
Abstract
The drive for carbon emission reduction has catalyzed a transformative shift in the automotive industry, with aluminum alloys becoming the preferred material solutions for manufacturing lightweighting vehicle structures. In particular, thin-walled aluminum extrusion sections are increasingly used in structural automotive components due to their high strength-to-weight ratio and design flexibility. This research investigates the global and local formability of aluminum alloys, which are vital for uniform deformation in early-stage forming and for damage resistance in late-stage forming. The discussion primarily focuses on thin-walled extruded profiles, which are commonly employed in lightweight automotive structures and are particularly sensitive to formability limitations during bending and shaping operations. By reviewing key aspects of the aluminum extrusion process—including casting, homogenization, extrusion, and aging—the study explores the influence of forming parameters and microstructural evolution on formability, supported by experimental and numerical analyses. Special attention is given to the role of crystal structures in enhancing local formability, as well as strategies for increasing recycled aluminum alloy content to meet sustainability goals. The study highlights current challenges, including improving dimensional accuracy, advancing characterization techniques, and integrating recycled materials into production. The findings underscore the importance of adopting innovative approaches such as in-situ monitoring, data-driven modeling, and adaptive process control to achieve intelligent and sustainable manufacturing. This paper offers a comprehensive perspective on the deformation mechanisms and control strategies for aluminum alloys, providing valuable insights for advancing lightweight, carbon-neutral automotive structures.
Introduction
The increase in the use of aluminum and aluminum alloys in automotive industry has greatly contributed to managing environmental concerns while maximizing fuel efficiency. Playing a key role in future car generations, its application has expanded widely. It is reported that an average increase of more than 150% in the use of aluminum in automotive industry compared to the late nineties and early 2000s in both Europe and the USA.1,2 This corresponds with a consistent and significant increase in the amount of aluminum products for automobiles worldwide, doubling in Asia and increasing by 1.5 times in the US in the early twenties. 3
The design flexibility of aluminum extrusions profiles, resulting from the material characteristics of aluminum and aluminum alloys, coupled with the versatility of extruded product applications, has made aluminum extrusions a strong candidate in various industries. Primarily, the intrinsic material properties of aluminum alloys support their wide engineering applications, including superior thermal conductivity, corrosion resistance, ductility, and high strength-to-weight ratio. The application of extrusions can be linked to their advantages as extruded profiles, offering a variety of shapes and choices in interior hallow-ability facilitated by flexible die design. Additionally, multipurpose profile design allows the flexible construction of one-piece components by combining several different extrusions. Considering that an integral extruded design can replace multiple components and assembly steps, such as joining steps, jigs and fixtures, and fasteners, it presents a cost-competitive manufacturing approach.4,5 In many automotive applications, these extrusions are designed as thin-walled structural profiles, where weight reduction is maximized while maintaining sufficient stiffness and crashworthiness performance.
Figure 1 describes schematic diagram of correlation between process, microstructure, and properties during aluminum extrusion value chain. Most aluminum alloys extruded for commercial and industrial uses generally follow a process sequence depicted schematically in the center. 6 The typical sequence of production steps includes (a) preheating billets for homogenization, (b) extrusion, (c) quenching, (d) cutting into mill lengths, and (e) artificial or natural aging depending on the application. 7 Additional inspection and quality control processes could be involved in between. As illustrated, the microstructure of aluminum alloys extrusions evolves and highly deviates throughout the entire extrusion process and T6 temper. 8 This evolution corresponds with normalized temperature and time history step by step, together with entire fabrication process, 9 which determines final mechanical properties 10 and both global formability and local formability 11 of extrusion components. Particularly for thin-walled extruded profiles, the interaction between microstructure evolution, mechanical properties, and forming behavior becomes critical, since these components are more susceptible to local instability, wrinkling, and fracture during forming operations.12–16
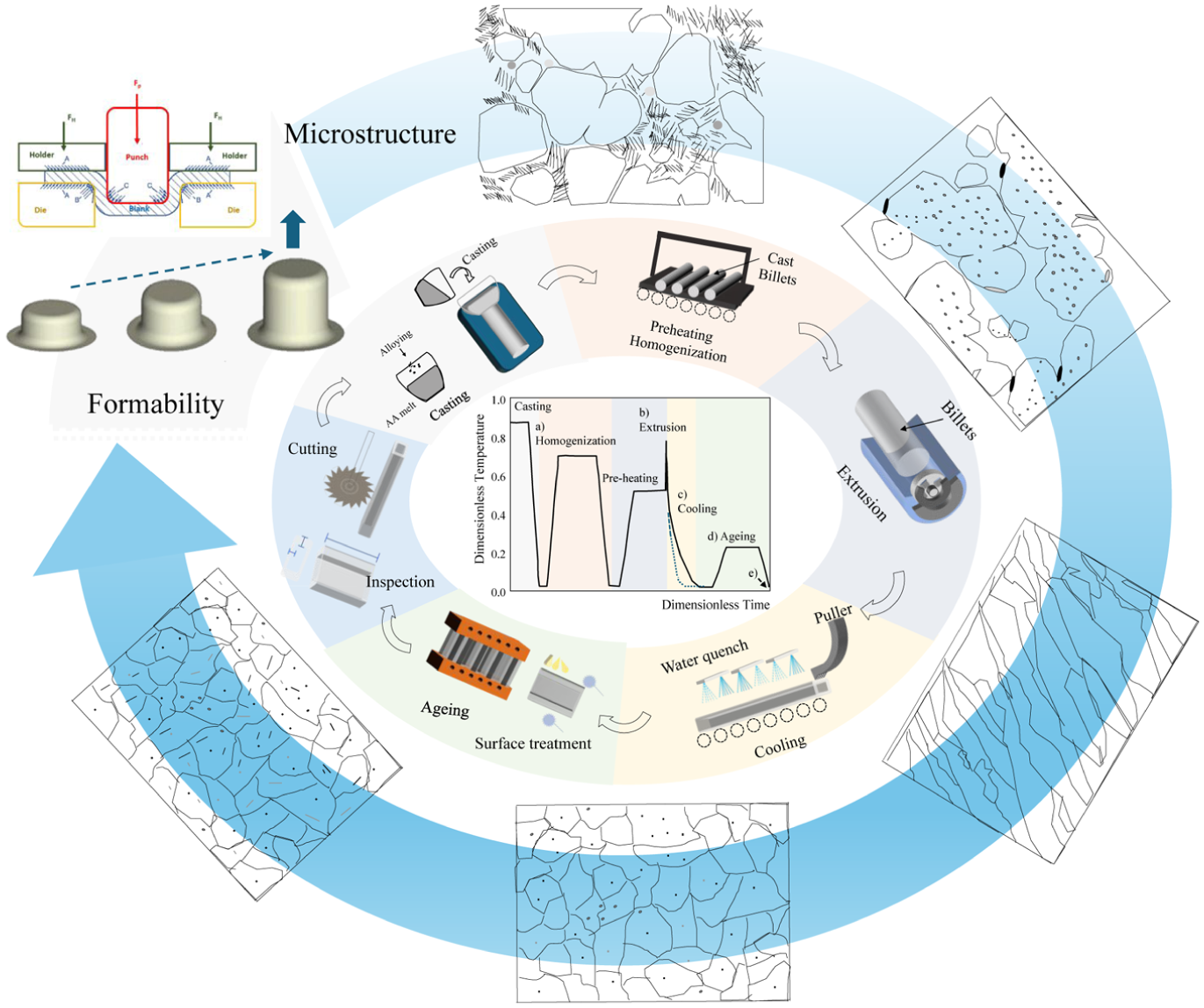
Schematic diagram of correlation between process, microstructure, and properties of aluminum alloy extrusions.
From a material deformation perspective, formability can broadly be categorized into global and local formability depending on the scale and mode of deformation involved. 17 Global formability describes the ability of a material to sustain relatively uniform plastic deformation before the onset of localized necking, and it is typically evaluated using measures such as uniform elongation or forming limit curves.18–20 In contrast, local formability refers to the material’s resistance to fracture under highly localized deformation conditions, such as those occurring in tight-radius bending, stretch flanging, or edge stretching.21,22 In practical manufacturing processes of aluminum extrusions,23,24 both aspects are important because components may experience combinations of uniform and highly concentrated strain states during forming25,26 and subsequent service conditions.27–29 Therefore, understanding the distinction and interaction between global and local formability is essential for evaluating forming limits, dimensional accuracy, and structural performance of extruded components. A more detailed discussion of these concepts and their implications for extrusion-based forming processes is provided in Section 2.2.
In this study, previous research and techniques determining the formability of aluminum extrusions or related factors associated with the entire extrusion process of aluminum, as described in Figure 1, will be reviewed. Figure 2 provides an overview of structure and main contents of this review paper.
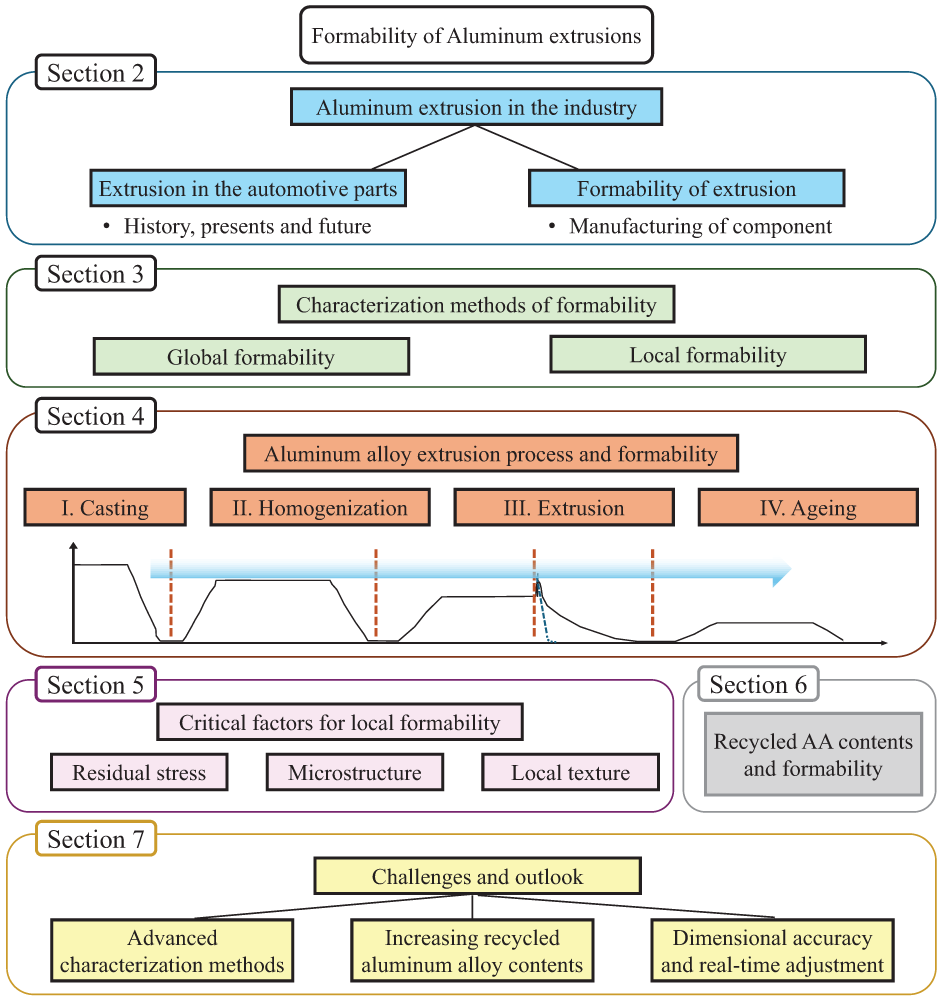
Structure and main contents of this review paper.
The aim of this review is to support a comprehensive understanding of the correlation between material and process by introducing the concepts of process parameters, microstructure, and material properties. Additionally, the primary focus throughout the paper is on the AA6XXX series aluminum extrusions, correlating their process and formability. The emphasis is on enhancing the understanding of local formability, together with global formability, of AA6XXX extrusions due to their increased automotive applications.
This study emphasizes both global and local formability, addressing critical gaps in the field. Despite their importance, systematic investigations linking process parameters, microstructure, and local formability remain limited. This dual focus not only provides a holistic understanding of formability but also offers practical insights into applications where global and local characteristics intersect. For example, aluminum 6xxx extrusions, widely used in crash boxes and safety components for energy absorption, require precise knowledge of local formability. Moreover, the AA6XXX series exhibits enhanced hardness and strength through precipitate hardening of metastable Mg-Si phases during heat treatment. 30 Consequently, post-extrusion heat tempering and aging processes play a pivotal role in determining the material’s overall formability. Likewise, Particular attention is given to contentious topics, such as the formation of the peripheral coarse grain (PCG) layer and its impact on formability and mechanical properties. By bridging the relationships between process parameters, microstructure, material properties, and practical applications, this work provides a comprehensive perspective on aluminum alloy extrusion engineering, particularly in the context of automotive applications.
Automotive applications of aluminum extrusions and associated formability issues
Aluminum extrusions enable the creation of complicated cross-sectional shapes by employing multi-sectional porthole dies in the extrusion process, thereby providing relative freedom in shapes and geometry. Combined with the advantages of aluminum alloy billets, which can be fabricated through casting or forging, the hot manufacturing process can be integrated into the same process chain historically developed for steel, but with more freedom in cross-sectional shapes, with lower process temperatures and varying wall-thickness distribution.31–33 Consequently, aluminum extrusions have emerged as a popular alternative to steel components in the automotive industry. Extruded parts are increasingly utilized for frame members such as bumper systems or battery casing protection shells. These components benefit from the complex cross-sections offered by aluminum extrusions, which provide superior energy absorption and shock absorption during deformation. In this section, the industrial sectors related to the application of aluminum extrusions, where the local forming performance are highlighted considering their nominal application sites,30–33 are reviewed. Furthermore, by focusing on the practical application, related forming process and material control will be linked together to provide an outlook and establish strategies to find best-fit application area and material or forming control.
Automotive aluminum extrusion components: History, present and future
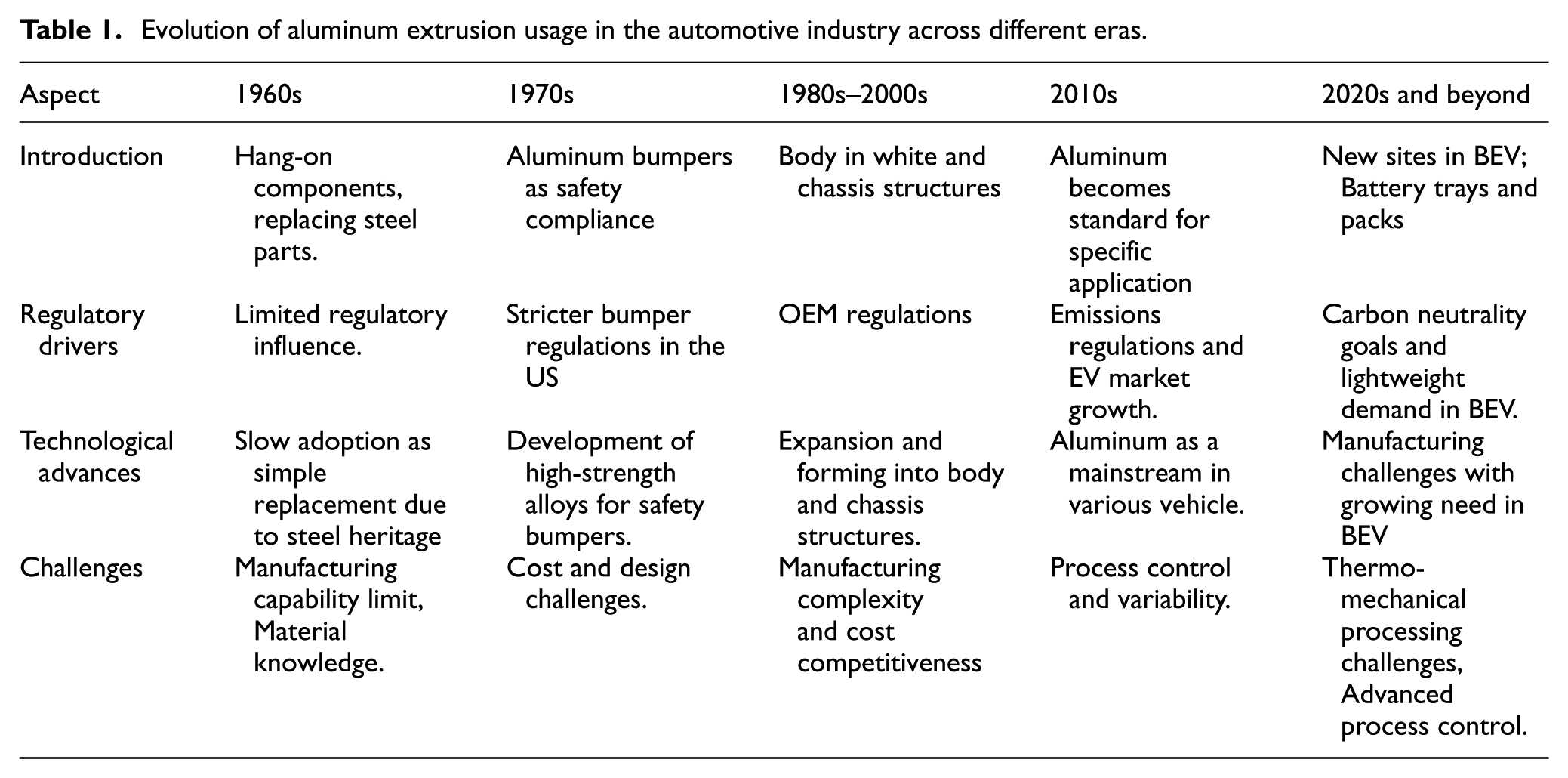
The historical development of aluminum alloy extrusion in the automotive industry has been shaped by various factors, including regulatory mandates and technological advancements spanning different eras from the 1960s to the present. With the proliferation of introduction sites and diverse applications, manufacturers have faced increasing challenges in manufacturing and forming aluminum alloy into intricate and advanced geometric structures. Table 1 illustrates the chronological progression of aluminum utilization in the automotive sector, beginning in the 1960s when aluminum was initially introduced for basic components amidst the industry’s predominant reliance on steel. The table traces its evolution through subsequent decades. In the 1970s, the introduction of aluminum bumpers was driven by the need to comply with safety regulations, particularly in response to stricter bumper regulations and adoption trends in the US, as depicted in Figure 3.
Evolution of aluminum extrusion usage in the automotive industry across different eras.
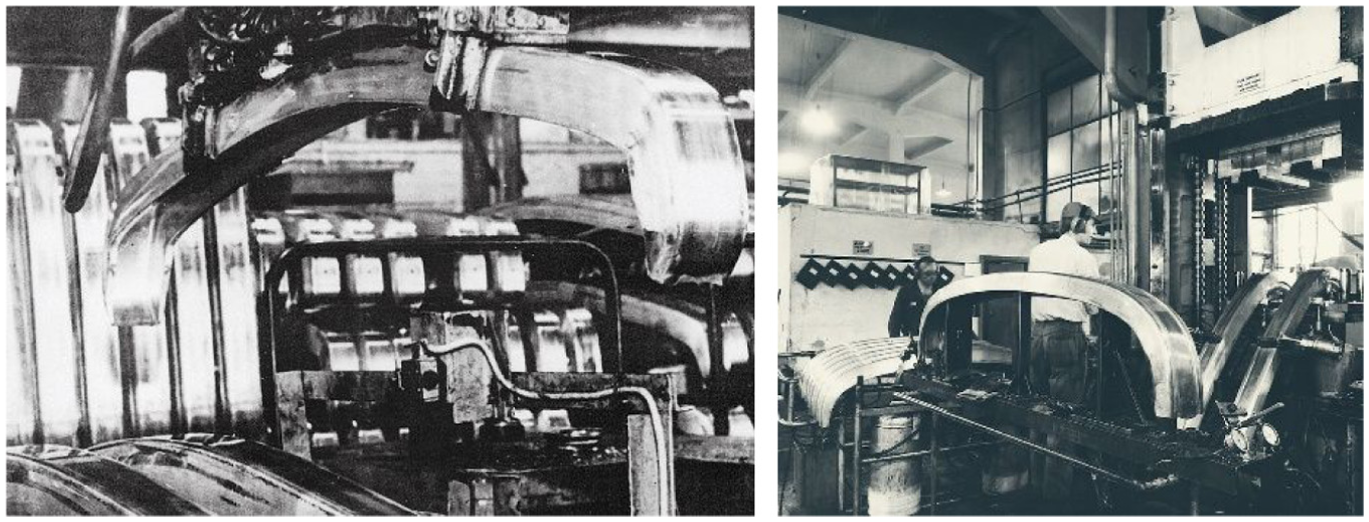
An introduction of aluminum bumpers at Raufoss Ammunisjonsfabrikker in the early 1970s (left photo: hydro automotive structure, right photo: Raufoss Industripark).
During the 1980s–2000s, the utilization of aluminum alloy extrusion expanded significantly, particularly in body and chassis structures. This shift was driven by the escalating environmental regulations imposed by OEM and the growing emphasis on lightweight automotive design. In response, automotive manufacturers began exploring the integration of lighter materials like aluminum alloy as alternatives to conventional high-strength steel components. To incorporate aluminum alloy into their bodies or body-in-white (BIW) structures, manufacturers explored various dimensional possibilities. This involved substituting entire parts with aluminum alloy or integrating aluminum alloy components alongside high-strength steel. Additionally, aluminum alloy could take on various forms such as extrusions for frames, castings for complex geometries, or large sheets and panels.
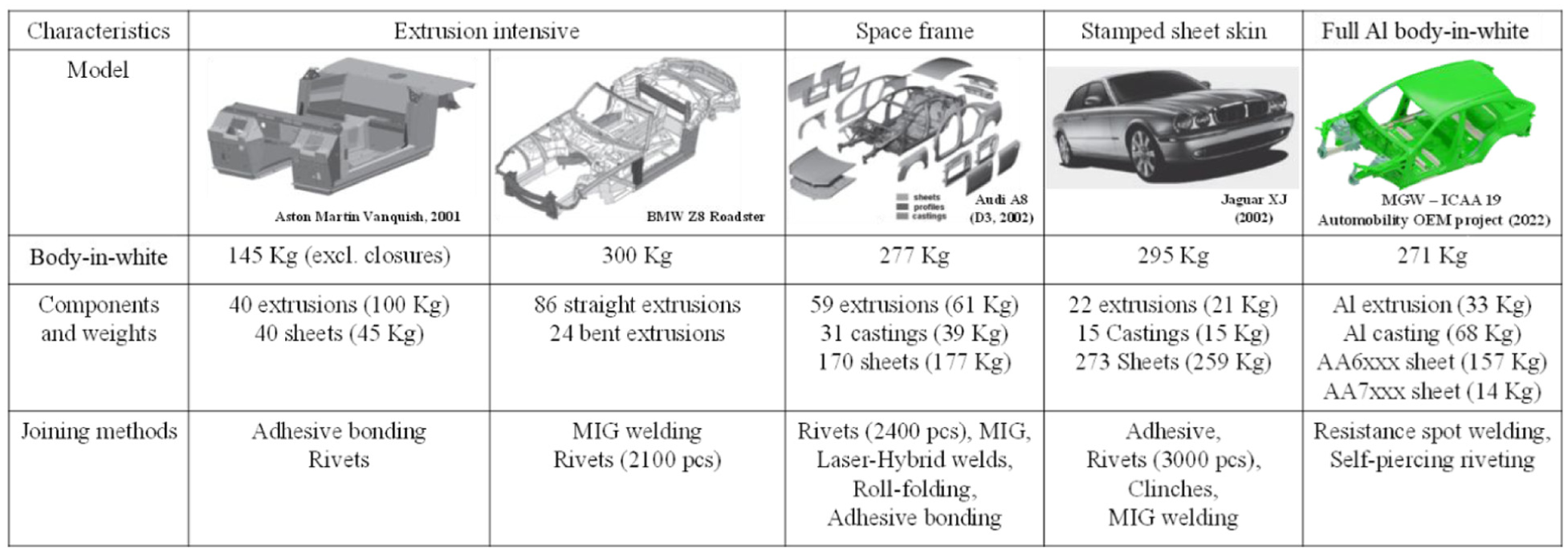
Figure 4 provides a summary and excerpt from Hirsch’s 34 introduction to a historical automotive structure that prominently featured aluminum parts in body-in-white (BIW) structures, which were commercially available. The table within the figure outlines characteristics of these parts, including the automotive model, the form of aluminum alloy components, their weights relative to the total BIW weights, and the joining methods employed during assembly. Furthermore, the current status in lightweighting via full aluminum BIW, 35 is described in the table together.
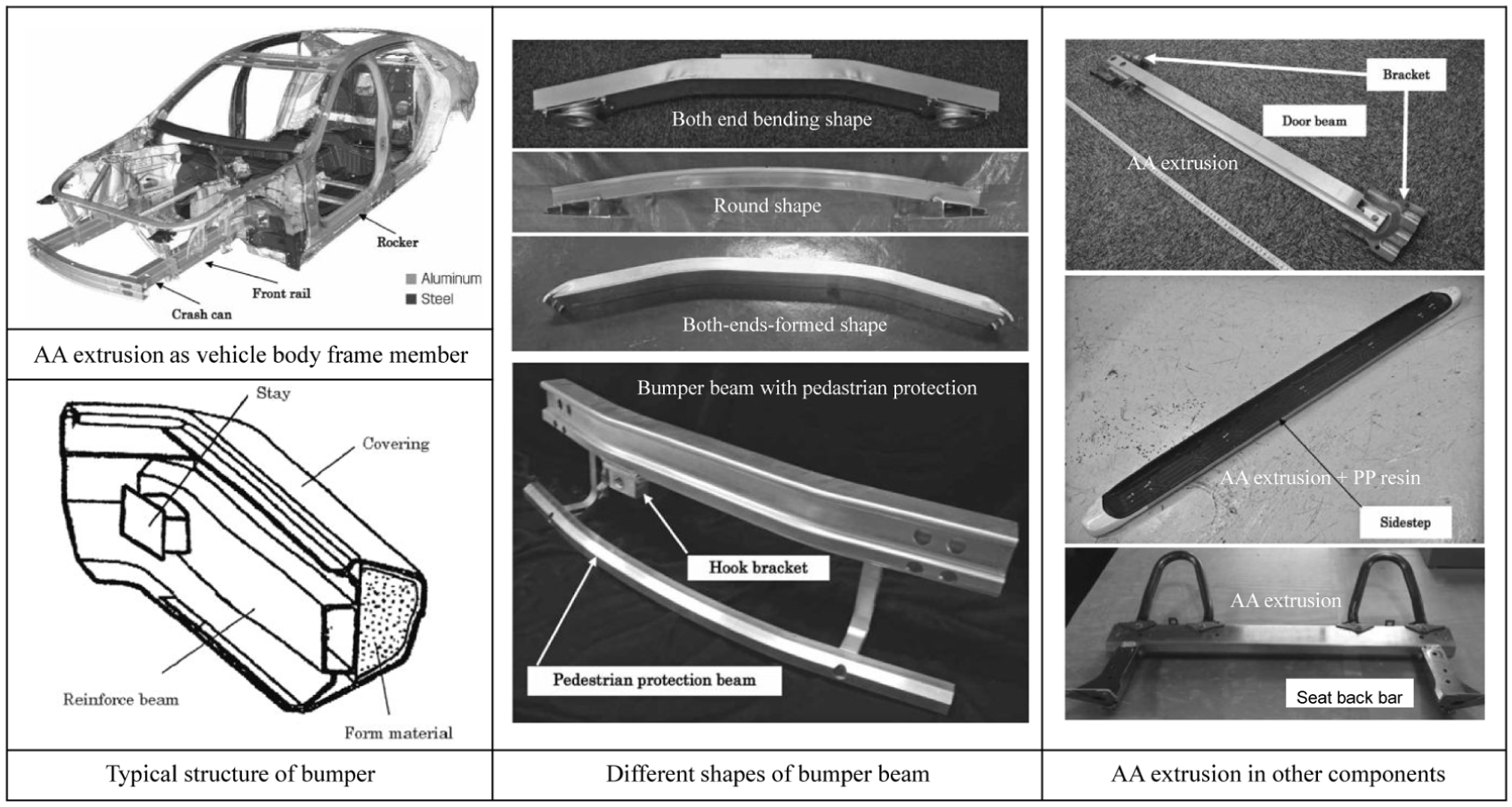
The 2010s marked a significant shift toward standardizing aluminum use within the automotive industry, driven by stricter regulatory mandates and the rise of electric vehicles. Beyond its well-established role in bumper systems and door beams, where it has been utilized for over 30 years, 36 aluminum extrusion has seen expanded applications in components such as side body frames, side steps, and setback bars. This trend aligns with the industry’s broader focus on aluminum standardization to achieve weight reduction goals.
Future advancements in aluminum extrusion extend beyond traditional beam profiles, as illustrated in Figure 4, to innovative applications such as casing materials in aluminum-polymer lightweight composite systems, exemplified by the sidestep component. Identifying and approving these applications require rigorous preliminary testing to ensure that formed aluminum parts meet performance standards in integrated automotive systems. This evaluation occurs prior to final validation in full-scale vehicle tests, including collision and crash scenarios.
The aluminum extrusion components depicted in Figure 5 are primarily designed to enhance collision safety by absorbing external impact energy within bumper systems. These components may feature hollow configurations or hybrid metal-polymer composite designs, with textured polymeric material filling the interior. Evaluation techniques such as three-point bending and VDA bending tests are commonly employed to assess their performance. These methods involve supporting beam ends or sections during testing, with detailed procedures provided in the following sections.
Summary of 36 ’s various introduction of AA extrusions in car body parts.
In the 2020s and beyond, aluminum continues to play an increasingly prominent role in electric vehicles (EVs), driven by the industry’s sustainability goals. Finding a balance between high packaging density and low weight is essential, particularly given the relatively modest advancements in EV battery cell capacity. To address this, aluminum alloy casings and assemblies have emerged as an optimal solution for constructing battery trays. These trays are primarily composed of 2D and 3D extruded profiles, as illustrated in Figure 6(a).
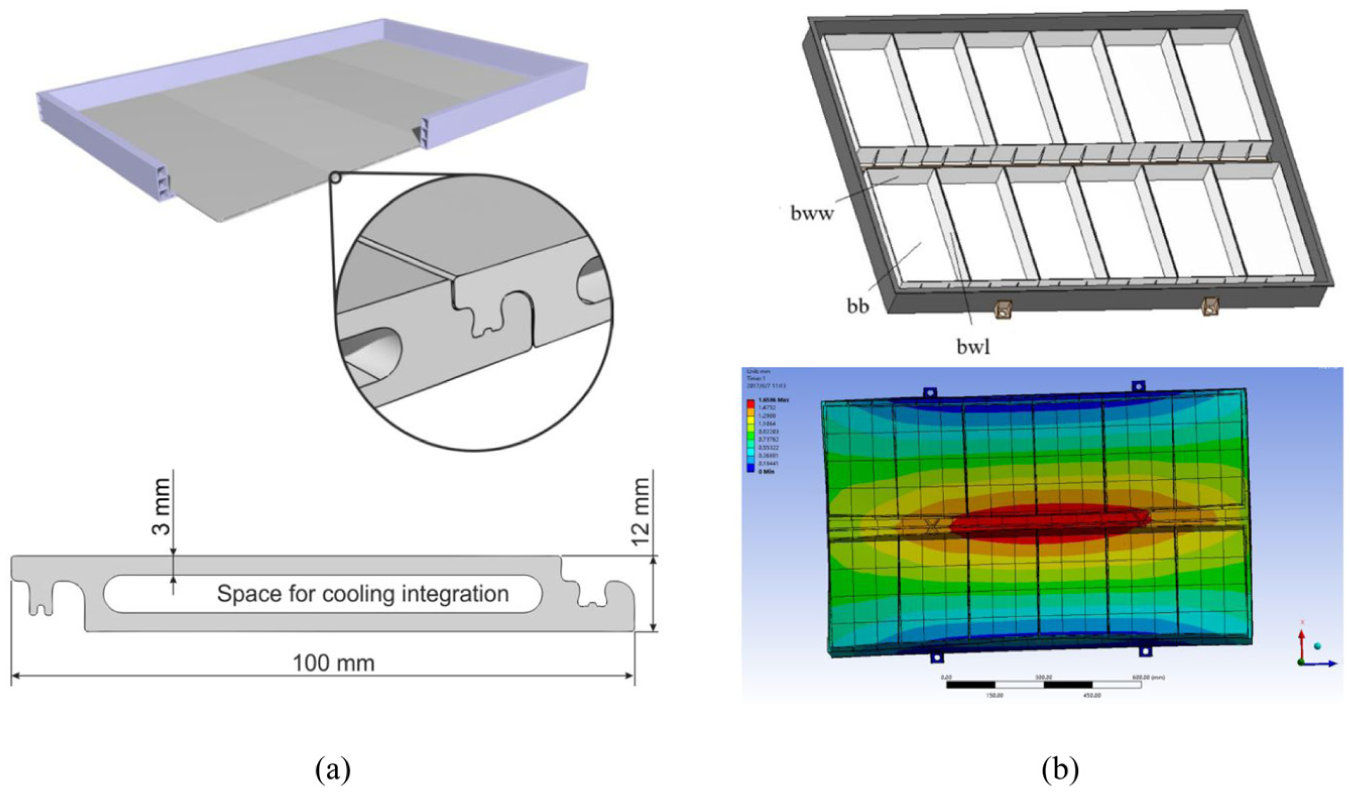
With the growing demand for aluminum-based battery trays, research has expanded beyond manufacturing techniques to include innovations in joining and assembly methods for connecting extruded profiles. Additionally, studies have explored design optimization using Finite Element Analysis (FEA), as shown in Figure 6(b), along with advancements in cell temperature regulation and its potential impact on battery performance.37,38
Despite these advancements, challenges such as manufacturing complexity remain significant as the applications of aluminum in EVs continue to evolve. Addressing these challenges will require ongoing technological development to ensure the seamless integration of aluminum components into the automotive sector, as summarized in Table 1.
Formability issues associated with forming processes and crashworthiness of components
In metal forming, regardless of product design and primary manufacturing method, both material and deformation mode-dependent formability issues are inevitable. The main forming issues, as summarized by Vollertsen et al., 39 in extrusion forming are not only linked with the extrusion stage but can also directly extend to subsequent forming technologies and issues with the extrusion material (see Figure 7).
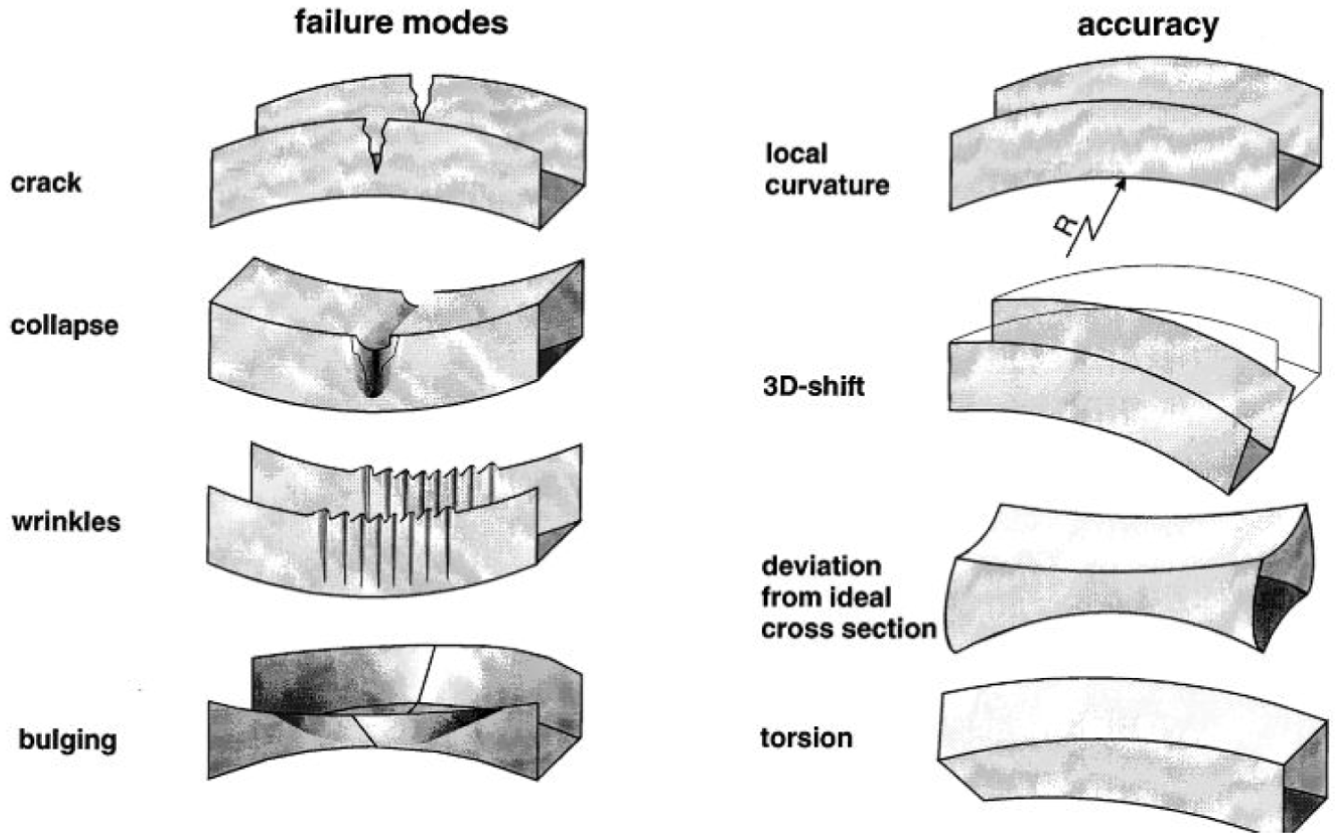
Distinct failure modes as cracking, collapsing, wrinkling and bulging, during extrusion process and related dimension accuracy problem the extrusion forming technology summarized by Vollertsen et al. 39
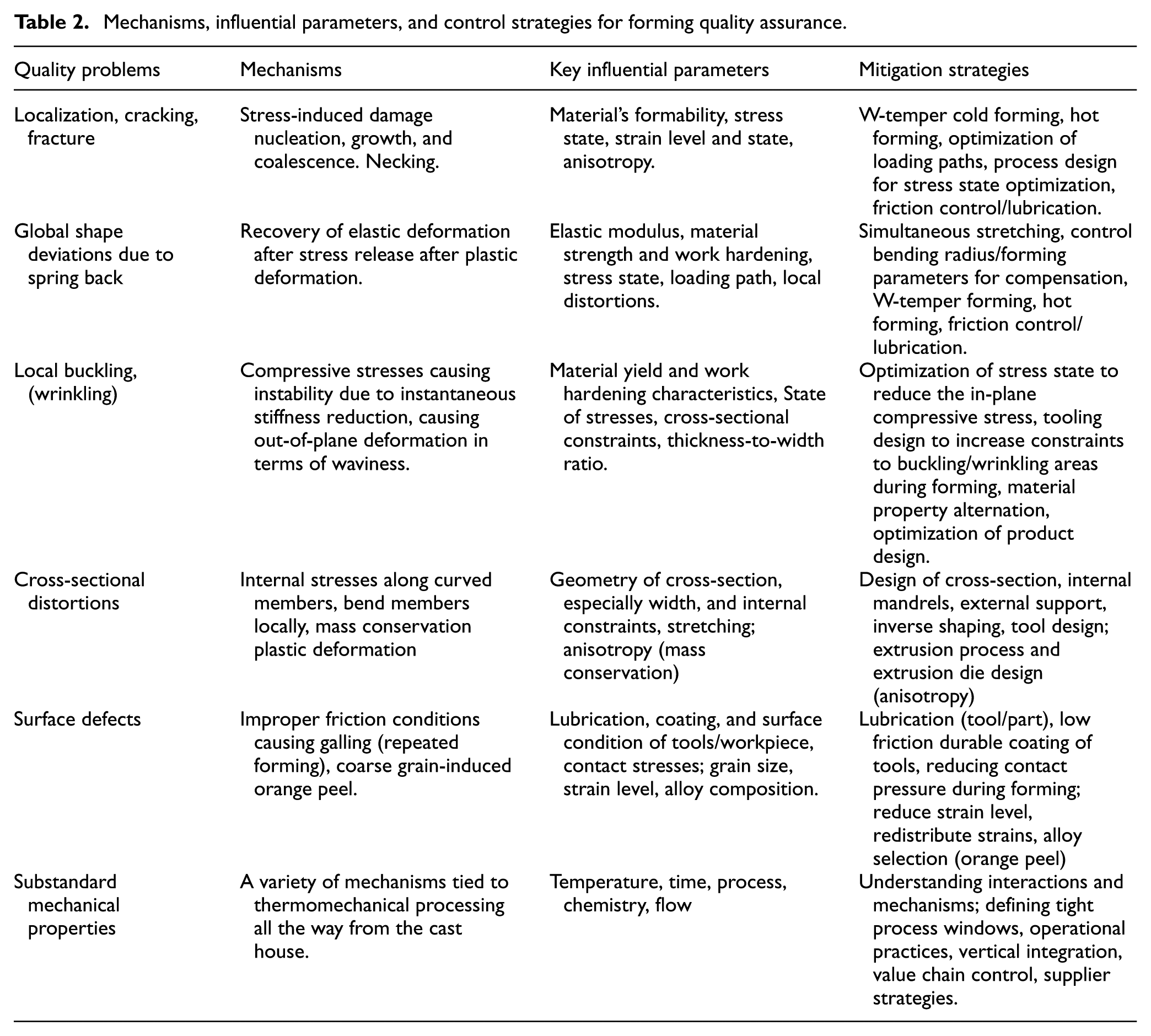
These issues include: (i) crack and fracture caused by large local strains; (ii) instability of the profile walls (wrinkling); (iii) large deformations of the cross sections; and (iv) poor accuracy of the product due to spring back after the forming process. Additionally, difficulties in accurately controlling mechanical properties in extrusion and the negative effects on product quality control in the thermo-mechanical manufacturing route are concerns. Therefore, the manufacturing of aluminum extrusions must consider both dimensional and product properties control during manufacturing, as well as formability issues during the forming stage. Table 2 summarizes the mechanisms, influential factors, and control strategies in the forming of aluminum extrusions. Furthermore, a more theoretical analysis of the mechanics behind several critical problems, such as spring back, local deformation, mass preservation effects, and buckling, is also provided.
Mechanisms, influential parameters, and control strategies for forming quality assurance.
From a material formability perspective, there are two categories depending on the range of deformation and the scale of examination: global formability and local formability. Local and global formability are key concepts in material deformation characterization.
Figure 8 illustrates the correlation between experimental phenomena and numerical simulations of formability issues in the manufacturing of aluminum alloy, encompassing combined global and local failure in each case via material models and damage failure. When introducing materials into a finite element analysis platform, establishing a numerical model that describes mechanical behavior, from elastic-plastic hardening behavior and anisotropy to damage and fracture models, is crucial for explaining local failure behavior, including crack initiation and development. Numerous studies and historical developments in damage mechanics and fracture models have been conducted, allowing for the explanation of individual material deformation behavior in the best-fit manner.
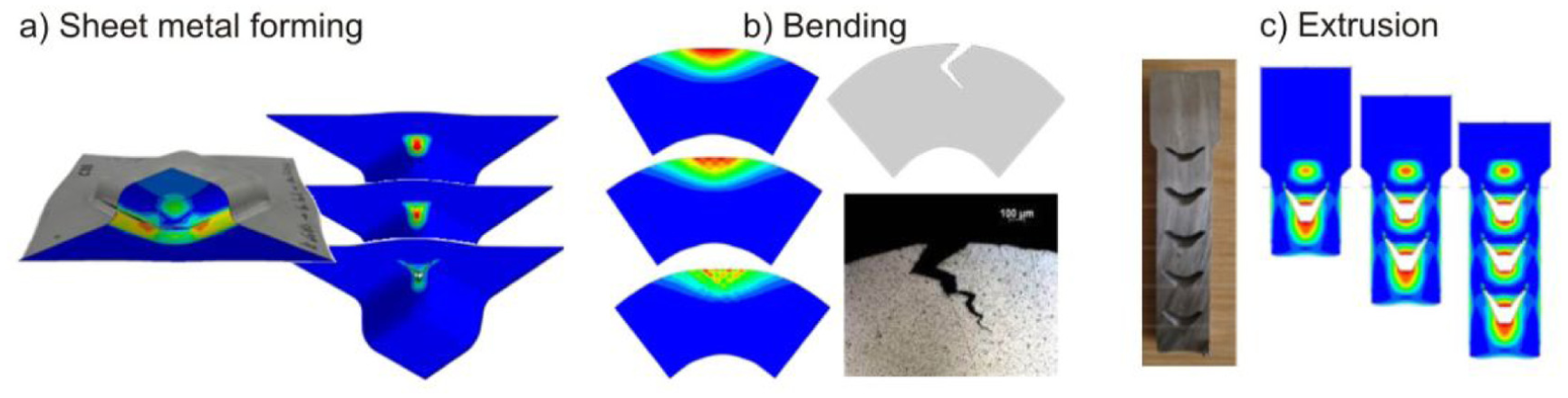
Correlation between experimental phenomena and numerical simulations of formability issues in the manufacturing of aluminum alloy. 40
Aluminum extrusion parts in the automotive industry often play a crucial role in energy absorption, making it essential to evaluate their performance through tight-radius bending or crashworthiness tests.

Furthermore, crashworthiness tests for crash box performance are commonly conducted along the axial and extrusion directions of aluminum profiles. As shown in Figure 9(b), Wang et al. 42 not only conducted lab-scale energy absorption tests through axial compression but also performed crashworthiness tests using a trolley. They examined a designed aluminum extrusion cased, foam-filled crash box with partial filling and a combined trigger design based on a double tubular structure. The analysis of the energy absorption capacity is carried out together with the examination of local forming capacity on the crashworthiness tested geometry, enabling optimization of the filling amount in the aluminum crash box and an increase in specific energy absorption. This type of crashworthiness test also evaluates stability in buckling, serving as a distinct formability test from the previously mentioned bending test, even though each concept evaluates energy absorption. For example, the geometric triggers in this study, in conjunction with the crash-box length, determine the stability of subsequent deformation after initial buckling.
Considering the intrinsic and fundamental checks of hardening behavior and local formability in industries, a simple introduction and linking of properties with materials by conducting corresponding tests, such as tensile testing and VDA bending tests, could serve as a significant starting point. In later sections, a review of studies about mechanical properties, global and local formability of aluminum alloy extrusion will be established together with extrusion processes and the microstructure of aluminum alloy.
Characterization methods for global formability and local formability
Accurate characterization of formability is critical to design and development of forming processes and aluminum extrusion components. As described previously, global formability in the overall ability of material to undergo deformation and shape changes uniformly without experiencing buckling collapse, failure or defects. To test the global formability, many methods has been developed. Figure 10 provides an outlook of representative testing methods, including, for example, uniaxial tension, cup drawing test for sheet formability investigation, Nakajima formability test for the forming limit diagram (FLD) construction, and hydraulic bulging test for tube forming.
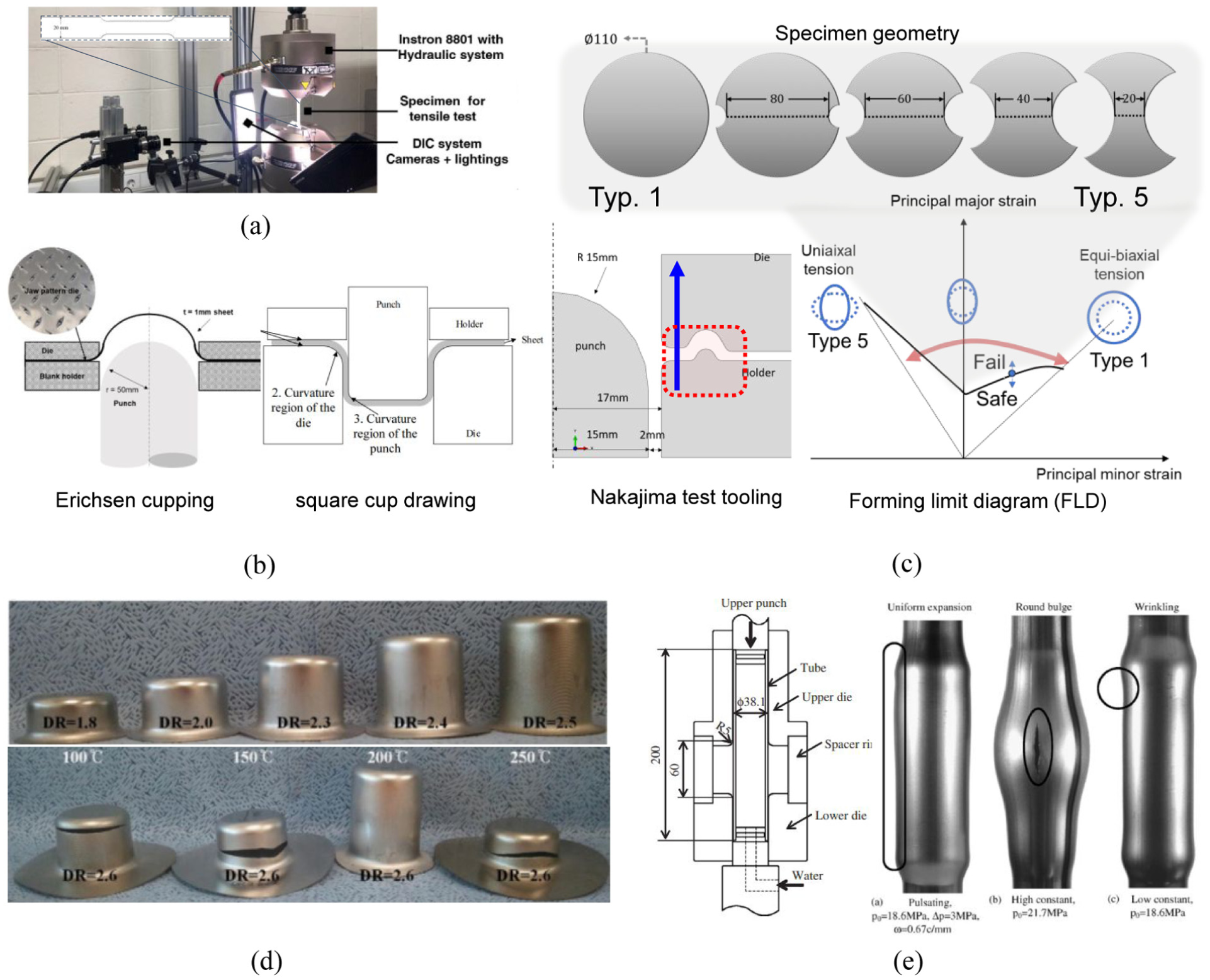
Representative testing methods of global formability: (a) uniaxial tension test setting with ASTM tensile specimen geometry 10 , (b) schematic diagram of Erichsen cupping/square cup drawing test for sheet formability investigation 9 , (c) Nakajima testing tooling, specimen geometries involved with different notch radii for forming limit diagram (FLD) construction, (d) drawn cup results after cup drawing test at different drawing ratio and temperatures 43 , and (e) hydraulic bulge tests for tube. 44
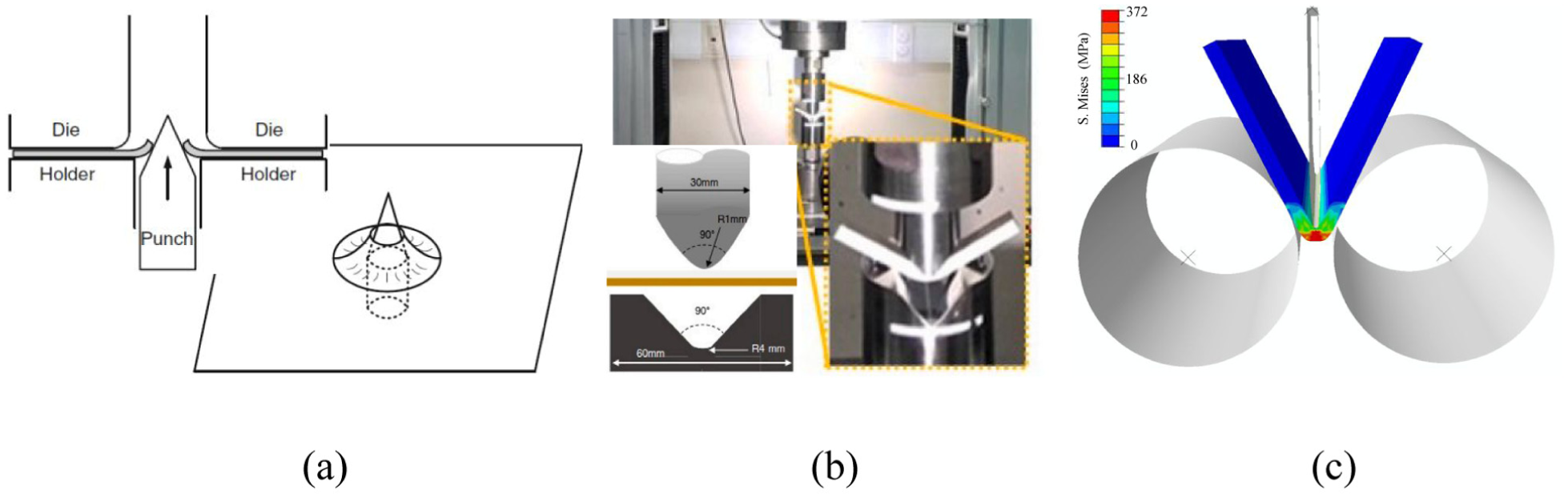
On the other hand, local formability concentrates on the behavior of the material at specific points or regions during deformation processes, assessing its ability to withstand localized strains and stresses without exhibiting defects such as cracking or necking. In automotive industry, this property has been closely linked with crash energy absorption ability or crashworthiness, so thus related technique were utilized as a primary testing method in product or part development. Common methods for characterizing local formability include the hole expansion test for edge shearing, various tight-radius bending tests such as VDA Bending Test and wrap bending test (Figure 11). Additionally, tests for local formability are known to involve uncertainties influenced by specimen preparation techniques and subjective factors, leading to potential variations in results between laboratories and industries, 11 and thus require careful attention in preparation and execution.
It’s important to recognize that these methods both in global and local formability have mainly originated from sheet metal forming practices and have been applied to other types of components. Consequently, for application of these formability characterization methods to extruded materials, it’s essential to explore how these testing methods from the well-established sheet metal platform can be applied properly. Additionally, in the context of aluminum extrusions, where geometry integrity and functionality are critical, the importance of local formability enlarges.
For instance, factors like crush resistance in battery casing and bendability in aircraft structures underscore the significance of assessing local formability, which may have been overlooked in previous studies focused primarily on global formability. The integration process should include an understanding of the significant variation in mechanical properties expected due to uniqueness from extrusions, such as possible dependence on the final thickness of the material and the amount of deformation through extrusion. Initiating this process could involve acknowledging important differences and considering factors such as the aforementioned mechanical property variations and categorizing factors in the forming process. Subsequently, verification becomes essential, as potential differences in results must be approached with caution. Additionally, the introduction of finite element analysis (FEA) or computational methods could enhance the understanding and prediction of the formability of different material manufactured in various forming technology.
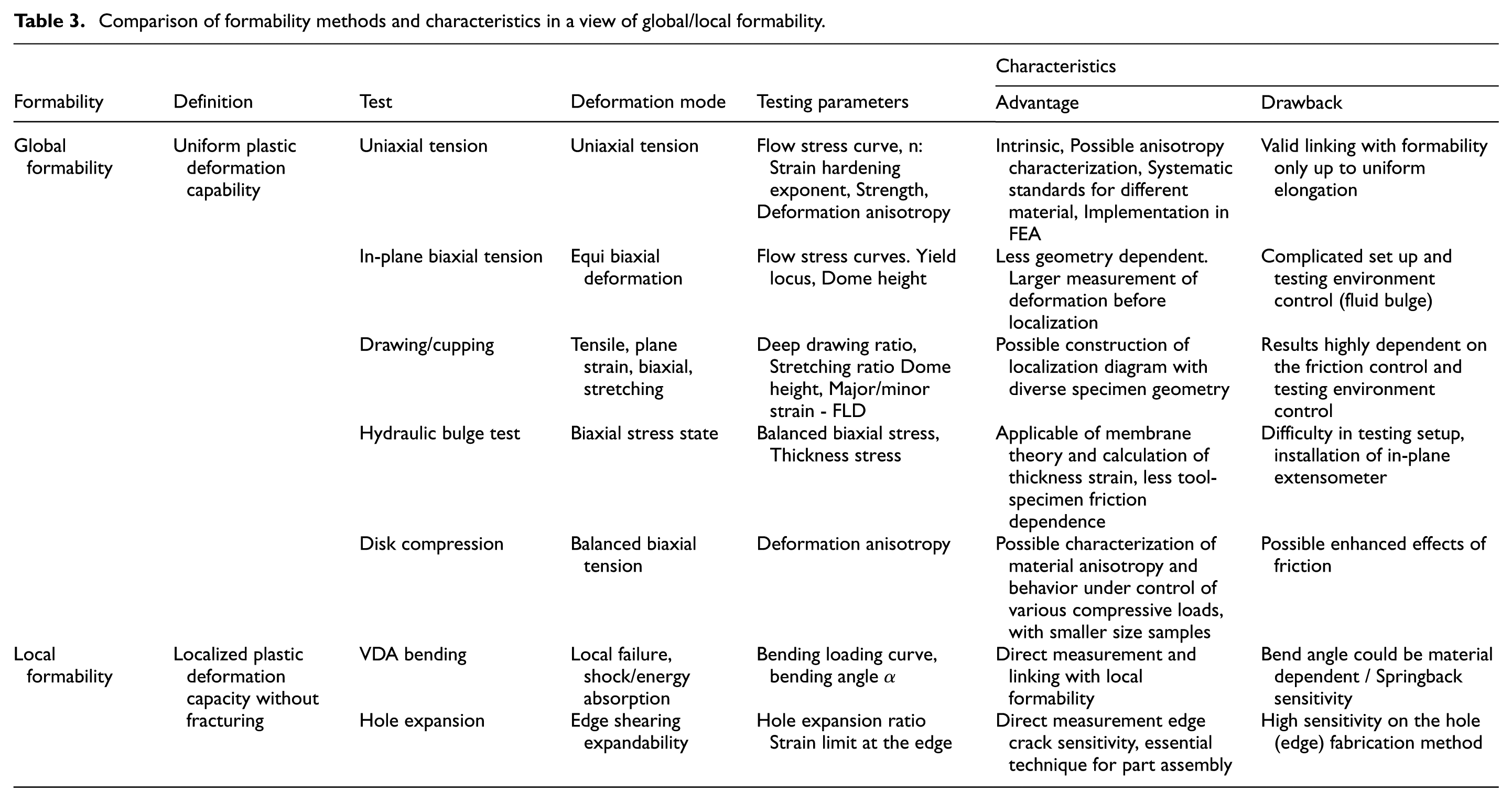
Table 3 summarizes the general overview of global and local formability, introducing their definitions, testing methods, deformation modes, testing parameters, and pros and cons. Sections 3.1 and 3.2 will elaborate on global and local formability characterization methods, providing a brief summary of formulas for characterizing material formability. In the final section3.3, we will delve into reported studies related to the characterization of global and local formability in aluminum alloy extrusion, aiming to provide insights into the application and role of the testing methods summarized in Table 1 and sections 3.1 and 3.2.
Comparison of formability methods and characteristics in a view of global/local formability.
Characterization of global formability
Uniaxial tensile testing
Tensile tests enable the measurement of basic mechanical properties of materials. Through these tests, fundamental elastic-plastic properties such as Young’s modulus, yield stress, ultimate tensile strength (UTS), uniform elongation (UE), and strain at fracture are characterized. Furthermore, by conducting tests on specimens fabricated with different orientations, such as 0°, 45°, and 90° from the rolling direction (RD, DD, and TD) for rolled sheet materials, users can characterize the fundamental anisotropic deformation behavior of the material. The flow stress-strain curves evaluated by the tensile tests have been fitted to either the Swift or Voce hardening law. The Swift law represents a power-law type strain (or work) hardening as follows.

where e 0 , K, and n are material constants. Alternatively, the Voce hardening law has been used for modeling the flow curves exhibiting saturated stress at large strain. It takes the following exponential expression as a function of equivalent plastic strain,

where K 0 , Q, and β are material constants.
Often the hardening parameter value n in swift hardening law provide insight for limits of forming by combining with Considère necking criterion. Initially, the diffuse necking process undergoes mathematical analysis. The occurrence of the tensile force (F) reaching its maximum can be observed mathematically by noting the presence of a horizontal tangent, indicating that its derivative with respect to strain is zero. This involves deriving an equation for the force, obtained by multiplying true stress by the area, and setting its derivative to zero.

Moreover, the anisotropy in deformation can be defined by the plastic strain, which is characterized based on the results obtained from the tensile test, as described below.

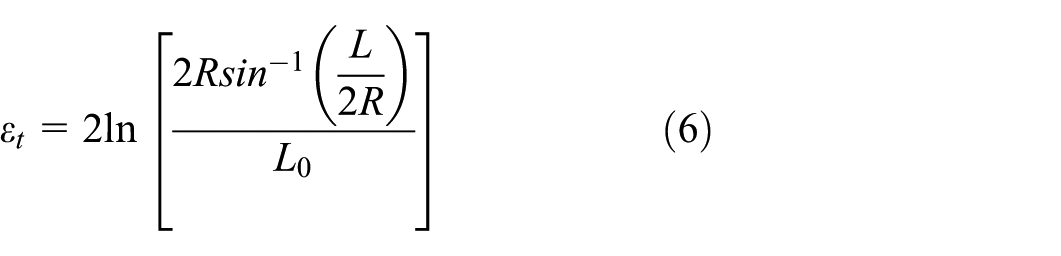
Hydraulic bulge test
The hydraulic bulge test represents one of the primary formability testing methods used to examine a material’s behavior under balanced biaxial stress conditions. By placing a measurement system on the upper surface of the deformed material (refer to Figure 12), mechanical properties can be assessed. Applying the membrane theory to the measured in-plane elongation value obtained from the extensometer and the hydraulic bulge pressure (p), and calculating the radius of curvature

Drawing and cupping testing
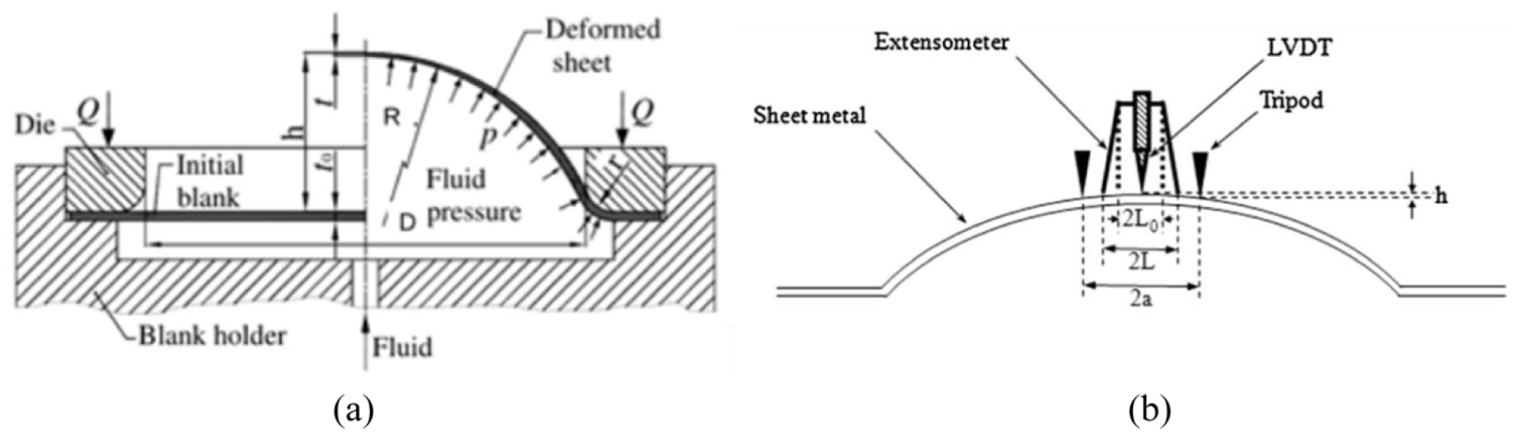
There are several sheet forming processes that involve multi-stage stress and combined plastic loading, such as drawing, stretching, flanging, bending, and more. Deep drawing, also known as cupping, stands out as a prominent sheet forming process widely utilized for all metallic sheet materials. Figure 13(a) schematically illustrates an example of the chronological development of geometry during the deep drawing process for a circular sheet. As depicted in Figure 13(b), the stress state varies depending on the location of the cup, featuring multiple deformation modes throughout the cup drawing process. Material failure often manifests as either wrinkling or tearing in the cup wall.
(a) Schematic of cup drawing process and formed parts through punching, (b) deformation mode in different locations of cup developing during drawing process, and (c) failure mode during drawing process represented as wrinkling and tearing. 48
Considering the varying stress state and deformation modes throughout the geometry through plane strain, biaxial, shear, material formability is often represented by parameters such as the deep drawing ratio (DDR) and stretching ratio (STR) through simple material models, such as Hill plasticity. These parameters define material anisotropy, represented by the r-value.
Characterization of local formability
VDA bending test
The tests related to local formability can be categorized as particularly useful in collision or crush scenarios, considering the application of extrusion in the industry. The VDA bending test (VDA 238–100) is a standardized method established by the German Association of the Automotive Industry (Verband der Automobilindustrie) to assess bendability characteristics and crack resistance (Figure 14). As a key parameter, the bending angle at the maximum load—α of the test is considered to be the initiation point for cracks or the bending limit. Additionally, a load-stroke graph generated from the test allows for the calculation of bending angles at specific loads according to the standard formula outlined in VDA 238–100. The following formula (9) and (10) represent the VDA bending angle
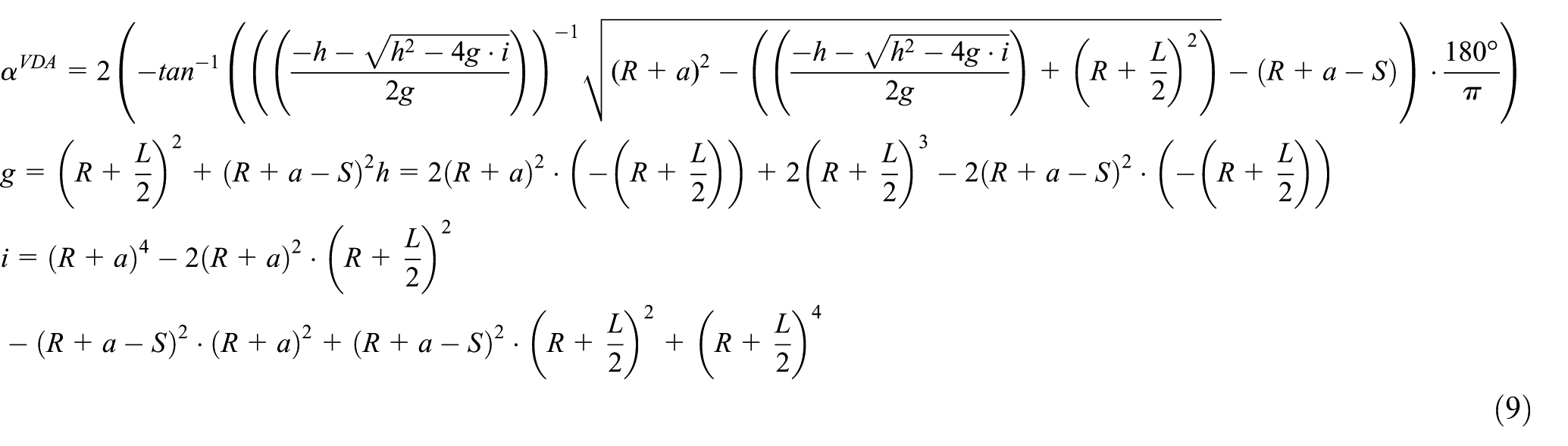

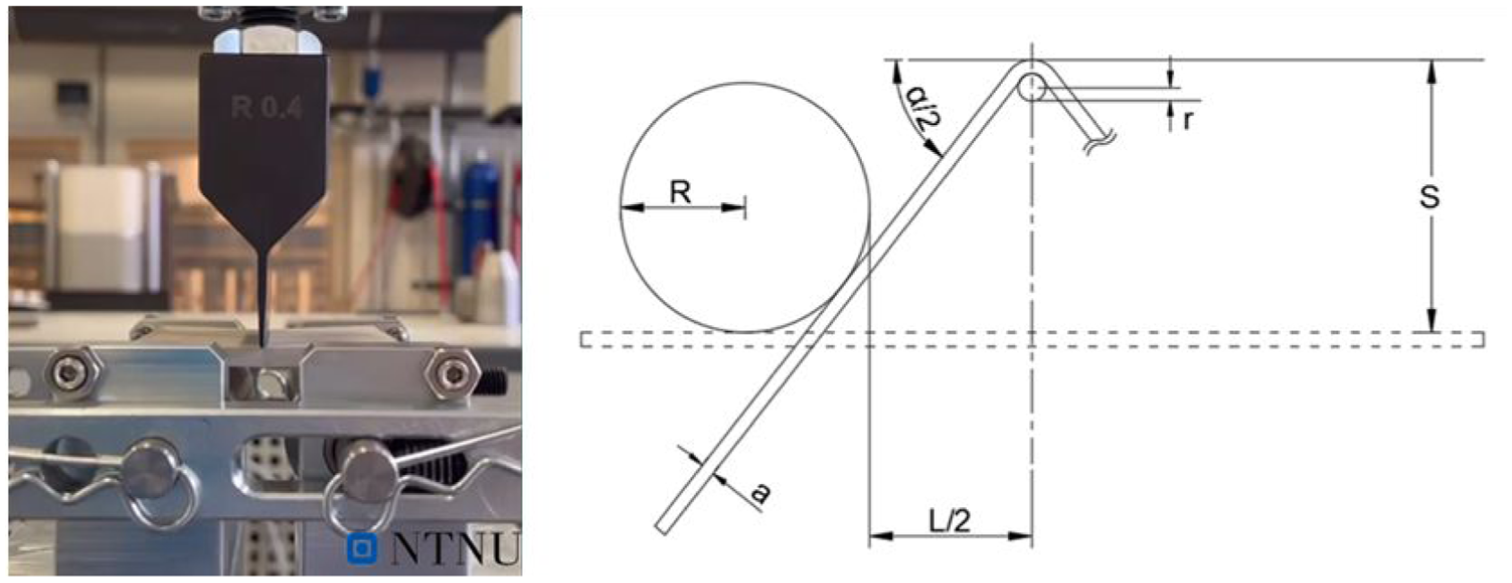
Geometry of testing set up and specimen parameters for testing parameters calculation for VDA bendability testing. 47
Hole expansion test
At the same time, hole expansion test have been strong candidate of local formability testing in automotive industry. As a critical assessment criterion for sheet formability, extensive research has focused on the behavior of edge cracking or stretch-flange ability. The hole expansion (HE) test is the most commonly used method for evaluating edge cracking, particularly for advanced high-strength steels (AHSS). Given the absence of hole expansion tests conducted specifically for aluminum alloy extrusions, exploring literature reports on hole expansion tests conducted with aluminum alloy sheets offers a valuable alternative for understanding local formability using this technique (Figure 15(a)). While more research may be required to directly apply these findings to extruded aluminum alloy structures, using existing literature on aluminum alloy sheets provides a practical approach understanding the edge performance of material. In this test, the hole expansion ratio (Figure 15(b)), λ, is defined as follows:

Where
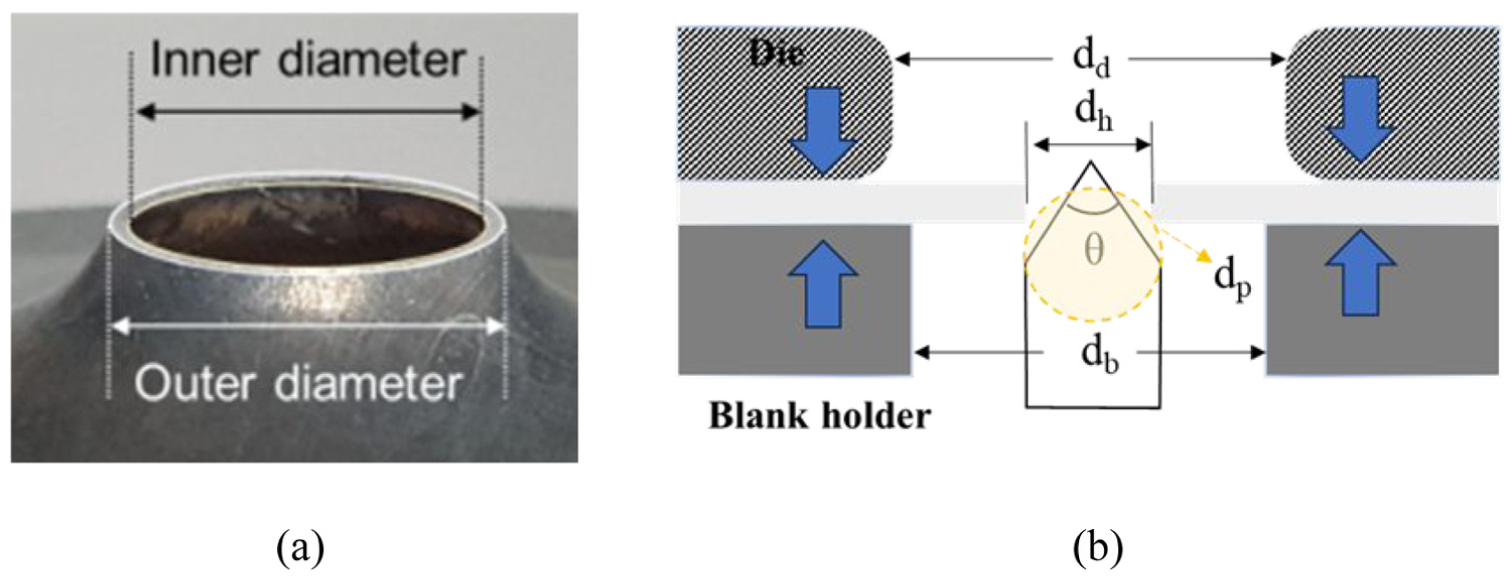
(a) Geometry of testing set up 32 and (b) specimen parameters for testing parameters calculation for hole expansion test.
Effect of aluminum extrusion process on formability
There are two types of applications for aluminum extrusion depending on its strength. Figure 16 compares several types of aluminum alloy in terms of extrudability, that is, exit rates, and flow stress of the extrusions. Firstly, soft and medium-grade alloys are one category.5,8,40 Al–Mg–Si alloys, or the so-called 6XXX series alloys, are recognized as the easiest alloys to process using extrusion technology.8,40,43 These alloys can achieve high strength after proper quenching control and aging heat treatment.41,44,50,51 Combined with these superior post-extrusion properties and reasonable extrudability, they are considered suitable for applications such as welding at joint areas and parts that require satisfactory corrosion resistance and surface finishing.3,34,52

Similarly, Al–Zn–Mg–(Cu) alloys, also known as the 7XXX series medium- to high-strength alloys, represent this first category.10,17 They are often used in structures with comparatively simple geometry but with high load-bearing requirements, such as railway and road stock bodies.3,34,36 This application is attributed to their superior mechanical properties, such as strength and controllability after heat treatment and quenching, despite some weaknesses such as exfoliation and susceptibility to stress-corrosion cracking.10,41,52
The AA6XXX extrusion alloy is widely introduced in the automotive industry not only because of its good balance of mechanical strength and extrudability, as shown by its central location and distribution in Figure 16(a), but also due to the historical use of AA6XXX series sheet-type alloys and their effective adoption in manufacturing processes to comply with environmental regulations.3,22,34
In this section, a detailed review of the factors influencing the formability of AA6XXX alloys is presented, with a specific focus on the coupling of thermal history and process parameters in the manufacturing of extrusions. As schematically shown in Figure 1, during the entire extrusion process window—from casting to final heat and surface treatments—the microstructure and mechanical properties undergo dynamic changes due to plastic deformation and material evolution.40,43 Thus, understanding the correlation between the extrusion process and the factors sequentially affecting formability is crucial.14,35,54,55
Sections 4.1–4.4 chronologically cover the entire extrusion process, encompassing stages I–IV: casting, homogenization, extrusion, and aging. These sections include an elaborate review of global and local formability studies on AA6XXX alloys, aiming to link process parameters and microstructural evolution with tested local formability to deepen our understanding of the forming process.13,14,30,56–58 This review is particularly relevant because Section 4.1 emphasizes global formability studies more than local formability and microstructural evolution post-extrusion.14,29,59,58–61
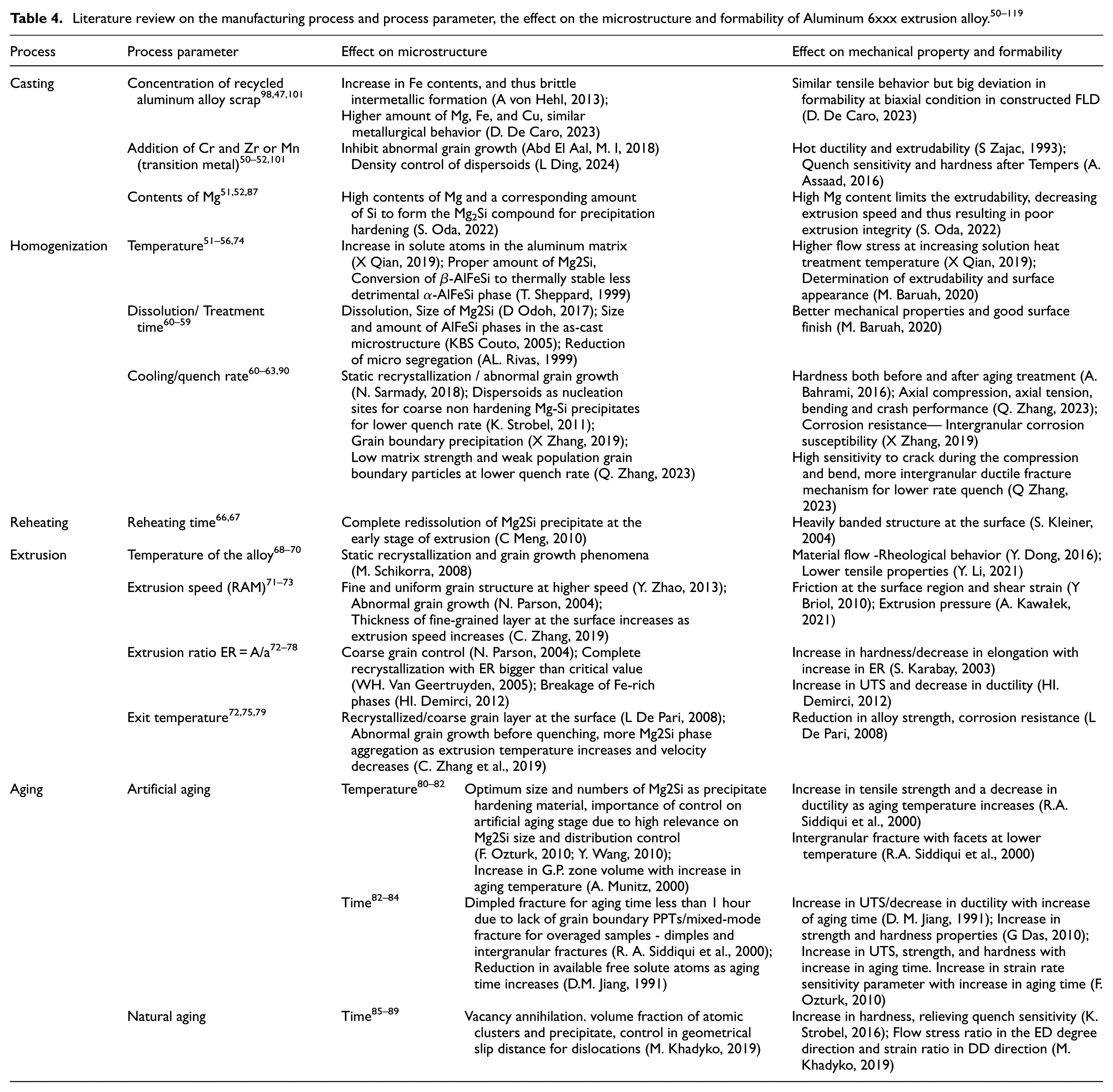
As an introduction, Table 4 provides a comprehensive overview of the various processes involved in manufacturing aluminum alloy components, detailing their respective process parameters and the resulting effects on microstructure and formability. Each stage, from casting to aging, is thoroughly reviewed in the following sections, with a focus on critical factors such as temperature, treatment time, extrusion speed, and other key variables.43,45,62–65
Process (I)—casting
Initially, the input material of the extrusion process frequently consists of as-cast aluminum, making process parameters for casting aluminum billet a primary concern. Excluding the basic composition of billets, such as Al-Mg-Si for 6XXX, the addition of transition metals such as Cr and Mn could be considered significant factors in both microstructure control and mechanical properties. For example, these additions are known to inhibit abnormal grain growth 53 and control the density of dispersoids. 39 Eventually, these factors can affect hot ductility, extrudability, 40 and quench sensitivity and hardness after Tempers—T4/T6. 41
Moreover, nowadays, with more movement in environmental regulation and industry to enhance the composition of recycled aluminum material, the contents of recycled aluminum scrap could be considered as a factor as well. An increase in Fe contents, and thus brittle intermetallic, 53 feasible characteristics in the microstructure, and there are also reports that regardless of an increase in the amount of Mg, Fe, and Cu, similar metallurgical behavior will be displayed. 37 Interestingly, similar mechanical behavior is shown in tensile tests, but there is a significant deviation in biaxial modes in formability tests for FLD construction of different contents of recycled Aluminum scrap of 6XXX alloy in this study.
Considering 6XXX series alloy as well-known precipitation hardening alloy with Mg2Si, control of their population with the amount of Mg and relating to property is also key factor. In a report by Oda et al., it is noted that alloys with high contents of Mg, and consequently corresponding amounts of Si for the population control of Mg2Si precipitates, can exhibit limited extrudability. This limitation leads to high extrudate pressure requirements, decreased extrusion speed, and ultimately poor extrusion integrity and productivity. 87 Therefore, from the viewpoint of extrudability and final productivity, the initial choice of Mg and Si contents of cast billets appears to be crucial.
Process (II)—homogenization
When control in the casting stage is primarily metallurgical in nature, the subsequent homogenization step represents a distinctly process-oriented stage. For instance, in the case of AA6082 extrusions, homogenization of the cast billets—typically involving solution heat treatment at around 530°C for 30 min—is an essential process for controlling the microstructure and, consequently, the properties of the final extrusion. In this stage, temperature and time serve as the key process variables governing thermal treatment outcomes.
Comparative studies on different solution heat treatment temperatures have demonstrated the critical role of homogenization. As reported by X. Qian, 54 homogenization increases the solute atom concentration in the aluminum matrix and facilitates the controlled formation of Mg2Si precipitates during subsequent processing. Additionally, it enables the transformation of undesirable brittle intermetallic phases formed during casting—such as β-AlFeSi—into thermally stable and less detrimental α-AlFeSi phases. 43 From a mechanical standpoint, higher homogenization temperatures have been shown to increase flow stress 42 and strongly influence extrudability and surface quality in the ensuing extrusion process. 44
Meanwhile, the importance of time control is also addressed by the meaning of size and the amount of AlFeSi phases in the as-cast microstructure, 48 dissolution and size control of Mg2Si, 60 and reduction of micro segregation of all of them. 49 At the same time, the quench rate has been considered as one of the most significant factors in this stage.
Microstructurally, the cooling rate has been keenly related to the control of static recrystallization and abnormal grain growth, 50 Grain boundary precipitation. 52 At a lower quench rate, with employing dispersoids as nucleation sites for coarse non-hardening Mg-Si precipitates, 51 it can further impact mechanical properties starting with low matrix strength and weak population grain boundary particles. 54 Some test results address the quench rate affects hardness both before and after aging treatment, 44 affecting mechanical properties characterized by axial compression, axial tension, bending, and crash performance, 54 and even corrosion resistance—Intergranular corrosion susceptibility. 52
The mechanism is mostly explained with high sensitivity to crack during compression and bend, more intergranular ductile fracture mechanism for a lower rate quench. 54 Before the billets were transferred to an extrusion press for producing the extrudes, the billets are reheated. This completes redissolution of Mg2Si precipitate at the early stage of extrusion 57 and could affect the surface structure of extruded by making heavily banded markings. 58 Once the billets are ready for extrusion, the alloy’s temperature, which determines static recrystallization and grain growth phenomena during extrusion, also plays a key role in mechanical properties and formability. 59 This stage involves investigating and modeling the rheological behavior and material flow of the high-temperature state of the alloy 45 and its varying tensile properties. 61
Process (III)—extrusion
In extrusion-based manufacturing, process parameters strongly influence the thermomechanical response of aluminum alloys and therefore play a decisive role in determining final microstructure, mechanical properties, and formability. Since extrusion is typically performed at elevated temperatures, parameters such as extrusion temperature, strain rate (related to ram speed), friction and lubrication conditions, and cooling rate significantly affect the material flow behavior and recrystallization mechanisms. In particular, strain rate sensitivity and temperature-dependent rheological behavior govern the deformation stability of aluminum alloys during hot forming operations. Furthermore, lubrication and interfacial friction conditions influence surface integrity, extrusion pressure, and the development of shear deformation near the profile surface. 9 These interactions highlight the importance of carefully controlling process parameters throughout the extrusion value chain to ensure dimensional accuracy and adequate formability of thin-walled extruded components.
When extrusion begins, numerous dynamic factors come into play, such as RAM speed and extrusion ratio. RAM speed significantly influences the extrusion velocity, resulting in a fine and uniform grain structure at higher speeds. 62 Moreover, the choice of speed affects the achievement of recrystallization in the center and abnormal grain growth status.63,64 Studies also indicate that the thickness of the fine-grained layer at the surface increases with the extrusion speed. 35 The extrusion speed deeply impacts the microstructure, mechanical properties, and other external factors. It determines shear strain by controlling friction at the surface region 53 and influences extrusion pressure, 66 thereby normalizing the effects on both surface and center regions.
The extrusion ratio, determined by the ratio between the diameter of billets and extrudes after extrusion, deeply influences the resulting structure. A fine recrystallized structure is obtained when the extrusion ratio is greater than 16, 64 and it controls the grain sizes of the entire region of extrudes. 64 Property-wise, there is a tendency for an increase in hardness and a decrease in elongation with an increase in the extrusion ratio. 68 The exit temperature after extrusion remains a significant factor in determining the microstructure. For instance, recrystallized and coarse grain layers at the surface and abnormal grain growth can be determined at this stage before quenching. 69 Moreover, more Mg2Si phase aggregation occurs as the extrusion temperature increases and velocity decreases. 35
Process (IV)—aging
Following the described thermal history, after extrusion and quenching, the plate material is stored at room temperature for 24 h (natural aging). Subsequently, the materials are artificially aged at RT-185°C/2 h + 185°C/7 h to T6 temper. Natural aging directly controls the microstructure of quenched extrudes by participating in vacancy annihilation and aiding the clustering of alloying elements in the solid solution stage.74,75 The time control in natural aging affects various parameters that determine the mechanical properties.
On the other hand, artificial aging, which involves heat treatment with arbitrary variables of time and temperature, has a dynamic relationship with properties. Setting the right temperature for solution heat treatment is crucial for determining the optimum size and number of Mg2Si particles and overall control of hardening phase distribution.70,71 Mechanical properties are affected by the increase in tensile strength and decrease in ductility as the aging temperature rises. 73 Additionally, several studies have reported an increase in strength and hardness properties, along with an increase in the strain rate sensitivity parameter with an increase in aging time.70,76,77
Critical factors affecting local formability of AA6XXX extrusions
Effect of residual stress on local formability
Shogo Oda and Shun-Ichiro Tanaka 87 elucidate the mechanism of texture formation in extruded profiles from the perspective of shear stress, aided by X-ray residual stress measurement using the cos α technique, and linked it with bendability. They introduce the concept of anisotropy in bendability by utilizing ED and TD specimens, resulting in a preferential orientation of recrystallized structures after extrusion. Two typical 6000-series aluminum alloys, AA6061 and AA6005C, are introduced, representing comparably better bendability and less extrudability, or poorer bendability and better extrudability for each, but with similar yield strength.
Figure 17 summarizes the results of Shogo Oda, displaying fractography after bending tests, the relationship among texture and residual stress distribution along ED and TD, comparatively for AA6061 and AA6005C. As described in Figure 18(a), AA6061 shows good bendability both in ED and TD, while AA6005C exhibits an anisotropic bending behavior, where the ED specimen does not fracture, but the TD specimen completely fractures near the yield stress region. The authors approach this deviating anisotropic bendability of AA6061 and AA6005C measured through-thickness residual stress via the cos α method and its relationship with texture distribution from pole figures. Both alloys show the same tendency regarding changes in preferred orientation and distribution through the depth. Also, the through-thickness distribution of residual stress corresponds well with it, considering the first local maximum of σVM matches well with the boundary between surface and bulk regions for both AA6061 and AA6005C (Figure 17(b)).
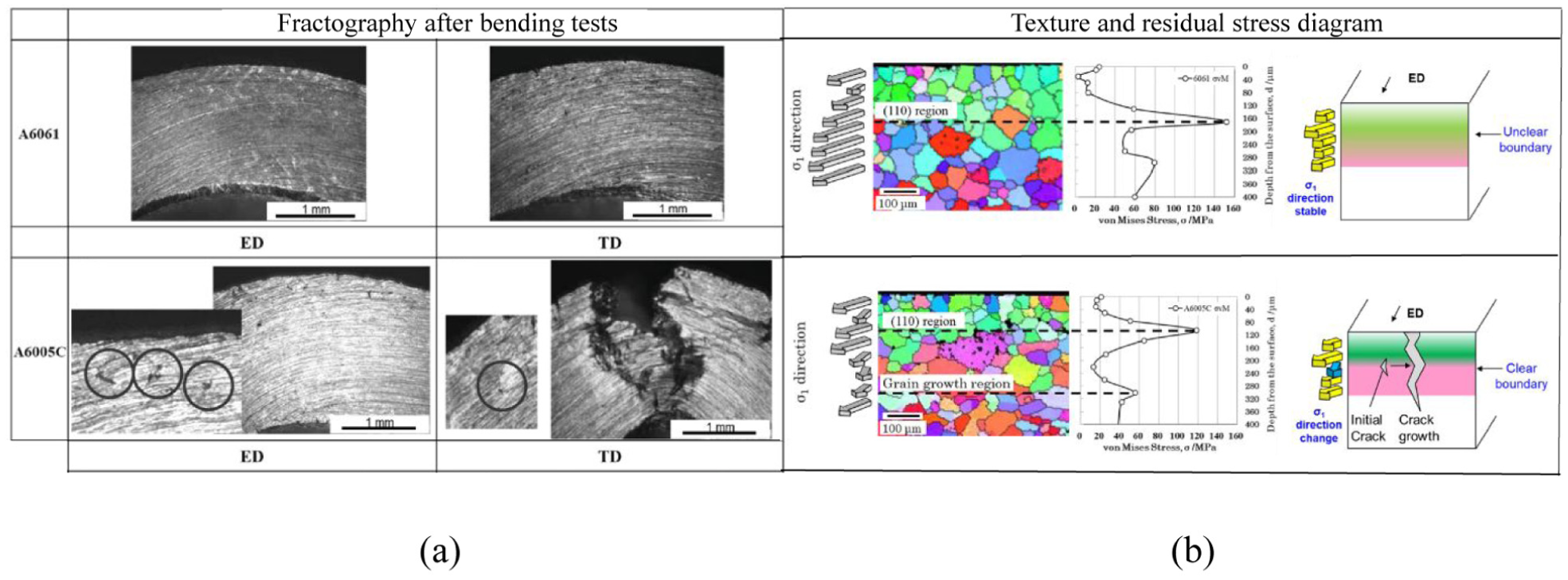
Reconstruction of study by Oda and Tanaka. Comparative study of AA6061 and AA6005C considering local microstructure and bendability: (a) fractography of cross section after bending tests in ED and TD and (b) relationship among texture and deviation in residual stress σVM, schematic diagram of texture boundaries in AA6061 and AA6005C. 85
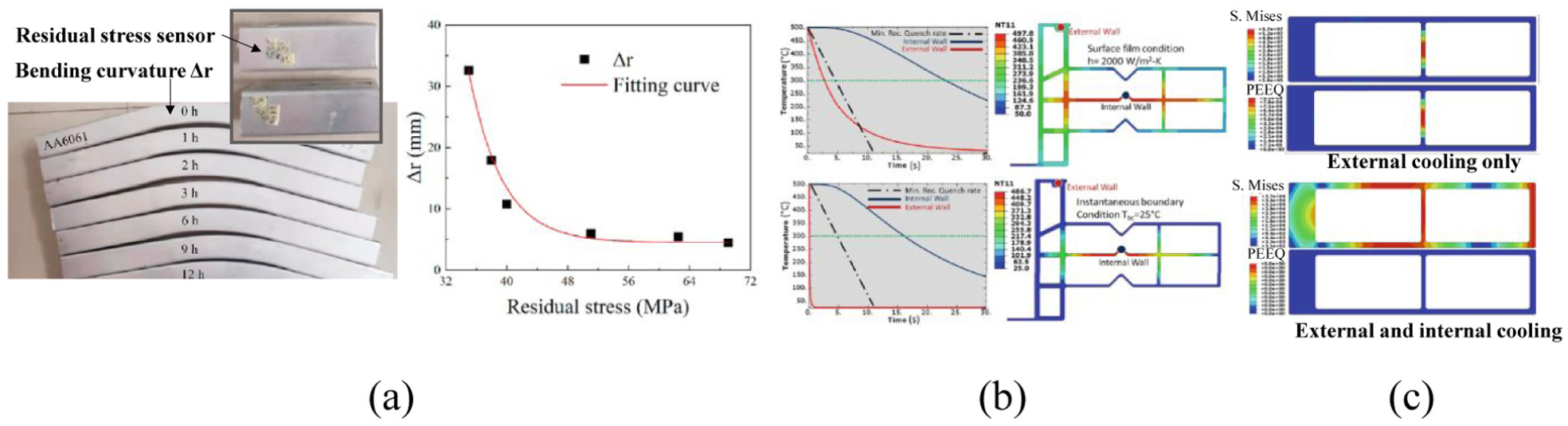
(a) Sensor setup for residual stress measurement in AA6061 extrusion and its correlation with bending curvature 77 , and (b) thermal history on external and internal walls under different cooling conditions, and (c) comparison of residual stress and plastic deformation distributions based on cooling conditions via thermo-mechanical FEA. 79
The boundary between these regions is concluded as a corresponding region of the fractured region in the bending test of AA6005C, explaining the poor bendability in TD, attributed to this strongly preferred orientation and grain growth region. Furthermore, the distribution of principal stress and its relationship with cracks are explained schematically. The anisotropic bending behavior of AA6005C can be regarded as the result of large local changes in the direction of principal stress in the texture, especially in the grain growth region, where the local principal direction is almost parallel with ED, whereas in deeper regions, it corresponds with 38°. This deviation results in local stress concentrations, which could be related to intrinsic microstructure formation such as recovery and recrystallization during the extrusion process, and shear stress relief.
Furthermore, the quenching process after extrusion is also a representative thermo-mechanical factor throughout the entire process. Control of cooling speed not only contributes to determining the mechanical properties of local sections but also influences the distortion of extrusions, which in turn determines local formability and failure behavior. Understanding the mechanisms behind deviating thermo-mechanical histories locally, and thus acknowledging the established gradient of residual stress and distribution in equivalent plastic strain throughout the profile after extrusion, could be an important starting point for following whole process line and linking it to final local formability.
Li et al. 88 introduced the blind hole-drilling method as a standardized means to measure residual stress in the through-thickness direction, enabling the evaluation of residual stress in extrusion tubes as a whole. By connecting strain gages in drilled blind holes, as indicated in Figure 18(a), the study focused on correlating residual stress with the integrity and performance of extruded profiles. Specifically, they measured bending angles after pre-strain and calculated spring back amounts.
Simultaneously, Alafaghani et al. 90 conducted a study with a greater emphasis on the cooling process, introducing heat transfer and thermo-mechanical models to determine residual stress in more complex profiles. The ultimate goal of this study was to demonstrate the importance of internal cooling in conjunction with external cooling to enhance product quality. The study introduced the concept of profile distortion through residual stress and plastic strain calculations. As shown in Figure 18(b), the authors calculated the actual cooling rates of local components under various cooling conditions and specific heat transfer scenarios, optimizing cooling for thin-walled, multi-hollowed profiles where the magnitude of the heat transfer coefficient, both internally and externally, fell within recommended ranges. Furthermore, as illustrated in Figure 18(c), profiles can be cooled more evenly under external-internal cooling conditions, thereby reducing residual stresses by several orders of magnitude and promoting a more uniform distribution of both residual stress and plastic strain, thus eliminating quench distortion.
These studies, which relate residual stress in extrusion profiles either post-extrusion or after final heat treatment, demonstrate a strong correlation between developed residual stresses during processing and local property deviations across extrusion sections. Local mechanical properties and formability decisions directly impact the final distortion of the profile. However, there is a lack of introduction to established methods for local formability measurement, as discussed in previous sections. Conducting local formability analyses on sections where local residual stress amounts are deviant could establish a link between profile distortion and potential deformation and failure behaviors in those local areas, thus representing an importance for further research.
Relationship between microstructure and local formability
Anisotropy evolution serves as a robust example of the varying properties resulting from microstructure development during the extrusion process. Kordmir et al. 26 initiate their investigation into the relationship between microstructure and fracture anisotropy by addressing different sources of anisotropy that can develop in Al-Mg-Si alloy: (1) plastic anisotropy stemming from crystallographic texture, and (2) morphological or topological anisotropy arising from the shape and size of constitutive particles or the distribution of second-phase particles.
Figure 19 illustrates a comparison of microstructure evolution and local formability from the study conducted by Kordmir et al. 26 By manipulating the addition of Mn, the crystallographic texture was varied from fully recrystallized (0 Mn) to un-recrystallized—elongated and aligned along the extrusion direction (0.5 Mn). Backscatter SEM images depict the topological anisotropy, while measured VDA bend angles and fracture strains demonstrate different anisotropic behaviors under the control of the microstructure of Al-Mg-Si extrusions.
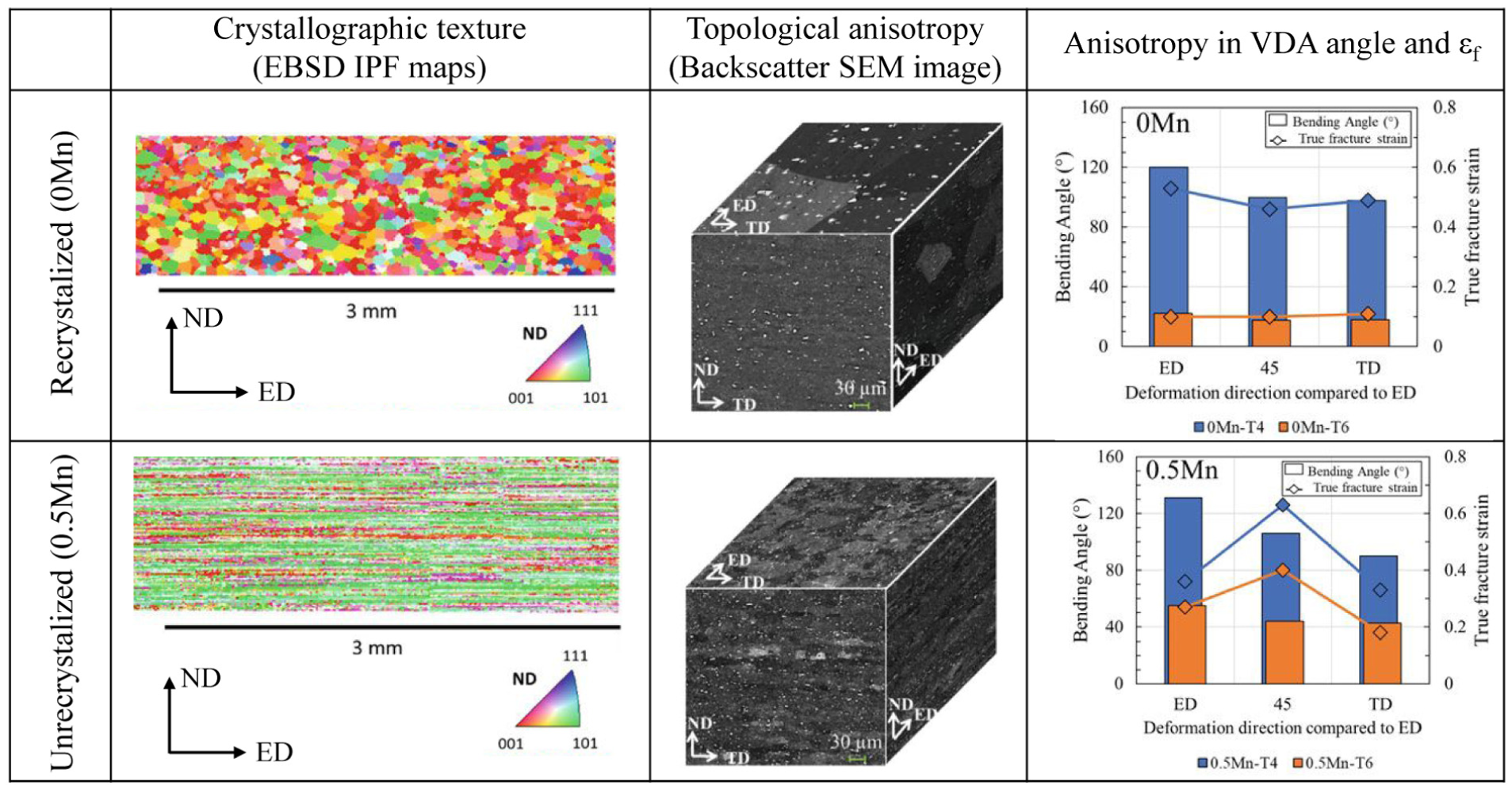
Summary of study of Kordmir et al. 26 Extrusions with recrystallized and un-recrystallized microstructure are compared with EBSD IPF maps, backscatter SEM images, and VDA bending test.
The study focuses on the observation that AA6XXX is a representative alloy that can exhibit both types of anisotropy, and it compares the microstructural effects by distinguishing between recrystallized and un-recrystallized microstructures under VDA bending tests. The authors control recrystallization by presenting Mn dispersoids, referencing the well-known Zener drag mechanism, which is well reproduced as indicated in Figure 20. Additional backscatter SEM images perpendicular to the extrusion illustrate clearly distinguished spatial distributions of second-phase particles. In the case of the recrystallized alloy, the particles were plate-like β-Al5FeSi particles or fragments after large deformation, aligned along the extrusion direction, whereas for the un-recrystallized ones, α-Al(Fe,Mn)Si particles dominated in a rather complex environment, with larger constituent particles embedded in a fine distribution of dispersoids. This also statistically demonstrates distinct topological anisotropy owing to varying geometry and size of dominant particles and their distribution in two different structures.

Summary of Goik et al.’s study. 89
In the bendability test, the authors recollected and involved the concept of a possible link between failure true strain and maximum bend angle during VDA testing. The results, as described in Figure 20, show a feasible link between fracture true strain and bending angle for the recrystallized structure overall, regardless of anisotropy and heat treatment, but not a straightforward link between them for the un-recrystallized structure.
This conclusion, where the recrystallized structure with more topological anisotropy from strong alignment of elongated β-Al5FeSi particles through extrusion show less orientation dependency in VDA bend angle and a more moderate link between fracture and maximum bend angle, implicates that all these effects work correlatively and ultimately relieve the effect on macroscopic anisotropy. However, since a direct comparison between these two structures was impossible due to the involvement of numerous factors in different texture categories, further examination of how these crystallographic and morphological textures work together and ultimately reproduce different anisotropy in plasticity and local formability is needed. More research linking the concepts and statistically demonstrating each factor should be conducted.
Furthermore, there are studies that focus on extrusion as a bulk forming process, exploring characteristic textures that can be distinguished similarly to sheet metal. One of these studies, which has received significant academic attention, addresses the peripheral coarse grain (PCG) layer beneath the surface. This layer is highlighted due to its detrimental effect on the bendability of extruded material. Since bendability testing, or fundamentally VDA bending tests, forms the foundation of most examination methods for the industrial application of extruded parts—which are further linked with material performance in crashworthiness, side crush, and impact absorption —it is crucial to understand critical amounts or counteractive textures and determine ways to enhance them on a microscopic scale.
The study by P. Goik et al. 91 investigated the microstructure of bent AA-6005A profiles using Electron Backscatter Diffraction (EBSD) and demonstrated a method to compensate for the detrimental effect of the PCG layer by creating appropriate texture in the bulk. They introduced the concept of process parameters, particularly extrusion speed, and selectively controlled it to examine its effect on microstructure—specifically, different textures and grain sizes—which in turn affect local formability, particularly VDA bendability. This systematic study is summarized in Figure 20.
The extrusion velocities selected, 5 and 15 m/min, resulted in differences in exit temperatures of approximately 528°C and 570°C, respectively. Initially, the grain structures of specimens before testing were compared using EBSD measurements. The specimen with the lower extrusion speed exhibited a higher volume of the peripheral coarse grain (PCG) layer, approximately 50% of the total volume, with around 25% located at each of the top and bottom surfaces. Equiaxed sub grains with smaller sizes, around d ∼ 5 µm, were found at the bulk surfaces, elongated in the extrusion-transverse direction (EX-TD). Conversely, the microstructure of the sample prepared with a faster extrusion speed showed a smaller volume of the PCG layer, approximately 25%, with approximately 10%–15% located at each of the top and bottom surfaces.
The results of the VDA bending tests also showed significant deviations between these two groups. The measured bend angle α for the velocity 15 mm/min condition had an average value of 123°, whereas that of the 5 mm/min condition only corresponded to α∼ 80°. To further investigate the relationship between VDA bendability and the thickness of the PCG layer, the thicknesses of the PCG layer at the bottom surface were controlled by stepwise milling from 0 to 500 µm, resulting in final specimen thicknesses corresponding to 2.5 mm2 mm.
The measured bending angles were then compared, with corrections made according to VDA standards to focus solely on the effect of microstructure rather than thickness itself. As described in the corrected bend angle-plate thickness curve, or ΔtPCG, the velocity with 5 m/min graph showed a drastic increase when the thickness of the PCG layer was reduced, almost doubling from α∼ 80° to α∼ 120°. This effect was maximized when the decrease in the thickness of the PCG layer corresponded to 320–350 µm. Conversely, the velocity with 15 m/min samples showed a relatively static curve with some fluctuations, with no noticeable gradient or tendency in the relationship between bend angle and thickness reduction.
The authors linked the reason why fast-extruded samples showed less of a relationship between thickness reduction of the PCG layer and bendability to their microstructure, demonstrating that their bendability was more dependent on the bulk structure. For instance, in the case of the 15 m/min extrusion, more spread cube-oriented bulk grains with similar grain sizes were distributed. The VDA bent specimens were further examined through EBSD techniques in cross-sectional views.
The specimen extruded at 5 m/min showed the initiation of a single large crack at the outermost tensile plane, with perpendicular propagation through the PCG layer until reaching the boundary between the PCG and bulk layers. A similar pattern was observed for the specimen extruded at 15 m/min, albeit with multiple and shallower cracks. The EBSD image of the bulk area of the faster specimen displayed an interesting but convincing feature of its superior bending performance. As described in the yellow-red diagonally aligned bends, the deformation bands from the bending tests were distributed homogeneously, periodically changing their orientation throughout the entire bulk region. Overall, the results demonstrate that reducing the PCG layer at the surface was more effective for materials with a high volume of PCG layer and when the distinction between PCG and bulk layers was more pronounced, particularly in terms of crystallographic texture.
On the other hand, another study focuses on linking exterior mechanical factors during extrusions and bendability. Oda et al. 85 compared two different extrusions generated by changing the inner structure of the die: a four-hole die and a five-hole die. These differences not only affect the exit pressure of the profile but also the volumetric density of the surface contacting the die bearing parts, thus controlling and differentiating important deformation variables for the extrusion, such as shear stress and resulting varying flow velocity of the alloy.
As illustrated in Figure 21, the five-hole die generated higher exit pressure and maximum shear stress near the surface of the profile after the extrusion process. However, the final temperatures of the extruded profiles were similar, with average temperatures remaining in the range of 573°C–587°C. The authors concluded that, when comparing these two die hole extrusions, shear stress might be a more active variable since the temperature profiles were shown to be similar. Subsequently, these stress and deformation state variables were linked with distinct Electron Backscatter Diffraction (EBSD) cross-section profiles of the two structures.
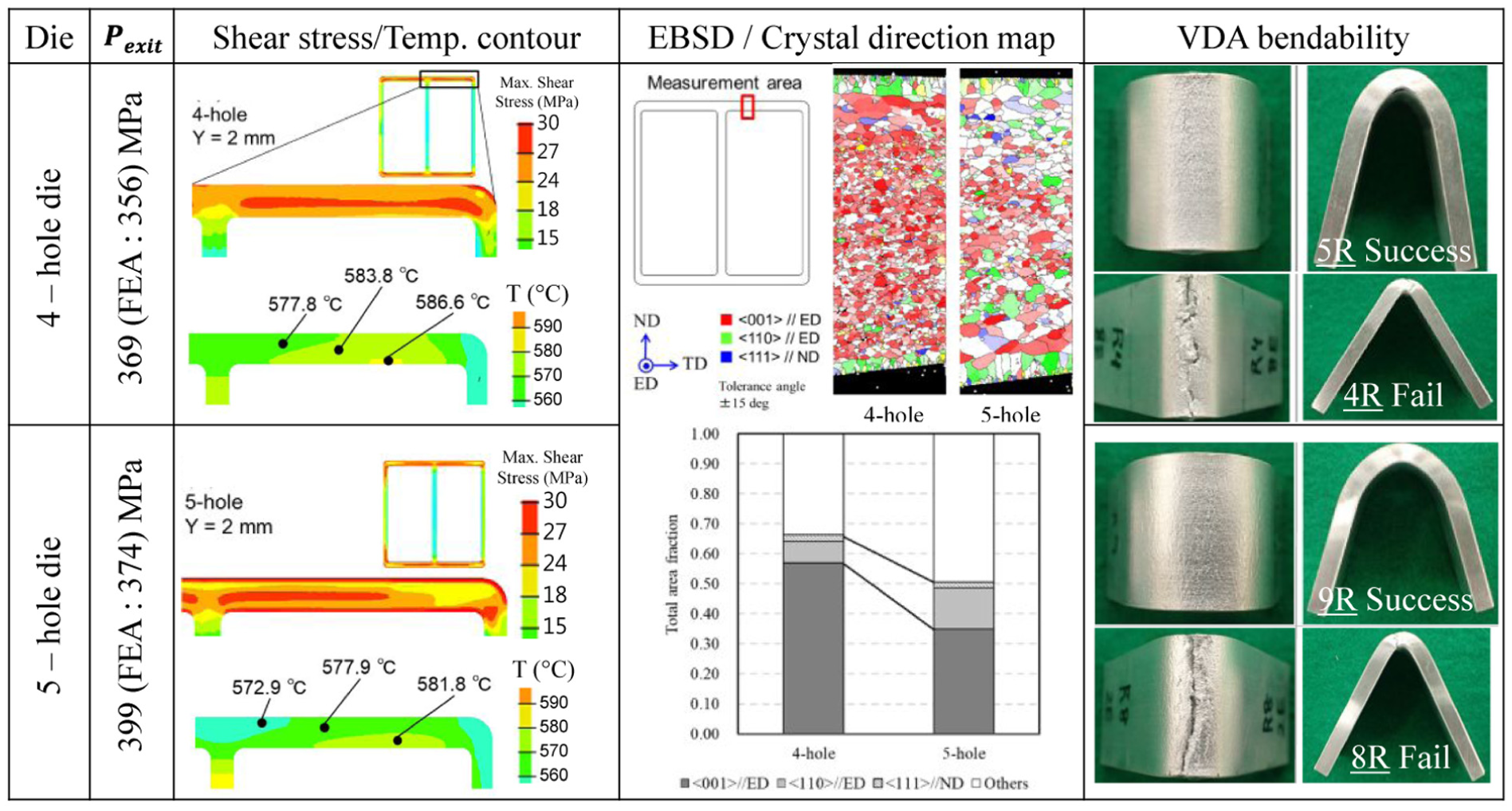
Summary of Oda et al.’s study . 85
The four-hole die structure exhibited overall finer grains with a strong cube and goss preferential orientation in the bulk layer, while the five-hole die exhibited generally coarser grains and a higher volumetric containment of the PCG layer. Safe bend angles were defined by determining the bend tip radius where premature failure did not occur. As observed in both the top and side views of VDA bent specimens, the bendability of the four-hole die extrusion was measured as 5R, whereas that for the five-hole die was measured as 9R. In conclusion, the four-hole die extruded sample, with less surface shear stress and more resulting fine cube and goss texture grains, displayed higher bendability compared to the five-hole die extruded with higher shear stress at the surface and more of resulted PCG and overall coarser layers.
Additionally, the study by Vazdirvanidis et al. 93 reaffirms the significance of surface microstructure in AA6061 extruded profiles on mechanical properties and bendability. The finite element structure constructed in this study aimed to replicate morphology, including the size and distribution of AlFeSi intermetallic particles. It aimed to simulate the interaction between the soft Al matrix and hard second-phase particles, affecting the stress field of the structure under decoherency status. The simulated stress field of the Al matrix + intermetallic structure shows that constituent particles, especially those with wedge-type morphology, create high stress intensity fields during stress application, both longitudinally and transversely.
The authors correlated this with metallographic examination findings where micro voids form between adjacent particles, highlighting the importance of low Fe content in alloys with high crash performance and ductility. Furthermore, for the three-point bending simulation of this structure, the performance of α-AlFeSi particles in the surface region is successfully represented. The higher stress fields observed in longitudinal tests among closely spaced elongated intermetallic particles make profiles more prone to crack initiation and propagation in such tests, which could be correlated with the experimental results (Figure 22).
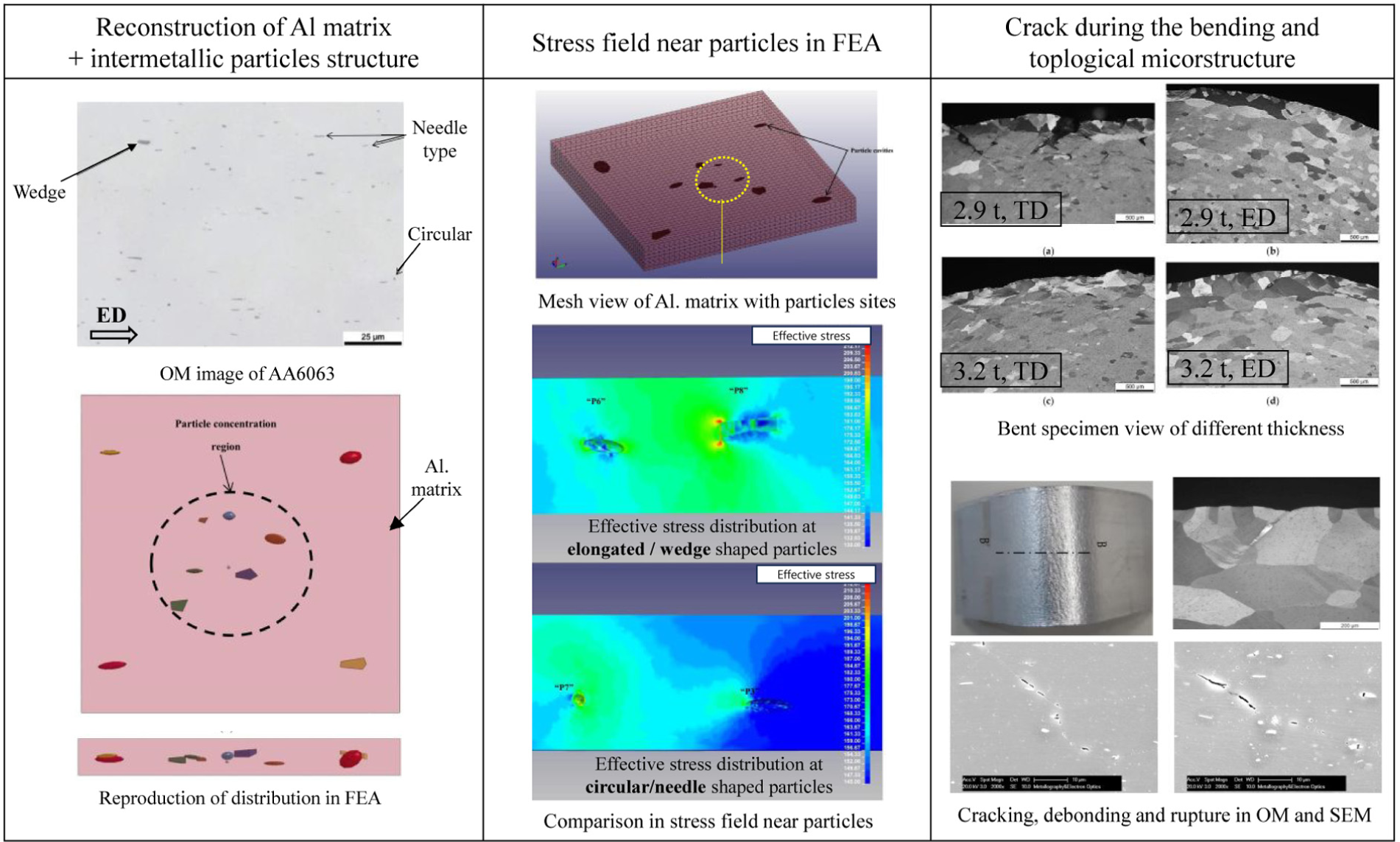
Summary of study of Vazdirvanidis et al. 93
There is also an applicational study conducted by Elasheri et al. 24 which delves into the intricate factors influencing bendability in extruded 6xxx alloys, particularly focusing on the effects of microalloying elements such as Mn and Zr, and comparing the addition of Mn, Zr, and Mn + Zr. The study places significant emphasis on the depth of the PCG layer among various control factors affecting bendability, including hardening behavior, grain structure, PCG formation, and the alignment of intermetallic particles through microalloying.
The results consistently demonstrate that regardless of the alloy or processing conditions, bendability in the extrusion direction (ED) surpasses that in the transverse direction (TD). This anisotropy is attributed to the alignment of large intermetallic particles parallel to the extrusion direction, impacting shear band formation and the likelihood of premature failure. Furthermore, the study investigates the impact of PCG depth on TD bending, particularly under the T5 condition. It was observed that alloys with reduced PCG depth exhibited improved TD bending performance, as exemplified by alloy MnZr’s enhanced bendability compared to alloy Zr.
Additionally, comparisons between TD bending of Mn and MnZr under specific processing conditions highlight the superior TD bending performance of alloy MnZr, attributed to its microstructural characteristics, including reduced coarse surface grain structures and effective dispersoid pinning effects. Later, the authors introduce the concept of bending anisotropy by simply subtracting the measured bending angle between LD and TD and rank different alloying conditions regarding bendability, bending anisotropy, and mechanical properties. The author’s schematically drawn relation between PCG depth and TD bend angle, or yield strength and bending angle are described together in Figure 23.

Summary of study of Elasheri et al. 24
Effect of local crystallographic texture on bendability
Historically, crystal plasticity methods have been robust tools for linking microstructure with local formability, enabling the numerical mapping of local texture, grain size variation, and the global alignment of constituent particles. Specifically, concerning bendability as a local formability measurement, the chronological mechanism behind it reinforces the connection between property and reproduced microstructure via crystal plasticity. The presence of inhomogeneities in the microstructure triggers localized plastic deformation, such as shear bands, thereby favoring sequential crack initiation and propagation.
Further explanation of the deformation stage can be achieved by coupling local crystal plasticity models with precursor damage and fracture mechanics models, assisted by various homogenization and full-field methods, particularly for numerical simulations like the crystal plasticity finite element method (CP-FEM). In this scenario, each grain should be distinctly explained with a coupled crystal plasticity-damage model to cover the entire deformation process of the material. The constructed structure, with these single crystal explanations, sequentially elucidates the mechanical behavior of the material, facilitating comparisons with constitutive deformations of structures such as global formability, as well as local formability, including crack initiation and growth during bending. Numerous studies have covered different eras following the extrusion process of various aluminum alloy as polycrystals, focusing on texture and microstructure evolution, which is inherently correlated with thermal history (see Figure 1). In this section, only studies linking them with bendability will be reviewed.
Firstly, a study focuses on shear band formation and microcrack propagation during bending tests by analyzing the microstructure and varying local texture of AA6005A using crystal plasticity finite element method (CP-FEM). Frodal et al. 95 compared the mechanical behavior and local texture of unique sections in two different extruded profiles after T6 tempers (see Figure 24(a) and (d)). Both experimental methods, utilizing electron backscatter diffraction (EBSD) technique, tensile testing, and VDA bending tests, as well as numerical techniques using finite element models and VUMAT coupling damage and single crystal plasticity model, were employed. As described in the EBSD micrographs in Figure 24(b) and (e), the microstructure characteristics of the two profiles showed similar crystallographic texture and constituent particles but with distinctive grain structures reconstructed via CP-FEM.

Comparisonal study of bendability via experiments-crystal plasticity FEM of extruded AA6005A in different profiles: (a) geometry of extruded profiles A, (b) comparison between EBSD data and constructed microstructure unit in CP-FEM, (c) microstructure and plastic strain comparison after bendability test via experimental characterization and CP-FEM, and (d–f) corresponds them of extruded profile B.
Experimentally, similar mechanical behavior was observed in tensile testing for both profiles, but different bendability was noted, with a deviation in displacement at failure almost two times higher for profile A. The VDA finite element simulation with crystal plasticity model explained the higher bendability of profile A and also accounted for the different morphology in bending fracture, both macroscopically with plastic strain localization at shear bands and at the grain structure level (see Figure 24(c) and (f)).
In the plastic strain contour describing the initial bending and with the increase of bending distance, as indicated by initial and final punch displacement—u, the initial shear band formation seemed to be similarly established, but profile A featured more distributed plastic deformation as deformation progressed and exhibited higher crack initiation resistance, where only a small crack developed at the surface layer with larger punch displacement. The deviating shear band formation was attributed to different grain structure and orientation, which eventually supported distinct gradients in damage evolution and decisions in crack sites, eventually leading to failure in bendability. The reconstructed model and grain structure not only explained comparable bendability between the two profiles but also elucidated characteristic behavior at certain grains within shear bands, showing higher resistance to damage due to crystallographic orientation.
Simultaneously, the study of. Muhammad et al. 94 explored methods to enhance the bendability of AA6016 by analyzing it alongside the bendability of cladded composite AA6016x. The introduction of CPFEM stemmed from the observation that bending tests of extrusions predominantly exhibit microstructure-driven strain localization and shear banding behavior. Thus, FEM simulations were conducted to replicate grain morphology and crystallographic texture. Initial microstructure and texture were reproduced based on EBSD results, indicating a dominant cube texture over S components using a CPFEM-based micro-model. This model integrates microstructure and slip system-level micromechanics with a rate-dependent constitutive plasticity model. Model parameters were calibrated through inverse analysis using both macroscopic and microscopic tensile and V-bending tests.
The model successfully simulated experimental true stress-strain curves and load bend angle curves, as well as deformation profiles observed in experiments. Subsequently, the model was utilized to elucidate the bending mechanism of extrusions, encompassing grain-level to deformation band-level phenomena such as inducing surface inhomogeneity, shear band development, and initiation and propagation of micro-cracks. Effective strain contours during bending, calculated via CPFEM (as depicted in Figure 25(b)), illustrated the evolution of strain localization, surface waviness, shear banding, and micro-crack propagation.

Summary of research of Muhammad et al. 94 : (a) construction of CPFEM model and model calibration. Deformation mechanism of Al extrusions during bending shown in CPFEM and (b) comparison between CPFEM mesh and experiments after bending test.
Comparison between deformed CPFEM meshes and experimental IPF maps post-bending tests corroborated each other, elucidating the behavior of surface cusps, initiation and propagation of multiple shear bands, and the role of trans granular orthogonal shear bands near crack sites. Overall, the multi-scale modeling approach successfully predicts bending and fracture behavior in AA6016, providing insights into practical methods to improve bending behavior through cladding ductile aluminum layers logically via CPFEM studies.
Formability of recycled aluminum alloys
Recycled aluminum scrap currently accounts for approximately one-third of aluminum alloy production, and this proportion is anticipated to rise to 50% by 2050, according to data from the International Aluminium Institute (2019). This increase is driven by the environmental benefits of using secondary aluminum alloys, which include reduced greenhouse gas emissions and lower energy consumption. As such, secondary aluminum alloys are a cornerstone of the circular economy and a significant focus of sustainable metallurgical research. 120
Recycled scrap is a crucial raw material in the global aluminum industry, contributing to the production of new aluminum products and reducing the reliance on primary aluminum extraction. This practice not only mitigates environmental impacts but also supports the industry’s economic sustainability. However, the incorporation of recycled scrap introduces variability in material properties, which can influence the formability and overall mechanical performance of the final product. Understanding these effects is crucial for optimizing manufacturing processes and ensuring the quality and reliability of recycled metal products. This section aims to investigate the impact of recycled scrap on the formability of metals, examining how varying compositions and impurities inherent in recycled materials affect their mechanical properties and deformation behavior.
The study by De Caro et al. 47 investigated the AA6181 aluminum alloy with varying recycled scrap contents—80%, 70%, and less than 20%—originating from primary production (Figure 26). Chemical analysis using optical emission spectroscopy revealed an increasing concentration of impurity elements such as iron, manganese, and copper with higher scrap content. The mechanical characterization showed a general trend of increasing yield strength accompanied by decreasing tensile elongation as the proportion of recycled scrap increased. Similarly, the hardening exponent (n), often regarded as an indicator of formability in sheet metal forming, was significantly reduced in alloys with higher recycled content compared to the primary alloy containing less than 20% scrap. As shown in Figure 26, the alloy with 80% recycled content exhibited higher yield strength, lower tensile elongation, and a lower n value compared to those with 70% and less than 20% scrap.
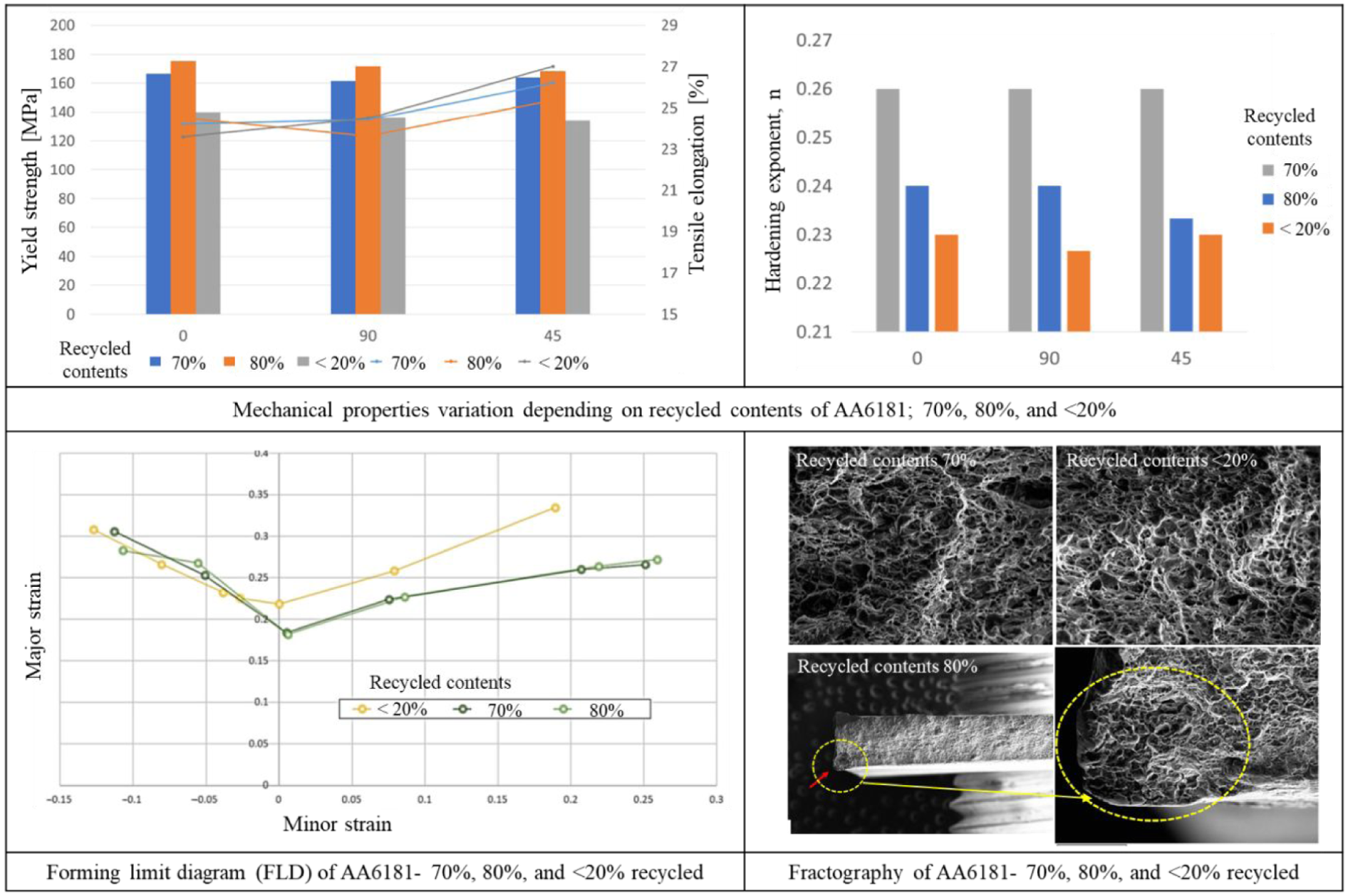
Summary of De Caro et al. 100 ’s investigation comparing mechanical properties and formability of AA6181 depending on scrap content.
In metallic materials, yield strength typically exhibits an inverse relationship with both ductility and the hardening exponent n. Moreover, the forming limit—particularly FLD0, corresponding to the plane strain condition—is generally positively correlated with the n-value. These well-established trends were also observed in the recycled AA6181 alloys studied by De Caro et al. 37
The forming limit diagrams (FLDs), obtained from Nakazima tests, further supported these findings. Interestingly, alloys with different recycled contents displayed similar behavior on the left side of the FLD,99,100,102 representing the uniaxial stress–strain condition. However, under biaxial loading, the primary AA6181 alloy with less than 20% recycled content demonstrated significantly higher formability than alloys with greater recycled fractions. The authors attributed this reduction in formability at higher scrap levels to the increased iron content, which adversely affects performance under biaxial stress states. Fractographic analysis corroborated this, revealing a transition in fracture morphology—from fully ductile in the low-scrap alloy to a mixed ductile–intergranular mode as the recycled scrap content increased.
The effect in microstructure and thus mechanical properties owing to the formation of brittle intermetallics are further investigated for AA2017 by Grażyna et al. 49 They acknowledge that the additional presence of transition metals—such as Mn, Fe, Cr, and Ni—introduced through recycling rather than intentional alloying, can influence the microstructure and mechanical properties of scrap-containing alloys, due to the brittle nature of these elements when they form intermetallic compounds (Figure 27). The DSC result demonstrated that microstructure of the as-cast 2017 alloy includes intermetallic phase precipitates mainly forming eutectics in the interdendritic regions of the solid α-Al solution (Figure 28). Studies using light microscopy (LM), scanning electron microscopy (SEM) with energy-dispersive spectroscopy (EDS), and X-ray diffraction (XRD) identified precipitates of phases such as θ-Al2Cu, β-Mg2Si, Al7Cu2Fe, Q-Al4Cu2Mg8Si7, and α-Al15(FeMn)3(SiCu)2.

Microstructural study of scrap containing AA2017 by Grażyna et al. 47

Fractographic studies indicated that, regardless of heat treatment parameters, decohesion under tensile stress occurs through nucleation, growth, and void coalescence. The decohesion process initiates at the matrix/particle interface where primary undissolved θ-Al2Cu phase precipitates are present. Additionally, particles of the primary hard and brittle phases containing iron, such as Al7Cu2Fe and Al15(FeMn)3(SiCu)2, become fragmented under tensile loads.
Challenges and outlook
Toward advanced characterization of formability in extruded aluminum alloys
With the rapid adoption of aluminum extrusion technologies in high-demand industrial sectors, material properties defining global and local formability are still often evaluated using conventional parameters such as tensile strain or bending angle, typically obtained from uniaxial tensile or VDA bending tests. However, as summarized in Table 4 of this study, which correlates process parameters with their effects on microstructure and formability, multiple factors are intricately linked throughout the multi-stage extrusion process. This interconnected evolution involves through-thickness crystallographic texture development, 104 constituent particle distribution, 105 surface shear deformation, and residual stress accumulation. 106 Because these factors are mutually dependent, isolating a single parameter to control overall formability remains a significant challenge. The complex, multi-step nature of extrusion, combined with the high costs and risks of altering established industrial processes, further complicates this issue.
To overcome these limitations, future research must extend beyond conventional mechanical testing toward integrated, multiscale characterization approaches. Emerging in-situ and 3D techniques—such as synchrotron X-ray diffraction, 107 digital image correlation (DIC), EBSD tomography, and X-ray or neutron computed tomography 108 —enable real-time observation of texture evolution, strain localization, and micro void formation during deformation (Figure 28). Complementary micro- and nano-mechanical testing, including micro-pillar compression, nanoindentation, and micro-tensile experiments, 109 provides valuable insight into local mechanical behavior across heterogeneous microstructures. Integrating these methods allows for a more holistic understanding of deformation mechanisms from micro- to macro-scale.
Equally crucial is the coupling of experimental data with computational and data-driven models. Multiscale finite element and crystal plasticity simulations can interpret complex experimental observations and predict localized stress and strain distributions.110,111 Recent advances in machine learning, physics-informed neural networks (PINNs) and Gradient Enhanced-Expert Informed Neural Network (GE-EINN) offer new opportunities to identify hidden correlations among process parameters, microstructural features, and formability metrics. 112 For instance, V. Modanloo et al. 111 applied a Gradient Enhanced–Expert Informed Neural Network (GE-EINN) model to predict forming performance by correlating material and process parameters under cold and warm forming conditions, demonstrating its potential for data-driven formability analysis (Figure 28). Such hybrid approaches form the foundation for developing digital twins and predictive models that can bridge laboratory insights with industrial-scale manufacturing.
Despite these advances, the absence of standardized testing protocols tailored for extruded products remains a major gap. Conventional formability tests such as the VDA bending or hole expansion tests, initially designed for sheet materials, may not capture the anisotropy and geometric complexity of extrusions.113,114 Establishing unified, extrusion-specific test methods and open databases linking process parameters, microstructures, and formability outcomes will be essential for industrial implementation.
Overall, advancing toward multiscale, data-integrated, and standardized characterization frameworks is essential for accurately evaluating and predicting the formability of extruded aluminum alloys. These developments will not only enable more precise process optimization and quality control but also support the wider use of recycled materials and the transition toward intelligent, sustainable manufacturing in the automotive and transport industries.
Sustainability and the role of recycling in aluminum production
In recent years, there has been a global shift toward sustainability. As highlighted by Özen et al., 92 the United Nations’ Sustainable Development Goals (SDGs) influence not only metal production and processing industries but also downstream sectors such as automotive and transportation. Within this context, the increasing use of recycled aluminum alloys plays a pivotal role, offering environmental, economic, and social benefits by conserving natural resources, reducing energy consumption, and supporting sustainable manufacturing in the aluminum products industry.
A practical challenge in the aluminum production sector arises from the variability in the chemical composition of recycled sources, which leads to fluctuations in impurity levels that must be carefully managed during manufacturing. Figure 29(a) illustrates the targeted increase in recycled aluminum content proposed by the International Aluminum Institute (IAI), while Figure 29(b) presents a representative case from HYDRO Aluminum, demonstrating recycling practices in the automotive sector.

(a) Goal of increase in recycled aluminum alloy contents up to 2050 reported by IAI, estimated based on the collected data in till 2019 and (b) illustration from hydro and recycled aluminum. 100
To address these challenges, aluminum producers must develop advanced expertise and implement technologies that enable effective monitoring, control, and management of the recycling process. This includes optimized process scheduling, robust quality control strategies, and innovative approaches to minimize in-process scrap and promote the reuse of non-conforming or end-of-life components within a circular economy framework. Such measures not only ensure consistent material performance despite compositional variability but also support sustainable growth by reducing carbon and energy footprints across the aluminum value chain.
In addition to recycling, emerging circular manufacturing strategies such as remanufacturing and direct component reuse are increasingly being recognized as important pathways for improving sustainability in metal forming industries. 99 Remanufacturing focuses on restoring used components to functional condition while preserving a large portion of the original material and embedded energy, thereby extending product lifecycles and reducing the demand for primary material production. Recent studies in manufacturing engineering have highlighted that integrating remanufacturing and reuse strategies alongside recycling can significantly enhance resource efficiency and reduce environmental impacts across the product life cycle. 115 In the context of aluminum extrusion components used in automotive structures, such approaches may involve refurbishment, reshaping, or reuse of structural members after service, contributing to more comprehensive circular economy practices in lightweight manufacturing systems.
Adaptive process control and digital twin approaches for aluminum extrusions
Rising demands for precision and quality in automotive aluminum components require stringent control throughout the extrusion process and subsequent forming stages. To address this, manufacturers are increasingly adopting real-time sensing technologies to monitor process variables such as forces, temperatures, dimensions, and friction. 116 When coupled with adaptive control algorithms, these data enable dynamic adjustment of process parameters, facilitating closed-loop control for improved product quality. This approach aligns with the intelligent forming concept of Cyber-Physical Systems (CPS), 117 providing comprehensive monitoring of interacting process sectors.
Practical challenges such as thickness uniformity, surface quality, and compositional variability—particularly when incorporating recycled aluminum alloys—make integration of real-time monitoring with predictive control especially valuable.118–120 Digital twin (DT) models offer a promising solution by simulating manufacturing processes virtually while continuously interacting with the physical system. In die-casting (Figure 30), for instance, DTs combined with machine learning algorithms have enabled real-time quality prediction based on process parameters and defect data, demonstrating high accuracy and feasibility for adaptation to aluminum extrusion across the full thermomechanical processing chain. 94
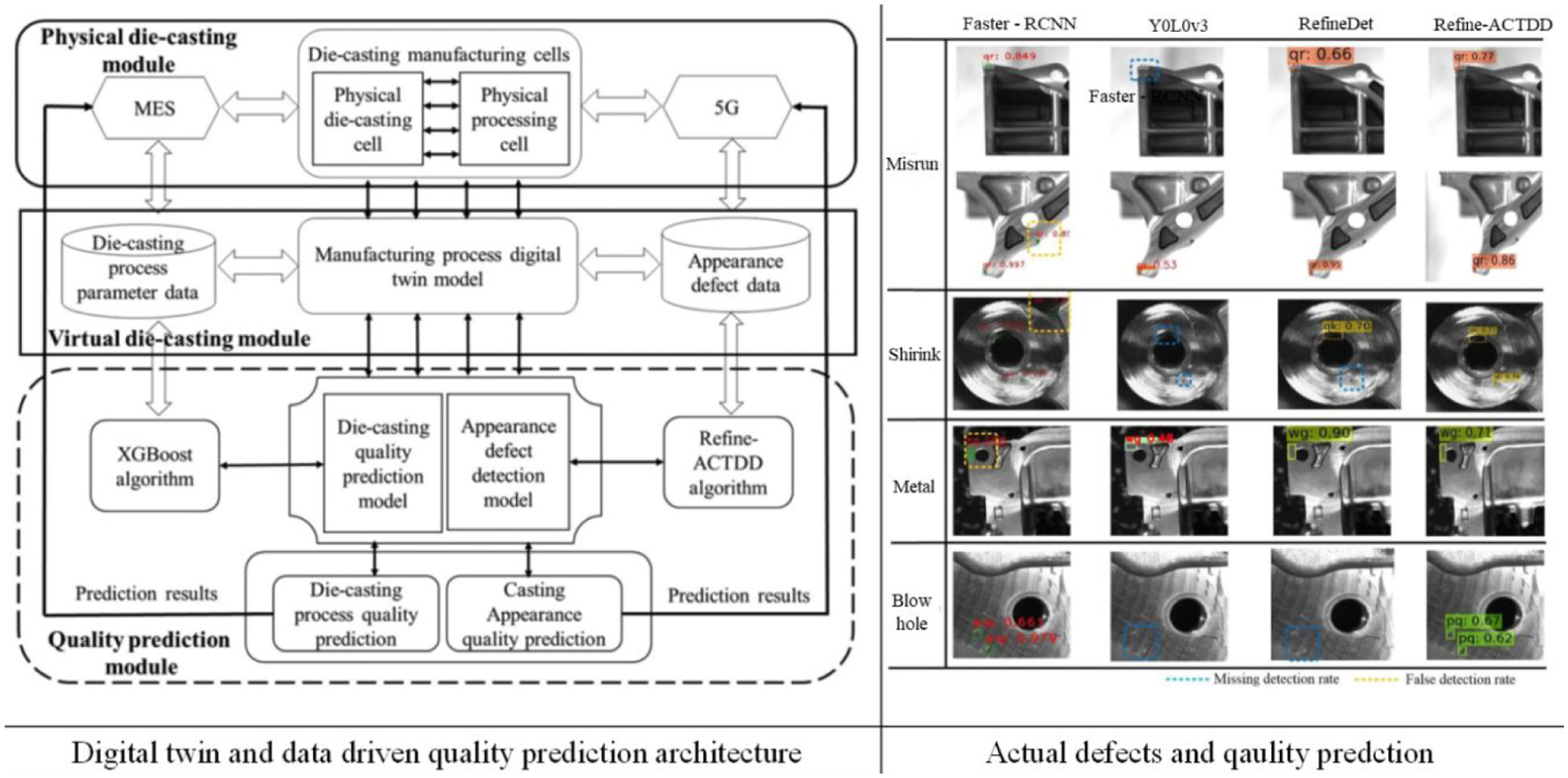
Example from the study of Liu et al. 46 experimenting with digital twin technology and introducing data learning methods for quality prediction: (a) digital twin and data driven quality prediction architecture and (b) actual defects and quality prediction.
Beyond quality control, digital twins are increasingly applied to sustainability challenges in aluminum production. As described in Figure 31, J. Hannula et al. developed a simulation-based recycling flowsheet integrating particle-level modeling of mechanical separation, re-melting, and alloy-specific production. 118 Using exergy analysis and life cycle assessment (LCA), the study highlighted that linking all stages digitally allows the complete value chain to be optimized, minimizing resource consumption while ensuring alloy quality. Similarly, H. Arshad et al. demonstrated a DT-driven framework for carbon emissions management in aluminum casting, using real-time data exchange and simulation to monitor energy use and emissions, providing actionable insights for sustainable production. 118

Together, these studies illustrate that integrating adaptive process control, digital twins, and data-driven modeling provides a powerful approach to improving forming quality, such as dimensional accuracy, but also advancing sustainability toward reducing scrap, controlling carbon emission and enhancing quality in aluminum manufacturing and recycling. Implementing these strategies across the entire production and recycling value chain is essential for achieving resource-efficient, circular, and intelligent aluminum manufacturing.
Conclusion
The growing demand for carbon emission reduction through automotive lightweighting has ushered in a new era in which aluminum alloys are increasingly applied in car structures, aiming to replace next-generation advanced high-strength steels. This shift underscores the critical importance of selecting or even developing suitable aluminum alloy substitutes tailored to specific applications and target replacement parts. Both global and local formability of materials play a unique role in their manufacturability. Global formability refers to the ability of a material to undergo uniform deformation in early-stage forming, while local formability pertains to the material’s resistance to damage or fracture in the later stages of forming. These concepts can be linked to the sequential steps of metal manufacturing or to distinct structural components requiring enhanced energy absorption or ductility.
The evolution of product development toward intelligent and sustainable manufacturing intensifies the need for a fundamental understanding of aluminum alloy forming. This paper provides critical insights into the deformation mechanisms and control strategies for improving the formability of aluminum alloys in the automotive industry. The discussion is framed around two main categories: global and local formability. Key topics include definitions and commonly used characterization methods in the metal forming industry, as well as an in-depth review regarding the relationship with the aluminum alloy extrusion process, encompassing casting, homogenization, extrusion, and aging. Experimental and numerical investigations are highlighted to examine the influence of forming parameters and microstructure on formability.
Additionally, critical factors influencing the local formability of aluminum extrusions are explored as a case study, establishing connections between various forming factors and potential formability enhancement strategies. The paper also emphasizes the increasing importance of recycled aluminum alloys, discussing their status, methodologies for incorporating higher recycled content, and the associated sustainability benefits.
Finally, emerging challenges in enhancing both local and global formability of aluminum extrusions are identified. These include advancing characterization techniques, increasing the use of recycled aluminum alloys, improving dimensional accuracy, and achieving carbon-neutral, circular manufacturing practices for automotive body structures. The study concludes by offering an outlook on advanced forming technologies, emphasizing interdisciplinary collaboration with sectors such as in-situ monitoring, data-driven modeling, and adaptive online process control. These innovations are critical to advancing intelligent metal forming and fostering sustainable manufacturing.
Footnotes
Acknowledgements
The authors gratefully acknowledge the support from the Norwegian University of Science and Technology (NTNU) and NTNU Aluminum Product Innovation Center (NAPIC).
Handling Editor: Sharmili Pandian
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was supported by the TaFF project (Grant No.: 317777) sponsored by the Research Council of Norway.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.