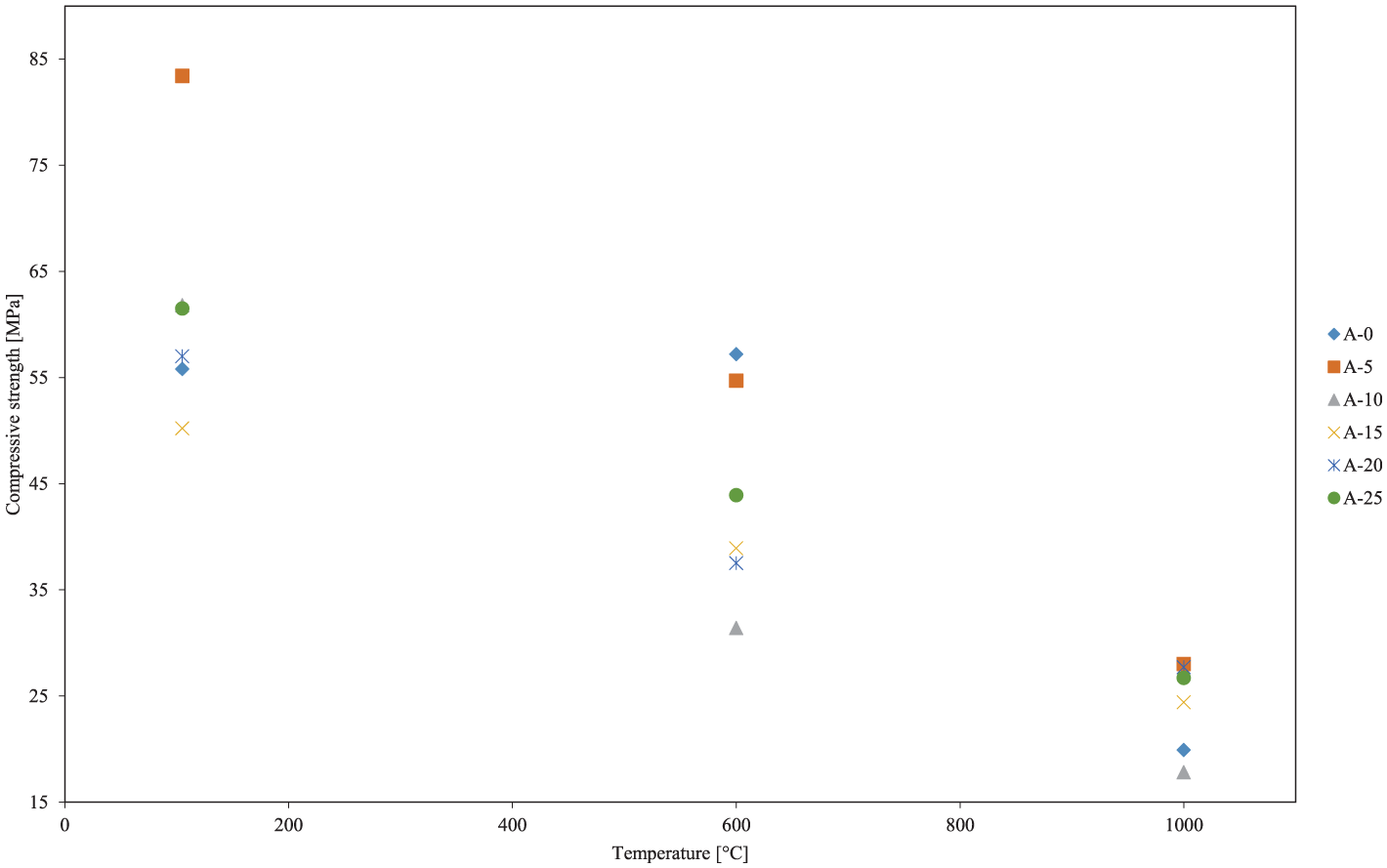
Compressive strength of composites with 0.0% fibers dose.
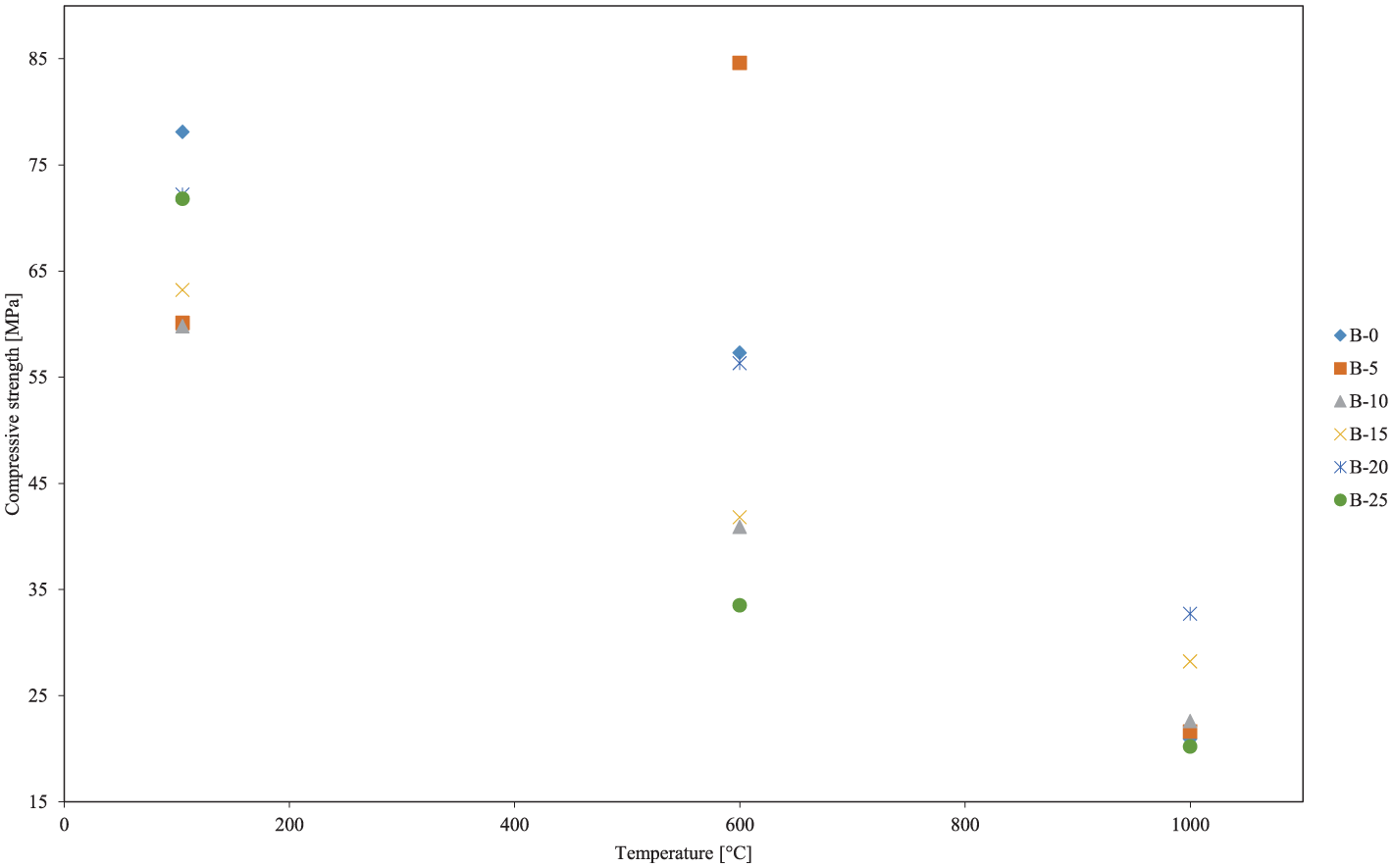
Compressive strength of composites with 0.25% fibers dose.
Compressive strength of composites with 4.0% fibers dose.

Compressive strength of composites with 8.0% fibers dose.

Flexural strength of composites with 0.0% fibers dose.

Flexural strength of composites with 0.25% fibers dose.
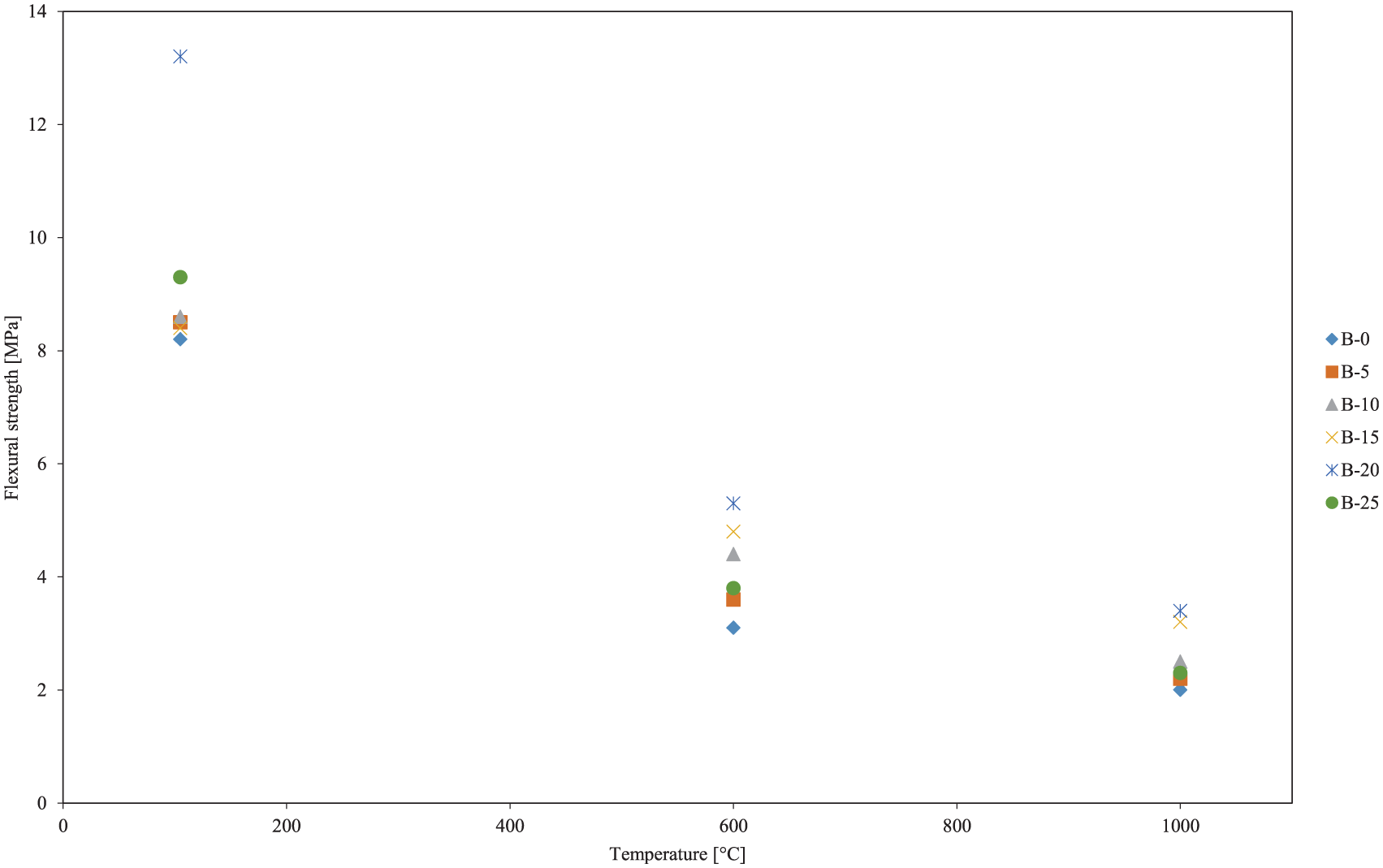
Flexural strength of composites with 4.0% fibers dose.
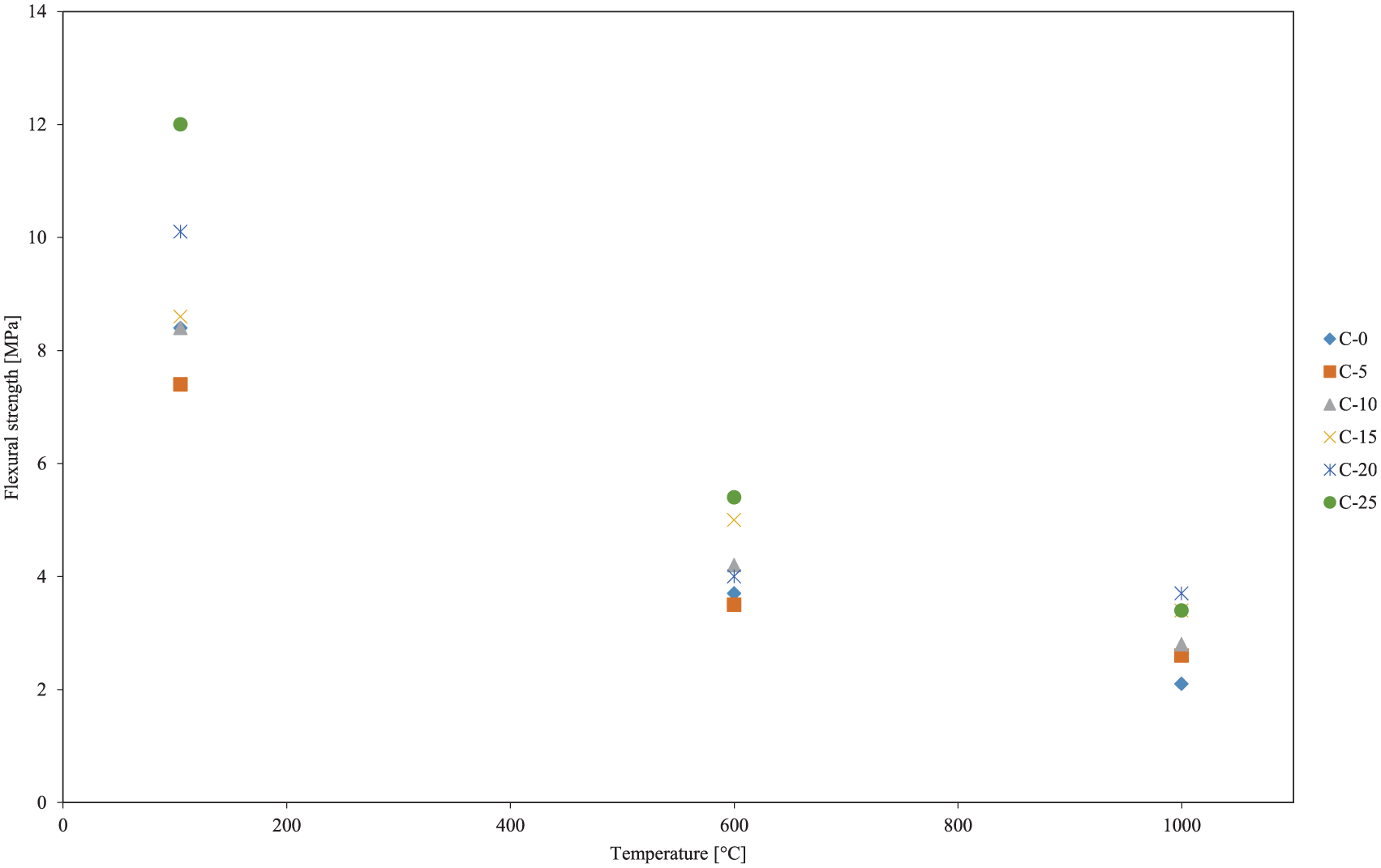
Flexural strength of composites with 8.0% fibers dose.
Evolution of compressive strength (fcm) of mixtures with various amounts of MK and different doses of ceramic fibers after temperature loading is shown in Figures 4–7. The highest values of compressive strength/flexural strength 71.5/9.4 MPa achieved mixtures with 4.0% dosage of ceramic fibers; on the other hand, dose of 0.25% led to 61.1/8.8 MPa and 8.0%/55.3%. The presented data clearly show that 8.0% of ceramic fibers decreased compressive strength in the case of reference samples dried at 105°C. The maximum dose of fibers takes effect after exposure to 1000°C when the flexural strength rises from 2.3 to 2.6 MPa (dose of 4.0%) and ends with 3.0% (dose of 8.0%). Detailed graphical results of flexural tests of all mixtures are successively shown in Figures 8–11.
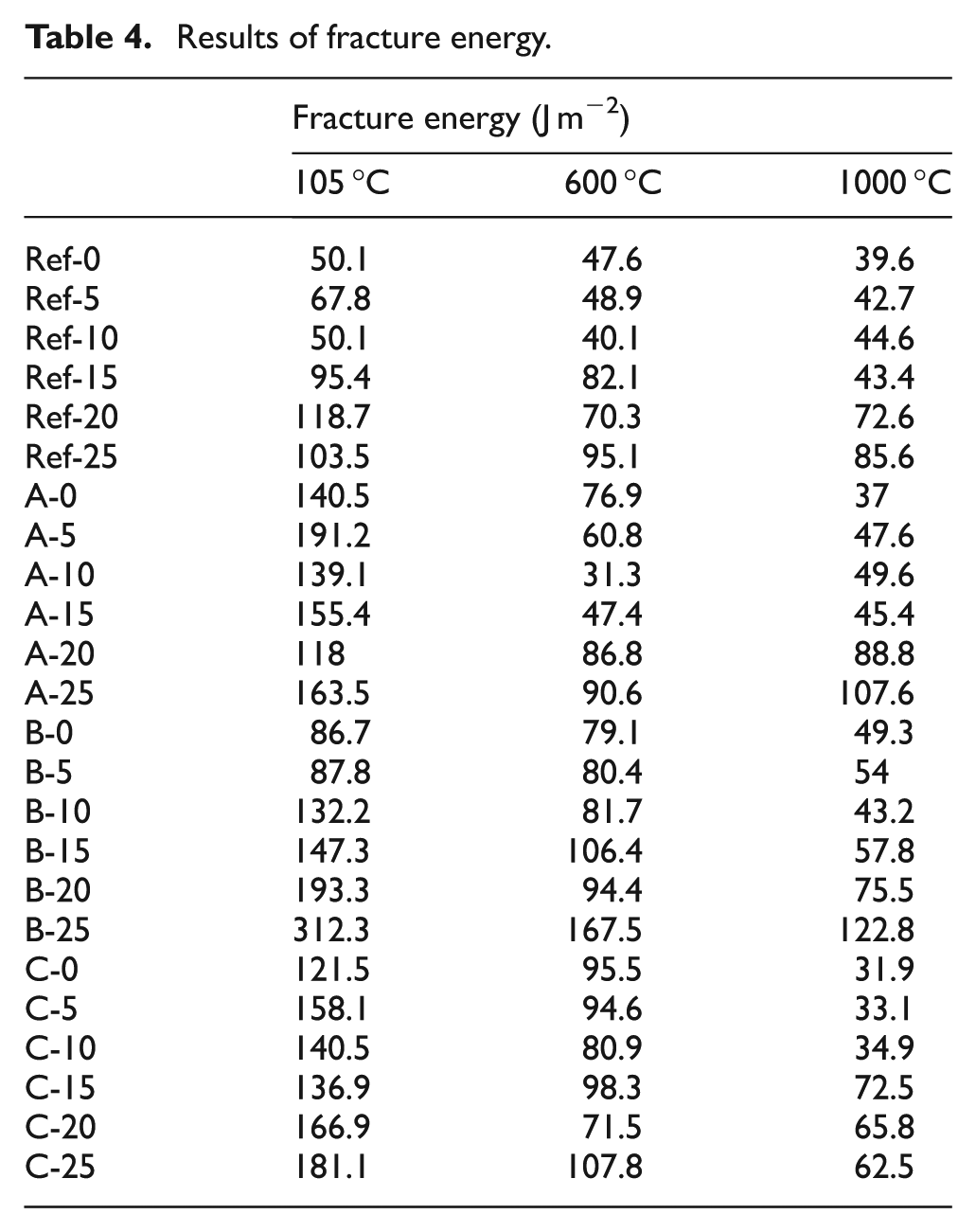
Table 4 shows the values of fracture energy Gf (J m−2) of all mixtures before and after exposure to examined temperature levels. We can see that the fracture energy decreases due to the exposure to high-temperature influence; however, the maximal dose of MK (20% and 25% replacement of aluminous cement) leads to optimal fracture characteristics considered by mechanical parameters. Graphs on Figures 12–15 describe the phenomenon of fracture energy depending on the effect of high temperature. The average value of Gf of mixtures A is 65% after 600°C of original values and 41% in the case of 1000°C; for mixtures B, these values are 62% and 42%, respectively; and in the case of mixtures C, it is 60% and 33%, respectively.
Results of fracture energy.

Fracture energy of composites without fibers.

Fracture energy of composites with 0.25% fibers dose.

Fracture energy of composites with 4.0% fibers dose.

Fracture energy of composites with 8.0% fibers dose.
Conclusion
Refractory fiber-reinforced aluminous cement–based composites with various amounts of fibers and MK addition were developed in this study and exposed to action of two levels of high temperature. Physical and mechanical properties together with fracture energy and their changes after 3 h temperature loading were investigated by using traditional specimens of size 40 × 40 × 160 mm3. It is essential to accent way of testing because of extensive influence of specimen size.29–31 Using real-sized specimen for investigating building materials is often very complicated; that is why appropriate tests are usually carried out on the smaller samples. Size effect of such organized tests is documented by the number of experimental research works.32–34 Therefore, it is extremely important to clearly describe the testing methodology for better reproduction of obtained results.
It was experimentally verified that the appropriate combination of aluminous cement with MK additive and natural crushed basalt aggregates ensures sufficient properties for practical utilization. Based on the provided experiments, we can conclude that the most suitable combination is 180 kg m−3 (20% of aluminous cement weight) and 4% (of volume) of ceramic fibers in terms of compressive strength and residual strength after exposure to 1000°C. According to performed flexural tests, we can draw different characteristics of failure of reference samples and specimens exposed to high temperatures. Original fragile failure after reaching maximum force during bending in the case of dried specimens is changing after exposure to 600°C, respectively, 1000°C into failure mode with softening part of the stress–strain diagram what is documented by results of fracture energy, Figure 16. Fracture energy of optimal mixture B-20 (according to mechanical properties) decreases from 193.3 to 94.4 J m−2, respectively, 75.5 J m−2. The maximal dose of MK and 4.0% of ceramic fibers seems to be very efficient. Based on the comparison of final decrease of compressive strength and flexural strength, we can see that the reduction of flexural strength is higher. After 600°C, the fcm decreases to 77.9% of original value, while the ftm decreases to 40.2% of original value. Situation after 1000°C continues in the same trend (45.0% of original values in case of compressive strength and 25.8% for tensile strength in bending).

Influence of heating to the failure mode of composites.
Footnotes
Acknowledgements
The authors acknowledge the technical assistance provided by employees of Experimental Centre, Faculty of Civil Engineering, Czech Technical University (CTU) in Prague and its used devices.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This research work was financially supported by the Czech Science Foundation over the project No.: P104/12/0791, which is gratefully acknowledged.