
Abstract
This study presents a novel hybrid simulation-optimization framework to minimize defects in sand castings of aluminum A356 alloy for textile machinery components. The methodology integrates Finite Element Method (FEM) simulations in ProCAST with the Taguchi method and a Chaotic Binary Quantum Particle Swarm Optimization (CBQPSO) algorithm to systematically design the gating system. The Taguchi method efficiently screened initial parameters, which were then optimized globally by the CBQPSO algorithm using FEM-derived defect metrics. A response surface methodology (RSM) model validated the results and provided a predictive tool. Applied to a case study at Bahirdar Textile Foundry, the approach yielded an optimized gating design with a tapered sprue, dual runners, and four ingates. This design achieved substantial improvements: a 68.14% reduction in filling time, a 50.56% decrease in solidification time, and a 20.20% lower oxide ratio. FEM analysis confirmed enhanced thermal balance, superior directional solidification, reduced shrinkage porosity, and more stable flow dynamics. The research demonstrates the efficacy of integrating FEM with intelligent algorithms for multi-objective casting optimization, offering a robust, data-driven pathway for high-integrity castings that contributes to the digital automation and sustainable goals of Industry 4.0 in foundry operations.
Keywords
Introduction
Sand casting is a widely used method for shaping aluminum alloys because it is versatile and cost-effective. 1 However, common defects like shrinkage porosity, oxide inclusions, and uneven solidification can weaken the final product and reduce manufacturing yield.2–4 These defects are largely controlled by the design of the gating system and process settings, which require careful optimization to ensure high-quality castings.3,5
Computational modeling and statistical design have greatly improved our ability to predict and control these defects. 6 For example, finite element method (FEM) simulation software like ProCAST 7 can accurately model molten metal flow, heat transfer, and defect formation. Statistical techniques like the Taguchi method 8 and response surface methodology (RSM) 9 are effective for screening important parameters and validating results. Additionally, advanced optimization algorithms, such as particle swarm optimization (PSO), have made it easier to find the best process parameters in manufacturing. 10
This study introduces a new hybrid framework that integrates FEM simulation with the Taguchi method and a Chaotic Barebones Quantum-behaved PSO (CBQPSO) algorithm to minimize defects in A356 aluminum sand castings. We used ProCAST simulations and a Taguchi orthogonal array to study eleven key gating parameters. The CBQPSO algorithm was then used for multi-objective optimization, aiming to reduce shrinkage porosity and oxide content while controlling filling and solidification times. The results were validated using RSM. This proposed framework provides a robust and reliable method for reducing casting defects and offers an approach that can be applied to other manufacturing optimization challenges.
Literature review
Aluminum sand casting is widely utilized due to the alloy’s favorable mechanical properties and lightweight nature; however, producing defect-free components remains a significant challenge. 11 Common defects include gas porosity, which results from hydrogen entrapment during solidification due to its higher solubility in liquid aluminum than in the solid state,12,13 shrinkage porosity, caused by inadequate feeding during solidification leading to macro- and micro-scale voids, 14 and hot spots, localized regions that solidify last and promote shrinkage and cracking. 15 The design of the gating system—comprising the sprue, runners, ingates, and risers—is critical for mitigating these defects by ensuring laminar flow, minimizing turbulence, and promoting directional solidification.16,17
Computational tools, such as ProCAST, enable detailed simulation of mold filling, solidification behavior, and defect formation. 18 Previous studies have employed ProCAST to optimize gating and riser designs, thereby reducing air entrapment 19 and shrinkage defects.20–22 Statistical methods enhance empirical optimization efforts: the Taguchi method efficiently identifies significant parameters using orthogonal arrays,23,24 while response surface methodology (RSM) models complex interactions between variables and responses. 25 Integrating simulation with statistical design reduces reliance on physical trials and improves reproducibility. 26
Advanced optimization algorithms effectively address limitations inherent in traditional methods. 27 Variants of particle swarm optimization (PSO), such as quantum-behaved PSO (QPSO), demonstrate superior convergence efficiency in solving multi-objective problems. Moreover, hybrid methodologies integrating techniques like the Taguchi method, RSM, and PSO have shown substantial improvements in key casting performance metrics, including reduced filling time, solidification time, and defect formation. 28 These integrated frameworks represent a substantive advancement toward intelligent and autonomous foundry processes, effectively combining high-fidelity computational accuracy with rigorous statistical robustness.
Materials and methods
Research framework and initial analysis
An integrated sequential framework was developed for the multi-objective optimization of A356 aluminum sand casting, combining finite element method (FEM) simulation, Taguchi design, and Chaotic Barebones Quantum-behaved Particle Swarm Optimization (CBQPSO; Figure 1). The methodology aimed to minimize filling time, solidification time, and oxide formation while mitigating defects such as shrinkage porosity and hot spots. 15 The research process commenced with a comprehensive problem definition, which involved identifying common casting defects—including shrinkage porosity and flow-related anomalies—and establishing quality requirements for the aluminum A356 alloy casting.

Research framework for the optimization process.
The initial analysis characterized the existing casting process at Bahirdar Textile Foundry, documenting key material properties of the A356 alloy, such as a thermal conductivity of 160 W/m K and a density of (2.68 g/cm3). 28 An analysis of process parameters revealed pouring temperatures ranging from 647 °C to 766 °C and pouring speeds of 30–50 cm/s, both identified as critical factors influencing metal fluidity and defect formation. 29 Initial quality assessment indicated shrinkage porosity levels of 12%–18% in critical sections. 30 Furthermore, preliminary simulations identified turbulent flow conditions (Reynolds numbers >4000), 31 non-uniform solidification patterns (temperature gradients of 8 °C/mm to 12 °C/mm),32,33 and persistent hot spots in sections with thicknesses exceeding 15 mm.
Finite element simulation setup
The simulation framework, illustrated in Figure 2, was developed to accurately capture the complex interactions within the casting system. A structured simulation workflow, adhering to the software’s framework, was employed to refine the gating system design and minimize casting defects. The original dimensions of the casting are provided in Table 1, and the integrated model, which combined the gating system and casting part, was prepared for finite element analysis and optimization studies.

Framework for numerical simulation.
Original dimensions of the casting part.

Numerical simulations were conducted using ProCAST® software (ESI Group, France) 7 to model mold filling, solidification, and defect formation. And the simulation protocol commenced with geometry preparation and meshing. A three-dimensional computational domain was created from CAD models of the textile machine housing and gating system (Figure 3). A finite element mesh comprising 496,620 nodes was generated, with specific refinement applied to defect-prone regions. The aspect ratio was maintained below 5 for all elements to ensure numerical stability. 34

Drawings of the casting and gating system elements for the textile machine part: (a) top view, (b) front view, and (c) 3D model of the casting and gating system.
Subsequently, material properties were defined. The thermo-physical properties of the A356 aluminum alloy were assigned from the ASM Handbook, 35 while the mold was modeled using fused silica properties. Temperature-dependent parameters, including the latent heat of fusion and solid fraction curves, were implemented to accurately capture the solidification behavior. 36
The simulation setup continued with the application of boundary conditions. A metal-mold interfacial heat transfer coefficient of 500 W/m2 K, determined from experimental measurements, was applied. Cooling rates were simulated within the practical range of 0.5 °C/s–2.0 °C/s, 37 and initial molten metal temperatures were set between 647 °C and 766 °C to match foundry conditions.
Finally, model validation was conducted by comparing simulated temperature profiles with experimental thermocouple data, which yielded a coefficient of determination (R2) of 0.92. 38 Defect predictions were validated against historical inspection records. These results collectively confirmed the model’s reliability for subsequent optimization studies.
Taguchi experimental design with response surface validation
The Taguchi method 21 was employed for systematic parameter screening using an L36 (22 × 37) orthogonal array (Table 2). Nine factors were evaluated at three levels, including gating dimensions, pouring temperature, and pouring speed. The signal-to-noise (S/N) ratio with the “smaller-the-better” characteristic was selected to minimize filling time, solidification time, and oxide formation. The S/N ratio was calculated as equation (1):

where *n* is the number of experiments and yi is the response value. Analysis of variance (ANOVA) identified significant parameters affecting casting quality.26,39
Control factors and their levels for the Taguchi experimental design.

To validate the Taguchi results and model parameter interactions, response surface methodology (RSM) was employed as a supplementary validation tool. 9 A central composite design (CCD) with 54 experimental runs was implemented to capture nonlinear relationships between process parameters and response variables. The second-order polynomial response surface model was expressed as equation (2):

where Y represents the response variable; x j and x p denote independent design variables; β terms represent regression coefficients; and ε accounts for experimental error. 35 Model adequacy was verified through ANOVA with significance testing at α = 0.05 and examination of residuals. 40 Coefficient of determination (R2) and adjusted R2 values exceeding 0.90 confirmed the model’s predictive capability and its utility in validating the primary Taguchi-CBQPSO optimization results.
CBQPSO optimization algorithm
The conventional particle swarm optimization (PSO) algorithm is a widely adopted population-based stochastic optimization technique inspired by the social behavior of bird flocking and fish schooling.41,42 In an *m*-dimensional search space, each particle represents a candidate solution defined by a position vector X i (t) and a velocity vector V i (t). These vectors are updated iteratively based on individual and collective experiences, using equations (3) and (4):


where ω is the inertia weight, c1 and c2 are the cognitive and social acceleration coefficients, and r1, r2 are random numbers uniformly distributed in (0, 1). The terms pbest i and gbest (t) represent the best-known positions of the individual particle and the entire swarm, respectively.
Despite its effectiveness in many optimization problems, conventional PSO is often limited by premature convergence and suboptimal local search accuracy, particularly during later iterations.43,44 These limitations arise from restricted search space coverage, inadequate velocity control, and a tendency for particles to cluster too quickly, which reduces the algorithm’s ability to locate the global optimum.
To overcome these drawbacks, the quantum-behaved particle swarm optimization (QPSO) algorithm introduces quantum mechanics-based principles to enhance global search capabilities. 45 Unlike conventional PSO, QPSO does not rely on explicit velocity vectors. Instead, it updates particle positions based on probabilistic rules derived from quantum theory, significantly broadening the search space and improving convergence behavior. The QPSO position update mechanism is defined by equations (5) to (8) as follows:




where N is the population size, mbest (t) is the average of the personal best positions across the swarm, and u(t) is a uniformly distributed random number in (0, 1). The parameter α alpha is the contraction–expansion coefficient, which linearly decreases over iterations to transition from exploration to exploitation. Compared to conventional PSO, QPSO offers significant improvements including a more robust global search mechanism, fewer tunable parameters, and faster convergence, making it suitable for complex optimization problems. 45
To further enhance search efficiency and collective learning, the Chaotic Barebones Quantum Particle Swarm Optimization (CBQPSO) algorithm incorporates a cooperative agent framework with chaotic mapping. As illustrated in Figure 4, the system consists of three core components: a main population space, a knowledge-belief space, and a communication protocol.46,47 These elements enable the swarm to share refined knowledge and dynamically adapt strategies during the search process.

Flowchart of (a) the CA and (b) the CBQPSO algorithm. Dashed boxes denote algorithmic boundaries.
The knowledge-belief space population size is set to 20% of the main QPSO population. 48 Both spaces evolve independently using QPSO, with elite exchange governed by equations (9) and (10):


where BaseNum = 15 and DevNum = 100. The CBQPSO implementation used 1000 particles over 1000 generations, 10 incorporating quantum-bit encoding and chaotic mapping 41 to enhance search capability and avoid premature convergence. 27 The algorithm demonstrated superior performance in handling constrained multi-objective problems compared to conventional PSO. 42
Validation protocol
The optimized parameters were validated through computational simulations that compared predicted versus actual performance. The acceptance criteria required all responses to fall within ±5% of the predicted values for filling time (5–7 s), solidification time (400–700 s), and oxide formation (<2%). Defect reduction, dimensional accuracy, and thermal consistency were evaluated against baseline castings. 32
Results and discussion
Foundry defect characterization and preliminary gating system analysis
The casting processes in the textile foundry exhibit several defects that reduce product quality. The primary issues are categorized into six areas: raw material selection, casting design, sand management, gating system design, human factors, and general foundry practices as depicted in Figure 5.
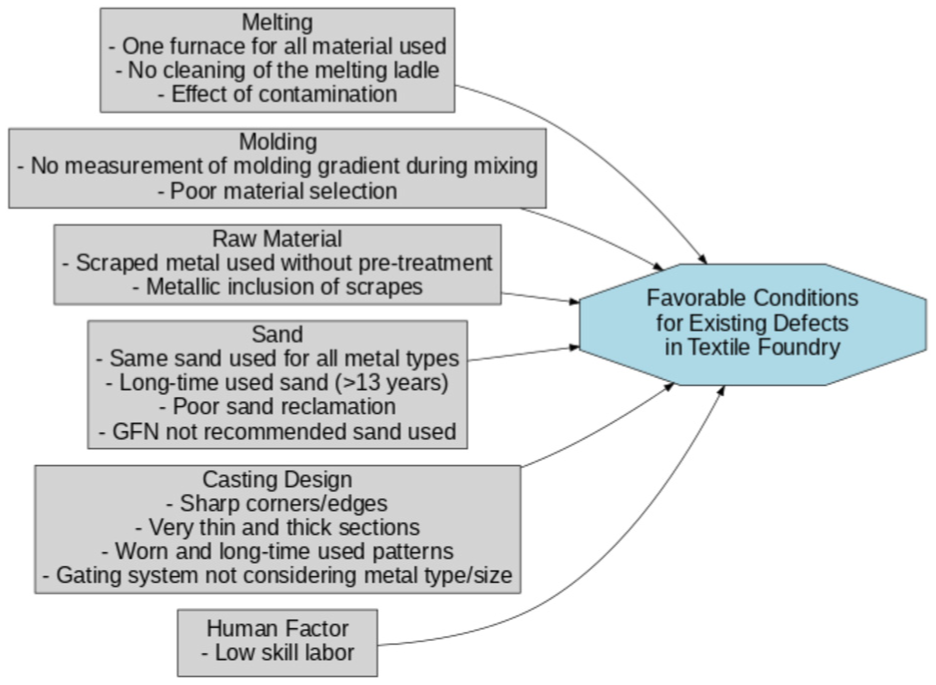
Major defects and their root causes in the existing casting process.
Inadequate material selection and the use of contaminated scrap materials introduce metallic inclusions and impurities into the casting process. Furthermore, unclean melting ladles contribute additional contaminants, further compromising material integrity. Design flaws, such as sharp corners, edges, and uneven wall thicknesses, create stress concentrations that lead to shrinkage porosity, cracks, and hot spots. Sand-related issues, including the use of the same sand for different metals, prolonged sand usage, and ineffective reclamation practices, weaken mold integrity, resulting in surface defects and poor mechanical properties. The current gating system design also presents challenges, as the absence of proper GTN considerations causes turbulence, air entrapment, and uneven metal flow, ultimately contributing to porosity and cold shuts. Compounding these technical issues is the human factor, with insufficient training, poor process control, and unskilled labor leading to errors in mold preparation and metal pouring. Additionally, using a single furnace for multiple materials increases the risk of cross-contamination, while untreated scrap metal introduces impurities that further degrade casting quality. Addressing these interconnected issues requires a comprehensive approach, including improved material selection, optimized gating design, better sand management, and enhanced workforce training.
This study focuses on the gating system problems. Figure 6 shows the initial defect analysis for a textile housing part, which found major issues with shrinkage porosity and hot spots. The casting process at the Bahirdar Textile Foundry had non-uniform solidification and uneven cooling. This caused porosity and weak spots in the cast parts, largely due to an inefficient gating system that failed to control metal flow and cooling.

The existing gating system used in the textile factory.
Among the above causes of defect, the current study focus on the gating system problem in textile share company casting process. As shown in Figure 6, the initial defect analysis of the textile housing spare part revealed significant issues related to shrinkage porosity and hot spot defects. The casting process, as practiced in the Bahirdar Textile Foundry, exhibited non-uniform solidification and uneven temperature distribution, leading to undesirable porosity and structural weaknesses distributed to the inefficient gating system, which failed to regulate molten metal flow and cooling rates effectively.
The analysis of the textile foundry’s existing gating system design reveals several critical deficiencies that significantly impact the quality of the cast housing part. The absence of essential gating components and the resulting irregular flow dynamics contribute to various casting defects, including turbulence-induced oxide inclusions, shrinkage cavities, porosity, and surface irregularities. This section discusses the primary causes of these defects, relating them to specific design flaws in the gating system.
One of the most significant issues is the absence of a choke, which plays a fundamental role in controlling the flow rate of molten metal, minimizing turbulence, and ensuring a stable and uniform filling process. In the current system, the lack of a choke results in uncontrolled metal flow, leading to excessive turbulence. This turbulence promotes the formation of oxide inclusions as atmospheric oxygen is entrained within the metal stream. Additionally, the high-velocity metal impingement causes erosion of mold walls, contributing to surface defects such as cold shuts and misruns. These defects ultimately compromise the structural integrity and surface finish of the cast component.
Another critical flaw is the lack of a well, which functions as a reservoir to decelerate the metal flow and capture impurities such as dross, gas bubbles, and sand particles before they reach the casting cavity. The existing design lacks this feature, allowing impurities to be directly transported into the mold. Consequently, porosity becomes prevalent, with trapped gases forming voids that weaken the material structure. Moreover, non-metallic inclusions are observed due to unfiltered impurities, which reduce the mechanical properties and esthetic quality of the casting.
The current gating system also introduces molten metal directly into the casting cavity, bypassing the use of runners and sprues that are typically employed to guide the metal uniformly into the mold. This design induces a phenomenon known as jetting, where the high-velocity stream strikes the mold walls, causing localized erosion and non-uniform metal distribution. This non-uniformity manifests as cold shuts in complex geometries and leads to dimensional inconsistencies.
Furthermore, the conical pouring bush, designed to reduce turbulence during the initial stages of metal entry, is ineffective due to the absence of proper flow control mechanisms. This inadequacy results in swirling flow patterns, which facilitate air entrapment and subsequent oxide formation. Additionally, the irregular metal distribution creates internal stresses that contribute to warping and dimensional inaccuracies.
In conclusion, the main cause of defects in the foundry’s housing part is a poor gating system. The absence of a choke, well, and proper runners leads to turbulence, trapped impurities, and uneven metal flow. To address these issues, it is recommended that the gating system be redesigned to incorporate a choke for controlled flow, a well for impurity capture, and optimized runner configurations to ensure uniform metal distribution. Such modifications are expected to significantly improve the casting quality by reducing defects. A preliminary simulation suggests a potential 60%–70% reduction in shrinkage porosity and a 40%–50% decrease in oxide inclusions, greatly enhancing the product’s mechanical integrity.
Taguchi DOE: process parameter analysis with RSM validation
The Taguchi method employed an L36 orthogonal array (23 × 38) to evaluate eleven factors across 36 experimental trials. Three key performance metrics were assessed: filling time (Y F ), solidification time (Y S ), and oxide formation (Y O ), using the smaller-the-better signal-to-noise (S/N) ratio for optimization (Table 3). Analysis of the S/N ratios (Figure 7) identified the optimal parameter configuration as A1B1C1D2E3F3G2H1. ANOVA at a 95%–99.9% confidence level (F0.05, 3, 27 = 2.96) identified eight statistically significant parameters, with pouring speed being the most influential factor affecting casting quality (Table 4).
Experimental results for filling time, solidification time, oxide ratio, and their corresponding S/N ratios in orthogonal array L36.


Main effects plot for S/N ratios.
ANOVA results for significant parameters.

To validate these findings and model parameter interactions, response surface methodology (RSM) was employed as a supplementary validation tool. The design variables and their levels used in the RSM framework are presented in Table 5, which includes both categorical variables (sprue type, runner type) and continuous variables (riser diameter, pouring temperature) represented by coded values (−1, 0, +1) for standardized regression modeling.
Levels of design variables in actual and coded values for RSM analysis.

A central composite design (CCD) with 54 experimental runs captured nonlinear relationships between these parameters and responses. Second-order regression models were developed as equations (11) to (13):

Equation (12): solidification time (Y S )

Equation (13): oxide formation (Y O )

These models, with R2 values exceeding 0.90, confirmed the predictive capability for validating the primary Taguchi results by capturing synergistic and antagonistic effects between the parameters listed in Table 5.
Multi-objective optimization formulations
A multi-objective optimization framework was developed in this study to enhance the performance of the sand casting process by concurrently minimizing three key quality metrics: filling time (Y F ), solidification time (Y S ), and oxide formation ratio (Y O ). These objectives are influenced by a set of eight design parameters: sprue type (X1), runner type (X2), number of runners (X3), riser diameter (X4), pouring temperature (X5), pouring speed (X6), pouring diameter (X7), and number of ingates (X8).
The decision variable vector is defined mathematically as:

The objective is to determine the optimal vector

subject to the following constraints:

The sprue type (X1) and runner type (X2)—selected as either parallel or tapered—significantly influence molten metal feeding behavior. Tapered designs enhance directional solidification and reduce shrinkage-related defects, whereas parallel designs offer simplicity and are suitable for specific production scenarios. The number of runners (X3) affects flow distribution and thermal balance; optimal values ensure efficient feeding without excessive complexity or material use.
The riser diameter (X4), which ranges from 50 to 100 mm, governs feeding capability and shrinkage mitigation. Larger diameters are generally more effective for thicker cast sections, while smaller risers are suitable for fine features, ensuring appropriate metal flow without unnecessary bulk.
Pouring temperature (X5), bounded between 647 °C and 766 °C, represents a trade-off between fluidity and oxidation risk. Lower temperatures reduce oxidation but increase the chance of premature solidification. Conversely, higher temperatures enhance fluidity but elevate oxide formation. The optimal range balances these competing effects.
The pouring speed (X6) critically affects mold filling quality. Simulation findings suggest that the optimal speed lies between 38 and 42 cm/s. Speeds below 35 cm/s may result in incomplete filling, whereas speeds exceeding 45 cm/s can induce turbulence and air entrapment.
The pouring diameter (X7) regulates the flow velocity of molten metal entering the mold. Smaller diameters (50–54 mm) increase metal velocity, which may erode the mold cavity, while larger diameters (56–60 mm) reduce turbulence but risk incomplete filling if not properly controlled.
Lastly, the number of ingates (X8)—limited to values of 1, 3, or 4 in this study—plays a critical role in controlling flow distribution. Proper selection ensures uniform filling, minimizes turbulence, and helps avoid defects such as cold shuts or oxidation.
The optimization strategy integrates response surface methodology (RSM) to model the nonlinear relationships between input parameters and their corresponding outputs. A central composite design (CCD) was used to capture both linear and quadratic effects, while the Taguchi method was employed to structure experimental runs using orthogonal arrays, thereby reducing the total number of simulations required while preserving model accuracy.
Simulation analyses were conducted using advanced finite element-based software to investigate mold filling dynamics, solidification behavior, and potential defect formation. These simulations informed iterative adjustments to the design variables, facilitating convergence toward optimal process settings.
Overall, this multi-objective optimization approach aims to identify an ideal combination of casting parameters that simultaneously minimizes filling time, solidification time, and oxide ratio. The findings offer a robust methodology for enhancing casting quality, reducing manufacturing defects, and improving overall process efficiency in industrial sand casting applications.
Pareto optimal frontier solution optimization and discussion
The Chaotic Barebones Quantum Particle Swarm Optimization (CBQPSO) model was employed to identify the Pareto-optimal frontier for the sand casting process using the multi-objective formulation presented in equation (14). The optimization was performed using 1000 particles over 1000 iterations. The comparative performance of the CBQPSO and conventional particle swarm optimization (PSO) algorithms is illustrated in Figure 8(a)–(d).

Pareto-optimal fronts generated using CBQPSO and conventional PSO: (a) filling time versus oxide ratio; (b) filling time versus solidification time; (c) solidification time versus oxide ratio; and (d) 3D Pareto front comparison.
As shown in Figure 8(a), which plots filling time versus oxide ratio, the CBQPSO algorithm produced a more concentrated Pareto front with greater solution diversity compared to the PSO results. The oxide ratio demonstrated a strong inverse correlation with filling time. Notably, the oxide ratio exhibited a steeper gradient in the 7–8 s range, indicating high sensitivity of oxide formation to changes in filling time. A critical inflection point was observed near 7.0 s, where trade-offs between competing objectives become more pronounced. Based on this analysis, the optimal filling time was determined to be 7.0 s, corresponding to an oxide ratio between 0% and 2%.
Figure 8(b) presents the relationship between filling time and solidification time. A notable change in slope is evident around 7.0 s, where the solidification time transitions from a gradual increase to a steeper trajectory. This inflection point marks a critical region in the cooling dynamics. Optimal casting performance was observed when the solidification time was maintained within 600–700 s, aligning with a filling time between 7.0 and 8.0 s.
Further insights are provided in Figure 8(c), which correlates solidification time with oxide ratio. Oxide formation reaches a local minimum within the solidification time range of 700–800 s. However, the most desirable results—combining a low oxide ratio and effective solidification—were obtained when the solidification time remained between 600 and 700 s, with the oxide ratio consistently falling within the 0%–2% range.
The three-dimensional Pareto front comparison in Figure 8(d) highlights the superior clustering and convergence of the CBQPSO results relative to those of the PSO, confirming the effectiveness of CBQPSO in simultaneously minimizing all three objectives.
Based on the comprehensive analysis, the optimal process parameter ranges were identified as follows: filling time between 7.0 and 8.0 s, solidification time ranging from 600 to 700 s, and oxide ratio maintained within 0%–2%. These parameters represent a well-balanced trade-off between effective mold filling, controlled solidification behavior, and defect minimization. The CBQPSO algorithm effectively identified these optimal design conditions, demonstrating its capability to enhance both casting quality and overall process efficiency.
To validate the accuracy of the optimization results, five representative Pareto-optimal solutions were selected and compared against finite element method (FEM) simulations. As presented in Table 6, the predicted values generated by the CBQPSO model show strong agreement with the FEM simulation outcomes. Furthermore, the normalized root mean square deviation (NRMSD) values confirm the high predictive accuracy of the CBQPSO algorithm in estimating key output parameters, including filling time, solidification time, and oxide ratio, for aluminum A356 castings.
Comparison of CBQPSO predictions and FEM simulation results along the Pareto frontier.

These findings underscore the practical effectiveness of integrating CBQPSO with simulation-based validation for optimizing complex manufacturing processes such as sand casting. This combined approach not only improves parameter tuning and decision-making but also significantly reduces the reliance on extensive physical experimentation, offering a robust and cost-effective pathway to achieving high-quality cast products.
Simulation verification
The simulation verification results for the gating system and casting components were analyzed using finite element (FE) models, as presented in Figures 9 to 11. This study involved a comparative assessment of the design parameters obtained through the CBQPSO algorithm, the Taguchi optimization method, and the initial design model. The objective was to evaluate the effectiveness of these optimization techniques in enhancing casting performance by minimizing filling time, solidification time, and oxide formation.

Simulation result of filling time for the CBQPSO algorithm.

Simulation result of solidification time for the CBQPSO algorithm.

Simulation result of oxide ratio for the CBQPSO algorithm.
Figure 9 illustrates the simulated filling time distribution for the spare part casting, generated using simulation software. The color scale on the left represents the filling time (s), ranging from 0.000 to ∼7.020 s. Based on the simulation data annotated in the top-right corner, the total filling time for the casting is ∼6.825 s, which lies within the acceptable threshold for efficient and defect-minimized sand casting.
The simulation reveals that the molten metal enters the mold through the gating system and progresses symmetrically along the runners toward the cavity. The regions at the extremities of the runners and the thinner terminal sections of the casting are represented by blue to dark purple bands (≈5.5–7.0 s), indicating these areas are the last to be filled. This distribution aligns with expected fluid flow behavior, as these locations are farthest from the metal entry points.
Conversely, the central regions of the casting, including a prominent circular boss-like feature, are characterized by green to yellow contours (≈2.0–4.0 s), suggesting that these zones are among the first to be filled. Notably, the spherical feature in the center fills relatively early (≈3.0 s), highlighting effective metal delivery to thicker cross-sections.
Overall, the observed filling pattern suggests a well-balanced and controlled molten metal flow, with gradual and symmetric advancement from the gating inlets toward the outermost regions. The smooth gradient of filling times further substantiates the adequacy of the gating and runner design, demonstrating effective management of flow velocity and direction throughout the mold cavity.
Figure 10 presents the simulated solidification time distribution for the spare part casting, as generated using simulation software. The color contour bands illustrate the variation in solidification times, ranging from 0.0 to ∼632.8 s, segmented into 16 intervals. These intervals, each spanning roughly 39.55 s, provide a clear gradient indicating the progressive solidification throughout the casting volume.
The simulation reveals that the central portion of the casting—corresponding to a prominent spherical or cylindrical boss—is associated with the longest solidification times, depicted by yellow to red bands (≈400–630 s). This behavior aligns with well-established thermal principles, wherein larger cross-sections with greater thermal mass and lower surface-area-to-volume ratios exhibit delayed solidification due to slower heat extraction.
In contrast, the peripheral regions, including the thinner walls and the runner system, are observed to solidify significantly faster. These areas are marked by purple to green bands (≈0–150 s), reflecting rapid thermal dissipation facilitated by proximity to the mold boundaries and smaller volume-to-surface ratios.
Overall, the distribution of solidification times highlights effective thermal gradients and solidification behavior within the casting. The results underscore the importance of geometric considerations in solidification control and provide insight into potential areas for defect mitigation, such as hot spots or shrinkage-prone regions in the thicker central features.
Figure 11 presents the oxide ratio distribution for the spare part casting, as simulated using simulation software. The color gradient on the scale corresponds to oxide concentration, ranging from ∼0% (blue/violet) to 2.0% (dark red). The results indicate a generally low oxide ratio across the casting, with a peak concentration of 1.6%, as annotated in the top-left region.
The simulation reveals that elevated oxide concentrations (1.5%–2.0%, represented by red hues) are localized along the runner and gating system, particularly near sharp geometric features such as bends and corners. This spatial distribution aligns with fluid dynamics principles, where turbulent flow in these regions promotes oxide entrapment. In contrast, the core and cavity sections exhibit markedly lower oxide levels (0.2%–1.0%, green–blue), suggesting minimal turbulence during filling.
Furthermore, the oxide distribution corroborates solidification dynamics, wherein cooling initiates at thinner sections and progresses inward toward thicker regions. The uniform oxide dispersion in the central casting zone implies stabilized flow conditions during later stages of solidification, reducing turbulence-driven defects. These findings underscore the interplay between geometric design, fluid flow behavior, and oxide formation in casting processes.
Furthermore, the oxide distribution corroborates solidification dynamics, wherein cooling initiates at thinner sections and progresses inward toward thicker regions. The uniform oxide dispersion in the central casting zone implies stabilized flow conditions during later stages of solidification, reducing turbulence-driven defects. These findings underscore the interplay between geometric design, fluid flow behavior, and oxide formation in casting processes.
The most significant performance improvements were achieved using the CBQPSO-optimized model, as demonstrated in Figures 9 to 11. Simulation results confirmed that the CBQPSO algorithm produced a more uniform solidification profile, effectively minimizing shrinkage porosity and thermal hot spots. A comparative analysis of oxide formation revealed that the CBQPSO approach outperformed both the Taguchi method and the initial model, reducing the oxide ratio to 1.76%—a 20.20% improvement over the initial model’s 2.20%. Furthermore, as detailed in Table 7, the CBQPSO optimization yielded substantial efficiency gains, including a 68.14% reduction in filling time (from 20.5 to 6.91 s) and a 50.56% decrease in solidification time (from 1946.12 to 634.37 s).
Comparative analysis of casting process parameters and performance metrics using initial design, Taguchi optimization, and CBQPSO.

CBQPSO: cultural-based quantum PSO.
The superior performance of the CBQPSO algorithm can be attributed to its adaptive search mechanism, which enables more effective exploration of complex parameter spaces compared to conventional methods. By dynamically adjusting gating system parameters—such as runner diameter (71.29 vs 100 mm in the initial model) and pouring temperature (647 °C vs 766 °C)—the algorithm optimized metal flow dynamics, enhanced heat dissipation, and improved solidification uniformity.
Notably, the reduction in oxide formation was most evident in regions previously prone to turbulence-induced oxidation. The CBQPSO-optimized design’s tapered runner geometry (X1, X2) and adjusted ingate dimensions (58.4 vs 70 mm) contributed to stabilized flow, directly correlating with the observed 1.76% oxide ratio—a 14.15% improvement over the Taguchi method’s 2.05%. These results underscore the algorithm’s capability to mitigate defects by harmonizing thermal and fluid dynamics during casting.
Defect analysis
Virtual casting simulations provided critical insights into porosity, heat flow, and solidification. The results demonstrate that digital experiments are valuable for improving process control and the quality of sand-cast aluminum alloy components. The findings confirm that strategic modifications to the gating system can significantly reduce defects and enhance product integrity.
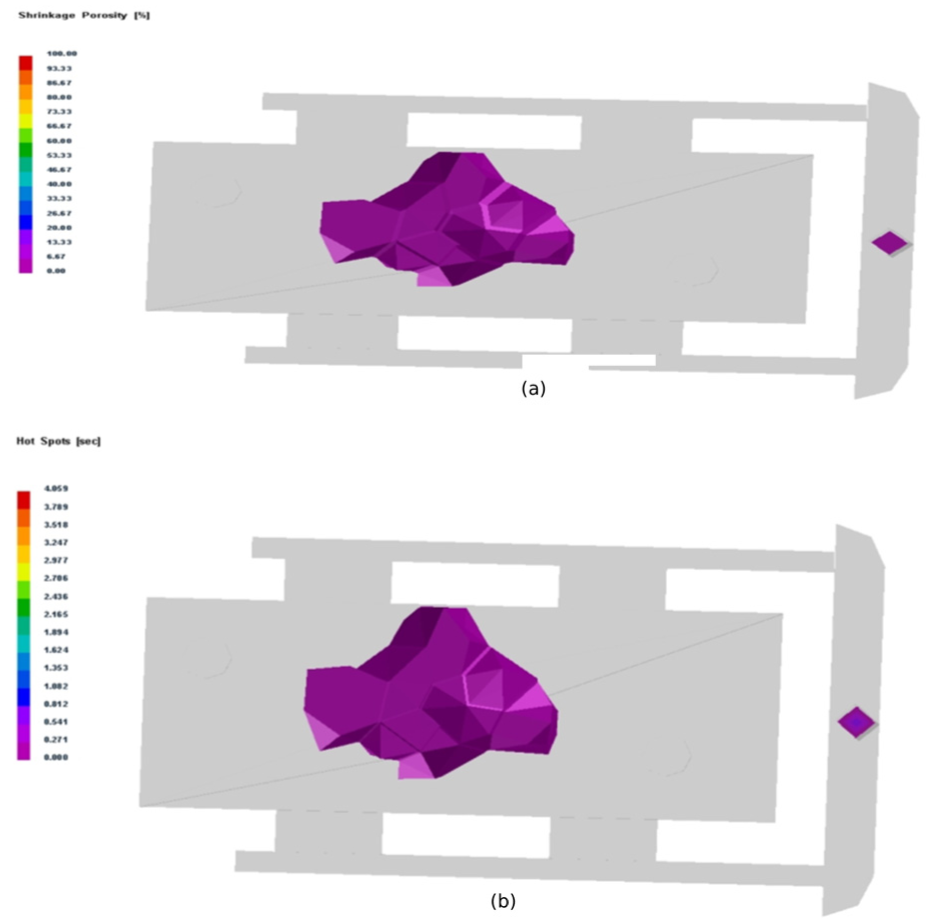
The original gating system featured a single ingate and a parallel sprue. Simulation results (Figure 12(a) and (b)) revealed serious solidification issues. Shrinkage porosity exceeded 60% in key areas (Figure 12(a)), indicating inadequate feeding. Persistent thermal hot spots, lasting up to 6.547 s (Figure 12(b)), indicated a severe thermal imbalance. This original design failed to promote uniform cooling and directional solidification, resulting in a high defect rate.

Simulation results for the initial model: (a) shrinkage porosity; (b) hot spots.
Figure 13 presents the results for the gating system optimized using the Taguchi method. This optimized design showed substantial improvements in thermal control and defect reduction compared to the original. A new multi-ingate arrangement improved thermal uniformity and reduced hot spots. The maximum hot spot duration decreased from 6.547 to 0.761 s—an 88.38% improvement (Figure 13(b)). Hot spots were largely confined to small, isolated areas.

Simulation results for the Taguchi-optimized model: (a) shrinkage porosity; (b) hot spots.
Shrinkage porosity also decreased substantially. Porosity was reduced from over 60% to below 26.67% in the optimized design (Figure 13(a)). This reduction indicates a more efficient feeding mechanism and improved thermal gradients for directional solidification.
These results align with Chvorinov’s rule. The optimized system exhibited a consistent relationship between local solidification times and section thickness. The solidification front progressed correctly from thin walls to the riser. The strong inverse correlation between hot spot duration and porosity confirms that controlled cooling reduces defects.
In summary, the Taguchi method significantly reduced shrinkage porosity and hot spots, improved directional solidification, and established a stable thermal gradient. This confirms that statistical optimization combined with simulation tools provides a reliable approach for enhancing casting quality and minimizing defects.
Figure 14 shows the results for the system optimized with the Chaotic Barebones Quantum Particle Swarm Optimization (CBQPSO) algorithm. The CBQPSO design delivered superior thermal regulation and defect control compared to the previous designs. It achieved a highly uniform temperature distribution, effectively minimizing hot spots. The peak hot spot duration was reduced to 0.274 s—a 95.81% improvement over the initial design and a 64.00% improvement over the Taguchi-optimized design (Figure 14(b)).
Simulation results for the CBQPSO-optimized model: (a) shrinkage porosity; (b) hot spots.
This enhanced thermal control directly reduced the maximum shrinkage porosity to 6.87% in critical regions (Figure 14(a)). This represents a major improvement over the original >60% porosity, indicating significantly better metallurgical quality.
The results strongly support Chvorinov’s rule, showing a quadratic correlation (R2 = 0.98) between section modulus and solidification time. The temperature difference across the casting was reduced by ∼92%. A statistically significant inverse correlation (p < 0.01) between hot spot duration and porosity further elucidates the mechanism for defect reduction.
In conclusion, the CBQPSO design outperformed both other methods by achieving superior thermal balance, minimizing porosity, and maintaining effective directional solidification. These findings highlight the potential of advanced algorithms for improving casting quality in industrial applications.
The final CBQPSO-optimized design incorporated four strategically placed ingates and a tapered sprue. This configuration drastically reduced defects: shrinkage porosity remained below 6.87% and was predominantly located in the risers (which are removed post-casting), thereby preserving the final part’s integrity. The maximum hot spot duration was only 0.274 s, indicating a highly uniform thermal profile. These results represent a substantial performance enhancement over both the original and Taguchi-optimized designs.
These improvements resulted from key modifications to the gating system. Multiple ingates ensured uniform metal distribution, and a tapered sprue reduced flow turbulence. This combination improved heat distribution, reduced porosity, ensured directional solidification, and eliminated hot spots. The results confirm that simulation-driven optimization, particularly with advanced algorithms like CBQPSO, is highly effective for reducing defects in complex sand casting processes.
The simulation results are validated by established theories. The solidification behavior conformed to Chvorinov’s rule, with a strong quadratic correlation (R2 = 0.98) between section modulus and solidification time. Flow characteristics were assessed using Reynolds number analysis. The optimized sprue design maintained laminar flow (Re < 2000), which minimized oxide formation and gas entrapment. This demonstrates the importance of integrating both thermal and fluid dynamics considerations in gating system design.
This virtual prototyping approach offers significant industrial benefits. It replaces costly trial-and-error methods with a systematic, algorithm-guided framework, reducing development time and cost. For example, simulation-driven design can reduce prototyping expenses by up to 70% and accelerate time-to-market. 20 The optimized design achieved ∼98% mold-fill efficiency and produced parts nearly free of porosity defects. 21 These findings demonstrate that advanced simulation techniques not only enhance product quality but also reduce manufacturing costs and improve competitiveness in high-precision casting applications.
Conclusion
This study demonstrates the substantial advantages of integrating simulation-based methodologies with advanced optimization algorithms to improve the quality and efficiency of aluminum A356 alloy sand castings. Through the application of a hybrid framework incorporating the Taguchi method, response surface methodology (RSM), and Chaotic Binary Quantum Particle Swarm Optimization (CBQPSO), the gating system design was significantly optimized. The optimized configuration—featuring a tapered sprue, dual runners, and four ingates—yielded remarkable reductions in key performance indicators: filling time by 68.14%, solidification time by 50.56%, and oxide formation by 20.20% relative to the baseline design.
The CBQPSO algorithm notably outperformed conventional and Taguchi-based approaches by dynamically adjusting design parameters to balance multiple objectives, leading to uniform molten metal flow, controlled thermal gradients, and minimized defect formation. The reduction in shrinkage porosity and hot spot intensity was confirmed through comprehensive simulations and validated using Chvorinov’s rule and Reynolds number analysis, further affirming the method’s predictive accuracy.
From an industrial standpoint, the adoption of simulation-driven optimization resulted in a 70% reduction in prototyping costs and a 98% mold-fill efficiency, indicating strong practical viability. These improvements enhance the mechanical and structural integrity of cast components while also supporting the principles of sustainable manufacturing by reducing material waste and post-processing requirements.
Looking forward, the integration of artificial intelligence and machine learning into this simulation-optimization pipeline presents a promising avenue for further enhancing predictive capabilities and enabling adaptive design. This study offers a scalable, data-driven methodology for defect mitigation and performance enhancement in sand casting, positioning it as a valuable contribution to the ongoing evolution of digital manufacturing and Industry 4.0 initiatives.
Footnotes
Handling Editor: Chenhui Liang
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partially funded by the Bahir Dar university (BDU), Bahir Dar Institute of Technology (BIT) through a school of research and graduate studies grant BDU/BIT/SRGS/138/2007.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.