
Abstract
Hybrid Titanium Metal Matrix Composites (HTMMCs) has material that exhibits a lower wear rate compared to other materials, particularly in specific various applications. The primary objective of this study is to examine the impact of reinforcements incorporating with different weight fractions of Boron Carbide, Molybdenum Dioxide, Silicon Carbide, and Zirconium Oxide on the mechanical, metallurgical, and physical characteristics of titanium grade 5 composites synthesized through powder metallurgy (PM). Milling time for mixed nanoparticles was 1, 2, 3, 4, 5, and 6 h, and milled powders were compressed at 65 MPa pressure for 50 min. Green compacted samples were sintered at temperatures ranging from 900°C to 1150°C for durations of 1, 2, 3, 4, 5, and 6 h. Furthermore, an investigation was carried out to analyze the morphology and XRD in order to assess the dispersion and interfacial bonding between the reinforcements and matrix. The result of this investigation shows that the minimum porosity of the developed composite is 0.015% and the mechanical tests demonstrated a significant enhancement, with a maximum hardness of 60.9HRC reached compared to 36HRC; maximum compressive strength of 2730 MPa reached compared to 970 MPa and a minimum specific wear rate of 0.013 × 10−3 gm/m reached compared to 0.01 mm3/m for the base alloy.
Introduction
Metal Matrix Composites (MMCs) have gained significant attention in materials engineering over the last 30 years due to their unique properties. By incorporating ceramic reinforcements into a metallic matrix, these composites enhance mechanical qualities such as modulus, strength, creep resistance, fatigue performance, and wear resistance. The performance of MMCs is heavily influenced by factors like the size, shape, distribution, and volume percentage of the reinforcing elements, which are essential for optimizing their effectiveness.1–4
Titanium metal matrix composites (TMMCs) incorporate ceramic reinforcements to increase stiffness and hardness while retaining titanium’s high strength-to-weight ratio, corrosion resistance, and biocompatibility. Because of their excellent temperature stability and wear resistance, TMMCs are suited for a wide range of applications, including those in biomedical, automotive, marine, and aerospace. The development of these adaptable materials has resulted in novel solutions and improved performance across a wide range of industries.5–7 TMMCs present substantial benefits for lightweight structural applications due to their exceptional strength and specific modulus. Despite the possibilities for diverse microstructure designs within TMMCs, the process of creating tailored options proves to be challenging. Nevertheless, ex situ powder metallurgy techniques stand out as a solution, providing enhanced control over the characteristics of the reinforcing materials used in the composites.8,9
Titanium Grade 5 (Ti-6Al-4V) is a well-known engineering material celebrated for its excellent strength-to-weight ratio and corrosion resistance.10,11 The extensive application of titanium and its alloys is limited by inherent drawbacks, notably poor tribological performance, which includes high friction coefficients and significant adhesive wear12,13; Machining and processing have inherent problems and the overall cost is expensive. Machining and processing are inherently challenging 14 and this is leading to high overall costs of production. 15
At ambient temperature, titanium can become brittle and develop porous surface structures, reducing its durability. The use of reinforcing elements and thermomechanical processing can assist to alleviate these issues. 16 The efficiency of titanium alloys may be improved by adding low-cost nanoparticle reinforcements, increasing demand in the transportation industry. Modern nanocomposite technology, paired with classical composite knowledge, promises to increase mechanical qualities while cutting production costs. 17
TMMCs are enhanced by reinforcements like Ti5Si3, B4C, graphene, SiC, TiO2, Al2O3, TiB, diamonds, TiC, WC, ZrO2, MoS2, and rare metal compounds. ZrO2 boosts fracture toughness, while MoS2 acts as a lubricant. B4C and SiC particles strengthen the matrix and improve thermal stability. Hybrid composites with multiple ceramics further elevate mechanical properties and cut cost.16–24
One effective technique for creating MMCs is powder metallurgy (PM), which solves issues like chemical reactions and segregation that are frequently associated with liquid-state technologies. It enhances the retention and dispersion of reinforcing elements by enabling precise control over processing conditions. Additionally, the compaction behavior and final properties of the sintered product are influenced by the properties of the starting powders, particularly their size and shape.25,26 Compared to other specialized processes like CVD and PVD, PM is a far more straightforward and cost-effective manufacturing technique. It is more appealing and widely accepted across industries due to its low cost and adaptability to a variety of materials and applications. 27
Solid-state diffusion is required for the PM process, which includes sintering, hydraulic press compaction, and powder mixing. While careful sintering is necessary to obtain high density and strength with a precise microstructure, ball milling creates homogenous mixes. Refining these procedures enhances material properties for various applications, leading to increased product lifespan and performance.28–31
Titanium alloys excel in industrial uses due to high flexibility, corrosion resistance, and strength, suiting chemical processing. Applied in ship parts, underwater fasteners, propeller shafts, aviation, military gear, and medical devices, their strength-to-weight ratio enables lighter reinforcements.32–35
Advancement has been made in realizing the promise of nano-reinforced composites by addressing issues with nanoparticle aggregation and distribution using surface functionalization and dispersion processes such as ultrasonic treatment, ball milling, and in situ synthesis. The development of hybrid nanocomposites, which combine diverse nanoparticle types, improves tribological and mechanical performance by leveraging synergistic effects that outperform single-filler systems. However, challenges like as interfacial debonding, processing heat degradation, scalability issues, and cost-effectiveness prevent it from being widely employed in industry. Increasing our understanding of structure-property correlations, nanoparticle-matrix interactions, and long-term performance in practical applications is critical for addressing these challenges.36–38
While previous research has concentrated on binary and ternary reinforcement systems in titanium matrices, the discipline has yet to investigate the construction of a tetra-hybrid nanocomposite titanium system. This study underlines the significance of using a multi-functional reinforcement combination to successfully address the numerous physical limitations identified in titanium alloys. It presents a novel technique by fabricating a Titanium Grade 5 MMC that incorporates four nanoparticles: B4C and SiC for hardness, strength, and thermal stability; ZrO2 for fracture toughness and microstructure stability; and MoS2 for solid-lubricating properties that improve tribological performance. The use of four reinforcements is predicted to provide a material with outstanding strength, toughness, and wear resistance, which would be difficult to achieve with fewer reinforcements. This approach improves material performance and broadens application options in demanding settings, meeting the industry’s desire for better solutions using advanced composites.
This study employs powder metallurgy to develop titanium-based HTMMCs enhanced with B4C, MoS2, SiC, and ZrO2 nanoparticles. It examines the synthesis of these composites and evaluates their physical, mechanical, and metallurgical properties to uncover structure-property relationships. The findings aim to advance high-performance, lightweight, and durable materials for industrial applications, particularly in aerospace and automotive sectors, with potential for further optimization.
Experimental procedure, methodology, and material
Material: Titanium Grade 5
METALFORT, Mumbai, India, provided titanium grade 5 particle size of 70 nm pure 99.9% for commercial use. This alpha-beta titanium alloy is well-known for its excellent corrosion resistance, fatigue characteristics, and specific strength, making it valuable in the automotive and aerospace industries. The study used titanium grade 5 as the basis matrix, with weight percentages of 73.5%, 78.5%, 81%, and 100%. Titanium has the highest densification of any light metal, at 4.43 g/cm2. Alloys can have two distinct crystal structures: α-titanium at low temperatures and ß-titanium at higher temperatures. Despite their distinguishing features, their low wear resistance, strength, and hardness ratings limit their use in some applications. Tables 1 and 2 show the chemical compositions and mechanical and physical properties of the Titanium Grade 5 alloy used as a matrix within this investigation.
Chemical composition of alloying element in Ti Grade 5.

Mechanical and physical characteristics of Titanium Grade 5 alloy. 39

Boron carbide (B4C)
METALFORT, Mumbai, India, provides commercially pure B4C with an 80 nm particle size, high hardness, and a high thermal expansion coefficient. It is utilized in a variety of industries, including refractory, abrasives, armor tiles, nuclear, radiation protection, lightweight with a density of 2.51 g/cm2, and boriding agents.
Zirconium dioxide (ZrO2)
METALFORT, Mumbai, India, has supplied commercially pure zirconia (ZrO2) particles with a size of 40 nm for use in reinforcing TMCs and improving ceramic fracture toughness and strength. ZrO2 improves TMC morphology and enhances endurance against sliding wear rates.
Silicon carbide (SiC)
METALFORT in Mumbai, India, has supplied 99% pure SiC nanoparticles with 45 nm sizes. SiC is mostly utilized for its hardness and strength, but its ceramic and semiconductor qualities make it excellent for rapid, high-voltage, and high-temperature device production. Its strength, ductility, corrosion resistance, formability, stiffness, low cost, and good thermal stability make it an effective reinforcement.
Table 3 shows the figures for silicon carbide properties. These four powders are incorporated in various ratios with reinforcements such as B4C (2.5%, 5%, 7.5%), SiC (2.5%, 5%, 7.5%, 12.5%), ZrO2 (5%, 7.5%, 12.5%), and MoS2 (4) constant and base metal matrix Ti (72.5%, 75%, 77.5%, 80%, 82.5%). Table 3 displays the composition of various PM-based samples.
Sample notation and composition.

The study on HTMMCs investigated a tetra-hybrid reinforcing system aimed at enhancing tribological performance, hardness, strength, and fracture toughness. Reinforcement weight fractions were identified through literature reviews, leading to experiments on varying proportions of phases. B4C was used as the main hardening agent (2.5%–7.5% wt%), while SiC (2.5%–12.5%) was added for improved strength and wear resistance, particularly in combination with B4C. ZrO2 (5.0%–12.5%) served as a toughening agent to enhance energy absorption and diminish brittleness, and MoS2 (4%) was included to lower friction.
Synthesis of HTMMCs via powder metallurgy method process
The PM process consists of three stages: milling, compacting, and sintering. Milling involved blending components in a ball mill to create a single form. This process reduced particle size, mixed, and created powder, yielding consistent and homogeneous particle mixing. 40 Milling was carried out at 350 rpm on a high-speed ball milling machine (Fritsch, Pulver Sette, Germany) with a ball-to-powder ratio of 10:1 for 1, 2, 3, 4, 5, and 6 h. Zirconia ceramic balls (6 and 4 mm) were utilized to size and mix the nanoparticles based on their weight percentages. Compaction compresses particles into minute particles, which are then coupled with a solid lubricant to improve fluidity and movement. 41 The powder compaction method uses a variety of dies and punches to form a cohesive bond between powder particles. The room temperature approach produced fewer voids and reduced particle adhesion. Not only does compaction cause plastic deformation, but it also increases the combined powder’s density. Following milling and mixing, the powder was crushed in a die at 65 MPa for 50 min using a hydraulic press in the cold press technique. The presses retrieve a weak green body specimen (Ø20 × 12 mm) with consistent structure from the mold chamber. Sintering is a temperature-controlled procedure that yields the necessary solid specimen of loose powder aggregate or green compact. It was carried out in an inert atmosphere at high temperatures below the material’s melting point (750°C–1350°C). Condensing and densification samples were sintered for 1, 2, 3, 4, 5, and 6 h at 30°C/min, with a holding rate of 20°C/min. Figure 1 displays the PM process step of usage for develop TMCs. Table 4 presents the PM process parameters from the manufacture of reinforced Ti matrix composites.
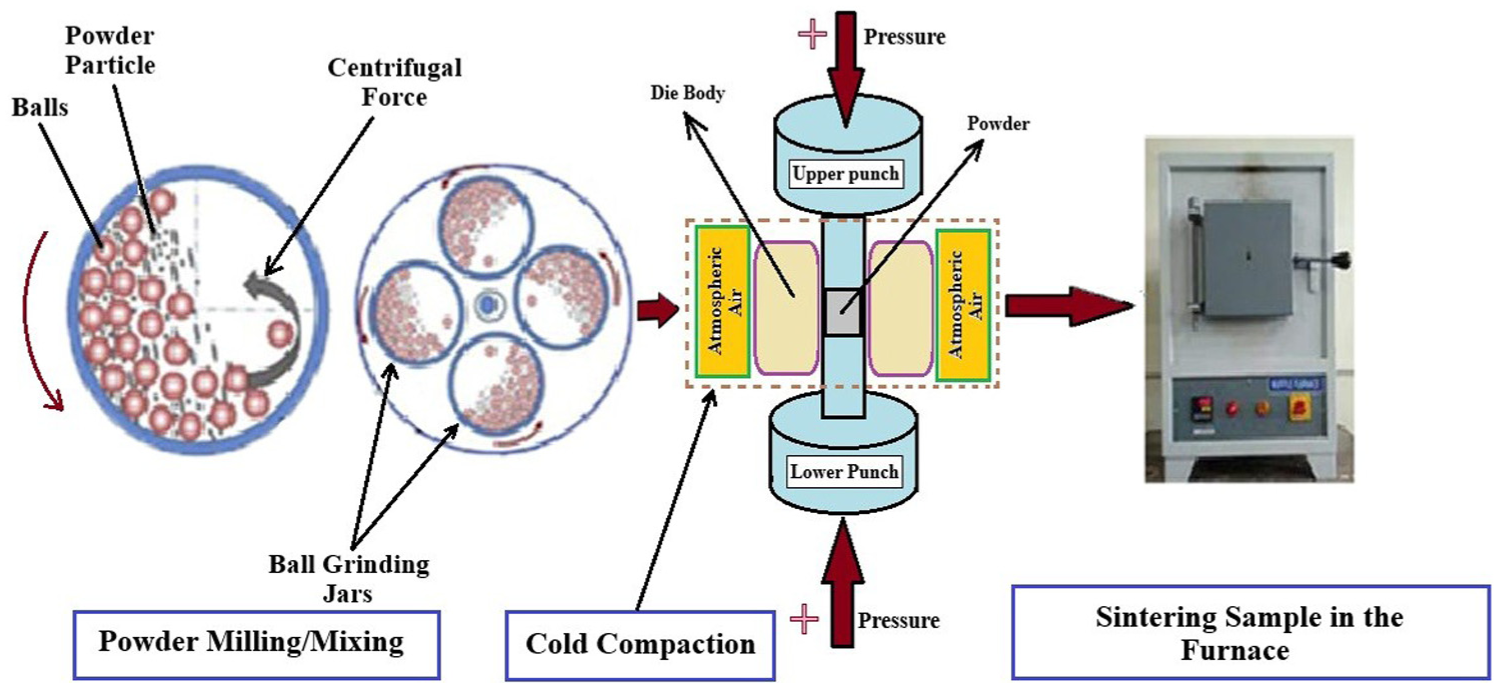
Redraw powder metallurgy process steps. 42
Experimental procedure and parameters of TMCs fabrication.

Characterizations and testing methodology
SEM was utilized to investigate material morphology using a Jeol Japan SEM, Model JCM/6000PLUS BENCH TOP SEM, Musashino, Akishima, Tokyo, 196-8558, Japan. In addition, a Shimadzu Corporation XRD-7000 Maxima XRD was utilized to evaluate the materials for distinct phases. Beijing United Tester Co., LTD, in the city of Beijing, China, manufactures the HRS-150 digital Rockwell hardness type “C” brand. It was also used for hardness testing, with a weight of 150 kgf and a hold time of 15 s. The samples were evaluated for wear using Pin-on-disc (PoD) instruments brand micro pin on disk TR-20-Micro at different levels of load (20, 25, 30 N) and sliding velocities (250, 300, 350 rev/min). The DUCOM-TR-20 Micro model (Bangalore, India, DUCOM Instruments firm Pvt. Ltd.) was used for sliding a Ø6 mm diameter and 12 mm height tested sample against a Ø120 mm EN3-steel disc with a micro hardness of 65HRC, in compliance with ASTM G-99 standards. Figure 2 displays a flowchart for the production, characterization, and testing of metal matrix composites.

Methodology for TMCs development, characterization, and testing.
Results and discussions
The experiment focused on the mechanical, physical, and tribological properties of HTMMCs reinforced with B4C, SiC, and ZrO2 nanoparticles, maintaining a constant 4% MoS2 reinforcement. It aimed to utilize powder metallurgy for creating reinforced hybrid TMMCs by characterizing synthesized samples for their mechanical and metallurgical properties. Key analyses included particle distribution, compression strength, hardness, XRD, microstructure, wear rates, friction coefficients, porosity, and density. High-speed dry ball milling was employed to achieve consistent nanoparticle dispersion and minimize porosity, using a particle-to-ball weight ratio of 1:10. HTMMCs specimens were produced through mechanical or hydraulic compression of the powder mixes at 70 MPa for 60 min, followed by cooling at room temperature, to explore varying components and reinforced particles in the Ti matrix.
Microstructure analysis of the synthesized HTMMCs
The microstructure of the produced TMMCs samples with a coarser interpenetrating layer during phase transitions at higher sintering processing temperatures and longer cooling times was examined using SEM. Figure 3 shows the SEM microstructure of the TMMCs samples.

Microstructure of HTMMCs: A1, A2, A3. A4, A5, A6.
The samples A5 and A6, which have the most pores and microcracks, have a larger weight percentage of SiC and a lower weight percentage of ZrO2. However, due to the increasing weight percentage of both ZrO2 and B4C and the lowering weight percentage of SiC particles, samples A1 and A2 have a lower porous surface morphology. In addition, the higher concentrations of ZrO2 and the lower concentrations of SiC significantly affect the surface morphology of the composite materials. Hence, the composite sample A3 has a compact and smaller fracture surface morphology when compared to other Ti-based metal matrix composites. The addition of SiC and ZrO2 to the composite materials has an influence on the surface morphology of the fabrication of composite materials.
Therefore, the mechanical performance of titanium matrix composites is influenced by a complex interplay of microstructural flaws and the effectiveness of reinforcement, as demonstrated through morphological studies. The use of powder metallurgy allows for the creation of tetra-hybrid composites with robust interfacial bonding in core-shell architectures, which enhances consolidation and uniformity of reinforcing mechanisms. Key methods involved include Orowan strengthening, effective load transfer to ceramic components, and grain refinement through Zener pinning, leading to improvements in hardness and wear resistance. However, this morphology can also cause interfacial embrittlement, phase aggregation, and residual microporosity, potentially initiating microcracks under stress. The enhanced mechanical and tribological properties of tetra-hybrid titanium composites are achieved through synergistic mechanisms like Orowan strengthening, load transfer, and transformation toughening. Nonetheless, challenges persist due to reinforcement agglomeration and residual porosity, which create locations of stress concentration that adversely affect ductility and fatigue resistance. This emphasizes the need for advanced processing techniques to minimize microstructural variability and unlock the full potential of next-generation titanium composites.
XRD analysis
Figure 4 indicates that XRD analysis of the sintered samples confirms the presence of all anticipated components, with α + β-Titanium showing predominant peaks. Peaks for ZrO2, SiC, MoS2, and B4C signify a sintering process aligned with the experimental design. Moreover, the formation of new phases of TiC and TiB enhances the mechanical properties of the samples. The XRD study of the sintered titanium composite reveals crucial microstructural changes due to interfacial interactions and the preservation of key reinforcements. A comprehensive understanding of the composite’s properties and performance necessitates familiarity with its dual-phase structure, consistent with pre-sintering analysis.

XRD result of fabricated samples of HTMMCs.
Interfacial reactions during sintering significantly affect the phase composition of Ti-6Al-4V materials, revealing a dual-phase microstructure with prominent α + β-Titanium peaks at 35.1° (100), 40.2° (002), 53.0° (101), and 70.7° (102), along with β-Titanium peaks at 38.4° (110) and 55.6° (200). Additionally, minor rutile (TiO2) peaks at 27.60° (110) and 54.48° (211) suggest surface oxidation of titanium powder prior to consolidation.
The preservation of various reinforcing phases during the sintering process significantly influences the characteristics of composite materials. MoS2 was noted with a basal reflection at 24.4° (002). SiC displayed peaks at 35.6° (111) and 60.0° (220), while B4C showed peaks at 34.7° (104) and 37.8° (021). ZrO2 remained stable throughout, with peaks at 28.2° (111) and 31.5° (111). These findings underscore the critical role of effective phase management in optimizing the properties of composites.
The diffractogram analysis during sintering indicates the formation of in situ reaction products, with the titanium matrix and reinforcing materials SiC and B4C in active contact. Notable TiB peaks at 2θ = 44.3° and 65.1° reveal significant chemical reactions. Additionally, strong TiC reflections are found at angles 41.7° (200), 60.5° (220), and 72.4° (311), while minor peaks at 27.4° (110) and 36.1° (101) suggest the presence of the rutile phase of TiO2. These findings indicate that the material underwent partial oxidation, likely due to the sintering conditions. The complex phase composition highlights the significant interplay between phase stability and interfacial chemistry, both crucial for defining the final microstructure of the composite material.
Density and porosity analysis
To determine the porosity, actual density, and absorption of water, the sample’s sintered weight was first calculated using a precise digital scale. Following 4 h of soaking in hot water at 70°C, each specimen’s weight was determined. The weight percentage of metal base matrix and reinforced ceramics in each specimen was determined using the mixing rule. The change in actual, theoretical, and relative densities between the several manufactured samples A1–A6 is depicted in Figure 5(a).
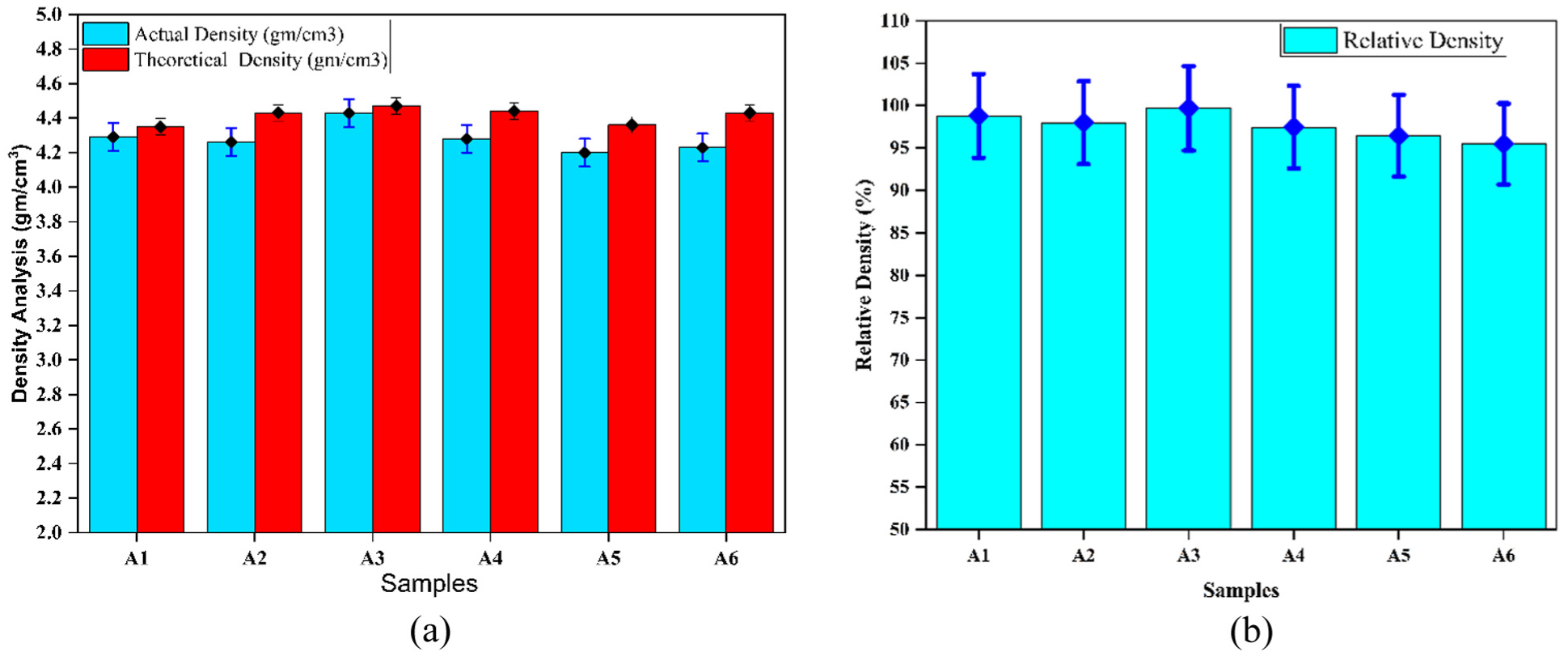
Analysis density result of HTMMCs: (a) density analysis and (b) relative density analysis.
Figure 5(b) demonstrated how differences in the relative densities of the incorporated samples were induced by the composition of ZrO2. The relative density rose correspondingly as the weight percentage of ZrO2 nanoparticles in the HTMMCs increased, as predicted by the mix guiding rule, based on the knowledge that ZrO2 nanoparticle densification (5.68 g/cm3) is significantly greater than Ti grade 5 (4.43 g/cm3) density.
The study examines the porosity and densification characteristics of tetra-hybrid composites produced via powder metallurgy. The theoretical densities of the composites, comprising Ti-6Al-4V, B4C, SiC, ZrO2, and MoS2, were calculated using the Law of Mixtures. Experimental densities, determined using Archimedes’ principle, were observed to be lower than theoretical densities due to residual porosity. Specifically, theoretical densities of the components were reported as follows: Ti-6Al-4V (4.43 g/cm3), B4C (2.51 g/cm3), SiC (3.21 g/cm3), ZrO2 (5.68 g/cm3), and MoS2 (5.06 g/cm3).
Porosity was computed using the equation ((1 − ρ theoretical)/ρ experimental) × 100%, while relative density was defined as (ρ experimental/ρ theoretical) × 100%. The findings indicate that residual porosity, influenced by processing conditions and particle packing efficiency, leads to a discrepancy between the experimental and theoretical densities. High proportions of ZrO2 can enhance theoretical density, but effective consolidation is crucial for improving experimental density.
The study highlights a correlation between density variations and reinforcement composition, exemplified by Sample A3, which exhibited a denser microstructure and potentially enhanced mechanical performance due to reduced porosity from extended milling durations. Composites produced via powder metallurgy achieved relative densities between 95.47% and 99.68%, along with low, controlled porosity contingent on the reinforcement mix. Sample A3, which benefited from prolonged milling resulting in improved particle dispersion, attained a density of 4.47 g/cm2, a porosity of 0.0015%, and a relative density of 99.68%. Consequently, this increased densification is anticipated to enhance the mechanical properties of Sample A3.
All HTMMCs have higher theoretical densities than their practical densities, with experimental densities lower than titanium base metal due to additions such as SiC, MoS2, and B4C influencing overall density. In hybrid TMCs, increasing the weight % of ZrO2 nanoparticles significantly reduces pore size and increases densification when compared to titanium grade 5 alloys. Figures 5(a), (b), and 6 show a match between predicted and experimental densities for several samples (A1–A6), confirming the PM method’s validity. 42 Porosity, computed using Archimedes’ principle, correlates directly with SiC mass percentage, whereas sintered specimens have higher relative density and lower porosity.
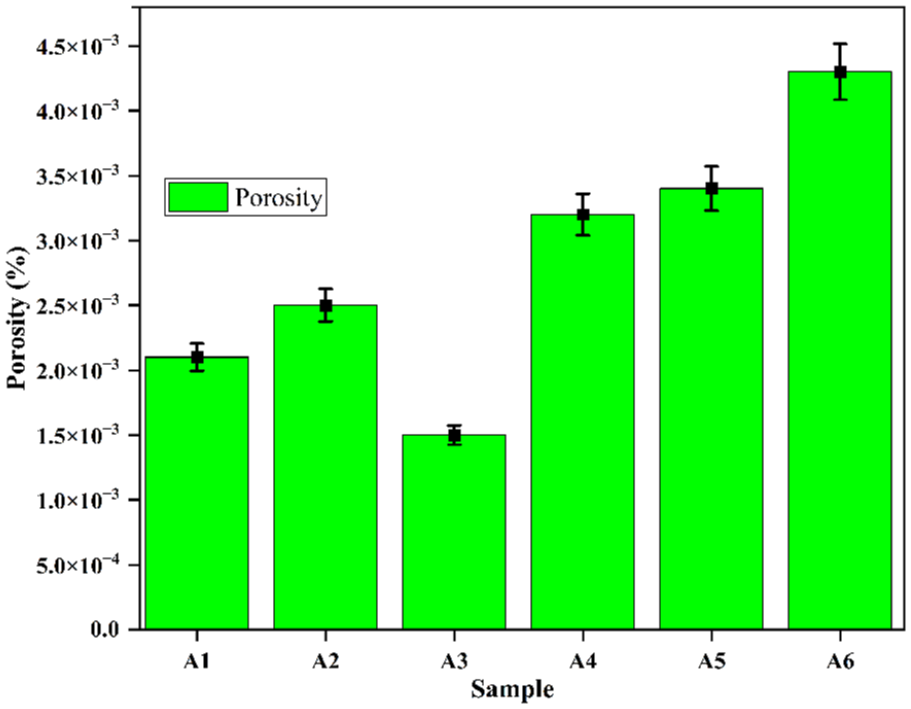
Porosity analysis of synthesized HTMMCs.
The elevated relative density of sintered specimens demonstrates that powder nanoparticles interact strongly at robust surfaces, with porosity evaluated at less than 1% across six samples. These materials, which are appropriate for automotive and aerospace applications, had a lower produced density than expected due to the inclusion of lower-density particles such as SiC and B4C. Porosity decreased as ZrO2 and MoS2 particles increased, 16 whereas increasing SiC from 7.5% to 12.5% increased porosity, notably at the 12.5% threshold. The porosity in HTMMCs decreased with lower ZrO2 content, with sample A3 having the lowest porosity, which corresponded to the XRD data. High void content is detrimental to the quality and performance of hybrid TMCs.
Hardness analysis
To use the ASTM E18 and 28 standard testing techniques, each sample’s hardness number was calculated using the Rockwell Hardness type “C” scale. The applied load process needed 15 s of dowel time, and the Brale 150 kgf indenter was utilized. The created specimens had been polished and ground using 400, 800, and 1200 grit paper with abrasive properties before being put through a hardness test. Figure 7 illustrates the variation in rock-well microhardness.

Hardness evaluation of the fabricated HTMMCs: (a) Rockwell C scale and (b) Vickers hardness values.
Throughout the sample series, the Rockwell (HRC) and Vickers (HV) hardness measurements (A1–A6) are consistently result correlated.
According to Elanchezhian et al., 39 pure titanium grade 5 can have the highest microhardness of 36 HRC for Rockwell hardness type “C.” However, the outcome of 60.9 HRC, 1.69 times more than the optimum micro-hardness for pure titanium grade 5, is shown in the current experiment’s data. According to the results of the current investigation, the composite composition that generated the highest microhardness had sample weight percentages of 7.5% B4C, 7.5% SiC, 12.5% ZrO2, 4% MoS2, and 72.5% Ti. The microhardness rises as the proportion of ceramic material grows due to the improved robust and lasting effect of B4C, SiC, MoS2, and ZrO2 wt% ceramic or hard material composition. Grain enhancement and excellent dispersion of B4C, MoS2, SiC, and ZrO2 constituent nanoparticles fortified in the HTMMCs are responsible for these enhancements. It has been observed that the weight percentage of B4C, SiC, MoS2, and ZrO2 nanoparticles in the composite specimens has increased. This can be attributed to the homogeneous dispersion of B4C, MoS2, SiC, and ZrO2 particles inside the matrix. Additionally, the hardness is increased by the B4C, SiC, MoS2, and ZrO2 particles attempting to impede the motion of matrix dislocations. Consequently, the sample with the highest hardness is A3, which is made up of 7.5% B4C, 7.5% SiC, 4% MoS2, 12.5% ZrO2, and 72.5% Ti.
Compression strength analysis
Figure 8 depicts the compressive strength of the HTMMCs samples. The following factors contributed to the improvement of the mechanical properties of composite materials: (i) a stronger and higher reinforcing phase; (ii) matrix structure; (iii) a similar distribution of reinforcement particles in the matrix; and (iv) Orowan reinforcing and fortification mechanisms.31,32

Compressive strength properties of the HTMMCs: (a) compressive strength and (b) compressive strain.
The Orowan mechanism incorporates and interacts with nanoparticles via dislocations. Non-shearable ceramic reinforcement particles bridge dislocations, enabling them to bend around the particulates (Orowan loops) under external load, consequently enhancing mechanical properties like compressive strength. 43 The resulting composites have demonstrated higher densification and mechanical properties, including compressive strength. Compared to other composite samples, A3, which has a composition of 7.5% B4C, 4%MoS2, 7.5% SiC, 12.5% ZrO2, 4% MoS2, and 72.5% Ti, had a better compressive strength than the other HTMMCs and grade 5 titanium, as shown in Figures 4 to 13 below. Due to the higher concentration of ZrO2 and the lower SiC, the composite was dense, and the minimum crack surface morphology of sample A3 has a higher compressive strength.
Figure 8 depicts the effect of B4C, MoS2, SiC, ZrO2 hard ceramics reinforcement and sintering temperature on composite compressive strength which is significantly enhanced, improved, and increased. Additionally, the major aspects aided in the enhancement of mechanical properties: (i) higher and stronger reinforcing phase (ii) matrix structure (iii) identical reinforcement particle dispersion in matrix (iv) Higher compressive strength achieved due to the elevated sintering temperature, which creates greater atomic diffusion, generates an interfacial interaction and uniformity between both Ti matrix and reinforcement. As soon as sintering temperature rises, the grain size shrinks, resulting so much grain boundaries which could indeed serve as significant major obstacles to dislocation movement, resulting in increased compressive strength. The fabricated composites; have developed high densification and higher mechanical properties such as compressive strength which has greatly improved. Figure 10 below shows that as compared to pure grade 5 titanium, sample A3 with composition of 7.5% B4C, 4% MoS2, 7.5% SiC, 12.5% ZrO2, 72.5% Ti produced has greater compressive strength.
The study found that integrating hybrid reinforcing ceramic materials into HTMMCs during manufacturing increases compressive strength because their microstructure acts as a barrier to grain dislocation. The addition of more nanoparticles limits the interparticle space, forcing the dislocation of the pack to increase. The presence of SiC, B4C, MoS2, and ZrO2 in TMCs enhances the compressive strength of the manufactured specimens A3, A1, A2, A4, A5, and A6, which are rated 1–6, in that order. It was discovered that the specimens had very low porosity and excellent densification. It was discovered that the synthetic TMCs had a compressive strength that was more than 100% higher. The combination of 7.5% B4C, 7.5% SiC, 12.5% ZrO2, 4% MoS2, and 72.5% Ti in the sample has the highest or optimum compressive strength attained.
Generally, Powder metallurgy includes hardening particles depending on the mixer utilized. Smaller particles provide a better work hardening effect, resulting in greater strength in powder metallurgy. 44 The concentration of B4C, MoS2, SiC, and ZrO2 in TMMCs improves their compressive strength. These particles impede fracture propagation under loading, necessitating higher stress for plastic deformation. High-speed ball milling mixers are perfect for achieving consistent mixing. The uniform mixing of reinforcement particles in the titanium grade 5 base metal matrix increases homogeneity while preventing clustering and agglomeration, hence boosting strength. Finer reinforcements increase strength, corresponding with the Hall-Patch principle. Smaller particle contact sizes enhance dislocation, which increases MMC strength.39,44 It is possible for fine particles to fully engulf reinforcement particles, create nano- and micropores, produce oxides, and allow for high-quality desired product development.
This same existence includes SiC, B4C, and ZrO2 within TMCs increases a compressive strength of the fabricated samples A3, A1, A2 and, A4–A6 ranked 1–6 respectively according to Figure 8 described. The samples were found to be of good densification and very little porosity.
Figure 8(b) shows how the reinforcement composition affects the strength-ductility compromise in HTMMCs. The high-strength composite A3, with a high ceramic component, has low plastic strain prior to failure and brittle fracture due to limited matrix deformation. Its significant compressive strength is due to Orowan strengthening and grain refinement, which increases brittleness, making it appropriate for applications that require high stiffness and compressive strength.
The synthesized TMCs were found to be of improved compressive strength by more than 100%. The sample combination amalgamation 7.5% B4C, 4% MoS2, 7.5% SiC, 12.5% ZrO2, and 72.5% Ti has optimum/maximum compressive strength achieved. Therefore, due to addition of hard ceramics reinforcements to titanium grade 5 bae matrix metal maximum compressive strength of 2730 MPa reached compared to 970 MPa for the basic alloy.
Tribological testing analysis
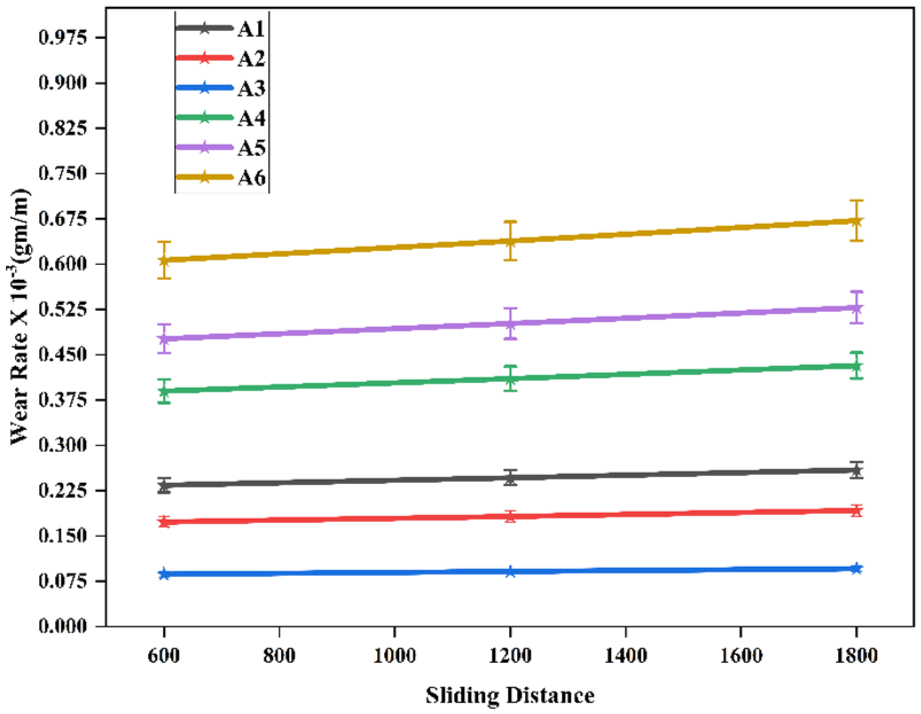
Figures 9 to 11 describes the wear resistance of the composite materials with an applied load of 20, 25, and 30 N and sliding velocities of 250, 300, and 350 rpm, respectively. When comparing composite samples, Figures 9 to 11 shows that the wear rate of sample A3 is very low in the case of all loads and sliding velocities. Due to the concentration of the reinforcement, there is a significant effect on the wear properties of Ti-base composite materials. Comparing the composite samples (A1–A6), sample A3 composite material has a higher concentration of each reinforcement (B4C, SiC, and ZrO2).

Wear rate at 20 N load and 250 rpm sliding velocity.
Wear rate at 25 N load and 300 rpm sliding velocity.

Wear rate at 30 N load and 350 rpm sliding velocity.
In general terms, increasing the normal load causes the indenter dispersion inside the specimen to rise, which increases the sliding wear rate.45,46 Additionally, wear rate resistance is improved when strong ceramic is added to a Ti matrix.47,48 The soft matrix formed by repeated contacts with the steel disk counter surface is shielded by ZrO2 nanoparticles, which function as surface protuberances. This leads to the development of strong wear resistance. Sliding wear rates for well-studied samples grow with increasing sliding velocity frequency. This occurs as a result of the surface’s average temperature rising as sliding speed rises. It also results in increased surface alteration. Because of the quick delamination on the ground surface and the reduction in wear and attrition that occurs as ZrO2 nanoparticle composition rises in HTMMCs, the hard ceramic reinforced reacts to load carrier capacity and reduces wear loss of Ti alloy as B4C concentration rises, shielding titanium from attrition and wear. At this time, the tribo-layer or coat breaks from the surface and exposes the counterpart to the softened MMC. Wear is slowed down by the layer that prevents degradation and wear on the content composite component surface. It is hypothesized that the addition of B4C has a considerable and larger influence on the wear rate than does sliding velocity, while sliding velocity also impacts the wear rate and volume loss. The addition of B4C greatly decreases the wear loss happening in the Ti alloy. Additionally, in the manufactured HTMMCs examples, the SiC concentration increases while the Ti-grade 5 alloy’s wear and abrasion resistance decreases. It has been determined that the presence of SiC, B4C, MoS2, and ZrO2 in Ti-grade 5 alloys greatly enhances wear resistance and wear rate reduction. According to the study, the resistance to wear of nanocomposite material specimens rises with the percentage of hybrid reinforcement used but declines with increasing load.
HTMMCs weight loss and wear rate improve when reinforcement weight percentage content increases. 49 Larger loads cause quicker film breakdown and greater temperatures. 50 Raising the applied force from 20 to 30 N accelerates both weight loss and wear rate since the transfer layer is durable under low loads and the temperature rise is modest. With increasing pressure, it is known that the alloy’s temperature and wear volume climb gradually and coherently. The number of wear particles is directly proportional to the load or pressure applied between the contacting surfaces.
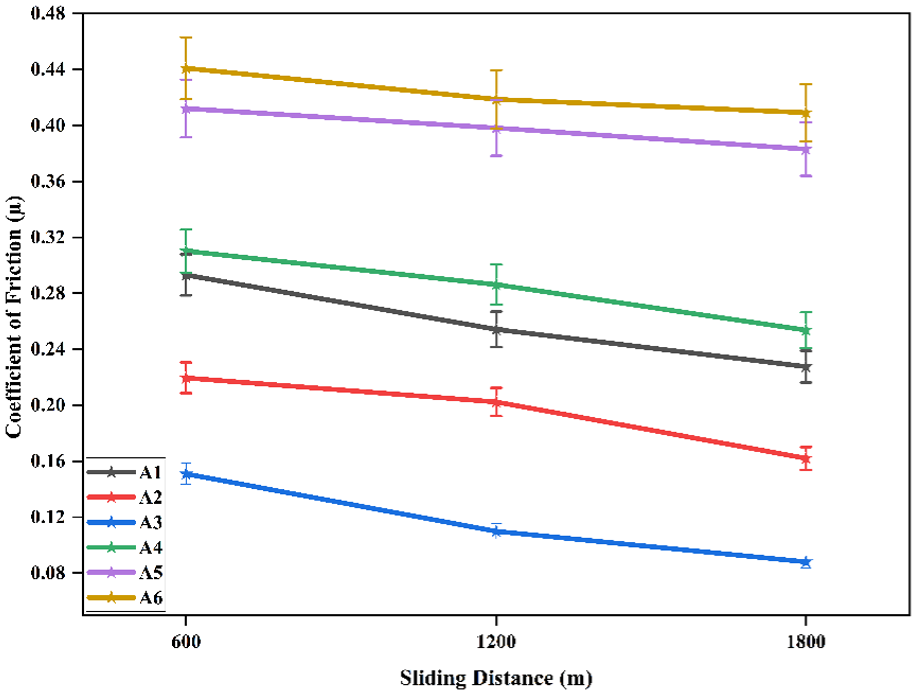
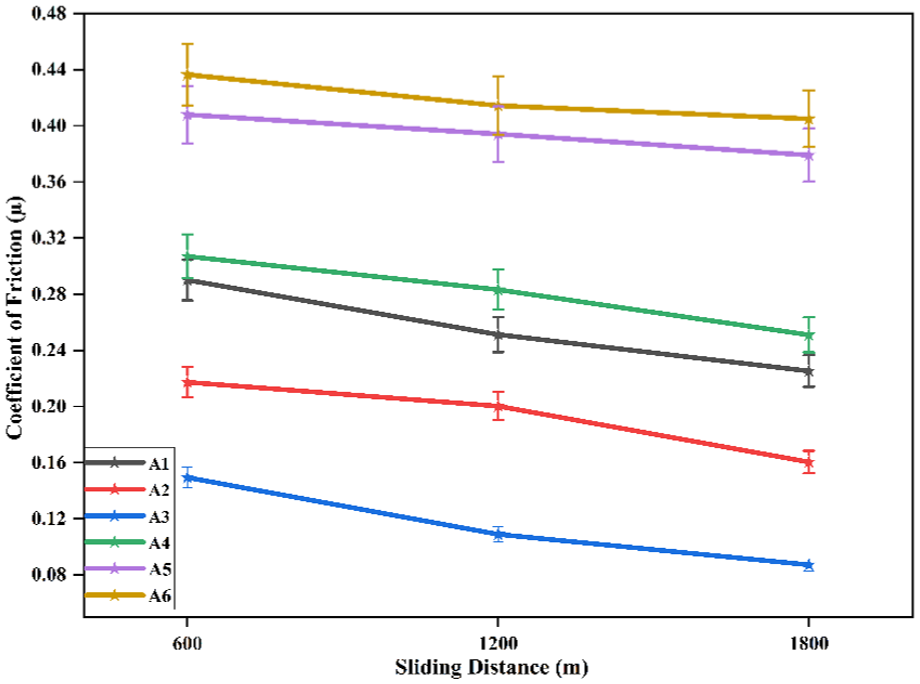
Coefficient of friction
Figures 12 to 14 demonstrate the friction coefficient in Ti-B4C-MoS2-SiC-ZrO2 nanocomposites under various loads (20, 25, 30 N), sliding distance, and sliding velocity. This test has a load time of 40 min and is completed within the time frame specified. Sample A3 has a very low coefficient of friction compared to all composite materials because, compared to all composite samples, sample A3 has a higher concentration of ZrO2. The addition of a higher concentration of reinforcement in the fabrication of composite materials has a positive effect on the progress of the coefficient of friction. ZrO2 levels grow with a decreasing coefficient of friction. ZrO2 particles were pulled away from Ti and slid at the interface joint surface during the sliding process, reducing CoF. The Ti nanocomposite clearly shows signs of lubricating layer production due to the presence of ZrO2.16,50

Coefficient of friction at 20 N load.
Coefficient of friction at 25 N load.
Coefficient of friction at 30 N load.
As temperature predominates, the Mechanically Mixed Layer, or MML, forms somewhere around the interface’s contact zone. A lower coefficient of friction is obtained by protecting a material from direct contact with the contact region via this newly generated layer. The current circumstances reveal that an MML has a considerable influence on the wear and attrition characteristics of reinforcements sliding against a metal, particularly on the counter-interface surface end.16,51 Figures 12 to 14 show a sample’s coefficient of friction under different loads, as well as a decrease in coefficient of friction (CoF) as sliding velocity increases throughout a range of sliding lengths during the POD wear study and examination. Because of the interaction with pure Ti grade 5, the CoF value increases when B4C and SiC concentrations rise. The current study considers the fact that, even with a typical load and pressure of 30 N and a sliding velocity of 350 rpm, CoF decreases as the applied load increases for all manufactured composites. It also accounts for the sliding velocity caused by high temperatures in the contact area.
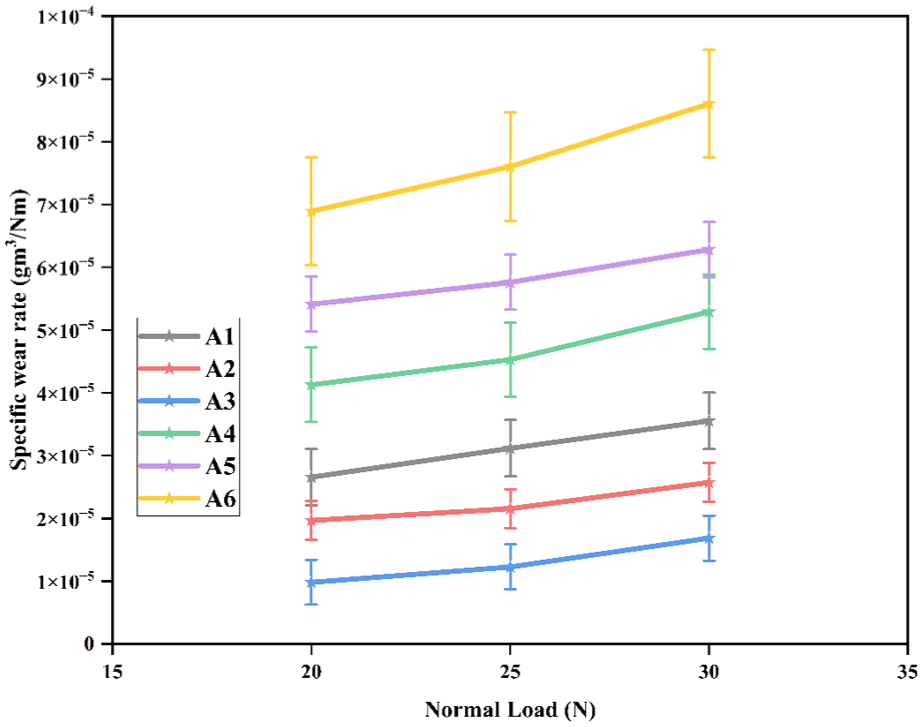
Specific wear rate HTMMCs
Specific wear rate (SWR) is a more precise representation of material wear qualities, especially for metals, alloys, and composites, and is more accurate than volumetric wear when studying material behavior. The SWR measures the wear qualities of sliding bodies under different loads, speeds, and distances. It is computed by dividing the wear volume by the usual load times the sliding distance. Wear is a complicated process that happens when surfaces slide against one another, resulting in progressive material loss. Oxide layers in materials preserve surfaces, minimizing wear and removal of material, and SWR is an important surface attribute for selecting materials prone to friction and wear. 52
Especially for metals, alloys, and composites, a specific wear rate seems to be the best way to characterize the wear properties of a material. The wear rate rises as a result of reinforcement of B4C, SiC, MoS2, and ZrO2, mainly because of the contact generated as compared to pure Ti grade 5. Figures 15 to 17 depict the specific wear rate of the sample under various loads and sliding velocity analyses. ZrO2 nanoparticles act as protuberances on the surface of the composite. 53 The presence of ZrO2 in Ti nanocomposite provides glaring proof that a lubricating layer has formed. The presence of SiC has greatly enhanced and improved the wear resistance of HTMMCs, whereas B4C causes the construction of an entire MML during the formation of a B2O3-rich tribo-layer.
Specific wear rate at sliding velocity = 250 rpm and time = 40 min.

Specific wear rate at sliding velocity = 300 rpm and time = 40 min.

Specific wear rate at sliding velocity = 350 rpm and time = 40 min.
The current study considers the specific wear rate, which decreases as the applied load increases, as well as the high temperature-induced sliding velocity on the contact surface, which, even at 350 rpm, results in normal load/pressure at 30 N. The results show that the resistance to wear of nanocomposite material specimens rises with the number of percentage compositions of hybrid fortification, while reducing with increased, boosted, and promoted loads. As a result, enhanced fortification improves HTMMC’s specific wear rate. Increasing the pressure applied from 20 to 30 N causes an increase in specific wear rate because under smaller loads, the transfer layer tends to remain stable over time; the resulting temperature rise is also less, whereas with larger loads, the film that transfers information deteriorates more quickly and the temperature rise is greater than normal.
Therefore, Tribological research on a tetra-hybrid titanium composite (Sample A3: 7.5%B4C-7.5%SiC-12.5%ZrO2-4%MoS2-68.5%Ti) shows significant wear resistance, exhibiting wear rates 45%–60% lower than unreinforced Ti-6Al-4V at sliding velocities of 250–350 rpm and applied stresses of 20–30 N. This performance enhancement is attributed to synergistic effects from MoS2, which provides solid lubrication, ZrO2, which contributes to fracture toughness, and B4C and SiC, which enhance load-bearing capacity and hardness. The composite displays a lower load exponent (n = 1.2) compared to monolithic Ti-6Al-4V (n = 1.8), indicating improved load dispersion. At 30 N and 350 rpm, the specific wear rate is recorded at 4.2 × 10−5 mm3/Nm, surpassing existing binary titanium composites by 25%–40% in performance. Analysis indicates that stable tribo-layer formation and limited adhesive transfer, along with decreased abrasive grooving, offer multi-mode protection. This implies the potential for an adaptive tribological system with enhanced performance across various operating conditions via the strategic integration of complementary reinforcements.
Wear rate deformation processes, morphology
In agreement with the mechanical properties of the composite, the inclusion of ceramic nanoparticles significantly boosted its hardness. Hardness frequently corresponds with wear resistance, with higher hardness contributing to better wear resistance. 54 SEM photographs of worn surfaces for HTMMCs allow researchers to analyze wear deformation processes through wear morphology.
In reaction to cyclic stress, MoS2 formed a protective lubricating layer on the contact surface, resulting in a smooth wear surface with higher wear resistance. While TiC particles and/or layers boost the bearing capacity of the Ti matrix, MoS2 forms a lubricating layer on the contact surface to increase the composite’s resistance to wear. The following SiC, ZrO2, and B4C combined to create an oxide layer that protected the specimen’s surface from wear and increased wear rate resistance. The SEM images of worn surfaces for HTMMC composites show craters, wear debris, and delamination, indicating an adhesive wear mechanism. The HTMMCs composites have discontinuous grooves and a little wear debris, gradually transitioning to abrasive wear. The HTMMCs composite has a smooth worn surface with shallower grooves, indicating superior wear resistance. As the weight percentage of ceramic reinforcements increases, some lamellar debris is observed. Figure 18 shows SEM images of worn surfaces composed of 7.5% B4C, 4% MoS2, 7.5% SiC, 12.5% ZrO2, 4% MoS2, and 72.5% Ti, which exhibit the best mechanical and physical qualities.
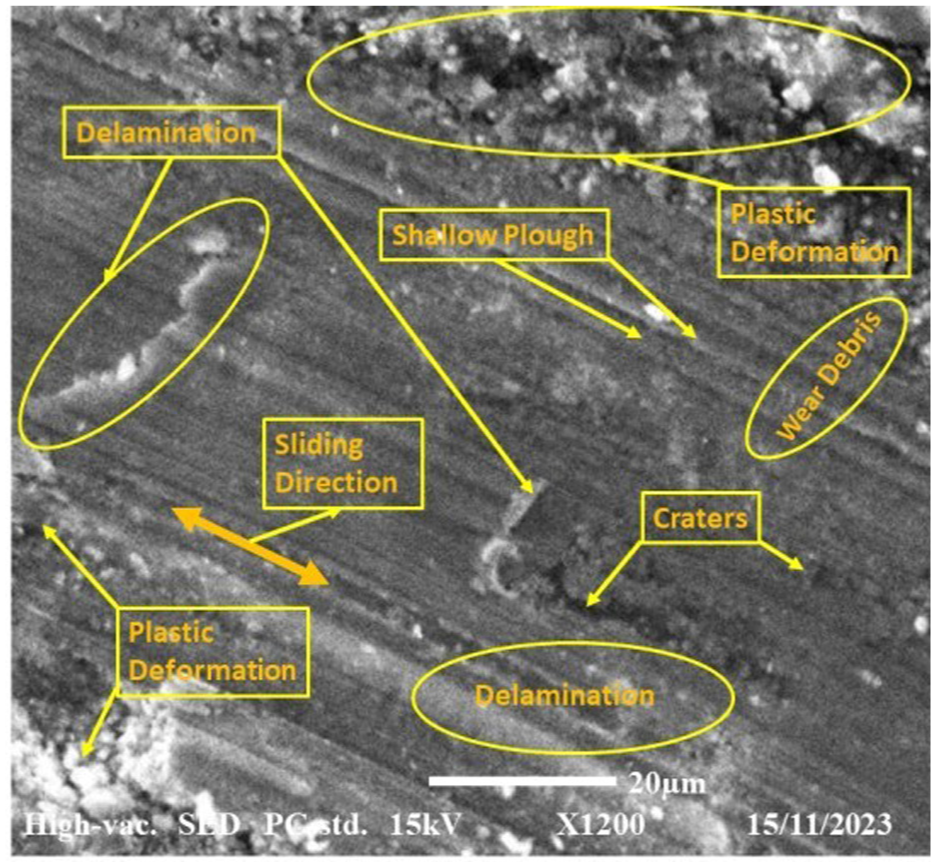
Morphology of wear rate deformation of worn surface.
Comparison of Titanium Grade 5 and hybrid titanium metal matrix composites (HTMMCs)
Titanium Grade 5, or Ti-6Al-4V, is one of the most commonly used titanium alloys, celebrated for its exceptional strength-to-weight ratio, good corrosion resistance, and excellent weldability. This alloy consists of 90% titanium, 6% aluminum, and 4% vanadium, which contribute to its high mechanical strength and ability to withstand extreme environments, making it ideal for applications in aerospace, automotive, and biomedical fields. Its ease of processing and relatively lower cost compared to other titanium alloys further enhance its appeal for various engineering applications, providing a reliable option where moderate performance is acceptable.
In contrast, HTMMCs with nanoparticles represent a significant advancement in material technology. These composites incorporate titanium as the matrix material while enhancing their properties through the addition of reinforcing agents, often in the form of nanoparticles such as silicon carbide, alumina, or carbon nanotubes. The inclusion of these reinforcing materials not only improves mechanical properties such as strength, stiffness, and fatigue resistance but also enhances thermal stability and wear resistance. The nano-sized particles can distribute stress more effectively within the titanium matrix, leading to superior performance in demanding applications where high loads and extreme conditions are expected.
While Titanium Grade 5 is robust and reliable, HTMMCs offer a broader range of benefits, particularly in applications that require lightweight materials with enhanced structural integrity. For instance, in aerospace applications, where weight reduction is crucial for fuel efficiency and performance, HTMMCs can provide significant advantages over conventional titanium alloys. Moreover, the ability of HTMMCs to withstand higher stresses and fatigue cycles makes them suitable for next-generation components in advanced technologies, such as electric vehicles and high-performance aircraft.
However, the adoption of HTMMCs comes with challenges. The manufacturing processes for these composites can be more complex and costly than those for Titanium Grade 5. The integration of nanoparticles requires advanced techniques to ensure uniform dispersion and bonding within the titanium matrix, and the increased production costs can be a barrier for widespread use. Additionally, the long-term performance and reliability of HTMMCs in practical applications are still areas of active research, as the behavior of nanoparticles under varying environmental conditions needs further investigation.
In summary, while Titanium Grade 5 offers a trusted, high-performance solution suitable for many applications, hybrid titanium metal matrix reinforced composites with nanoparticles push the boundaries of material performance. They provide enhanced mechanical properties and weight savings that are critical for advanced engineering applications, albeit with challenges related to production complexity and cost that must be addressed for their broader implementation.
Conclusions
The study demonstrates the effectiveness of powder metallurgy in the production of ceramic-reinforced HTMMCs, which improve the mechanical properties of these composites, making them suitable for demanding automotive and aerospace applications due to their increased strength and durability.
Enhanced hardness and compressive strength: As the hard ceramic particle reinforcement increases in synthesized nanocomposites, their mechanical characteristics enhance, with compressive strength rising by 2.91 times and microhardness by 1.69 times.
Density reduction: The experimental density of lightweight hard ceramic reinforcements is significantly lower than predicted, suggesting enhanced fuel propulsion efficiency for transportation. Optimizing the material composition could further enhance propulsion system performance.
Wear resistance: The addition of B4C, MoS2, SiC, and ZrO2 reinforcements enhances the wear resistance and reduces the abrasive wear rate of Ti Grade 5 composites by strengthening the matrix and creating a more effective wear barrier, resulting in improved performance and longevity in industrial applications.
XRD analysis: The XRD results show that the interparticle-like TiC and TiC adhesion in the composite matrix enhance its strength and toughness, leading to better performance under high-stress conditions and new opportunities for use in durable materials industries.
The HTMMCs show uniform particle dispersion and low porosity, indicating their potential as advanced engineering materials with high performance, lightweight properties, and improved durability for contemporary engineering challenges.
Footnotes
Handling Editor: Chenhui Liang
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.