
Abstract
Laser Powder Bed Fusion (LPBF) and Laser Directed Energy Deposition (LDED) additive manufacturing technologies, as core techniques in high-end manufacturing, enable the production of complex parts and hold broad application prospects in aerospace, high-end equipment, and other fields. However, issues such as process parameter fluctuations and material property variations leading to defects have become stumbling blocks hindering the advancement of additive manufacturing toward mass production. In recent years, the rapid advancement of machine learning has shifted the research focus of LDED and LPBF from “process parameter optimization” to “AI-driven online quality control.” Integrating advanced sensing technologies has also become particularly crucial. This review outlines the progress and current status of intelligent monitoring research in LPBF and LDED additive manufacturing across five dimensions: process information sensing, internal/external defect assessment based on in-situ and ex-situ measurements, performance quality evaluation, process parameter optimization, and quality control. It highlights the challenges both technologies face in achieving mass production and outlines prospects.
Introduction
Additive manufacturing represents the forefront of high-end manufacturing technology. This process involves discretizing a digital model into layers and progressively accumulating these layers to create complex three-dimensional components. It enables the production of parts across a wide range of sizes, from microscopic to macroscopic scales. The technology has extensive applications in critical sectors such as nuclear energy, wind power, aerospace, and large-scale energy equipment, 1 driving significant advancements and transformative developments in core manufacturing technologies across aerospace, energy, defense, and biomedicine. 2 Among these, metal additive manufacturing stands out as a specialized technology within the broader field of additive manufacturing. It enables the lightweight, compact, and integrated near-net shaping of metal components, offering advantages such as rapid production, cost-effectiveness, high performance, and shortened manufacturing cycles. Laser additive manufacturing, which employs a laser beam as the heat source, achieves this by melting powder or wire materials to build metal components layer by layer, ultimately forming the desired shape. 3 This technology excels in areas like personalized customization and the fabrication of hard-to-machine materials.
The specific processes of laser additive manufacturing technology are as follows: “Laser Additive Manufacturing” (LAM) encompasses a series of techniques, including direct laser energy deposition, laser powder bed fusion, selective laser melting. The subsequent sections will offer a detailed explanation of each process.
Laser Direct Energy Deposition (LDED) employs a laser as the primary heat source to deposit raw metal materials onto a substrate and melt them. Once the laser moves away, the molten material solidifies instantly, forming a deposited layer. This technique can produce larger components, such as propellers and rocket engine nozzles, 4 by using higher laser power and a larger laser spot size. LDED offers unique advantages in manufacturing multi-material assemblies 5 and functionally graded materials. 6 However, the process is sensitive to various parameters, and the high heat input and large molten pool can reduce the mechanical strength of the manufactured parts. Figure 1(a) 7 illustrates the schematic diagram of this process.
Laser Powder Bed Fusion (LPBF) selectively scans and melts thin layers of fine metal powders based on the geometric cross-section of the component. Once the powder solidifies, it forms a robust molten bond with the preceding layer and adjacent tracks. This process produces parts with superior mechanical strength compared to those manufactured through casting and forging. However, LPBF requires meticulous and time-consuming parameter optimization. Additionally, the high thermal gradients resulting from rapid heating and cooling cycles can induce significant residual stress and deformation in the components. The schematic illustration of this principle is presented in Figure 1(b). 8
Wire Arc Additive Manufacturing (WAAM) is an additive manufacturing technology that utilizes an electric arc as a heat source and metal wire as raw material to fabricate three-dimensional metal parts through layer-by-layer deposition. It is widely applied across multiple process domains.9,10 WAAM technology leverages automation and digitalization to achieve high deposition rates, short production cycles, and high material utilization. 11 This positions WAAM as a viable option for large-scale component manufacturing. However, its drawbacks include insufficient dimensional accuracy, poor surface quality, and higher residual stresses and greater deformation in components due to the process-induced slow cooling rate. A schematic illustration of the process principle is shown in Figure 1(c).
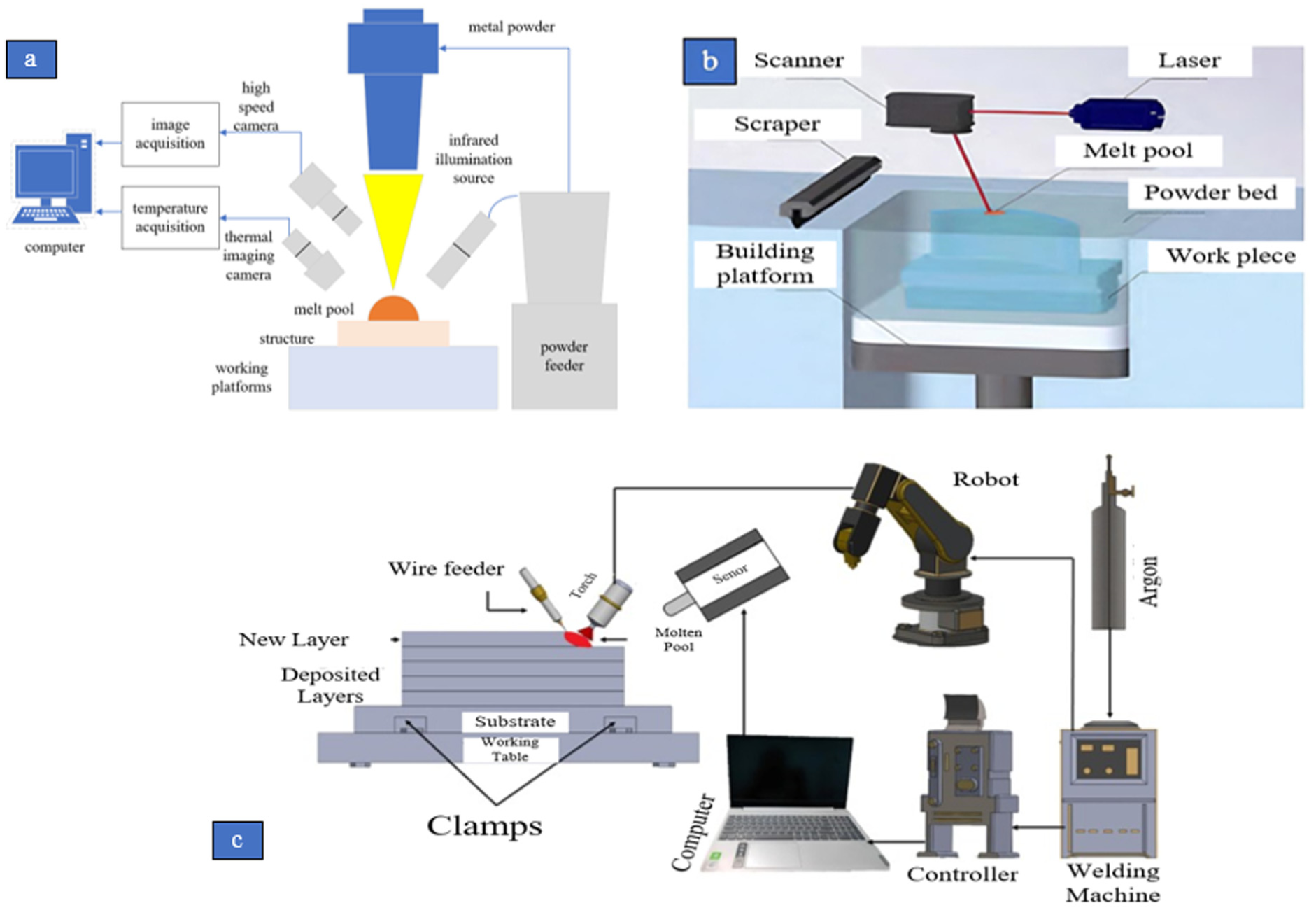
(a) Schematic representation of laser direct energy deposition, (b) schematic representation of laser powder bed melting, and (c) wire arc additive manufacturing schematic.
The processes involved in laser additive manufacturing are highly advanced and are gaining prominence in the manufacturing industry due to their unique advantages. All these processes rely on digital models to guide manufacturing. Before initiating the manufacturing process, it is essential to use computer-aided design (CAD) software 12 to create a three-dimensional model, which is subsequently converted into a format compatible with the manufacturing equipment. The resulting parts feature intricate internal structures and shapes, making them suitable for a wide range of applications, including those in the medical and aerospace fields. The laser beam, known for its small spot size and high energy density, ensures the formation of highly dense and high-performance components. The layer-by-layer approach not only minimizes waste and enhances productivity but also facilitates the production of customized products.
Most current reviews focus on in-situ process monitoring and control for AM,13–20 but research on machine learning for intelligent in-situ monitoring in LDED and LPBF remains scarce. Qin et al. 21 broadly address AM rather than limiting their scope to laser AM or in-situ monitoring, yet their attention to process control is limited. Grasso et al. 22 primarily investigated sensor signals, in-situ sensing, and monitoring in LPBF, lacking coverage of other additive manufacturing processes. Gunasegaram et al. 23 proposed machine learning-assisted closed-loop control, focusing on defect avoidance, mitigation, and repair, with limited attention to in situ process monitoring and multi-sensor systems. In summary, we have critically reviewed various in-situ sensing technologies. By effectively categorizing and filling gaps in previous research—specifically addressing in-situ measurements for LDED and LPBF alongside offline measurements—we have laid the groundwork for future research directions in intelligent process quality assessment, process parameter optimization, and quality regulation. Figure 2 illustrates the milestone evolution of additive manufacturing. Section 2 establishes the fundamental knowledge of LPBF and LDED technologies, along with common defects in AM. Section 3 categorizes and summarizes in-situ monitoring methods for LDED and LPBF, as well as offline monitoring techniques, emphasizing their capabilities in defect detection. This includes key discussions on machine-learning-based defect recognition and performance-quality assessment. Section 4 develops mature intelligent monitoring systems for large-scale additive manufacturing production through process parameter optimization and quality control. The review concludes in Section 5, summarizing key findings, identifying critical research gaps, and outlining prospects.
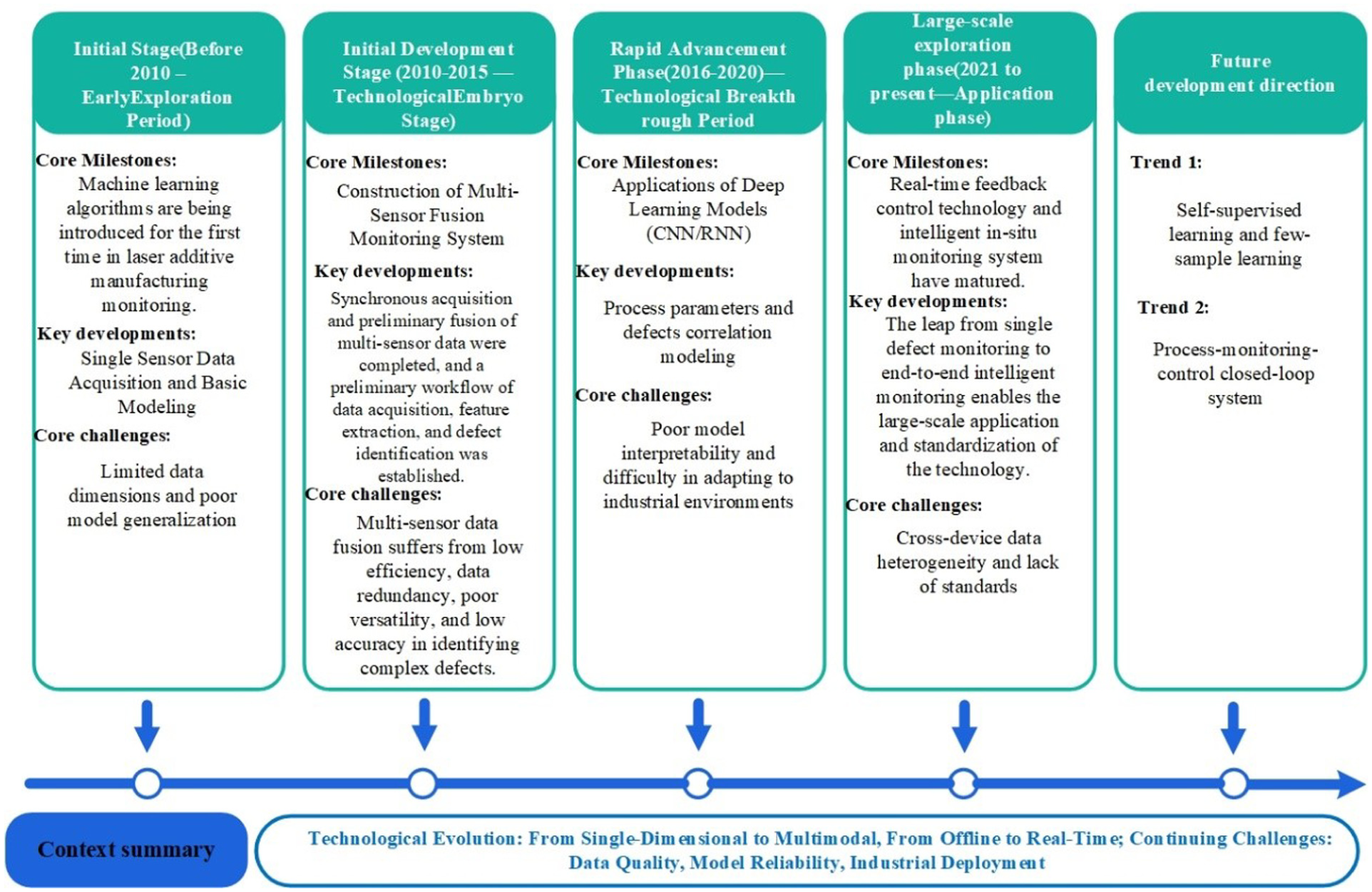
Machine learning-based development roadmap for additive manufacturing.
Defect detection in the manufacturing process and in situ information sensing
Due to limitations in process parameter selection, workpiece geometry, and varying material properties, laser additive manufacturing still faces certain constraints. Factors such as energy fluctuations, laser scanning velocity, and non-homogeneous residual stress can introduce numerous defects—both external and internal. These defects compromise the accuracy and strength of the fabricated part, ultimately impacting equipment performance. Therefore, effective monitoring and real-time defect detection are crucial, with efficient in situ monitoring being particularly critical. Relevant detection and in situ monitoring technologies can efficiently identify defects and predict their occurrence. By sensing and analyzing four core signals—light, heat, sound, and vibration—during the manufacturing process, combined with methods such as machine vision, they capture real-time dynamics of the molten pool, defect initiation, and development patterns. This provides data support for early defect identification and process parameter optimization. Building upon this foundation, the integration of machine learning has emerged as a research hotspot in this field. Particularly for internal and external defects in the two primary processes—LDED and LPBF—machine learning enables in-depth exploration and analysis of multi-source signals obtained through in situ monitoring. This facilitates intelligent defect recognition, prediction, and adaptive process control, representing a key direction for advancing laser metal additive manufacturing toward intelligent, high-precision, and highly stable development. Consequently, it enhances processing efficiency while reducing costs. The following sections will delve into specific defect types, detection methods, and in situ monitoring technologies. Figure 3 illustrates the framework for laser additive manufacturing and in situ monitoring research.
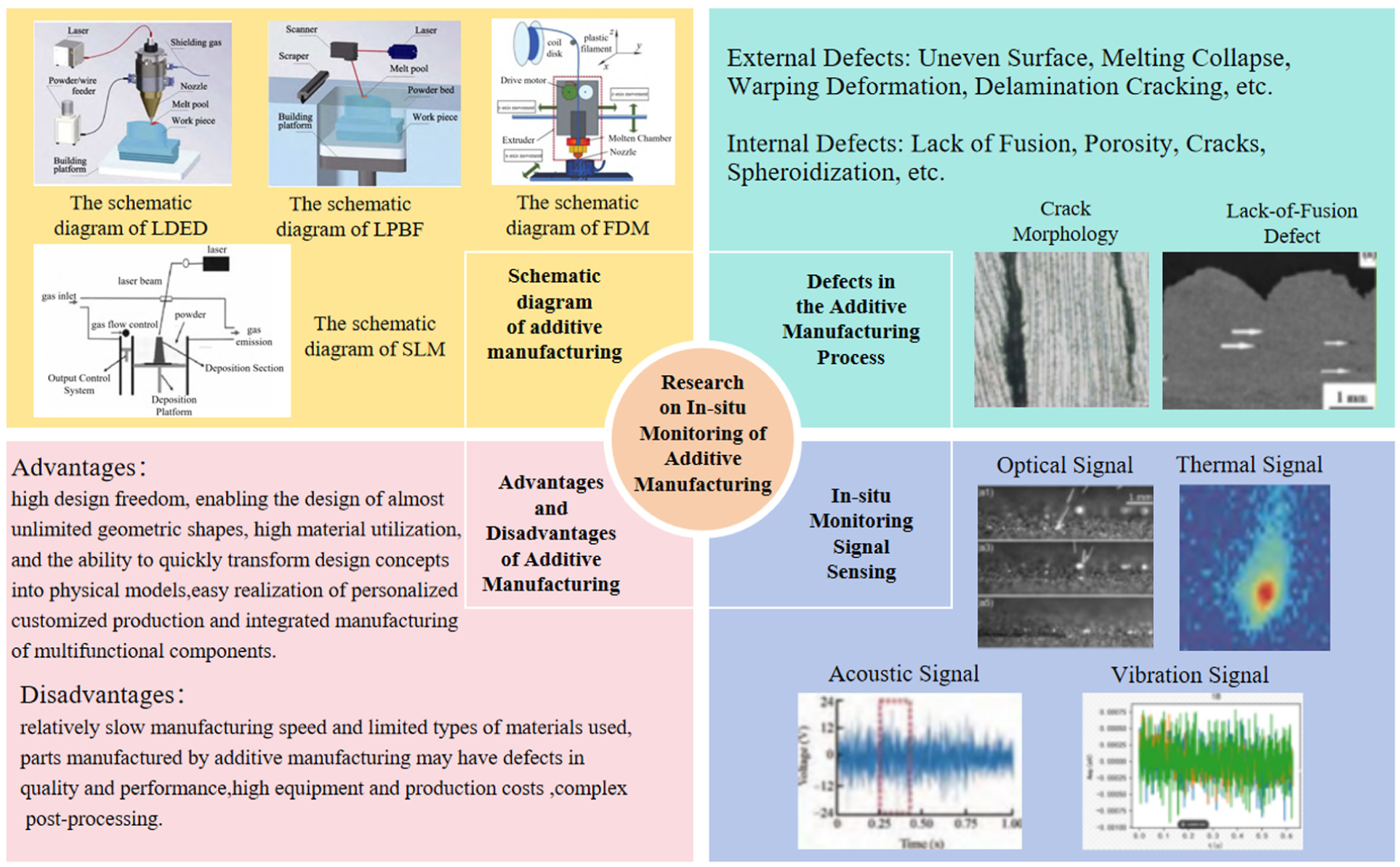
A diagram of the laser additive manufacturing and in situ monitoring study.
Manufacturing process component defects
External defects
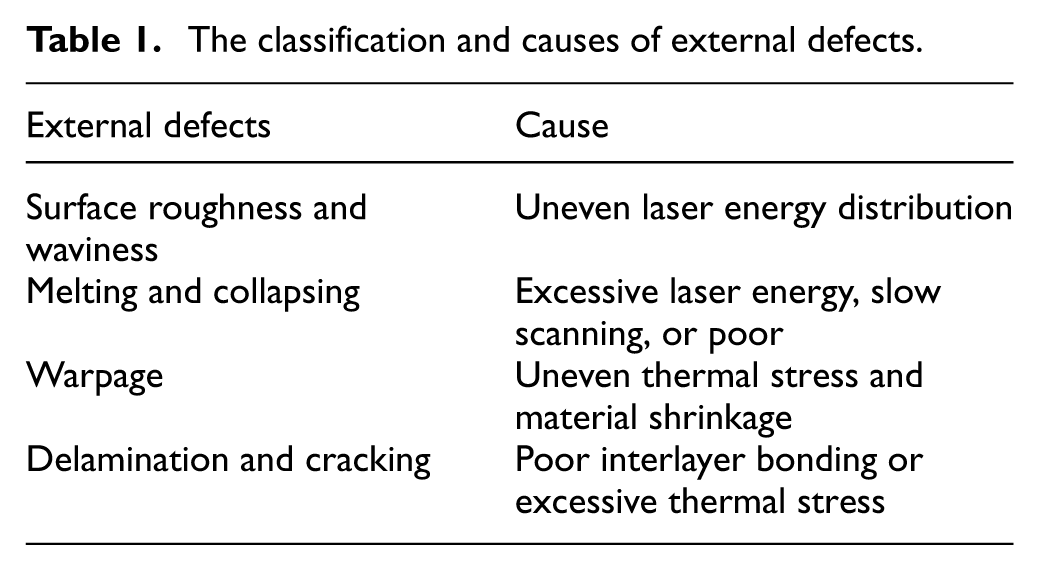
External defects are predominantly geometric, manifesting in various forms such as surface irregularities, melting collapse, warping, deformation, delamination, and cracking. The formation of these geometric defects during the laser deposition process is a complex phenomenon influenced by the interaction of multiple physical fields. Rapid heating and cooling subject the material to a non-equilibrium state, leading to intricate phase transitions and microstructural changes. Non-uniform residual and deformations due to thermal gradients. Table 1 below summarizes the classification and causes of external defects. Figure 4 presents a fishbone diagram of internal defects.
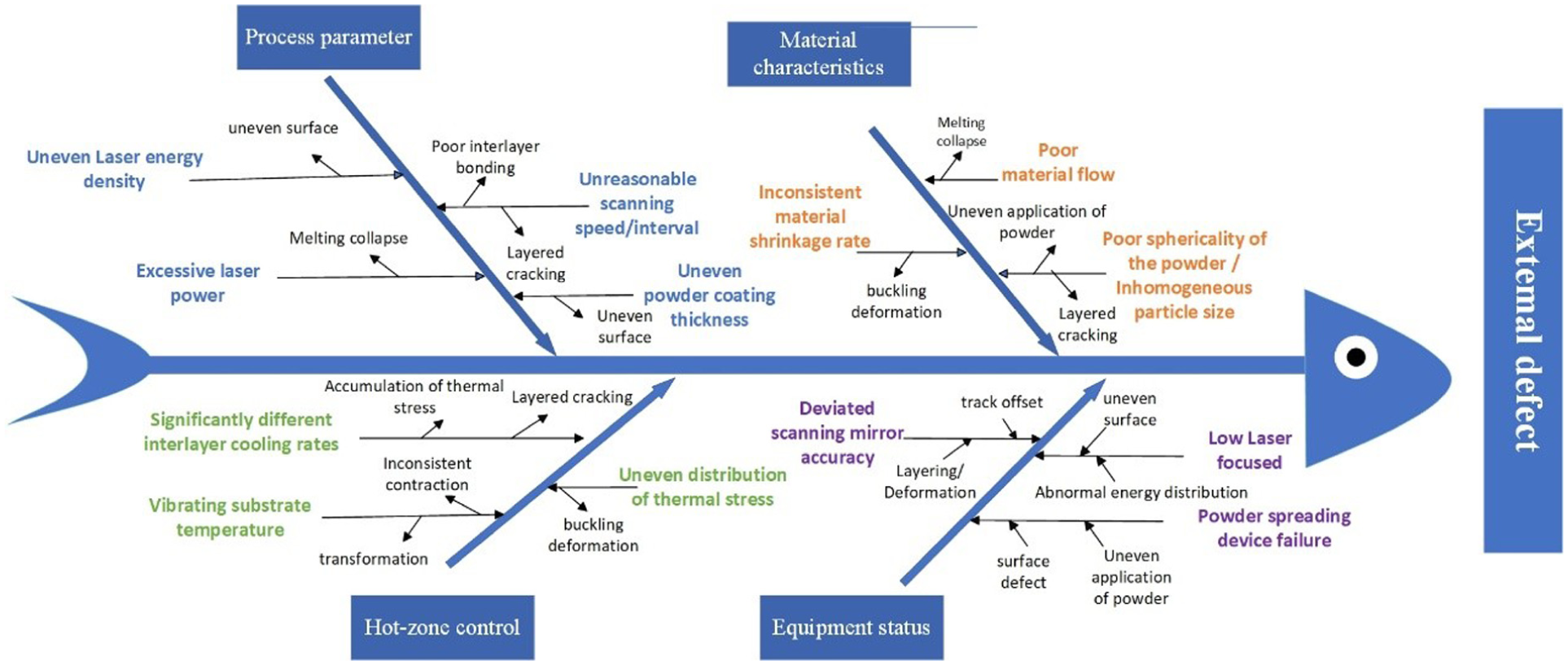
Fishbone diagram of external defects.
The classification and causes of external defects.
Internal defects
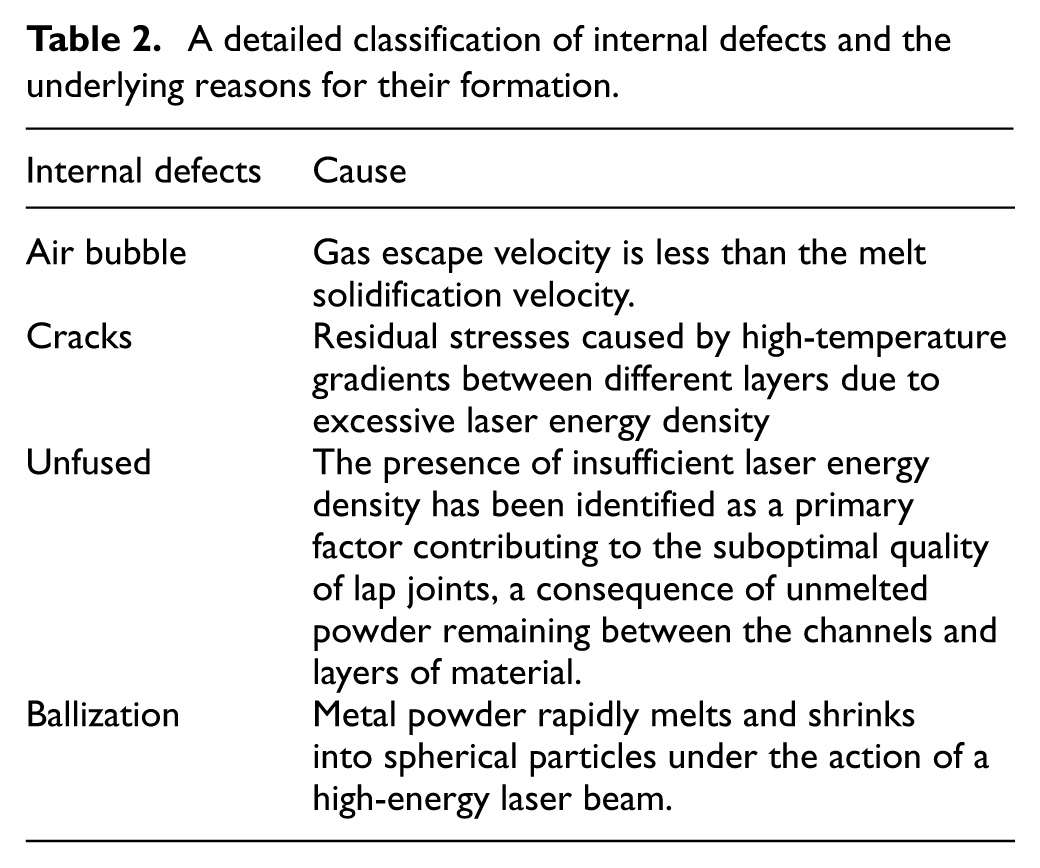
Internal defects, such as unfused microcracks and porosity, are commonly formed during laser deposition.24,25 The rapid heating and cooling cycles experienced during laser melting deposition led to the formation of non-equilibrium microstructures and the development of residual stresses, both increasing the likelihood of internal defect formation. Figure 5 illustrates a typical example of these microstructures and defects, while Table 2 offers a detailed classification of internal defects and the underlying causes of their formation. Figure 6 presents a fishbone diagram of internal defects.
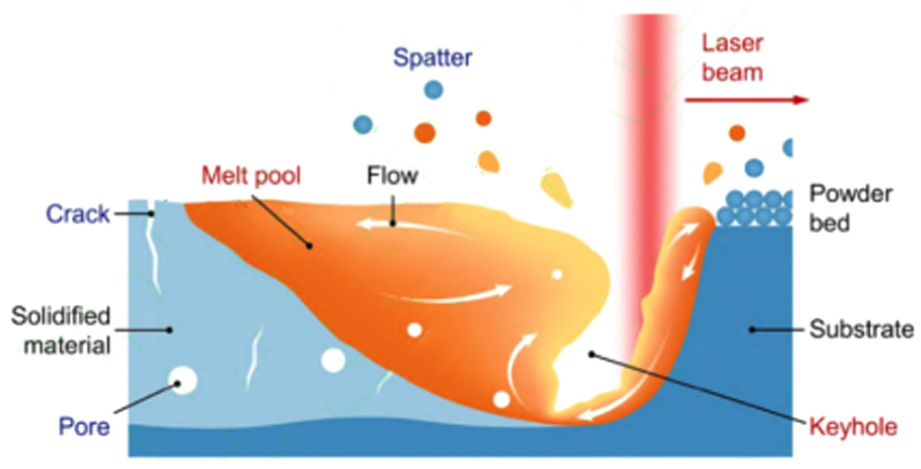
A typical example diagram of microstructures and defects.
A detailed classification of internal defects and the underlying reasons for their formation.
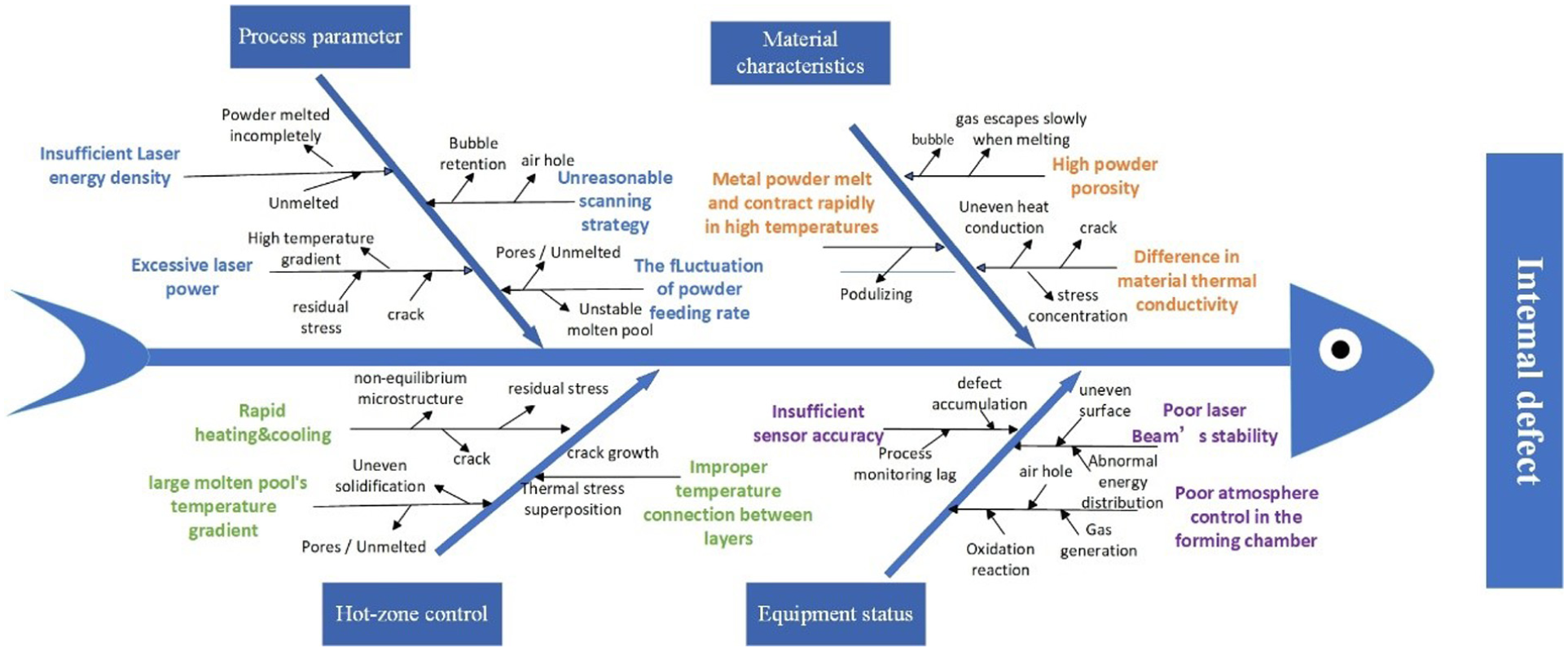
Fishbone diagram of internal defects.
External and internal defect detection
External and internal defects can now be detected through a variety of advanced methods, including machine vision, non-contact laser scanning, and image processing techniques. For external defects, Zhang et al. 26 developed an automatic detection system for common welding defects in aluminum alloys by analyzing arc spectra, sound, and voltage signals. Özel et al. 27 explored surface features of components produced by the laser powder bed fusion (LPBF) process using image processing and machine learning approaches. Additionally, Zhang et al. 28 utilized the streak projection method to monitor the in situ surface morphology during the LPBF process. For internal defects: Lu et al. 29 identified solidification cracks during the deposition of CMSX-10 single-crystal high-temperature alloy, attributing these cracks to the presence of a stable liquid film, stress concentration, and Re-rich precipitation phases. Yan et al. 30 developed a CFD model to resolve the shapes of individual powder particles and predicted the detailed formation process of monorail and multi-track defects, including porosity and periodic effects. These studies demonstrated that using synchrotron X-ray and machine vision to monitor external and internal defects can provide detailed information about defect characteristics. This enables timely identification and resolution of control issues, leading to process improvements that enhance the stability of manufacturing processes and increase accuracy. Such advancements will significantly promote the development of laser additive manufacturing and its engineering applications.
In recent years, as modern technology has advanced from manual operation to automation and intelligence, the manufacturing process has seen significant improvements. Consequently, manufacturing process monitoring and control technologies have also evolved. Common monitoring methods now include in situ monitoring, remote monitoring, adaptive positioning detection, post-process monitoring, and thermal monitoring, among others. The additive manufacturing process demands real-time monitoring of melt pool dynamics and defect formation. In situ monitoring enables prompt detection and acquisition of defect information, adapting to complex manufacturing environments. Employing a multi-scale monitoring approach, it facilitates the identification and prevention of manufacturing defects, highlighting the significant advantages of in situ monitoring technology in laser additive manufacturing.
Numerical simulation study of laser processing on metal surfaces
Numerical simulation plays an irreplaceable role in studying defect formation mechanisms in metal laser additive manufacturing. By constructing multi-physics coupling models, it simulates the complex dynamic process of laser-material interaction within a computer environment. This enables a qualitative and rational explanation of defect origin, evolution, and suppression mechanisms, providing a solid theoretical basis for optimizing process parameters and guiding intelligent monitoring. Wu et al. 31 proposed a three-dimensional (3D) transient finite element model based on sequential coupled thermal-mechanical analysis (SCTMA) to simulate the evolution of temperature and stress fields, as well as the deposition geometry, in Ni60A-25%WC laser-clad composite coatings. The numerical study by Ai et al. 32 provides crucial theoretical references for in situ monitoring: the simulated asymmetric temperature distribution in the melt pool, the periodicity of droplet transfer, and the correlation between melt pool oscillation and surface morphology offer quantitative guidance for sensor placement (e.g. temperature sensors, high-speed imaging equipment sampling frequency settings) and monitoring parameter optimization in in situ monitoring systems. This enhances the accuracy and response speed of defect identification through in situ monitoring. Numerical simulation has transcended its role as a mere mechanism analysis tool, becoming the core bridge connecting “process parameters—physical processes—defect formation—monitoring signals.” It is not only key to understanding the fundamental physics of laser-metal interaction but also the core engine driving the development of next-generation intelligent, adaptive laser manufacturing technologies. Deeply integrating the physical insights from simulation with the real-time perception capabilities of in situ monitoring and the data-driven power of machine learning is the inevitable path to achieving precise control and consistent quality throughout the entire laser manufacturing process.
In situ monitoring techniques
In situ monitoring involves real-time observation of a sample or process in its original position without altering or dismantling the existing setup. This technology monitors and records internal material or system changes using techniques such as optical coherence imaging, spectral characterization, thermal imaging, digital imaging, and machine learning. These methods help identify issues like heat accumulation, porosity, deformation, and other defects during manufacturing processes.33,34 To enhance manufacturing quality, ensure process repeatability, reduce defects, and optimize the manufacturing process, it is crucial to detect and measure various important physical parameters. The in situ signals captured encompass temperature, optical, acoustic, and vibration signals, among others. Effective signal processing and analysis play a vital role in real-time monitoring, fault diagnosis, and process control. Below, we present the detection technology for each type of signal.
Optical signal sensing
A variety of contemporary in situ monitoring techniques rely on optical signals, including VIS/IR cameras, high-speed cameras, thermal imaging, and interferometric imaging, among others. 35 Typically, high-speed X-ray synchrotron technology (High Energy Synchrotron Light Source, abbreviated as HSXS) and infrared (IR) technology are employed. The experimental setup for high-speed synchrotron X-ray imaging is shown in Figure 7 below.
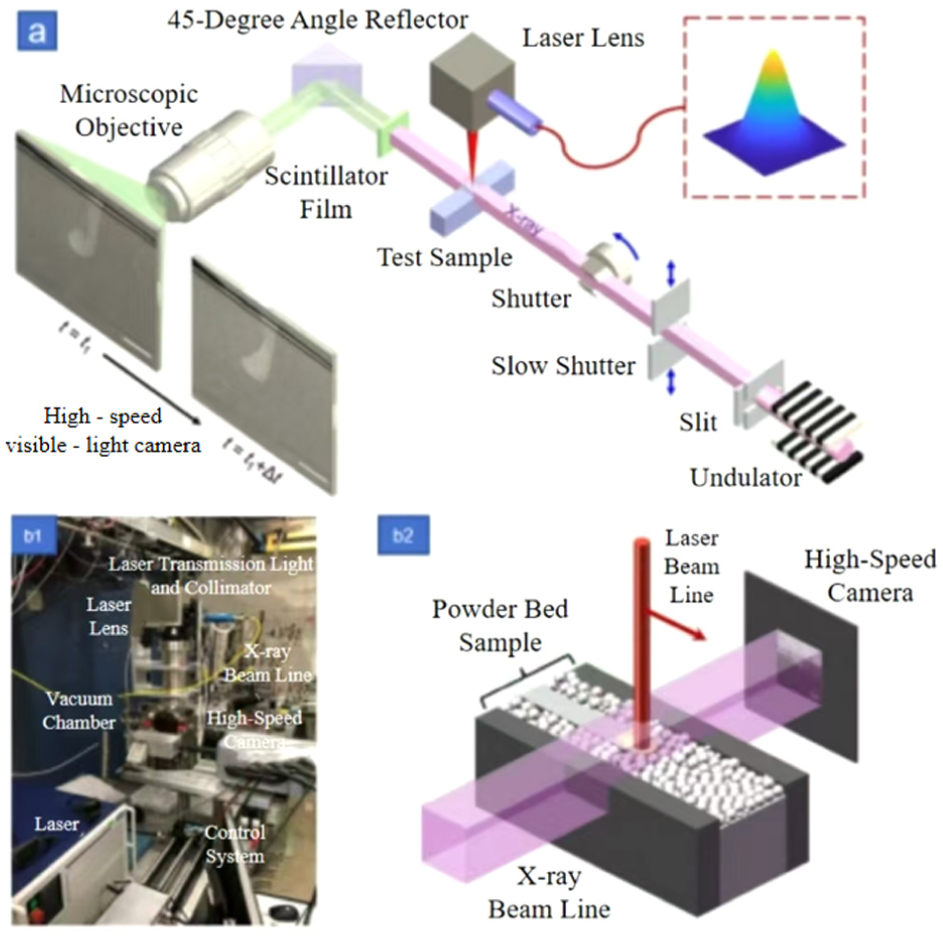
The experimental setup for synchrotron X-ray high-speed 36 : (a) schematic diagram of the experimental setup, (b) metal laser powder bed fusion additive manufacturing simulator. (b1) Picture of the simulator at the synchrotron station (b2) Schematic diagram of the simulator.
Numerous studies, both domestic and international, have explored in situ monitoring of optical signals.37–48 Infrared cameras, spectral analysis, photoelectric measurement, and other optical signal-sensing techniques provide powerful tools for acquiring and processing valuable information in the additive manufacturing process. These methods effectively capture and handle optical signals and telecommunications data, enhancing the precision and efficiency of manufacturing operations.
Heat signal sensing
In situ monitoring using thermal signals involves identifying material defects during processing through infrared thermography and by sensing the thermal imaging and morphological information of the molten pool during laser additive manufacturing. Specifically, the spatial resolution of the infrared camera determines the minimum detectable defect size with high accuracy. The infrared camera captures images of the molten surface in a non-contact manner by detecting infrared radiation, forming thermal images that help infer internal defects. 49 Photodetectors measure parameters such as melt pool radiation intensity, temperature, and geometry (e.g. area, length, and width), enhancing the accuracy of defect detection.
These studies demonstrate that thermal signals play a crucial role in additive manufacturing.50–56 By monitoring these signals, we can track temperature changes during the process, which helps evaluate the microstructure and properties of the manufactured parts, including identifying potential defects like pores and cracks. This insight enables optimization of the additive manufacturing process.
Acoustic signal sensing
In the context of laser additive manufacturing, acoustic signals are typically generated by stress waves originating from material defects. These defects reflect irregular structural changes as the applied load varies. Acoustic Emission (AE), which utilizes acoustic signals for in situ sensing, is particularly sensitive to minor damage. The AE signals contain valuable information about damage mechanisms and processes, making AE widely used for defect detection and damage identification in various structures. 57 However, accurately assessing the extent of damage remains a practical challenge. While ultrasonic inspection offers rapid data processing, it is susceptible to noise interference, which limits its ability to accurately recognize melt pool morphology. In contrast, laser ultrasound is a technique that employs laser-generated ultrasonic waves for non-destructive testing. This method has been introduced as a non-contact inspection tool for in-line monitoring of additive manufacturing processes, offering high detection resolution.
The findings of these studies58–65 show that additive technologies using acoustic signal detection can effectively detect and analyze acoustic waves, extract defect information from the process, determine the source of acoustic emissions and the extent of defects, and significantly enhance the accuracy of defect detection.
Vibration signal sensing
Laser additive manufacturing encompasses a wide range of vibration signals, such as laser Doppler vibration, laser scattering vibration, ultrasonic vibration, electromagnetic vibration, and many others. Due to its non-contact nature, high accuracy, and efficiency, laser Doppler vibration measurement has emerged as the predominant method for vibration analysis.66,67 This technique is particularly advantageous for measuring small amplitude vibrations and excels in weak vibration detection. 68 The ultrasonic vibration method, on the other hand, introduces ultrasonic signals into the molten pool’s solidification process to refine grain structure and reduce residual stress. This significantly suppresses the formation and propagation of cracks, making it ideal for manufacturing complex-shaped parts. Additionally, electromagnetic stirring technology adjusts the magnetic field current strength to ensure uniform solute distribution in the melt pool, thereby reducing residual stress. It can effectively monitor and distinguish the transition state during laser melting wire additive manufacturing. However, an excessively strong internal magnetic field rotation can create a deep liquid cavity in the center of the metal melt, potentially leading to defects such as porosity. Therefore, its application requires careful evaluation. Compared to traditional electromagnetic sensing, fiber optic vibration sensing offers distinct advantages in environmental adaptability, sensitivity, bandwidth, noise limitations, and minimum detectable pressure.
Vibration signals69,70 can be used for technological sensing during manufacturing processes to measure the energy distribution in the field, thereby extracting valuable information. Using a vibration sensor, signals can be collected and subsequently processed through filtering, amplification, and noise reduction. Using algorithms to analyze and extract vibration parameters such as frequency, amplitude, phase, and other metrics, along with time-domain and frequency-domain processing, enables the effective assessment of equipment operational status. Moreover, identifying and analyzing defects, as well as diagnosing faults, is widely applied in motors, gearboxes, and similar machinery, facilitating real-time monitoring of vibration conditions.
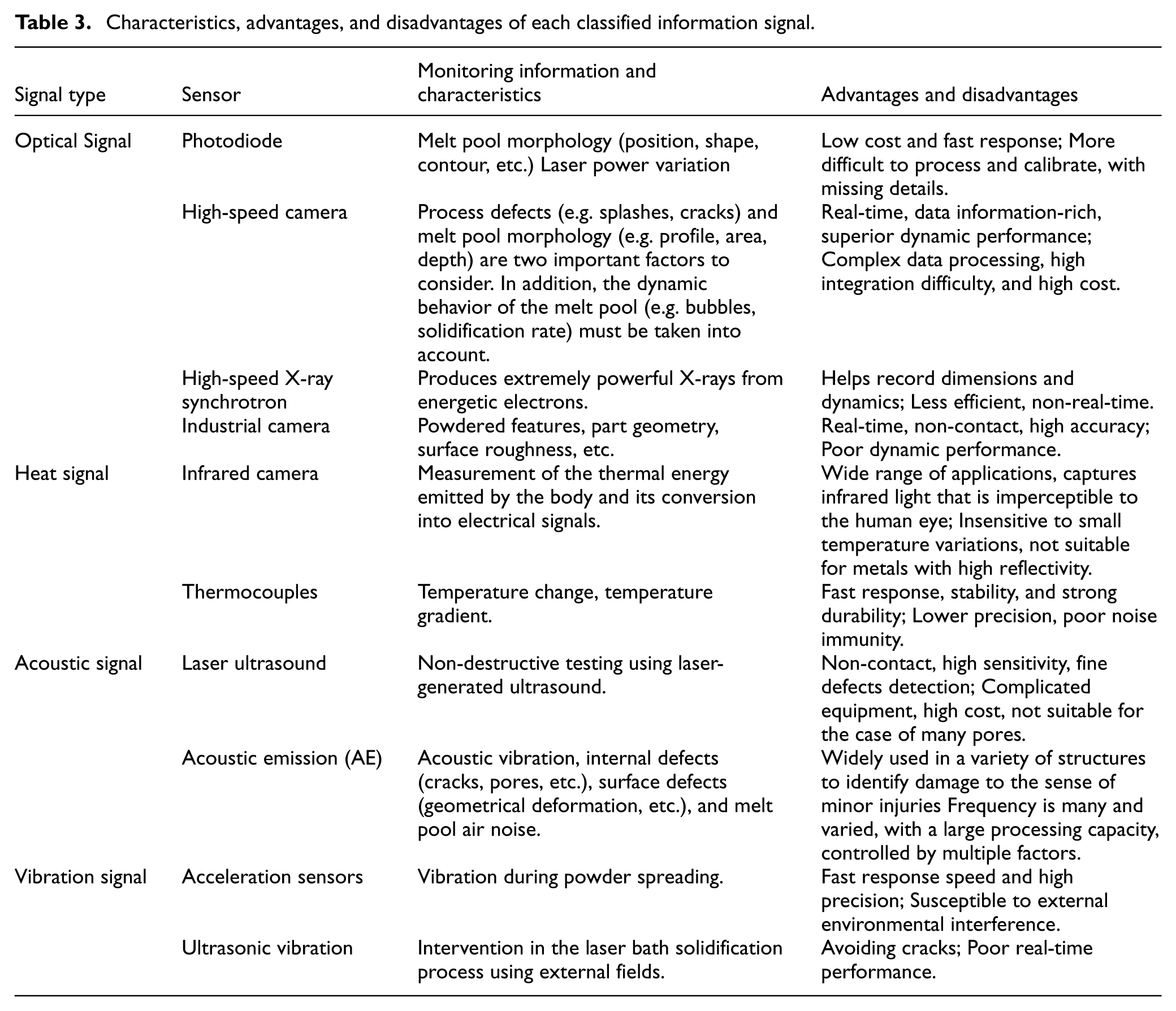
Figure 8 below illustrates the in situ monitoring signal diagrams for each signal. Table 3 outlines the classification, characteristics, advantages, and disadvantages of each signal.
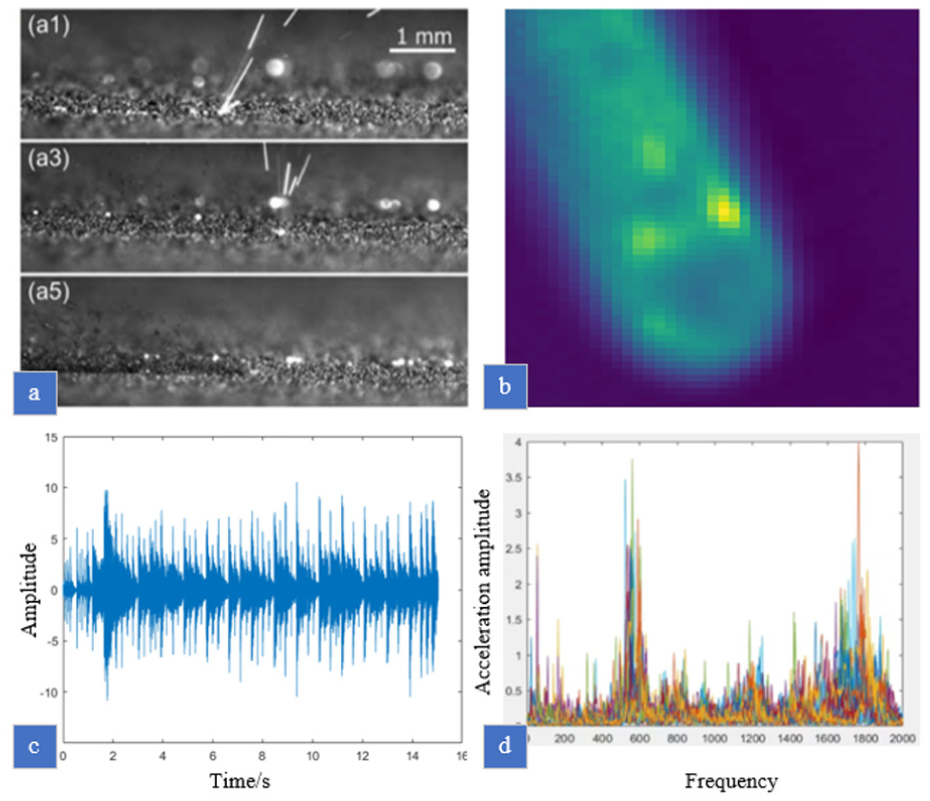
The in situ monitoring signal diagram for each signal: (a) high-speed visible imaging map of optical signals 71 , (b) in situ monitoring signal map of thermal signals, (c) in situ monitoring signal diagram for acoustic signals, and (d) in situ monitoring processing diagram for vibration signals.
Characteristics, advantages, and disadvantages of each classified information signal.
The application of machine learning algorithms
The LPBF process imposes extremely stringent requirements on powder properties, with part quality being almost directly equivalent to powder quality. It utilizes ultra-fine, highly spherical, and high-purity alloy powders, which are essential for achieving high dimensional accuracy, excellent surface finish, and a near fully dense internal structure. Powder defects are unreservedly manifested in the microscopic melt pool, directly determining the ultimate mechanical properties of the part. Therefore, LPBF powder is the decisive factor for the microscopic quality of precision parts.
In the LDED process, powder characteristics primarily influence part macro-quality through their impact on powder feed stability and melt pool behavior. It utilizes coarser, more free-flowing engineering-grade powders, ensuring stable deposition with high efficiency and material utilization. However, this approach also leads to issues such as rough part surfaces and lower geometric accuracy. Irregular powder or delivery fluctuations do not directly cause micro-defects but can lead to macro-process issues such as coating inhomogeneity and poor inter pass bonding. The advantage of LDED lies in powder composition flexibility, supporting the fabrication of functionally graded materials or repair applications. Consequently, LDED powder serves as a key variable for achieving macro-structural performance and manufacturing cost-effectiveness.
Information extracted from LDED and LPBF processes is utilized to differentiate external defects from internal micro-defects, forming the foundation of a judgment system that ensures machined parts meet expected standards. By employing machine learning methods, this system increasingly demonstrates its significance in defect monitoring and intelligent evaluation. Machine learning enables the system to learn from data, making predictions based on constructed models and data structures. The core of machine learning (ML) lies in algorithm development, which significantly enhances predictive capabilities through continuous model optimization.
Machine learning, with its advanced pattern recognition and data processing capabilities, has emerged as a crucial tool in prediction and additive manufacturing. However, the complexity of the laser cladding process means there is currently no standardized method for assessing internal and external defect quality. Effective monitoring across scales—from micro to macro—demands a multi-scale approach. In the following sections, we will delve into three key areas: internal defects, external defects, and performance quality.
Evaluation of internal and external defects based on LDED
Although Laser Directed Energy Deposition (LDED) is widely utilized across numerous fields, current research—both domestically and internationally—lacks comprehensive assessments of external defects due to limited process monitoring capabilities. In sectors such as aerospace, medical, industrial, and mission-critical component manufacturing, ensuring part quality and process reliability is paramount. Scholars globally are focusing on intelligent methods for defect identification, classification, and region segmentation using image processing techniques. Machine learning-based defect detection involves two primary stages: imaging and defect identification. Different imaging devices, shooting angles, lighting conditions, and environmental factors can significantly affect image quality, thereby influencing the complexity of image processing. The effectiveness of feature extraction in various image processing algorithms, along with the strengths and limitations of image pre-processing techniques, directly impacts the accuracy and reliability of defect detection. Traditional defect detection methods typically focus on identifying external defects. Traditional defect detection methods encompass infrared imaging, 72 X-ray, 73 eddy current analysis, and ultrasonic testing. These techniques are primarily employed to identify defects in materials such as aluminum, pipes, stainless steel, and welds, as well as in products within manufacturing sectors like batteries.
Surface defect detection based on LDED is categorized into offline measurement and in situ measurement. Offline measurement refers to measurements conducted outside and after the manufacturing process, which are non-real-time. In situ measurement is performed during the manufacturing process, being synchronous and real-time. They enhance the detection and classification of surface and near-surface flaws in manufactured items
Evaluation of external defects based on LDED
The following scholars have conducted research on offline measurement of external defects in LDED. Du et al. 74 employed eddy current testing technology to detect defects in hybrid-processed components. Specifically, they milled the surface flat after each layer deposition and then used the eddy current method to detect component defects after eliminating surface roughness interference. The results obtained from inspecting Ti-6Al-4V strips with unfused defects produced via direct laser deposition demonstrated that this method can effectively detect defects within components. However, compared to deep learning approaches, traditional defect detection methods exhibit low automation levels and inefficient detection rates. This method effectively detects defects in parts. However, compared to deep learning approaches, traditional defect detection methods exhibit low automation and efficiency.
The following scholars have conducted research on in situ measurements of external defects in LDED, Xie et al. 75 attempted to detect surface defects in sheet metal parts by proposing a supervised learning CNN-based method for surface defect recognition and classification. Defect samples were obtained through segmentation and extraction techniques, and a window sliding detection approach was employed. Training was conducted under three learning rate conditions. Experimental results showed that an accuracy of 97.02% was achieved when the learning rate was 0.0001, with an average detection time of 0.85 s per part. However, this approach relies heavily on large amounts of labeled samples. Given the large size of LDED components and the scarcity of defect samples, the model’s generalization capability is limited. Zhang et al. 76 proposed an enhanced RNN model. Due to the structural properties of standard RNNs, gradient vanishing and gradient explosion occur when deriving derivatives through the chain rules during external defect detection. To mitigate these issues, they incorporated a Long Short-Term Memory (LSTM) unit to enhance the RNN. However, they did not account for surface image interference from noise sources in LDED, such as molten pool spatter and powder adhesion, resulting in a high misclassification rate during practical detection. Karthikeyan et al. 77 integrated high-resolution multimodal sensing with explainable AI (LIME) to achieve sub-millimeter-level pore mechanism-aware prediction based on high-frequency acoustic emission features in hybrid DED (87% accuracy). This breakthrough overcomes the spatial resolution limitations and “black-box” nature of traditional methods, while distinguishing between splatter and insufficient fusion pores provides a novel approach for real-time closed-loop control. However, their approach remains constrained by limited pore types and small sample data. Future work should expand defect spectra and integrate physical models to enhance industrial applicability.
Unlike LPBF’s comprehensive optical imaging inspection solutions, LDED external defect detection lacks a dedicated technical framework, relying on limited inspection methods and lacking targeted technologies. While LDED external defect detection requires consideration, existing technologies present significant trade-offs. Most current LDED systems focus primarily on internal defects, yet with increasing surface quality requirements in aerospace and other fields, current research struggles to keep pace with these evolving demands.
Evaluation of internal defects based on LDED
Laser Directed Energy Deposition (LDED) is a well-established additive manufacturing process that has proven to be highly efficient and effective in fabricating a wide range of structures. However, due to the influence of various process parameters, it is crucial to thoroughly assess and evaluate the internal quality of the parts. Common defects are categorized into three types: porosity, spheroidization, and cracks. In the laser additive manufacturing process, supervised learning algorithms can process a large number of datasets, extract key information from them, and improve the accuracy and efficiency of monitoring. The trained model can monitor the temperature of the molten pool around the laser focus, as well as the size and shape of the molten pool in real time, to adjust the process parameters promptly to ensure the stability of the manufacturing process and product quality. Common supervised learning algorithms include Neural Networks (NN),78–83 Support Vector Machines (SVM),84–87 Random Forests (RF), 88 Extreme Learning Machine(ELM),89,90 Decision Trees (DT), 91 linear discriminant analysis(LDA),92,93 and so on. Unsupervised learning is mainly used for data clustering and dimensionality reduction, and common unsupervised algorithms include K-means clustering,94,95 Principal Component Analysis(PCA),96–98 etc.
Supervised learning methods have been applied to detect porosity defects in LDED. The following scholars have researched in situ measurements of internal defects in LDED. Li et al. 99 employed a single sensor for real-time quality assessment of laser-directed energy deposition (LDED) across multiple scales. In the realm of data monitoring algorithms, a physical model-driven supervised algorithm was utilized to monitor contour height instability. At the same time, a convolutional neural network (CNN) was applied for porosity prediction. The outcomes of this single-sensor multiscale quality monitoring in additive manufacturing demonstrated 100% accuracy in deposition profile and melt pool recognition, with a relative error in profile feature recognition below 0.05%, and porosity prediction accuracy exceeding 99%. The findings of this study suggest that single-sensor multi-scale real-time quality monitoring can provide valuable methodological support for future real-time quality control of LDEDs. Khanzadeh et al. 100 applied five supervised machine learning techniques—decision trees (DT), k-nearest neighbors (KNN), linear discriminant analysis (LDA), quadratic discriminant analysis (QDA), and support vector machines (SVM)—to predict the porosity of LENS-manufactured parts. Among these techniques, KNN achieved the highest classification accuracy of 98.44% for molten pools, while DT exhibited the lowest probability of misclassifying normal molten pools as porosity at only 0.03%. However, this study relied on a single alloy (Ti-6Al-4V) and fixed process parameters, resulting in weak model transferability when applied to the multi-material, variable-parameter manufacturing scenarios of LDED. In the study by Wang et al., 101 image processing methods were employed to identify regions of interest within molten pool images. Contour features were subsequently extracted, and a Gaussian Process Classification (GPC) model was utilized to classify molten pool dynamics. This approach provides valuable insights for monitoring porosity defects. However, feature extraction relies on manual design and fails to capture latent influencing factors such as molten pool oscillation and powder particle size. Guo et al. 102 proposed a statistical knowledge transfer-based method for porosity prediction in new geometric parts during laser metal deposition. By learning statistical models of thermal characteristics from existing parts (STCAR-AR), it generates pseudo labels for the thermal characteristics of new parts, thereby training a CNN model for prediction. This approach avoids costly and time-consuming post-processing porosity detection. However, this approach is constrained by multiple strong assumptions. Its performance significantly degrades when parts exhibit substantial variation, data distributions fail to satisfy the assumptions, or data is imbalanced, resulting in limited generalization capability. Zhu et al. 103 designed a lightweight CNN model that integrates U-Net segmentation of the molten pool, focusing on enhancing the model’s robustness under varying brightness levels and input image sizes to achieve porosity detection. However, their research primarily targets inference on surface molten pool images, with predictions for internal porosity being indirect. Chen and Moon 104 proposed an in situ defect detection method based on a multi-sensor fusion digital twin (MFDT) and machine learning. By integrating coaxial molten pool visual images and acoustic signals, it analyzes intra-modal and cross-modal feature correlations to achieve high-precision defect classification during laser-directed energy deposition. However, their approach is limited to specific materials and process parameters, exhibiting insufficient generalization capability. Furthermore, it lacks an in-depth discussion on the feasibility of real-time performance and computational cost in practical industrial scenarios. Gomez-Omella et al. 105 compared three data-driven strategies combined with multiple machine learning algorithms for in situ detection and prediction of porosity defects during online laser metal deposition. Their focus was on utilizing process monitoring data and topological data analysis to predict pore locations identified by CT scanning, thereby replacing costly post-processing inspection. However, experimental reproducibility was low, based solely on a dataset from three parts, and significant variations in porosity between different parts led to a substantial decline in model performance when predicting across parts. In the field of unsupervised learning for pore defects, the method proposed by Khanzadeh et al. 106 identifies anomalous patterns through unsupervised learning and surface melt pool monitoring. However, its underlying mechanism remains unclear, and it relies on post-event verification, making it difficult to achieve real-time process control and reliable quality assessment. Zheng et al. 107 extracted visual, acoustic, and motion features to form a unified vector for laser direct energy deposition defect classification. However, limitations such as weak data generalization, restricted detection capabilities for small-sized/multiple-type voids, and inadequate real-time performance and industrial closed-loop adaptability constrain its industrial implementation and practical application value.
To address spheroidization defects in LDED, researchers, including SCIME at Oak Ridge National Laboratory, 108 employed SIFT and unsupervised ML techniques for feature extraction. The extracted molten pool morphology features were applied in machine learning to identify spheroidization defects. However, its effectiveness is constrained by high data annotation costs, limited monitoring scope, and the lack of a solution for real-time process adjustments based on detection results.
The following scholars have researched offline measurement of internal defects in LDED. Xu et al.
109
proposed a multimodal imbalanced data prediction network (MIDPN) for laser cladding. By employing a generative adversarial network (GAN) to map molten pool images and generate missing temperature field data, they addressed the challenge of multimodal data imbalance. They further designed a guided attention mechanism (GAMITF) to facilitate the interactive fusion of image and temperature field features, ultimately achieving high-precision porosity prediction. However, the experimental setup remains highly specific, and the model’s generalization capability requires further validation. Nalajam and Ramesh
110
introduced K-means, SVM, and Random Forest (RF) algorithms for segmenting porosity from microstructural images of wire arc additively manufactured AA6061 thin-walled structures. These methods can identify pores larger than 5
Current internal defect assessment methods for LDED, whether supervised or unsupervised learning, can identify and locate defects such as voids, cracks, and spheroidization. However, most research remains confined to offline or online inspection stages. Even when defects are detected, achieving millisecond-level real-time parameter adaptation to repair them remains a significant challenge.
Evaluation of internal and external defects based on LPBF
With advances in big data, multimodal technologies, and intelligent systems, smart monitoring algorithms based on photoacoustic, thermal, magnetic, and other information have rapidly evolved in laser-based powder bed fusion (LPBF).21,111,112 As a primary technology in metal additive manufacturing, LPBF’s surface quality significantly impacts component mechanical properties, corrosion resistance, and subsequent processing capabilities. Current LPBF additive manufacturing processes frequently encounter issues stemming from interactions between the laser, substrate, and powder, leading to various defects such as cracks, porosity, and surface imperfections. 113 The following sections will discuss both internal and external defects in LDED through in situ and offline measurements, respectively.
Evaluation of external defects based on LPBF
External defects in LPBF primarily manifest as surface topography irregularities and melt collapse. In traditional techniques, the following researchers have conducted studies based on in situ measurement methods. Zhang et al. 26 employed a fringe projection method to achieve in situ surface topography detection, demonstrating superior real-time performance compared to conventional LDED techniques. However, this method imposes stringent optical environment requirements, as powder bed reflection and laser scattering can both degrade detection accuracy. Machine learning applications in LPBF emphasize “end-to-end” defect detection. For instance, Schwerdtfeger et al. 114 combined infrared imaging with machine learning to achieve defect localization. However, compared to Xie et al.’s 75 CNN model for LDED, their feature extraction still relies on manual design, resulting in insufficient automation. Millon et al. 115 integrated laser ultrasonics with B-scanning, achieving higher detection accuracy but at a cost 3–5 times that of LDED eddy current testing, limiting its large-scale application. Offline measurement studies targeting surface defects in LPBF are scarce. While the image processing method by Özel et al. 27 focuses on surface topography analysis of nickel alloy 625 and can identify macroscopic defects, it fails to quantify the impact of microscopic roughness on subsequent processing. Overall, LPBF tends toward an integrated solution combining “optical imaging and deep learning,” offering superior real-time performance and accuracy but exhibiting greater sensitivity to environmental conditions and cost. Neither LPBF nor LDED has resolved the closed-loop relationship between “defect causes–detection signals - process adjustments.” Existing research largely remains at the “defect identification” stage, failing to achieve active intervention in the manufacturing process.
Evaluation of internal defects based on LPBF
Pore defects in LPBF are strongly correlated with the keyhole effect and powder spreading uniformity. Existing research primarily relies on supervised learning, supplemented by unsupervised learning.
Similarly, studies on internal defects in LPBF still focus predominantly on in situ monitoring, with offline monitoring being less common. Li et al. 116 developed a CNN-based multi-sensor fusion method that achieves high-precision in situ quality assessment of porosity and density in SLM-fabricated components by integrating interlayer images, acoustic emission signals, and photodiode signals. However, this approach exhibits significant limitations: experiments were confined to 316L stainless steel, sensor data acquisition was discontinuous, and the method relied on manual preprocessing. Furthermore, the model demonstrated poor interpretability and failed to enable closed-loop process control. Petrich et al. 117 proposed a method based on multimodal sensors, fusion, and shallow neural networks to achieve high-precision detection of manufacturing defects in LPBF. However, this approach has limitations, including restricted material and geometric diversity, a simplistic network architecture, reliance on CT as the gold standard, and a lack of real-time validation. Gaikwad et al. 118 achieved high-accuracy, low-false-alarm monitoring of laser defocusing and porosity types during LPBF by integrating multi-physical features—including molten pool morphology, spatter characteristics, and temperature distribution—captured by high-speed cameras and thermal imaging systems. These features were fed into lightweight machine learning models such as SVM, yielding performance comparable to complex CNNs. However, the study was limited to a single material and simple cylindrical geometry, and did not validate the transferability or real-time applicability of the features and models across different machines or complex components. Tempelman et al. 119 achieved accurate identification of keyhole voids in laser powder bed fusion by integrating acoustic and high-temperature measurement data. Still, they failed to fully validate the causal relationship between signal characteristics and the physical mechanisms of void formation. Mao et al. 120 developed a deep learning-based correlation model between photodiode signals and molten pool temperature, enabling continuous online defect detection. However, the detection accuracy remains low with room for improvement, and the model exhibits weak interpretability. Tian et al. 121 achieved the first successful integration of pyrometer and infrared camera data, enabling high-precision in situ pore detection through a deep learning network. However, weighting factors and thresholds were selected empirically, and the dataset size was limited. Gorgannejad et al. 122 achieved sub-millisecond high-precision prediction of local keyhole porosity during LPBF by integrating acoustic and optical sensor signals with machine learning models. However, their study was based solely on simplified single-beam, powder-free experimental conditions, and the model’s performance degraded significantly at higher temporal resolutions. It remains unvalidated in practical multi-beam, multi-layer production scenarios. The KNN model developed by Smoqi et al. 123 utilizes physics-inspired features, reducing the required sample size. However, it is only applicable to macropores with porosity ≥5% and cannot detect the micro-pores commonly found in LPBF. For crack defects, Xu et al. 60 employed laser ultrasonic and multi-feature fusion imaging, achieving internal crack detection. However, compared to Tang and Landers 48 water immersion ultrasonic testing, its effectiveness in detecting components with numerous pores was inferior, and its detection depth was only half that of LDED. Wang et al.’s 101 GPC model demonstrated superior performance in detecting cracks in components with high porosity. Yang et al. 58 used water immersion ultrasonic testing for components with numerous pores, and the detection depth was only half that of LDED. Wang et al.’s 101 GPC model monitored porosity in LPBF through melt pool motion characteristics, which could indirectly reflect crack formation trends but did not directly detect cracks. For offline monitoring of internal defects in LPBF, Paulson et al. 124 employed a GA model to predict lock pore density based on thermal history. While this established a link between process parameters and defect formation, the model exhibited high complexity. LPBF enhanced model robustness through multi-source data fusion and physics-inspired features, though it demands higher costs and equipment requirements. However, most studies focused solely on single materials, resulting in poor generalization capabilities. Both LDED and LPBF face a trade-off between model complexity and real-time performance: LDED’s simple models offer real-time capability but lack accuracy, while LPBF’s complex models achieve high accuracy but suffer from poor real-time performance. Furthermore, research on crack defects lags behind that on porosity and spheroidization. Due to large component dimensions, LDED crack detection often relies on offline ultrasonic testing. For LPBF, detection depth limitations remain a bottleneck in identifying micro-cracks.
Performance quality assessment based on LDED and LPBF
During the additive manufacturing process, components may develop internal microstructural issues such as spheroidization, porosity, and cracks due to various problems. Currently, additive manufacturing finds extensive applications in fields like aerospace, 125 automotive, 126 construction, 127 military, 128 healthcare, 129 and other130–133 sectors (as shown in Figure 9). For example, the Scalmalloy aluminum alloy developed by Airbus has been applied in the manufacturing of biomimetic partitions within the A320 passenger cabin. 134 Meanwhile, the high-strength 7A77 aluminum alloy developed by the Houston Research Laboratory has also been used in airborne topological spiral heat exchangers. In aerospace, Thales Alenia Space collaborated with 3D printing service provider Poly-Shape to 3D print a large antenna support structure weighing only 1.13 kg using AlSi7Mg material for satellites. In the automotive sector, Mercedes-Benz successfully employed 3D printing to produce high-strength aluminum thermostat covers for older truck models, achieving density comparable to traditional die-cast aluminum components. 135 Based on these successful applications, integrated control research on the “material-microstructure-property” relationship of aluminum alloys has become a hotspot in recent years to meet stringent high-performance and high-reliability requirements in engineering applications. However, surface defects and internal flaws can lead to macro-level performance issues such as insufficient mechanical properties, stress cracking, and geometric deformation in large components. Currently, many domestic and international scholars are establishing relationships between process parameters, process information, and part properties, creating conditions to control part performance by modifying process parameters. Both LDED and LPBF research face the dilemma of “data-driven approaches lacking physical basis, while physical modeling struggles to quantify multi-factor influences.”
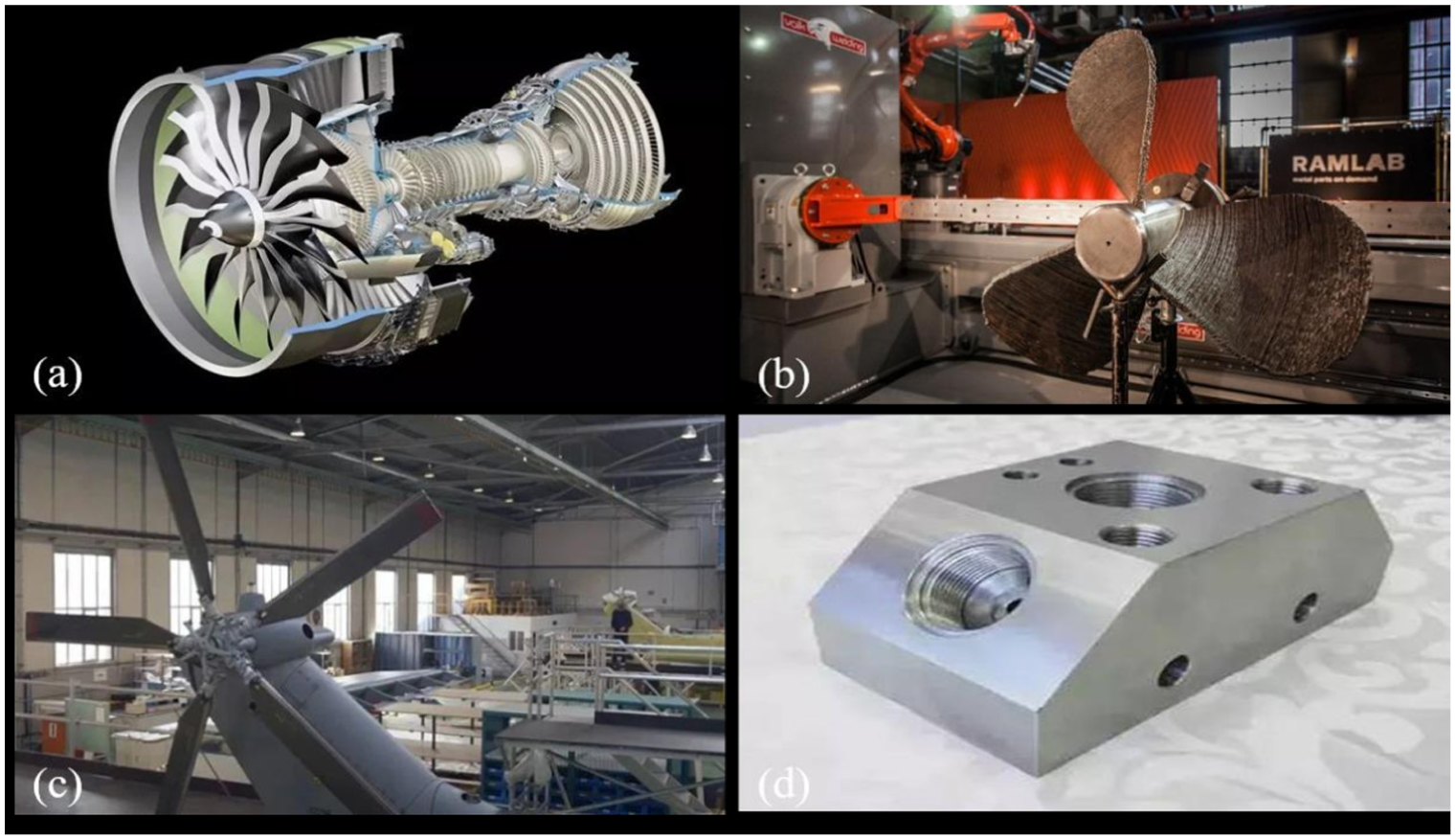
Laser additive manufacturing technology in various fields of application: (a) aircraft engine parts, (b) ship propeller parts, (c) helicopter propellers, and (d) complex flow path instrumentation valve body for nuclear power plants.
Performance defects in LDED are primarily caused by microstructural inhomogeneity and residual stress accumulation. Gupta et al. 136 at Georgia Tech employed finite element modeling, principal component analysis, and regression analysis to predict mechanical properties, ultimately establishing correlations between microstructure (process information) and mechanical behavior. However, this model neglected dynamic factors in LDED, such as multiple lap joints and interlayer temperature gradients, resulting in prediction errors of 15–20% relative to actual mechanical properties. Herriott and Spear 137 employed data-driven modeling focused on simulating microstructure-mechanical property relationships. While avoiding complex physical modeling, this approach relies heavily on extensive microstructure images and mechanical test data. Data acquisition costs are twice those of comparable LPBF studies, and it does not address LDED-specific multi-material interface defect detection.
The primary performance limitations of LPBF involve dimensional distortion and insufficient tensile strength. From medical components to parts in the automotive and aerospace industries, the geometric accuracy of critical features plays a crucial role in determining part performance. Researchers, including Li, 138 developed a systematic framework for analyzing part geometric accuracy to evaluate the impact of process parameters on part dimensions. Subsequently, they constructed a Support Vector Regression (SVR) model using five key features and manufacturing process parameters. This model can predict the dimensions of additively manufactured parts and classify them as conforming or non-conforming based on geometric tolerances. Separately, the McGregor team at the University of California employed conditional adversarial networks 139 to achieve in situ monitoring of geometric deviations in additive manufacturing parts. This approach aims to reduce part inconsistencies during manufacturing, thereby enhancing geometric precision. In aerospace applications, manufactured components face stringent requirements for internal flow channel accuracy, thin-walled structures, and assembly interface dimensions. Deviations at the micrometer level can lead to performance degradation or failure. Deviations in the complex aerodynamic profiles of aircraft engine blades affect aerodynamic efficiency. Dimensional or positional deviations in cooling channels cause uneven cooling, leading to blade overheating and burnout. Tip clearance deviations impact engine thrust and efficiency. Li 138 predictive model can determine, in advance, whether critical dimensions of a batch of blades meet specifications. McGregor’s 139 in situ monitoring enables real-time detection of deformation trends in blade surfaces during the printing process.
At the same time, evaluating the performance quality of additive manufacturing is a comprehensive process that considers multiple aspects. The precision and dimensional stability of additive manufacturing products are important indicators for assessing their performance quality. This includes dimensional accuracy, geometric accuracy, and surface roughness of the products. Using advanced inspection technologies and equipment, various precision indicators of the products can be accurately measured to ensure they meet design requirements. Mechanical properties are also an essential component of the performance quality of additive manufacturing products. This includes tensile strength, bending strength, compressive strength, and toughness. Through mechanical property testing, one can understand the mechanical responses of products under different loads. For example, optical microscopes, scanning electron microscopes, transmission electron microscopes, and X-ray diffractometers can be used to capture images during the manufacturing process to observe microstructures, and material testing machines can perform room-temperature tensile tests to obtain mechanical properties.
From the above progress, it is evident that researchers both domestically and internationally have made continuous efforts in the intelligent evaluation of LPBF and LDED process quality, and there are already related engineering applications. Overall, current methods still do not fully elucidate the complete mapping relationship between process information, micro-macro defects, and performance quality, and lack a unified quality evaluation system.
Machine learning-based process optimization and quality control
The ongoing advancements in additive manufacturing technology have highlighted concerns about component quality. Prolonged system operation, combined with harsh environmental factors, can lead to unstable parameters. These instabilities include fluctuations in metal powder transfer rates, protective gas flow rates, scanning speeds, laser power, and other critical parameters. Such fluctuations can significantly impact the quality of components after the cladding layer formation. Among various metal additive manufacturing technologies, laser-directed energy deposition (LDED) has gained significant attention as a mature and widely adopted technique. However, a persistent challenge remains: ensuring consistent component quality throughout the LDED manufacturing process. This variability is primarily influenced by critical process parameters such as laser power, scanning speed, hatch spacing, and powder layer thickness. The integration of machine learning (ML) presents a crucial solution, enhancing part quality while simultaneously optimizing process and production costs. Moreover, ML can be utilized to mitigate uncontrollable factors like porosity, cracks, spheroidization defects, and other internal quality issues during manufacturing. To improve the quality, stability, and consistency of the manufacturing process, researchers worldwide have actively explored offline process parameter optimization and online quality control in metal additive manufacturing, as illustrated in Figure 10.The application of machine learning in manufacturing process optimization and quality control has proven to boost production efficiency, minimize human error and waste, lower the scrap rate, and reduce energy consumption, ultimately resulting in decreased production costs.
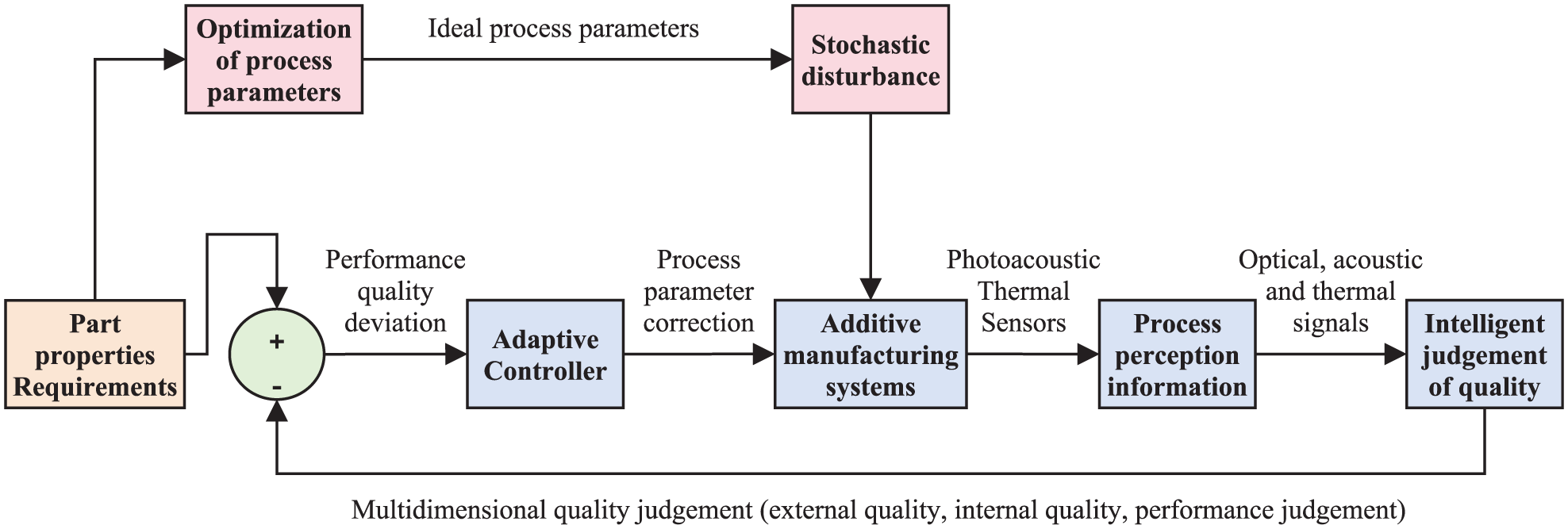
Measurement-judgment-control integrated quality control system based on process parameter-process information-performance-quality relationship.
Optimization of offline process parameters
Before the emergence of additive manufacturing, it was crucial to carefully select process parameters to enhance part quality and ensure a smooth manufacturing process. Numerous factors could influence the final part quality during production. Therefore, significant effort was required to guarantee part quality, often involving the fabrication of multiple samples for thorough testing. The quality of the part depended heavily on parameters such as laser power, scanning speed, and powder layer thickness, making the design process both expensive and time-consuming. Establishing a direct relationship between these process parameters and part quality is highly desirable. Reliable data from experiments and simulations can help construct these relationships, thereby facilitating the optimization of the entire process chain. However, when numerous input features are involved, it becomes impractical to use both methods to determine optimal processing parameters. Instead, a machine learning (ML) model can serve as a surrogate model to facilitate process optimization. Loh et al. 140 developed an SLM-based finite element model that facilitated the powder-to-solid transformation and identified effective methods for achieving volume shrinkage and material removal. The model was validated through experiments. A series of investigations were conducted using laser power and scanning speed as variables to examine their relationships with melt size, powder melting and evaporation, and the rate of temperature change. However, when numerous input features are involved, using both methods to determine optimal processing parameters becomes impractical, time-consuming, and costly. Machine learning (ML) has proven effective in enhancing product quality, optimizing manufacturing processes, and reducing expenses. ML models acquire knowledge and reasoning capabilities from reliable training datasets, enabling them to efficiently predict optimal process parameters for on-site monitoring and quality control. Consequently, ML can provide time- and cost-effective solutions, thereby improving the consistency of LDED parts.
In their study, Francis and Bian 141 developed a geometric error compensation framework for the LPBF process using a convolutional neural network (CNN) model. By leveraging thermal history and specific processing parameters as inputs, and predicting aberrations as outputs, the trained machine learning (ML) model enables the inversion of these aberrations into the CAD model for error compensation. As a result, the geometric accuracy of parts manufactured from the compensated CAD model is significantly enhanced. In a related advancement, Lawrence Livermore National Laboratory in the USA has devised a Gaussian process-based agent model 142 to achieve high-fidelity simulation of the LPBF manufacturing process. Additionally, supervised learning methods were employed to train both a forward model and an inverse model based on photodiode signals and laser parameters, 143 which were measured to optimize the laser parameters. Bisht et al. 144 first introduced a novel molten pool monitoring method for the SLM process, utilizing a new tool called the DMP melt pool monitor. This tool employs germanium (Jones et al. 2021) photodiodes to monitor the melt pool and assess part quality through manual data analysis. As shown in Figure 11, the Ge photodiode is fixed in a position covering the entire build plate and detects wavelengths between 1150 and 1800 nm. The results indicate that the DMP melt pool tool can effectively predict the quality of additively manufactured parts by identifying and flagging changes in signals as potential defects. Consequently, this technology can be used for early-stage inline quality control of additively manufactured parts and non-destructively screening out potentially defective components.
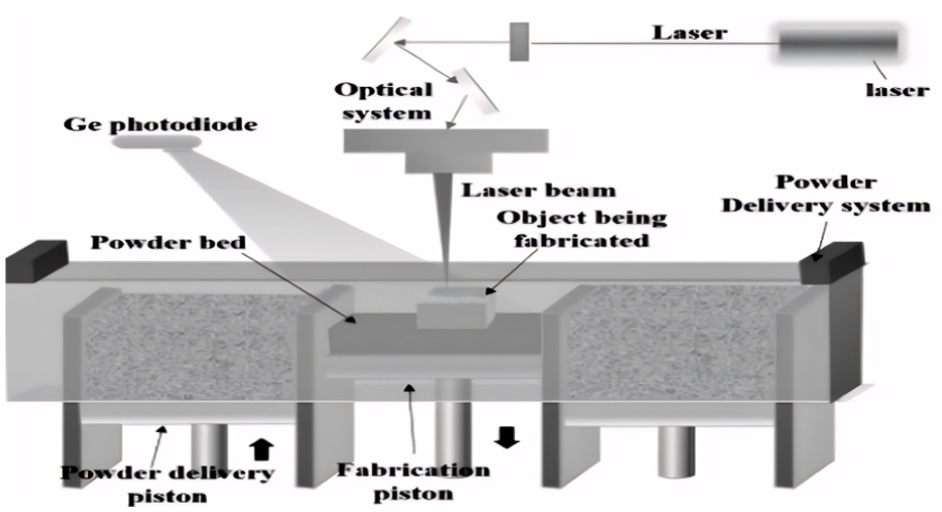
Schematic diagram of an off-axis monitoring system using photodiodes in an LPBF system.
Online quality control
Inconsistencies in the additive manufacturing (AM) process can lead to variations in the quality of the final parts. For critical structures used in aerospace, medical, and nuclear applications, such inconsistencies pose potential hazards. Therefore, it is essential to accurately detect process variations in real-time to enable timely corrective actions during the manufacture of these critical components. Most current AM systems use open-loop control, meaning key parameters like laser power, scanning speed, and powder feed rate are pre-set. However, given the need to adapt these parameters in response to structural changes during the manufacturing process, the ability to make real-time adjustments becomes crucial for ensuring the quality of the final product.
Closed-loop control methods in additive manufacturing processes include proportional-integral-derivative (PID), iterative learning control (ILC), 145 and model predictive control (MPC), among others. PID control, known for its simplicity and effectiveness, is the most widely adopted method in additive manufacturing process control. Zhong et al. 146 from Xi’an Jiaotong University utilized a PID controller to adaptively adjust the laser power based on the thermal history of the melt pool during manufacturing, thereby enhancing the quality of the formed parts. Amini and Chang 147 proposed a data-driven process monitoring framework called Multi-Layer Classifier for Process Monitoring (MLCPM) aimed at preventing defects. Devesse et al. 148 introduced a feedback control scheme utilizing a hyperspectral camera to measure the absolute temperature of the melt pool surface. This scheme, combined with linear state feedback and a proportional-integral controller (as illustrated in Figure 12 for the PID controller flow), ultimately maintains the melt pool width by adjusting the laser power based on temperature distribution measurements.
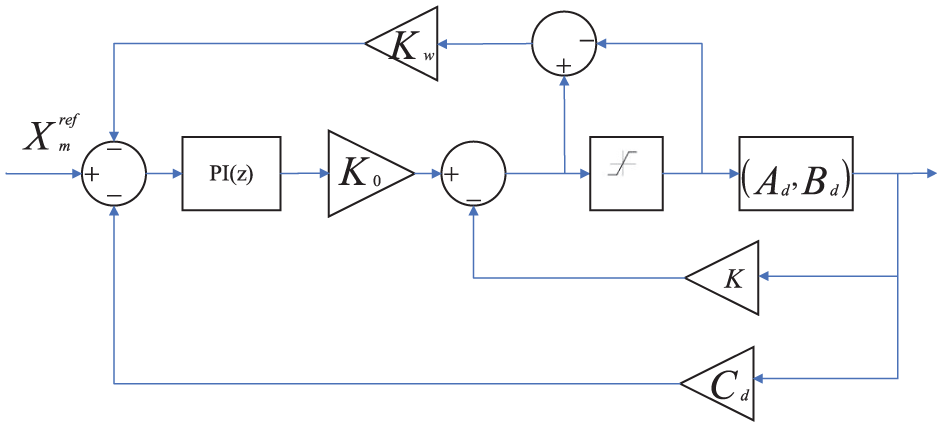
PID controller flow chart.
Despite its simplicity, PID control offers a straightforward and easily implementable structure. It does not require complex mathematical models and is known for its robustness. However, PID control is limited to tracking simple control objectives and cannot effectively predict or mitigate disturbances in additive manufacturing processes. In such scenarios, Iterative Learning Control (ILC) is often employed. ILC corrects the current iteration’s control signal based on errors from previous iterations, effectively addressing periodic disturbances and achieving zero tracking error. The pioneering work of American scholars Spector et al. 149 marked the first application of a model-free ILC controller in additive manufacturing control. The ILC controller was meticulously designed to autonomously ascertain the optimal laser power distribution (as illustrated in Figure 13).
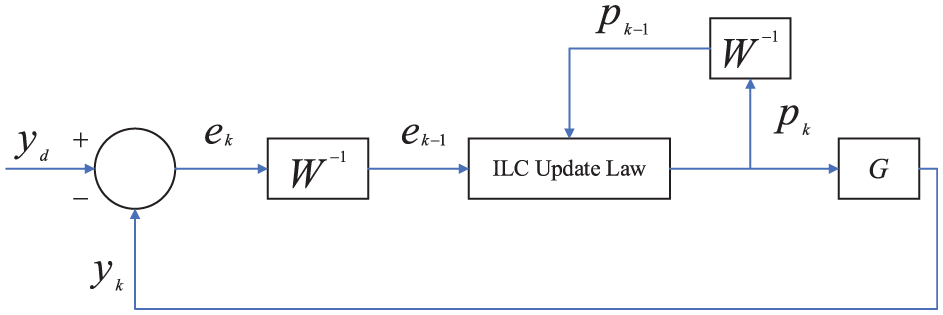
ILC controller flow chart.
For scenarios where a more accurate model structure is attainable, or when the model structure evolves, the Model Predictive Control (MPC) method is highly recommended. In the context of error management, MPC employs predictive models and optimization algorithms that account for the system’s future dynamics and various constraints. These algorithms enable real-time correction of potential errors, ensuring that performance metrics remain within optimal or acceptable limits. Regarding model predictive control, Ren and Wang 150 from the University of Pennsylvania utilized Gaussian process regression to learn the dynamic model of the melt pool. They predicted the melt pool area at each scanning point for the upcoming melt path, optimizing laser power and stabilizing the melt pool area in the process.
Furthermore, Yeung et al. 151 introduced a method to adjust the laser power within the printing area of the workpiece based on the ratio of powder to solidified material near it. This approach ensures melt pool stability at different locations of the manufactured workpieces, thereby enhancing print quality. Similarly, Druzgalski et al. 152 proposed a methodology for optimizing workpiece models through simulation. By extracting workpiece features, they derive adapted process parameters. This methodology is subsequently applied to new workpieces using a learning algorithm, aiming to optimize workpiece quality by refining process parameters.
Summary and prospect
The stability and consistency of the LDED additive manufacturing process, and the quality of formed parts, remain challenging issues in mass production. When additive manufacturing emerged in the 1990s, researchers initially focused on producing non-metallic components using these methods. Compared to traditional processes like forging and welding, additive manufacturing offers significant advantages such as shorter cycle times, higher material utilization, and the ability to quickly produce complex structures. However, large-scale implementation of LDED additive manufacturing is still hindered by technological limitations, with several techniques yet to reach full maturity. Consequently, recent research efforts have concentrated on combining advanced sensor technology with artificial intelligence techniques to bolster intelligent in situ monitoring capabilities. However, this endeavor also presents significant challenges.
Summaries
(1) The integration of multiple signal sources presents a significant challenge in additive manufacturing processes. Current research primarily focuses on predicting and classifying defects such as pores, cracks, and spherical anomalies, but these studies predominantly rely on single signal sources. This approach falls short in effectively capturing the complexity of defect formation, which requires a more comprehensive fusion of diverse signals. Given that defects in additive manufacturing are influenced by multi-faceted factors, depending solely on a single signal source limits our ability to fully characterize and understand these issues. Future research should therefore emphasize the exploration of rich, multi-scale, heterogeneous data and the development of advanced monitoring tools to address this gap.
(2) Limited research has explored defects in additive manufacturing, with existing studies primarily focusing on a single type of defect to establish its relationship with the manufacturing process. In industrial manufacturing, however, the quality of a part is influenced not only by individual defects but also by the cumulative and interacting effects of multiple defects within the same component. Additionally, while most current research emphasizes internal defects, less attention has been given to other critical issues, such as cracks. Future research should therefore prioritize investigating the interaction effects of various defects on the performance and quality of additively manufactured parts.
(3) Current monitoring technology has limitations, with most systems being optics-based and relying on machine vision to gather process data. While visual data can adequately depict the melting and solidification processes in laser-based additive manufacturing, acquiring such data requires high-speed imaging cameras. These cameras demand considerable time for both data collection and processing, making them incompatible with real-time feedback loops and control mechanisms. Additionally, implementing this technique involves significant financial investment, requires dedicated physical space, and necessitates specialized expertise. Conversely, acoustic signal formation devices offer greater cost-effectiveness compared to visual devices. Therefore, there is a need to develop new systems that can collect a wide range of data and filter out noise variations in additive manufacturing, ensuring optimal operational monitoring during laser-based AM processes.
Prospects
The development of additive manufacturing technology has experienced a rapid evolution, advancing from basic conceptual models to functional prototyping, and ultimately to the direct manufacturing of functional components. This progression has been especially notable in diverse fields such as aviation, aerospace, and medicine. The technology has attracted significant attention and has become indispensable in many applications. In additive manufacturing, controlling shape and its associated parameters is a critical area of investigation. The additive manufacturing process is influenced by a multitude of factors, including material selection, structural design, processing techniques, post-processing methods, and various other elements. This complexity often impedes a precise understanding of how materials, processes, structure, and performance interrelate within additive manufacturing. It also complicates the comprehension of the material-process-structure-property relationship, hindering effective control over formability. Therefore, developing controllable and intelligent additive manufacturing technology and equipment, supported by advanced artificial intelligence, is crucial to overcoming these challenges and advancing the future of additive manufacturing.
(1) Multiple data fusion is crucial in the LDED additive process, where various signals—such as optical, structural, thermal, and magnetic—must be integrated. Relying on a single signal is insufficient for fully characterizing defects. Instead, a multi-step research approach should be adopted: first, establish an effective and comprehensive database; second, extract rich feature information during the additive process; and third, fuse these features. Diverse signals should be incorporated to enrich the dataset, thereby enhancing the accuracy of defect prediction and classification. The effective integration of optical, thermal, acoustic, and vibration signals simultaneously necessitates addressing the challenges of time synchronization among multiple sensors, as well as feature extraction and dimensionality reduction. Currently, the spatial and temporal characteristics of multi-data fusion vary significantly, complicating uniform modeling. Additionally, the complexity of the additive manufacturing environment can interfere with sensor accuracy.
(2) Design of new systems for online monitoring in additive manufacturing. Given that the generation of multiple defects is inevitable in this process, a single monitoring technique proves insufficient for accurately detecting various defect types. Therefore, it is essential to implement a multifaceted monitoring approach. This approach entails integrating a variety of monitoring techniques to create an advanced online monitoring system. Identifying internal defects plays a crucial role in ensuring the quality of the final product. As such, online monitoring is set to become a cornerstone of future inspection technologies.
(3) Research into new online monitoring algorithms is advancing significantly. In the realm of online monitoring technology, while PI and PID control algorithms have long been prominent, they are not the only options. Other algorithms, such as Support Vector Regression (SVR), Artificial Neural Networks (ANNs), and Partial Least Squares Regression (PLSR), have also been effectively utilized in data processing. The intersection of two major trends—the rapid expansion of big data and the rise of artificial intelligence—has spurred a transformative shift in this field. Integrating advanced techniques like neural networks, machine learning, deep learning, and cloud-based data processing into the online monitoring of additive manufacturing has ushered in a new era of innovation. This integration represents a crucial direction for future research in online monitoring technology.
(4) Future extensions in additive manufacturing can significantly benefit from reinforcement learning. Currently, most studies rely primarily on supervised and unsupervised learning methods, with only a few exploring the potential of reinforcement learning for process monitoring. Reinforcement learning algorithms excel at leveraging vast amounts of data to inform decision-making, enabling the development of sophisticated control strategies to mitigate defect formation. By integrating data from various sensors as inputs into deep learning models, reinforcement learning can effectively utilize this information for real-time decision-making. Multimodal deep learning models process optical, thermal, and acoustic data, extracting relevant features and feeding them into a reinforcement learning agent. This agent dynamically adjusts parameters such as laser power or scanning speed to minimize defects during the manufacturing process in real time.
Footnotes
Handling Editor: Divyam Semwal
Author contributions
Zhen-Ying Xu: Conceptualization, Funding acquisition, Project administration, Methodology, Writing—review & editing. Jia-Yi Mao: Investigation, Writing—original draft. Rui-Xue Ren: Investigation, Writing—original draft. Zi-Qian Wu: Writing—original draft, Writing—review & editing. Ying-Jun Lei: Investigation, Methodology, Funding acquisition, Supervision, Writing—review & editing. Li-Ling Han: Writing—review & editing. Chao Chen: Writing—review & editing. Wei Fan: Writing—review & editing. Yun Wang: Writing—review & editing.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is supported by the National Natural Science Foundation of China (51679112) and the Basic Research Program of Jiangsu (BK20250852).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.