
Abstract
With the rapid development of material science and manufacturing capabilities, hydraulic technology is increasingly high-pressure, lightweight and miniaturizing. Micro plunger pump is widely used in the field of deep-sea hydraulic equipment and advanced intelligent hydraulic equipment, owing to its high-power density, high output pressure and many other advantages. Its broad application aims to examine the inlet and outlet distribution valve spring parameters change on the micro high-pressure plunger pump volumetric efficiency, by changing the inlet and outlet distribution valve. This paper is based on the simulation of AMESim engineering software to derive multiple sets of data. It compared and analysed the specific effect of different spring stiffness and opening pressure on the volumetric efficiency of the micro high-pressure plunger pump which was then verified through experiment. Results of this study have certain reference significance for the design of the spring of the inlet and outlet distribution valve of the micro high-pressure plunger pump, which facilitates the optimization and improvement of the dynamic performance of the micro high-pressure plunger pump.
Keywords
Introduction
In recent years, micro pumps play an important role in various fields 1 especially micro plunger pumps, which are irreplaceable as the latter is the preferred pump type for ultra-high-pressure working conditions; Common micro high-pressure plunger pumps can be divided into the following two categories according to the distribution method: valve distribution and plate distribution. Considering whether oil suction has a pre-pressure, they can be divided into pressure oil supply type and self-priming type. The distribution valves easily experience high pressure, and the distribution valve leakage is smaller than the plate distribution. Additionally, the pressure oil supply can overcome the shortage of oil suction. Accordingly, we designed and developed a micro high-pressure plunger pump. Figure 1 present the internal structure of micro high-pressure plunger pump. This study is primarily aims to improve the volumetric efficiency of the micro high-pressure plunger pump. Interestingly, this type of plunger pump drives the swashplate axial to rotate through the motor, thus driving three groups of plungers to cooperate with the cylinder block to complete the suction and discharge oil action over and over again. The pump has fewer parts, the relative slipping speed of the plunger and thrust plate is small, the thrust cylindrical roller bearing can carry the axial load exerted by the plunger and it is easily subjected to high pressure. The arrangement of the plunger and the suction and discharge valves are compact, with high volumetric efficiency and small size, it can smoothly yield output high-pressure oil with continuity and efficiency, thus, it is widely used in intelligent hydraulic equipment such as navigation, aerospace and manned submersible and underwater military equipment.2,3

Micro high-pressure plunger pump model.
As one of the current topics of hydraulic technology research, the research and development of micro high-pressure plunger pumps is of extremely important significance to the advancement and development of China’s hydraulic technology. In recent years, some scholars have focussed on the following aspects of micro plunger pumps: the sealing and cavitation characteristics of micro ultra-high-pressure single plunger pump and an aviation plunger pump were investigated. The research shows that adjusting the valve opening of the reasonable distribution valves can help to reduce the cavitation and noise, while low-temperature fluids can cause serious cavitation phenomenon4,5; Conduct simulation research on the plunger pump to obtain flow field characteristics such as valve cavity pressure distribution, low-speed pulsation characteristics, and instantaneous flow rate inside the plunger pump, and optimize its structural parameters6–8; Respectively, the high-speed aviation piston pump, micro high-speed axial plunger pump kinetic characteristics of the research and analysis of the internal structural characteristics of the plunger pump parameter changes and the impact of different working conditions on the performance of the plunger pump9–11; Research on the self-priming performance of micro plunger pumps, the study showed that the self-priming performance of micro plunger pumps was affected by a variety of forces, and the degree of effects was different in different cases. 12 It can be seen that relevant research is carried out on the performance of the micro piston pump itself to improve its own efficiency, but the current research for the micro plunger pump distribution valves has not been involved.
Micro plunger pumps in the check valve flow process, the spring stiffness, opening pressure, the shape of the valve and other factors will have a certain impact on the check valve opening and closing speed, sealing performance, the resulting impact on the dynamic performance of the micro high-pressure plunger pump should not be ignored. At present, some scholars for the distribution valves research mainly focus on the dynamic characteristics of the ball valve, spring stiffness coefficient of the check valve closing speed, closing time impact simulation study; Spring stiffness coefficient and the poppet to achieve the maximum displacement, the equilibrium position displacement and reach the equilibrium position of the relationship between the time used in the simulation study13–16 Analyse the influence of check valve reset spring stiffness on system characteristics and its relationship with the law of motion in practical systems such as piston pumps, hydraulic excavators, and reciprocating compressors.17–19 These actual working conditions are closely related to the spring stiffness and opening pressure, and at present, for the distribution valve micro high-pressure plunger pumps, the inlet and outlet distribution valves spring stiffness and the opening pressure of the change of the impact on the volumetric efficiency of the micro-pump carried out by the study is still a blank field. Hence, it is of great significance for the design and development of the micro-high pressure piston pump to conduct research on the valve and analyse the impact of its spring stiffness and opening pressure on its efficiency. This research will also have a significant influence on advanced hydraulic equipment used in fields like aviation, aerospace, navigation, and deep-sea diving.20,21
This research analyses the theoretical calculation of the distribution valve motion process of the valve flow micro high-pressure plunger pumps, and simulates the distribution valve micro high-pressure plunger pump system based on AMESim engineering software. It carries out the simulation research for the spring stiffness of the inlet and outlet flow check valves and the opening pressure at different rotational speeds and loads. Then, it analyses the effects of the spring stiffness of the inlet and outlet flow check valves and the opening pressure on the volumetric efficiency of the micro high-pressure plunger pump. Finally, the results are validated with experiments.
Parameterization of flow-distributing check valves
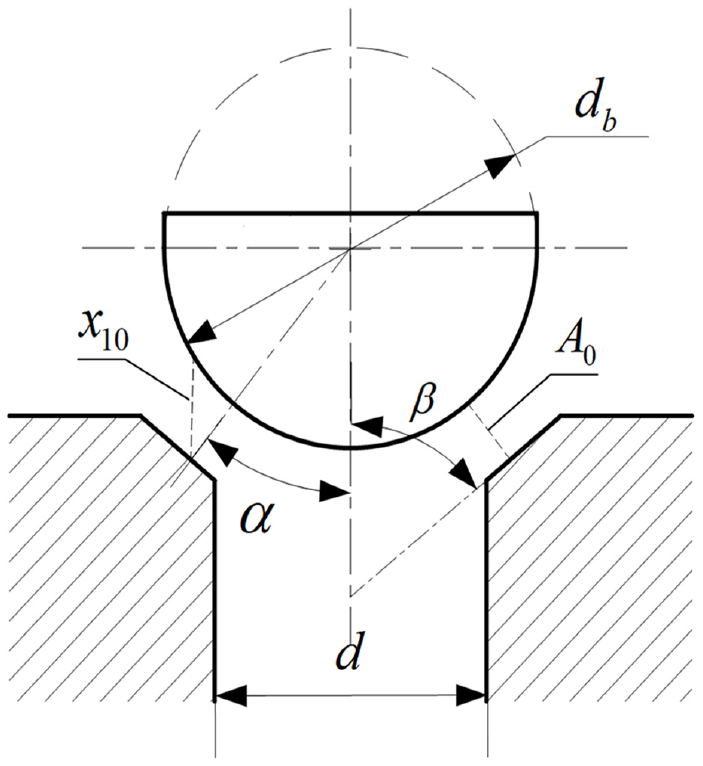
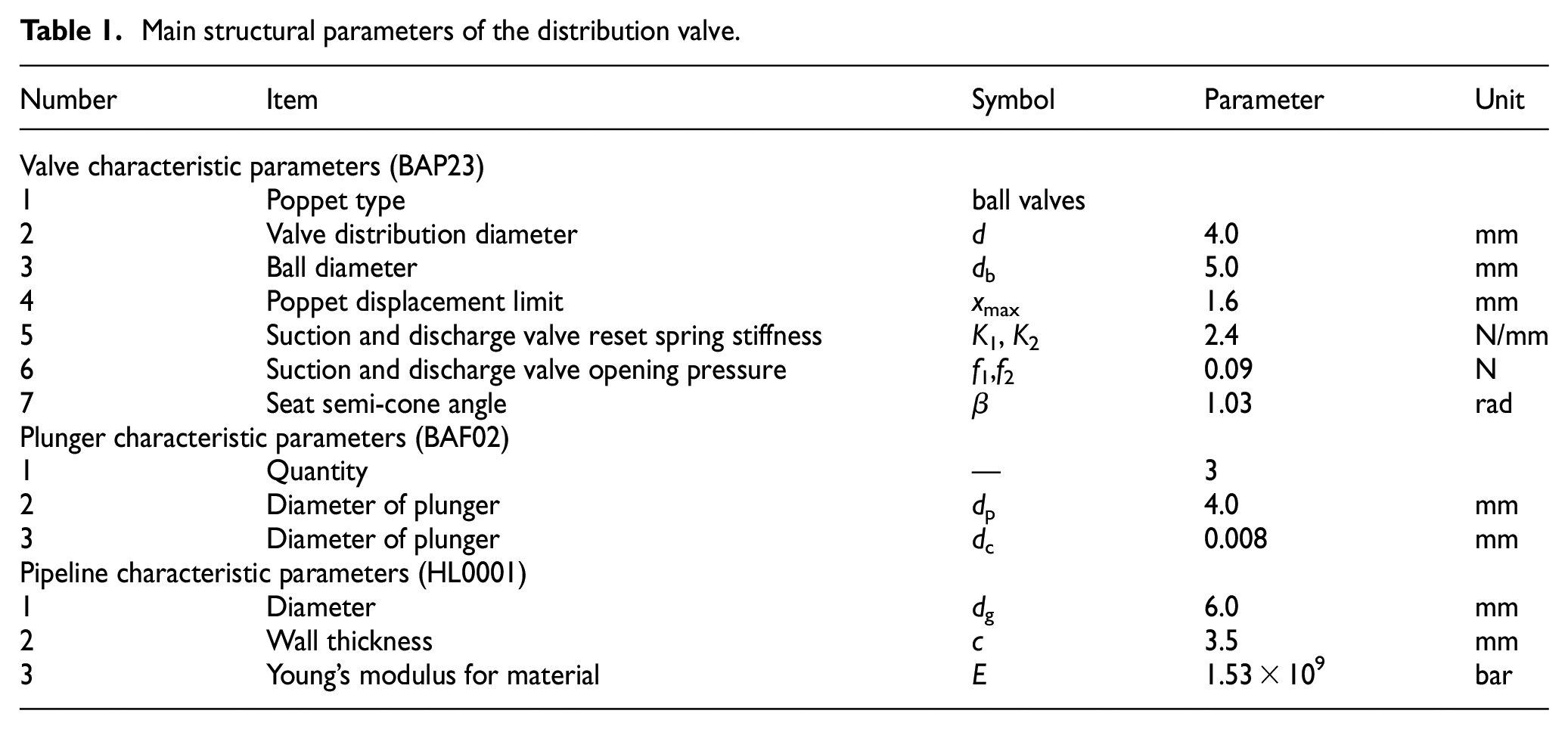
In this paper, the study of the inlet and outlet flow-distributing check valve, the key components of the plunger pump, its inlet and outlet check valve main structure and parameters are the same. As shown in Figures 2 and 3, the hydraulic flow direction along the arrow direction, high-pressure fluid acting in the ball valve poppet, with the poppet at the other end of the spring force comparison, when the fluid pressure is greater than the spring force, the valve opens, high-pressure fluid through. Table 1 shows the main structural parameters of the flow distribution valve.

Schematic diagram of the distribution valve.
Main structural parameters.
Main structural parameters of the distribution valve.
Mathematical model
Mathematical model of suction valve
For this micro high-pressure plunger pump, the calculation of the oil inlet volume for one cycle of the inlet distribution valve is as shown in Figure 4, the change in plunger displacement causes a change in pressure difference before and after the distribution valve, which opens the valve and generates instantaneous oil flow.

Theoretical calculation block diagram of inlet flow distribution valve.
As shown in Figure 1, the micro high-pressure plunger pump is a swashplate three-plunger pump. Figure 5 illustrates its plunger displacement curve. From the known parameters, taking one of the three plungers as the object of study, the instantaneous displacement × (t) of its reciprocating motion can be defined by the following equation;


Plunger displacement curve.
Formula: R indicates the radius of rotation of the plunger; Ƴ indicates the inclination of the swashplate, which is 7°; θ is the phase angle of a single plunger rotation.
The pressure difference at the valve port of the distribution valve is the pressure difference between the plunger cavity and the hydraulic oil tank. When the plunger sucks in oil, a negative pressure is generated in its cavity. Additionally, the pre-pressure of the oil tank makes a difference with it to obtain the pressure difference Δp1 at the suction valve port, which is the difference in pressure at the valve port:

Formula: p1 indicates suction pressure, the simulated p1 = 0.02 MPa; p2 indicates the real-time pressure in the plunger cavity.
The micro plunger pump suction valve is a ball valve, its main structure and parameters are shown in Figure 2 and Table 1.
Among them, the suction valve port flow area A0 is calculated, and A0 is defined by the following equation:

Formula: db is the diameter of the steel ball of the ball valve poppet; x10 is the opening of the suction valve port; α as shown in Figure 3, for the poppet movement instantaneous centre of the ball and seat inclined vertical line with the centre line between the angles.
The rotational speed of the micro-pump is high and the poppet action frequency is fast. Therefore, considering both the steady-state hydrodynamic force and transient hydrodynamic force applied to the poppet is necessary. The dynamic equations of the poppet are as follows:

Formula: d indicates the inlet oil diameter; FW10 is the suction valve steady-state hydraulic force, defined by equation (5); FW20 is the transient hydrodynamic force of the suction valve, defined by equation (6); K1 is the spring stiffness of the suction valve; x00 is the pre-compression of the suction valve spring; m is the mass of the poppet of the suction valve;


Formula: L indicates the length of the valve cavity; C is the flow coefficient; β is seat semi-cone angle; W is the circumference of the throttle side of the valve port, W = πd; v is the velocity of valve movement, for v = dx1/dt.
The flow continuity equation for the suction valve port is:

Formula: Q is the instantaneous flow rate of suction valve; C d is the flow coefficient of the valve port, generally 0.77–0.82, here Cd = 0.8; A0 is the flow area of suction valve distribution; ρ is the density of oil.
Substituting the structural parameters of the suction valve, the comprehensive analysis shows that the relationship between the pressure difference between the two ends of the ball valve. Moreover, the comprehensive equations (1)–(8) shows that the actual oil suction volume of a single plunger of this micro plunger pump is:

Formula: λ is the leakage coefficient; when V0≈V, the most adequate oil suction, the corresponding spring stiffness should be the theoretical optimal spring stiffness by calculating the oil suction ratio W0, defined by the following formula:

The trend of the oil suction ratio W0 corresponding to different spring stiffnesses and different opening pressures can be derived as shown below:
As shown in Figure 6, at the rated speed of 5000 rpm, the theoretical oil intake ratio W0 is approximately equal to 100% when the spring stiffness is less than 14 N/mm; However, when the spring stiffness is too small on the one hand, it will lead to a longer response time when sucking the oil, which seriously affects the actual amount of oil suction. By contrast, the suction pulsation of the suction check valve at this time is high. Consequently, the actual amount of suction is small and will lead to a series of systemic problems, such as pulsation and noise. In addition, when the spring stiffness is 20 N/mm, the oil suction ratio W0 is reduced to 65.78%. Although the spring stiffness is larger to overcome the problems of long response time and oil suction pulsation, the oil suction is seriously insufficient due to the small opening of the valve port. Accordingly, the micro high-pressure plunger pump is greatly affected. As shown in Figure 7, W0 is roughly 100% when the opening pressure is less than 1.1 N, and the oil suction ratio is nearly zero when the opening pressure is roughly 1.4 N/mm. However, unlike spring stiffness, the opening pressure has less effects on the problems such as oil suction pulsation and response time. Therefore, when the opening pressure is less than 1.1 N, the actual oil suction volume does not change much with the decrease in the opening pressure f0. The oil suction volume is also nearly equal.

W0 corresponding to different spring stiffnesses.
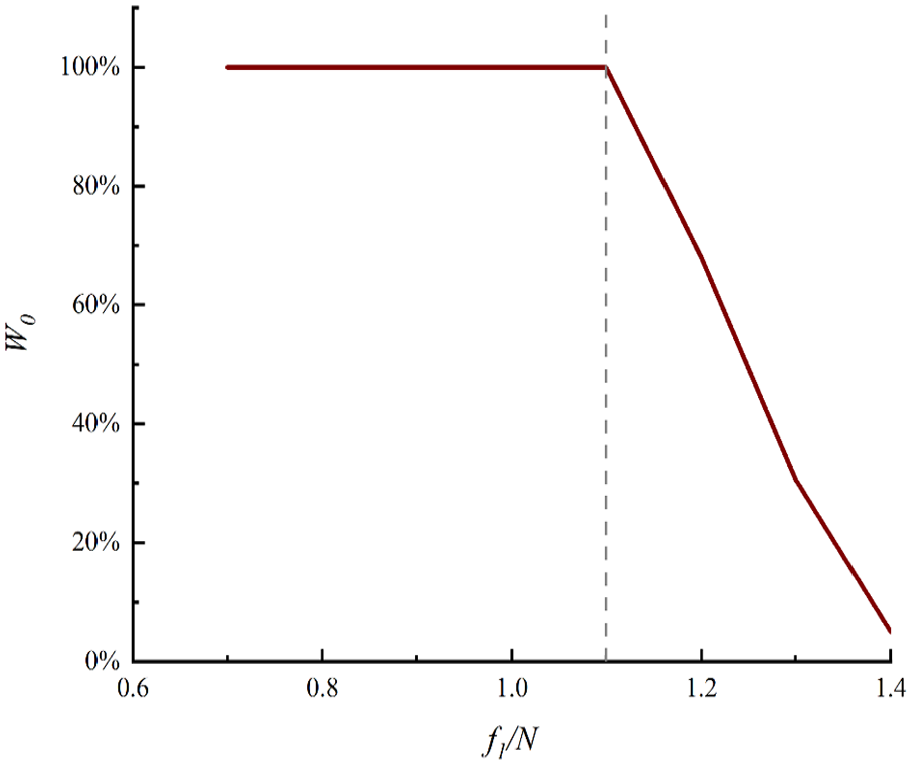
W0 corresponding to different opening pressures.
In summary, when the spring stiffness is 14 N/mm when the micro plunger pump oil suction most fully, its corresponding spring stiffness should be optimal, and the opening pressure is less than 1.1 N when its oil suction efficiency is higher.
Mathematical modelling of discharge valve
The micro high-pressure plunger pump suction valve and discharge valve structure size and working principle are the same. Therefore, the pressure valve with the suction valve analysis process similar to the valve port opening calculation method is the same as the suction valve. First of all, the discharge valve for the balance of force analysis:

Formula: Δp2 is the differential pressure at the distribution of the discharge valve; x11 is the valve opening of the discharge valve; x01 is the spring pre-compression of the discharge valve; K2 is the spring stiffness of the discharge valve; FW11 is the steady state hydrodynamic force of the discharge valve; FW21 is the transient hydrodynamic force of the discharge valve.
The flow continuity equation for the discharge valve is:

Formula: Q1 is the instantaneous flow rate of the discharge valve; C d is the valve port flow coefficient, generally 0.77–0.82, here Cd = 0.8; A1 is the area of the discharge valve port flow through the valve; ρ for the oil density.
Given that the pressure is higher when the oil is pressed, that is, Δp2 is higher, the steady-state hydrodynamic force, the transient hydrodynamic force and the spring pressure are all smaller. Accordingly, the discharge valve discharge flow rate Q1 is nearly unaffected by the stiffness of the spring and the amount of pre-compression of the discharge valve within a certain range.
Simulation study of the micro plunger pump
This study builds the AMESim simulation model, according to the micro plunger pump test bench and simulates the single plunger motion model. Firstly, the components needed to build a single plunger mainly include piecewise linear hydraulic pressure source (PS00), signal function of inputs x and y (FXY0), constant speed prime mover (PM000), rotary load (MECRL0A), angular displacement sensor (MECADS1A), mass with friction and endstops (MECMAS21) and other components in Signal library, Hydraulic library, Mechanical library and HCD library. The detailed calculations of variable capacity chamber, rotation phase angle and so on are substituted. Then, the signal library binary solution function is used to convert the rotation phase angle of the single plunger and inclination angle of the swash plate into the translational displacement of the plunger to realize the reciprocating motion of the plunger. Equation (1) shows the function equation embedded in the signal function of inputs x and y (FXY0). Equation (12) presents the instantaneous flow rate of a single plunger. By integrating a single plunger model, a plunger pump hydraulic system including three plungers is established. Equation (13) shows the flow equation of the micro high-pressure plunger pump. Figure 8 shows the successfully established AMESim hydraulic model of the micro high-pressure plunger pump.


Simulation model of micro high-pressure plunger pump.
Formula: Q i is the instantaneous flow rate of a single plunger; θ i is the phase angle of rotation of the I-th plunger.
When the plunger travel is maximum σ = 0°, plunger 1 corresponds to the angle θ1 = θ0, plunger 2 corresponds to the angle θ0 + 120°, and plunger 3 corresponds to the angle θ3 = θ0 + 240°.

Formula: Q z is the instantaneous flow of the micro high-pressure plunger pump.
Numerical analysis uses 46 # hydraulic oil. Its density is 870 kg/m3, viscosity is 45.61 mm2/s, its modulus of elasticity is 1.7 Pa × 109 Pa, its temperature is 40 °C and its gas content is 0.1%. Table 1 sets the other simulation model parameters. The operation of the micro-high-pressure plunger pump involves complex and variable conditions due to the fluid movement, mechanical pairs, and motor control effects. These conditions include the plunger pump’s unsteady state at low rotational speeds and uncertainties in oil film lubrication among friction pairs. To address these challenges, the AMESim simulation makes the following assumptions:
(1) The focus is on the valve of the micro-high-pressure plunger pump, with gravity having minimal impact in practical scenarios and is thus disregarded.
(2) The input to the piston pump is consistent, with stable speed and torque of the input shaft.
(3) The viscosity of the medium used remains constant throughout the process.
The actual application of the plunger pump in the actual application of its rated speed r = 5000 rpm, load pressure P0 = 40 MPa, and the design of the theoretical displacement is 0.138 ml/r. Simulation analysis is carried out at different speeds and loads for the two parameters of reset spring stiffness K1/K2 and valve opening pressure f1/f2 for the suction and discharge valves, respectively, to analyse the effects of spring stiffness and opening pressure on the volumetric efficiency of the micro high-pressure plunger pump.
Simulation analysis of suction valve
Effect of spring stiffness K1 of suction valve on volumetric efficiency
The spring stiffness K1 of the suction valve directly affects the suction pulsation and response time of the suction valve itself, which in turn affects the suction efficiency of the micro high-pressure plunger pump. Ultimately, it has an effect on the volumetric efficiency of the entire pump, thus necessitating comprehensive analysis. First of all, the impact of the suction valve spring stiffness K1 on the volumetric efficiency is analysed, and the opening pressure of the suction valve and the relevant parameters of the pressure valve are set in accordance with Table 1. The intake valve spring stiffness is separately set as K1 = 2.4, 10, 12, 14, 16, 18, 20 N/mm. When the r = 5000 rpm and P0 = 40 MPa, The outlet flow rate Q is obtained as shown in Figure 9.

Different corresponding micro pump flow rate of K1 at 5000 rpm and 40 MPa.
At 5000 rpm, according to theoretical calculations when the spring stiffness of 14 N/mm micro-pump oil suction is the most adequate, the corresponding spring stiffness should be optimal. As shown in Figure 9, the spring stiffness values are 14 and 12 N/mm when the outlet flow is larger and the outlet flow rates of Q are 0.503 l/min and 0.502 l/min. The spring stiffness is 2.4 N/mm because its stiffness is too small. The substantial fluctuations in oil absorption and delayed response time greatly impact the effective oil intake, leading to inadequate oil absorption. Additionally, the outlet flow Q is only 0.464 l/min. Meanwhile, the spring stiffness reaches 20 N/mm, because its stiffness is too large. This finding results in the suction valve opening to also be small, and thus result in insufficient suction, which corresponds to the outlet flow is only 0.434 l/min. In summary, the simulation shows that when the rotation speed is 5000 rpm, the micro pump with a spring stiffness of 14 N/mm has the highest volumetric efficiency.
When the rotational speed is large, the response speed of the suction valve directly affects the suction efficiency of the micro-pump. Therefore, the higher the rotational speed, the greater the optimal spring stiffness of the corresponding suction valve. Under the condition of high rotational speed, the impact of the spring stiffness of the suction valve on the volumetric efficiency of the micro pump should not be neglected. We set P0 = 40 MPa, conduct simulation calculations for different spring stiffness K1 when r changes in the range of 1000–5000 rpm, and obtain the volumetric efficiency of the plunger pump as shown in Figure 10.

Micro pump volumetric efficiency at different K1 for variable speed conditions.
The volumetric efficiency of the micro-pump decreases as the speed rises. At r = 5000 rpm, K1 = 14 N/mm has the highest volumetric efficiency of 72.86%, whereas K1 = 2.4 and 20 N/mm have insufficient oil suction owing to the large oil suction pulsation, long response time, and small opening of the valve port, corresponding to volumetric efficiencies of 67.26% and 62.86%, respectively. As shown in Figure 11, K1 = 2.4 N/mm when the micro-pump suction pulsation rate is 181%, spring stiffness K1 increasing to 20 N/mm in the process of suction pulsation rate gradually reduces to 89.9%. Suction pulsation rate has decreased significantly. In r = 4000 rpm, considering its longer suction time than 5000 rpm, the valve opening is slightly smaller, suction pulsation persistently ensure the full suction. Thus, within a certain range of its volumetric efficiency approximately equal to the spring stiffness K1 can be obtained in the range of 10–18 N/mm micro-pump volumetric efficiency difference in 1% or less, of which the maximum volumetric efficiency of the K1 = 16 N/mm for 85.68%, while in K1 = 2.4 and 20 N/mm, respectively. Owing to excessive suction pulsation, the valve opening is too small to result in the problem of insufficient oil suction, corresponding to the volumetric efficiency of 80.6% and 80.75%, respectively. When the rotational speed changes in the range of 1000 –3000 rpm, the volumetric efficiency η corresponding to different degrees of stiffness changes in a similar manner. In this process, the slower the rotational speed, the longer the oil absorption time in a single cycle, and the oil absorption pulsation and response time have little impact on the volumetric efficiency. However, with the spring stiffness rising, the valve opening is too small due to the inevitability of volumetric efficiency decline. However, the studied groups of spring stiffness does not cover the speed of 1000–3000 rpm in the optimal value. The process of volumetric efficiency has been rising, K1 = 20 N/mm when the volumetric efficiency reaches its maximum at 91.66%, 90.53% and 89.24%.

Instantaneous suction flow rate of single plunger of micro pump at different K1 corresponding to rated working condition qi.
The high pressure causes the leakage to increase. We set r = 5000 rpm and perform simulation calculations for different spring stiffness levels, when P0 changes within the range of 10–40 MPa, and the volumetric efficiency η of the plunger pump is obtained as shown in Figure 12. Theoretical analysis shows that the spring stiffness of the suction valve under variable load condition will not change the trend of volumetric efficiency. Thus, the optimum value of spring stiffness under different loads is 14 N/mm, as shown in Figure 11. When the load pressure P0 varies within the range of 10–40 MPa, in general, the pressure increase will generally lead to an increase in leakage at the piston pair gap and flow distribution valves, and it will aggravate the flow rate and pressure pulsation. Therefore, with the pressure increase, the volumetric efficiency of the suction valve decreases at different spring stiffness levels. The lowest micro-pump volumetric efficiency η is 62.84% when P0 = 40 MPa and K1 = 20 N/mm, and the highest micro-pump volumetric efficiency η is 81.66% when P0 = 10 MPa and K1 = 14 N/mm.

Micro pump volumetric efficiency at different K1 for variable load conditions.
Effect of suction valve opening pressure f1 on volumetric efficiency
The opening pressure f1 of the suction valve also affects the oil suction of the micro high-pressure plunger pump. Thus, the simulation analysis is carried out to analyse the effect of the opening pressure f1 of the suction valve on the volumetric efficiency of the micro-pump, and the spring stiffness of the suction valve and the related parameters of the discharge valve are all set in accordance with Table 1. Setting the suction valve opening pressure f1 = 0.09, 0.5, 0.7, 0.9, 1.0, 1.1, 1.2 N, respectively, at r = 5000 rpm, P0 = 40 MPa to obtain the outlet flow rate Q as shown in Figure 13. At 5000 rpm and 40 MPa working condition, according to the theoretical calculation, when the opening pressure f1 = 1.4 N, the valve does not open. Meanwhile, at f1 = 1.2 N, the valve opening is 0.0312 mm, the suction ratio W0 is 67.94%, and the oil suction is insufficient. Additionally, the oil suction ratios are all higher when f1 < 1.2 N. As shown in Figure 13 for the simulation results, f1 = 1.2 N when the outlet flow Q is the smallest 0.074 l/min; When f1 = 1.1 N, the suction valve opening is small, and the corresponding outlet flow Q is small 0.173 l/min. When f1 = 0.09 N, considering that the opening pressure is too small, the suction valve opens quickly during the suction moment, then, the spring stiffness is small and the pulsation is large during suction resulting in insufficient suction. Moreover, the corresponding outlet flow rate Q is 0.464 l/min. The remaining types of opening pressure outlet flow rate are approximately equal, when f1 = 0.5, 0.7, 0.9, 1.0 N, its outlet flow rates Q are roughly 0.5 l/min, approximately equal.
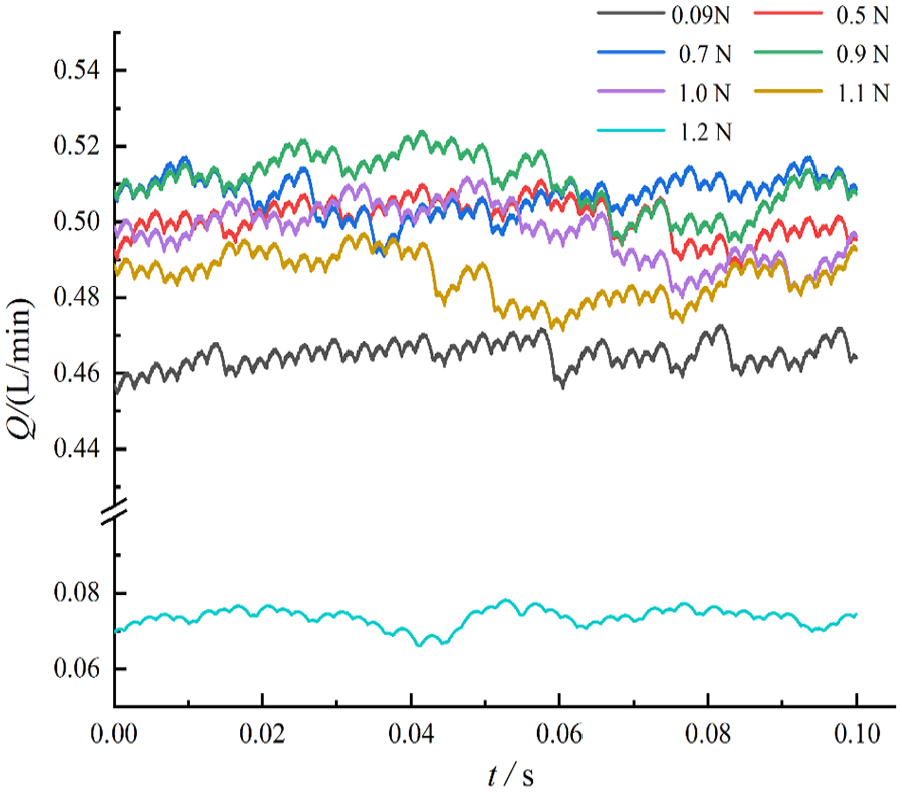
Different corresponding micro pump flow rate for f1 at 5000 rpm and 40 MPa.
Setting P0 = 40 MPa, the rotational speed r is varied in the range of 1000 –5000 rpm, and the suction valve opening pressure f1 = 0.09, 0.5, 0.7, 0.9, 1.0, 1.1, 1.2 N are set for the simulation calculations to obtain the volumetric efficiency of plunger pump η, as shown in Figure 14, respectively. Overall, as the rotational speed increases, the oil suction time in a single cycle will become shorter and shorter, and the requirements for the suction valve opening and response speed will be higher. Thus, the micro-pump volumetric efficiency will gradually decrease. At r = 5000 rpm, the volumetric efficiency η can reach 73% when the spring opening pressure f1 = 0.9 N, which is due to the short suction time when the rotational speed is too high, and the opening pressure f1 = 0.9 N opens first compared with 1.0 and 1.1 N. Additionally, the suction time in a single cycle is longer, thus, the volumetric efficiency is higher. When f1 = 1.2 N, the opening of the suction valve is too small due to the excessive opening pressure, resulting in insufficient oil suction, and the corresponding volumetric efficiency η is 10.77%. When the spring opening pressure f1 is 0.09 N, the suction valve opens quickly due to the small opening pressure. Then, the spring stiffness is small, and the pulsation is large during oil suction, resulting in insufficient oil suction. The corresponding volumetric efficiency is 67.24%. When f1 = 0.5 and 0.7 N are similar to f1 = 0.9 N, their volumetric efficiencies are both roughly 73%. As shown in Figure 15, when the opening pressure f1 = 0.09, 0.5, 0.7, 0.9 N, the suction valve sucks oil almost simultaneously to open, and when the opening pressure f1 = 1.1 N, compared with the former lag which takes nearly 1 ms to open, and f1 = 1.2 N, the opening is roughly 12.5% of the valve fully open, and the suction volume is seriously insufficient. Consequently, the volumetric efficiency is reduced.

Micro pump volumetric efficiency for variable speed conditions corresponding to different f1.
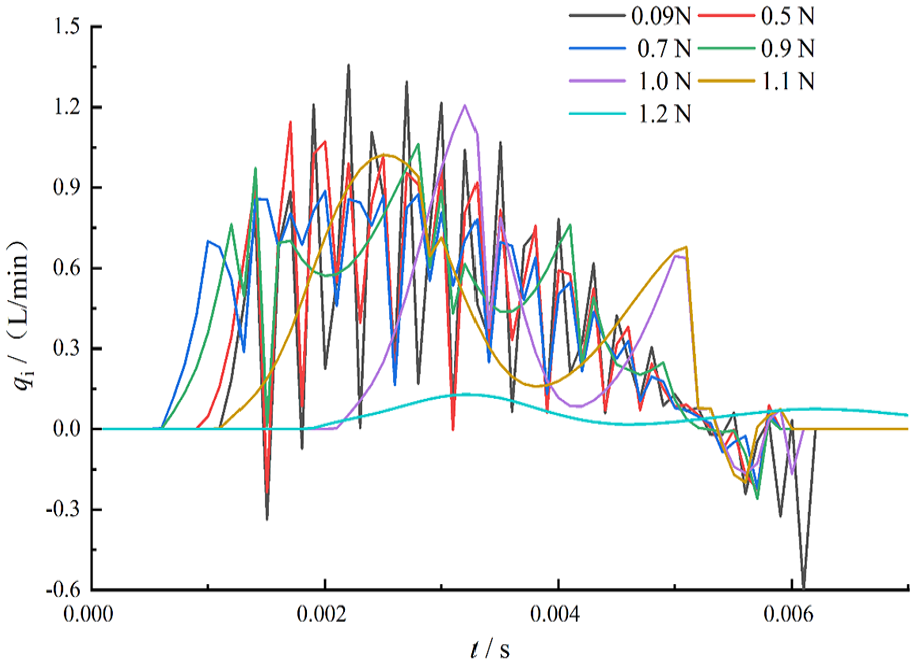
Instantaneous suction flow rate of single plunger of micro pump at different f1 corresponding to rated operating conditions qi.
The r = 4000 rpm is similar to r = 5000 rpm, but because of the longer suction time in a single cycle, the overall volumetric efficiency is higher than r = 5000 rpm, of which the highest volumetric efficiency is 87% when f1 = 0.9 N; At r = 1000, 2000, and 3000 rpm, the oil suction time in a single cycle is longer. At r = 1000, 2000, and 3000 rpm, the oil suction time in a single cycle is longer, and at this time, the problem of insufficient oil suction caused by the smaller opening of the suction valve and the larger suction pulsation is gradually weakened, Therefore, only when f1 = 1.2 N, the opening of the suction valve is extremely small due to excessive opening pressure and insufficient oil suction. The corresponding volumetric efficiencies η are 63.34%, 37.8% and 24.6%, respectively. The rest are approximately equal, in which the highest micro-pump volumetric efficiency is achieved at r = 1000 rpm and the corresponding micro-pump volumetric efficiencies with different stiffnesses are roughly 91%, with a difference of less than 1%, which is approximately equal.
Setting r = 5000 rpm and P0 varying in the range of 10 MPa–40 MPa, the suction valve opening pressure f1 = 0.09, 0.5, 0.7, 0.9, 1.0, 1.1, 1.2 N were set to perform the simulation calculations. Then, the volumetric efficiency η of the plunger pump was obtained as shown in Figure 16. From the figure, the high pressure will aggravate the leakage at the plunger gap and the suction valve distribution, and the high pressure condition will aggravate the flow pulsation of the whole pump. Thus, the volumetric efficiency of the micro-pump η will be gradually reduced with the increase in pressure. However, the variable load conditions in the suction valve spring stiffness changes on the volumetric efficiency trend will not change, in the load pressure change process, the suction valve spring opening pressure f1 = 0.5, 0.7, 0.9 N when the corresponding micro-pump volumetric efficiency values are approximately equal and larger. Among them, when P0 = 10 MPa corresponds to f1 = 0.5, 0.7, 0.9 N, the volumetric efficiency is the largest, which is approximately equal to 83%; and when f1 = 1.2 N, considering that the opening pressure is too large and the suction valve opening is very small, the oil suction is insufficient. In a different external load pressure, the volumetric efficiency is approximately equal to 11%.

Micro pump volumetric efficiency at different f1 for variable load conditions.
Discharge valve simulation analysis
Variation of spring stiffness and opening pressure of the discharge valve will directly affect the response time of the discharge valve and the pulsation characteristics of the discharge flow. Thus, thoroughly analysing the related parameters of the discharge valve of the micro pump is necessary.
Effect of discharge valve spring stiffness K2 on volumetric efficiency
When analysing the effect of the change in the spring stiffness K2 of the suction valve on the volumetric efficiency of the micro pump, the relevant parameters of the suction valve and the opening pressure of the suction valve are set, as shown in Table 1. Figure 17 shows the settings of r = 5000 rpm, P0 = 40 MPa, and the spring stiffness of the suction valve, K2 = 2.4, 10, 20, 100, 500, 1000, 2000 N/mm and the corresponding outlet flow rate Q. Overall, as the spring stiffness rises, the outlet flow Q increases gradually, and the outlet flow pulsation decreases gradually. Among them, when K2 = 2.4 N/mm, the outlet flow Q is 0.464 l/min, and the flow rate of pulsation is 5.71%. When K2 = 2000 N/mm, the outlet flow Q is 0.597 l/min, and the flow rate of pulsation is 1.53% and the outlet flow rate of pulsation is reduced.

Corresponding micro pump flow with different K2 at 5000 rpm and 40 MPa.
When the spring stiffness of the discharge valve is different, in general, the micro-pump volumetric efficiency generally decreases gradually with the rise in rotational speed. With the increase in the external load, the leakage at the internal plunger gap of the micro pump and at the suction valve port increases, and the volumetric efficiency of the micro pump decreases, as shown in Figures 18 and 19. At a certain rotational speed and external load pressure, the volumetric efficiency of the micro pump is gradually improved as the spring stiffness K2 of the discharge valve increases within a certain range. This phenomenon is due to the fact that with the gradual increase in K2, the response speed of the discharge valve becomes faster and the outlet flow pulsation rate is reduced. Thus, the volumetric efficiency of the micro pump is improved.
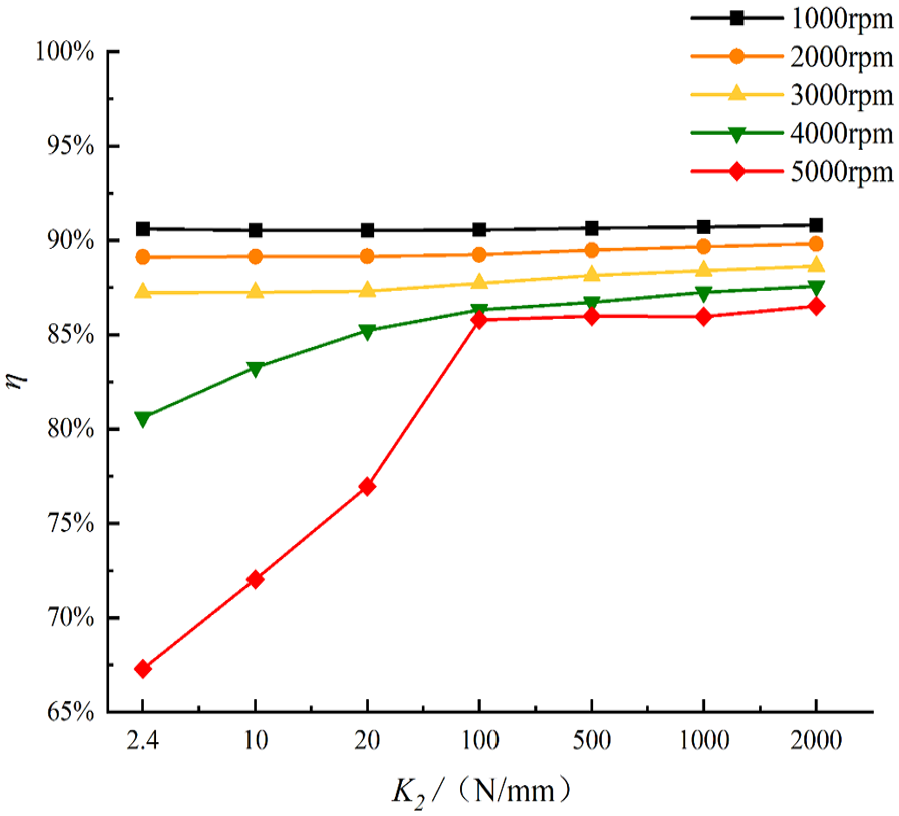
Micro pump volumetric efficiency at different K2 for variable speed conditions.

Micro pump volumetric efficiency at different K2 for variable load conditions.
Effect of discharge valve opening pressure f2 on volumetric efficiency
When analysing the effect of the change in the opening pressure f2 of the suction valve on the volumetric efficiency of the micro-pump, the relevant parameters of the suction valve and the opening pressure of the suction valve are set, as shown in Table 1. We set r = 5000 rpm, P0 = 40 MPa, and the opening pressure of the suction valve f2 = 0.09, 1, 10, 20, 50, 100, and 200 N, corresponding to the outlet flow Q, as shown in Figure 20. As f2 rises from 0.09 to 10 N, the micro pump flow Q gradually increases from 0.464 l/min–0.606 l/min. Then, as f2 increases to 200 N, the micro-pump flow Q decreases to 0.589 l/min. When the rotational speed and external load change, the pressure to open the valve f2 on the micro pump volumetric efficiency has the same trend, that is, as the pressure to open the valve increases, the micro-pump volumetric efficiency initially increases and then decreases, as shown in Figures 21 and 22. This scenario is primarily due to the excessively small pressure to open the valve f2. Moreover, when the pump in the process of the work experiences a certain lag, the response speed is low, the outlet pulsation is larger and f2 is too large. This situation will lead to an excessively large pre-compression force which will prevent all to open. The pressure to open the valve is too small, and both cases will reduce the micro-pump volumetric efficiency.

Different corresponding micro pump flow rate f2 at 5000 rpm and 40 MPa.

Micro pump volumetric efficiency at different f2 for variable speed conditions.

Micro pump volumetric efficiency at different f2 for variable load conditions.
Verification and analysis
To verify the above theoretical analysis and numerical calculation of the conclusion, an experimental platform is built to verify the volumetric efficiency of the micro plunger pump, Figure 23 illustrates the schematic diagram of the experimental platform, mainly consisting of micro high-pressure plunger pump, micro pump frequency motor (Specification: DT80BLF180-3160) power is 1.8 kW, its maximum speed can reach 6000 r/min, and the motor speed is regulated with a frequency converter (Specification: HPBL1500, speed can be displayed), globe valve, throttle valve (Specification: J13W-400P), relief valve (Specification: PORVM18-40), pressure gauge (Specification: YN60-40MPa), gear flow metre (Specification: Hydrotechnik GFM, flow range is 0.2–30 l/min and maximum working pressure is 16 MPa, and the data can be measured by hydraulic multimeter) etc. The experimental platform as shown in Figure 24. Through the throttle valve and the variable frequency motor to set the different pressures, speed to be run after the stabilization of the output of hydraulic oil volume per unit of time through the measuring cup, so as to estimate the corresponding volumetric efficiency of the micro pump at different speeds and pressures of the working conditions. The main structure and parameters of the inlet and outlet check valves of the micro high-pressure plunger pump are the same, that is, K1 = K2 = 2.4 N/mm, f1 = f2 = 0.09 N. Moreover, the volumetric efficiency of the micro-pump is monitored under the variable speed condition at the rated pressure, and under the variable load condition at the rated speed. Figure 25 present the results of the experiments and the same simulation, respectively.
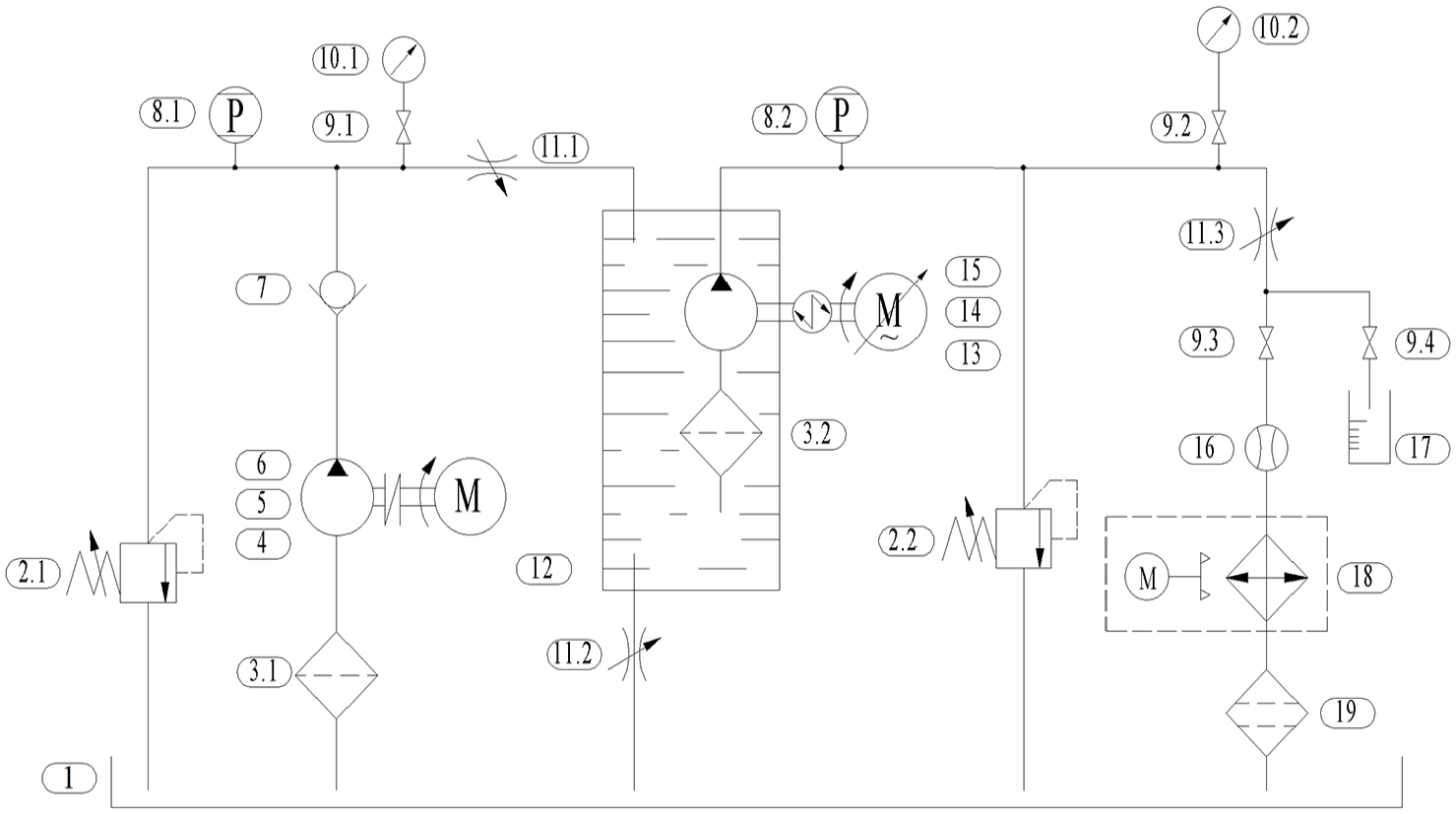
Micro high-pressure plunger pump test schematic.

Micro high-pressure plunger pump test platform.

(a) Comparison of experimental volumetric efficiency with simulation under different speeds, and (b) Comparison of experimental volumetric efficiency with simulation under different loads.
As shown in Figure 25(a) for different speeds when the micro high-pressure plunger pump test volumetric efficiency with simulation comparison, from the figure can be seen with the increasing speed, the micro pump volumetric efficiency decreases significantly. Both experiments and simulations can verify this trend. When r = 1000 rpm, the test yields η = 86.1%, and the simulation results are slightly larger than 90.7%. When r = 2000 rpm, η = 83% in the test and 89.03% in the simulation; at r = 3000 rpm, r = 4000 rpm, the efficiency values obtained through both experimentation and simulation showed a gradual convergence, reaching 80% and 87%, and 76% and 80.6%, respectively. When r = 5000 rpm, the test results with the simulation results are basically equal to roughly 67%; hence, at lower rotational speeds, the experimental volumetric efficiency is lower than the theoretical value due to a smaller outlet flow rate and a higher proportion of leakage. The theoretical simulation results are more optimal as they have less leakage than the actual results. As the rotational speed increases, the outlet flow base also increases. Although leakage increases, its impact is relatively minor compared with the outlet flow, resulting in a closer match between simulation and actual results at higher rotational speeds.
Figure 25(b) shows the comparison of the experimental volumetric efficiency of the micro plunger pump with simulation at different loads. With the increase in load pressure, the leakage at the internal plunger gap of the micro pump and at the suction valve port increases, and micropump volumetric efficiency decreases. At a pressure of 10 MPa, the efficiency is 76% in the experiment and 74.8% in the simulation. When the pressure increases to 20 MPa, the efficiency is 74% in the experiment and 73.1% in the simulation. At 30 MPa, the experiment shows an efficiency of 70% compared with 71% in the simulation. Finally, at 40 MPa, both the experimental and simulation results are very similar, with an efficiency of 67%.
Conclusion
(1) Through a theoretical analysis of micro high-pressure plunger pump suction valve/discharge valve spring stiffness, opening pressure on its volumetric efficiency, this study makes the following conclusion: the suction valve spring stiffness which is too small will lead to longer response time when sucking oil and will cause a larger suction pulsation; spring stiffness is larger when the valve opening is small suction which is insufficient at 14 N/mm when the stiffness is optimal. By contrast, the opening pressure in the valve does not affect the minimum critical openings of the suction efficiency when they are higher. The outlet flow rate is virtually unaffected by the spring stiffness and opening pressure of the discharge valve within a certain range.
(2) A micro high-pressure plunger pump simulation model is built for the suction valve simulation: r = 5000 rpm, P0 = 40 MPa when the spring stiffness of 14 N/mm volumetric efficiency is the highest at 72.86%. Speed reduction increases a single cycle of suction time increases, the optimal spring stiffness gradually increases, the external load pressure gradually reduces, the micro pump volumetric efficiency is significantly improved, but the overall trend remains the same. With the increase in suction valve opening pressure, the micro pump volumetric efficiency initially increases and then decreases, with the highest volumetric efficiency of 87% at f1 = 0.9 N. With the decrease in rotational speed and load, the volumetric efficiency is significantly improved.
(3) Derived from simulation for the discharge valve: overall, with the discharge valve spring stiffness increasing within a certain range, the micro-pump volumetric efficiency increases gradually. With the discharge valve to open the pressure increasing, the micro pump volumetric efficiency increases and then decreases to f2 = 10 N when the micro-pump volumetric efficiency reaches the maximum of 87.8%. With the reduction of the rotational speed, the decrease in load will gradually increase the micro pump volumetric efficiency.
(4) The test platform is built to verify the rated speed and load micro high-pressure plunger pump volumetric efficiency. The test results are basically consistent with the simulation results, and the curve fit is good, which proves the correctness of the simulation model.
Footnotes
Handling Editor: Sharmili Pandian
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study is funded by the National Key Research and Development Program of China (2022YFC2805702).