
Abstract
The roughness retention ability of the work roll surface during the cold rolling process is of great significance, especially in the production of the high-quality rolling section. Laser shock peening (LSP) is an advanced and effective surface treatment technique to improve the fatigue life, wear resistance, and other mechanical characteristics of metal components. Current studies commonly examined the reinforcement effect of single and multiple LSP treatments on Cr5 steel samples through XRD analysis, hardness testing, and residual stress measurements of different parameters. In addition, the abrasion test is widely conducted to determine the wear resistance. Compared to unprocessed samples, LSP could promote grain refinement and thus significantly increase the hardness and residual stress. Furthermore, the slight decrease in surface roughness shows that LSP treatment is an effective approach to slowing down the roughness decline rate and prolonging the roller service life. It is also found that multiple LSP impacts could remarkably improve the surface roughness retention of Cr5 steel, in which the optimal laser power density was around 23 GW/cm2.
Introduction
Surface topography, especially the surface roughness of engineering components plays critical roles in their function and reliability.1,2 In the cold rolling process, the surface topography of steel sheets is partly produced by the work rolls. 3 However, the wear mechanism, mainly including abrasive wear, thermal fatigue, and oxidation wear will lead to the deterioration of the surface topography. 4 For work rolls, it is of great practical significance to retain the surface roughness to avoid excessive loss of wear resistance during the rolling process.
As introduced above, roughness retention ability has a heavy impact on wear resistance. This mechanical property is closely associated with multiple factors such as the overall hardness of materials, grain morphology, and dominant characteristics of carbides.5–8 Considerable research efforts have been devoted to enhancing the wear resistance of rolls for cold rolling. By increasing the proportion of hard carbides in the roll matrix, the wear resistance can be improved but the difference in resultant hardness will cause serious surface irregularities.9,10 Some surface treatments such as laser melting and laser texturing have been developed to be feasible routes to enhance the surface properties of work rolls. However, the shortcomings of these methods are apparent, where micro-mechanical damages tend to form at the interface between the original material and the new-forming phase change layer owing to the relatively thin thickness of the affected layer. 11 To gain reinforced surface performance and minimize economic losses, advanced surface treatment means for cold rolling work rolls should be explored. Laser shock peening (LSP) is a recently developed surface treatment technique that has been successfully applied to improve the wear resistance and fatigue performance of metals.12,13 During an LSP process, a shock wave with high-amplitude pressure is generated and propagates into the target material, resulting in plastic deformation and deep compressive residual stress in the surficial region.14,15 The research focus of extensive studies was on the improvement of the wear resistance of materials after LSP.16–18 Chen et al. 16 studied the tribological changes and deformation mechanisms of brass with and without LSP treatment, and the findings The findings validate the beneficial effects of LSP in enhancing the wear resistance of brass. Li et al. 17 reported that three times of LSP impacts resulted in grain refinement and dislocation strengthening in the surface of the materials. Tong et al. 18 concluded that LSP produced ultrafine grains with high-density dislocations structures and deformation twins on the surface of treated specimen, resulting in superior wear and corrosion properties. However, few studies have been addressed to investigate the effect of LSP on high-strength metals, and limited efforts have been devoted to the roughness remaining ability of work rolls.
This paper aims to examine the effect of laser shock processing on surface roughness retention and the resulting impacts on the abrasive wear behavior of high-strength steel (Cr5 steel). The microstructural change of the rolling section before and after LSP treatment was investigated by X-ray diffraction. Microhardness and residual stress measurements were taken to study the hardening effect of LSP. Especially, based on the abrasion test, the surface roughness evolution of the roll with different process parameters of LSP was systematically studied. In comparison to untreated samples, the roughness retention of LSP-processedCr5 steel is enhanced, which demonstrates that LSP is a promising technique to modify the surface quality of high-strength steel work rolls.
Materials and methods
Materials
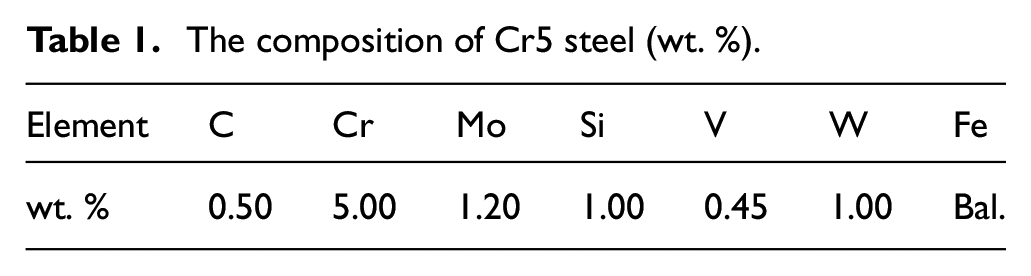
Work roll is an important part of strip mill. In the past decades, researchers mainly focused on improving the performance of work roll via material development and surface strengthening treatment. In terms of material selection, various types of steel such as Cr2 composite cast steel, Cr3 forged steel, and Cr4 forged steel have been used to manufacture work rolls. At the present time, forged Cr5 steel after heat treatment is the most widely used material for work rolls, which is attributed to its superior hardenability, outstanding wear resistance and fracture resistance. Therefore, as the mainstream product material, forged Cr5 steel is the research object of this study. The chemical composition is presented in Table 1. The Cr5 steel sample after heat treatment shown in Figure 1 is composed of a large amount of uniformed distributed carbides, which can be observed from the microstructural image. Samples used in LSP treatment and wear test were manufactured by a cylindrical roller with a diameter of 30 mm, whose surface is grinding to a certain roughness of Ra = 1.17 ± 0.05 μm.
The composition of Cr5 steel (wt. %).

The microstructure of Cr5 steel.
LSP treatment
LSP treatment was carried out with an Nd: YAG pulse laser system with a pulse duration of 15 ns and wavelength of 1064 nm, as well as a laser spot diameter equal to 3 mm. The principle of LSP is shown in Figure 2. An aluminum foil (120 μm thick) and flowing water (approximately 1–2 mm thick) are used as a sacrifice layer against surface burning and a confining layer restraining plasma overexpansion, respectively. A heat-sustained shock wave is generated by a focused laser beam and propagated into the target. When the pressure of the shock wave exceeds the dynamic yield strength of the metal, a permanent plastic deformation formed, and consequently compressive residual stress occurred in the surficial region. In this study, four levels of pulse energies were used, viz., 15, 20, 25, and 30 J. During the LSP procedure, the surfaces of the specimens remained perpendicular to the laser beam.

The schematic of the LSP treatment.
For cylindrical roller models (Figure 3), a 2D motion system was used to control the axial and rotational movement. The overlapping rate between two adjacent laser spots was 50% in both circumferential and axial directions to ensure the uniformity of the peening effect at the shocked area.
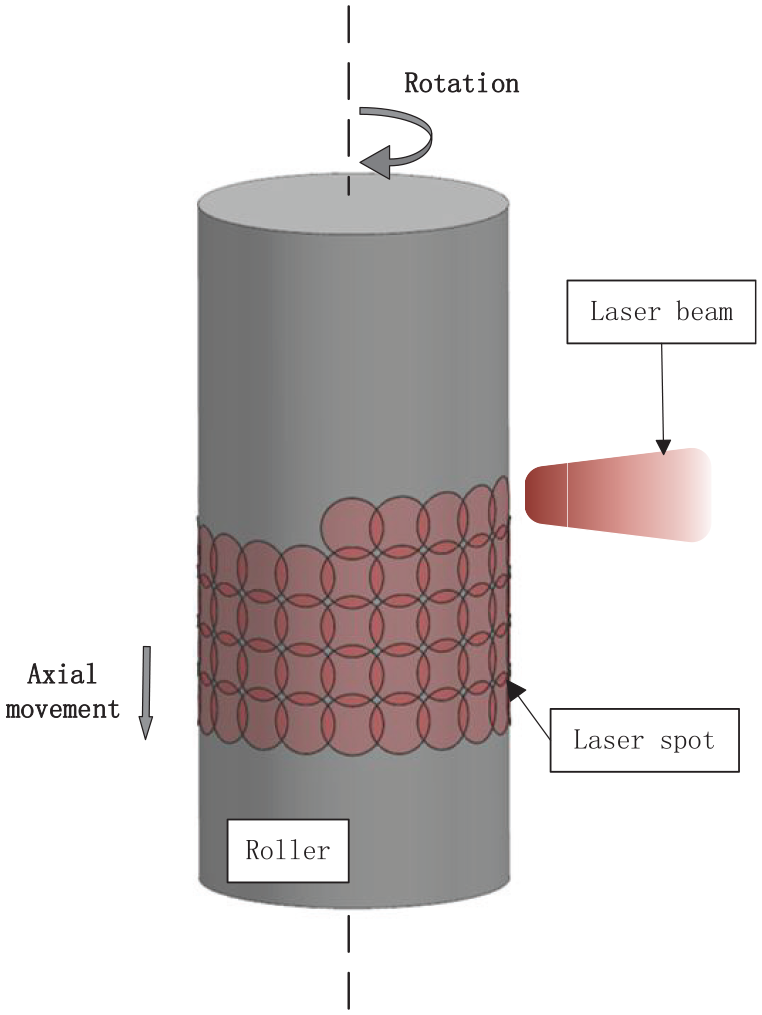
The LSP systems for roller.
Characterization
Microstructures of the etched samples were observed by an optical microscope. Microhardness distribution at the surface and along the depth direction was tested using a Vickers indenter with 500 g load and 10 s holding time. In each test group, the average microhardness value was determined based on three indentations to guarantee the repeatability and reliability of results. The phase compositions before and after LSP were detected via a D/max2500 X-ray diffraction instrument with Cu-Ka radiation. The tube voltage and current were set to 45 kV and 200 mA, respectively. The residual stress of the roller before and after LSP was measured by the X3000 residual stress tester.
Abrasion test
Abrasive tests for rolling models were carried out to reproduce the working scenario of rollers (Figure 4). After all the small rolls were ground to a consistent surface topography (Ra = 1.17 μm in the axial direction), they were rolled on a laboratory wear testing machine with a certain speed of 300 rpm, accompanied by continuous lubrication by pouring water on the contact part. A normal load of 70 kg was applied on the roller via a 10 mm × 10 mm pin made of 45# steel. The roughness evolution of the roller surface was tested and recorded every 10 min by TR200 Roughness Tester. Therefore, each result of Ra showed in this paper was the average value of eight measurements evenly distributed along the circumference.
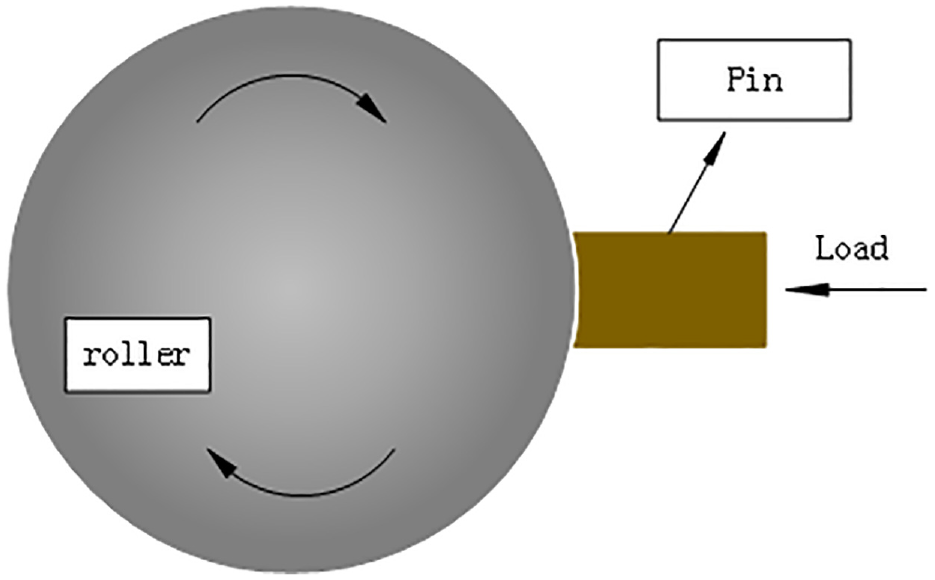
The schematic of the abrasion test.
Results and discussion
Microstructure analysis
Typical surface morphology of the Cr5 steel surface after three laser impacts with 25 J laser pulse energy is shown in Figure 5. After LSP treatment, a round dent was produced as the result of plastic deformation in the affected area. The size of the dent was the same as that of the laser spot, which was about 3 mm in diameter and 40 μm in depth. From the edge of the dent inwards, the dent depth increased rapidly at first and then significantly rebounded near the center. Such morphology was caused by the change of residual stress along the route of surface waves, which propagated radially from the perimeter of the spot inward and then focuses on the central region. Attributed to the concentration of radial waves, a strong tensile pulse was generated to eliminate the compressive residual stresses near the center of the spot. The central area where the reinforcement effect was weakened is also called the stress hole.

Surface morphology of Cr5 steel after LSP.
Figure 6 shows the X-ray diffraction pattern of Cr5 steel without surface treatment and after LSP treatment with an energy density of 23.59 GW/cm2. The pattern of untreated samples included several peaks that can be well-indexed to α-Fe (JCDPS 06-0696), which was the basic phase of Cr5 steel, as well as different kinds of carbide such as

where D is the linear dimension of the particle, K is a numerical constant equal to 0.93, γ is the wavelength of the incident x-rays, B is the half-breadth of the diffracted beam, θ is the Bragg angle.

XRD pattern of Cr5 steel with and without LSP.
The obtained results confirm that the ultra-high plastic strain induced by laser impacts could lead to grain refinement of the target materials.20,21 Extensive investigations22,23 have proven that reducing grain sizes can contribute to hardening, wear resistance, and other mechanical properties based on the Hall-Petch relationship. 24
Micro-hardness and residual stress
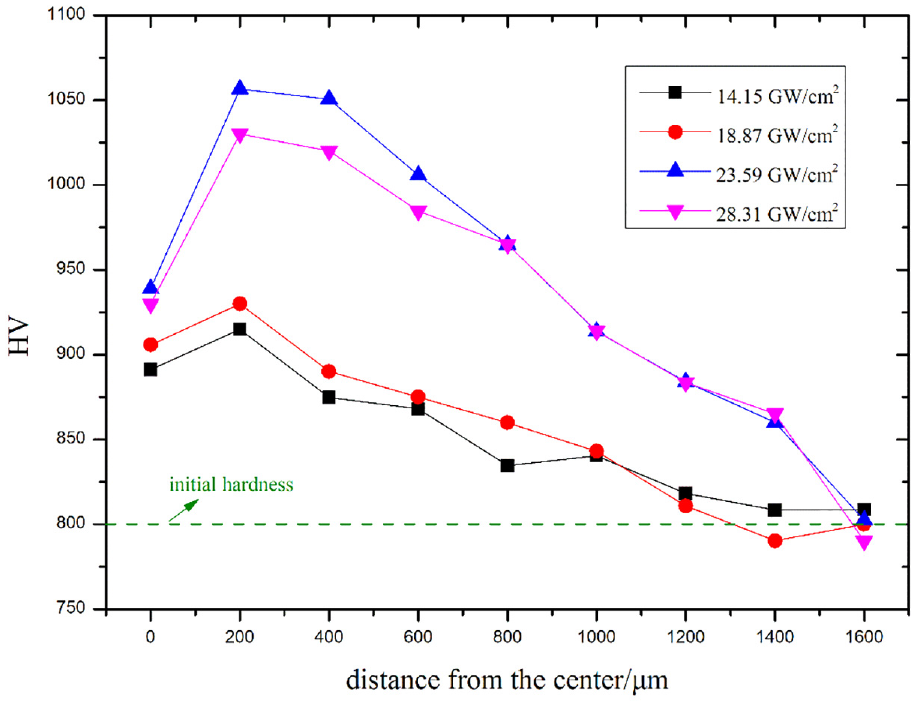
Micro-hardness measurement was carried out both along the radial direction of the laser spot and the depth direction at the spot center. The initial micro-hardness of Cr5 steel is 800HV with an error of ±20HV. Hardness distribution on the material surface after LSP with different laser power densities is presented in Figure 7. Compared with the original material, a significant enhancement of surface hardness was observed on the treated samples. With the increase of laser energy, the performance exhibited a gradual upward trend. However, when the laser energy exceeded the threshold value, the surface hardness slightly declined. The trend of transition could be explained by the scaling law of the generated pressure P as presented in equation (2). 25

where I0 is the laser power density, Z is the reduced shock impedance between the sample and the confining layer, and α is the interaction efficiency. Since the optimal peak pressure induced by the laser was within the range of 2∼2.5 HEL (Hugoniot elastic limit), the strengthening effect would be relieved if the peak pressure is above 2.5 HEL. As clearly shown in Figure 7, under a certain laser power density, the maximum value of hardness appeared at the region 200 μm away from the center. Then, the hardness drops to the initial hardness gradually as the distance to the center increases. Moreover, the peak value of the hardness is 1052 HV under a laser power density of 23.59 GW/cm2, an increase of 31.5% was achieved in comparison with the original value.
Surface hardness distribution under different laser parameters.
The decrease of hardness distribution in the radial direction was approximately linear before it was restored and stabilized to the base value. At the same depth, the more energy power was applied, the greater hardness was produced. Similar to the hardening effect at the surface, it seemed that the hardness growth terminated when the power density was too great to generate the optimal pressure (2.5 HEL). The depth of the hardened layer was highly dependent on the laser power density as shown in Figure 8. Under the impact of low laser energy, the hardening effect merely affected the material within the 800–900 μm depth. While high power energy density, viz., over 23.59 GW/cm2, was applied to the samples, LSP was capable of producing a hardened layer with a depth up to 900–1000 μm. Experimental results showed that a deeper plastic region could be created by higher shock pressure. However, the depth of the hardened layer would not increase indefinitely. When the energy density reached a critical value, further improvement of inputted energy density would not contribute to the expansion of hardened depth.

Hardness distribution along the cross-section.
Laser shock also could introduce great compressive residual stresses on the sample surface. Such residual stresses played a significant role in enhancing the wear resistance of metallic materials. The residual stresses in both axial and circumferential direction of rollers during the whole LSP process were measured using the X-ray technique. The authors varied the laser power density (14.15, 18.87, 23.59, and 28.31 GW/cm2) and laser shot times (1 –4) to find the optimal shock condition. Figure 9 presents the variation of residual stress on the roller surface with the laser parameters. It could be found that the state of residual stress was remarkably changed by the LSP treatment. Both axial stress and circumferential stresses exhibited certain degrees of improvement under different loading conditions. In each condition, the circumferential residual stress was always slightly higher than the axial residual stress, which might be caused by the unevenness of spot energy distribution in different directions for a circular laser spot acting on a cylindrical surface. As the results shown in Figure 9(a), when the laser shock was shot twice with the laser energy density of 14.15, 18.87, 23.59, and 28.31 GW/cm2, the axial stress was −199, −311, −449, and -462 MPa, respectively, as well as the circumferential stress was −271, −343, −571 and −545 MPa, respectively. The variation of the axial and the circumferential stress exhibited a similar trend, that is, a gradual increase in magnitude with the laser energy. It worthed noting that once the laser energy density exceeded 23.59 GW/cm2, the growth rate of the residual stress turned out to be much smaller than that of tests using lower laser energy density. The experimental finding demonstrated that higher laser energy might not produce a better strengthening effect. In terms of shot times, the parametric analysis based on the test results of 28.31 GW/cm2 laser energy density is shown in Figure 9(b). As clearly shown in the chart, under the different times of shock impact from 1 to 4, the corresponding axial stress was −346, −462, −604, and −592 MPa, and the circumferential stress was −464, −545, −672, and −601 MPa, respectively. When the shot time is smaller than three, more shock impacts could generate greater residual compressive stress on the material surface. Nevertheless, the minimal amplitude of residual stress was produced on the samples subjected to three times shock impacts. The results indicated that three times of impact was the limit to improve the residual stress in the design experimental condition, while more shots would deteriorate the mechanical performance, which was ascribed to the plastic deformation limit of the target material.
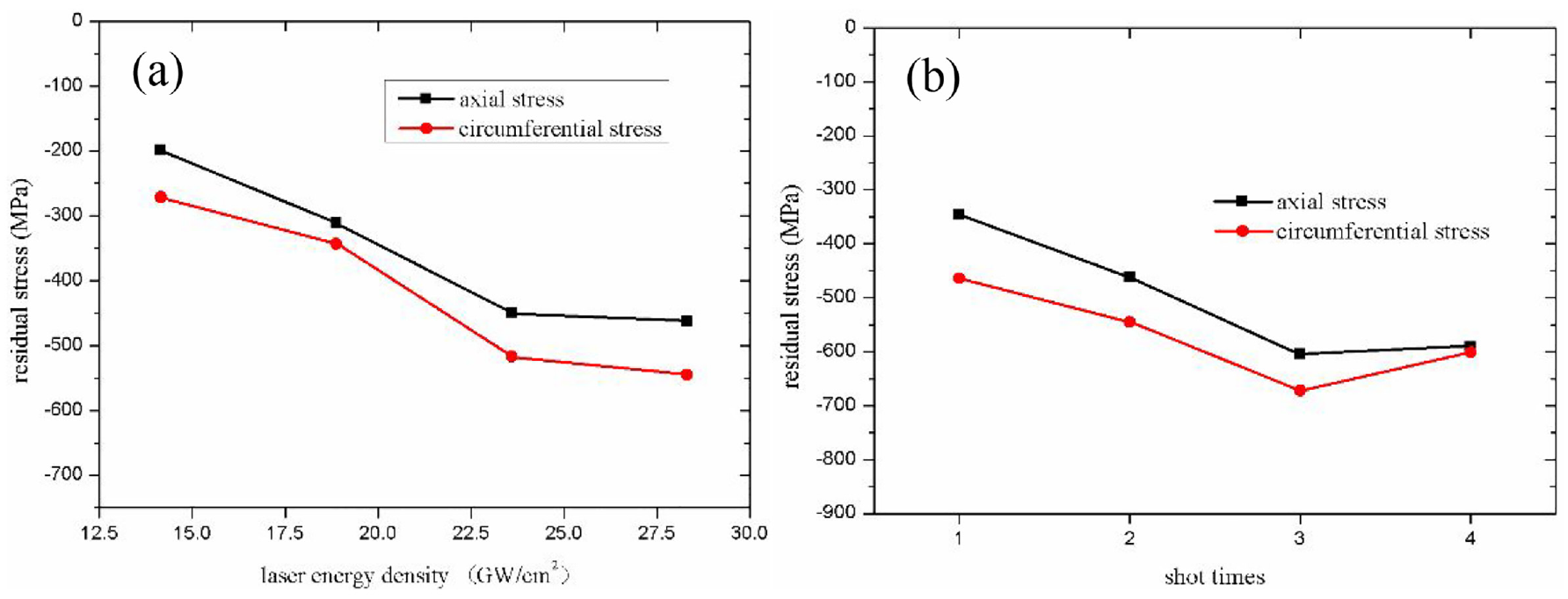
Residual stress induced by LSP (a) Influence of laser energy density and (b) Influence of shot times.
Surface roughness retention
The evolution of the surface roughness under different laser treatments was investigated in this study. It was found that the roughness retention ability of laser treated roller surface was better than that of the untreated surface. How and why LSP treatment has such an effect on the surface roughness retention ability are elaborated in the following.
The evolution of the average roughness Ra on the roller surface with and without LSP treatment is presented in Figure 10. On the whole, the authors divided nine abrasion cycles into two stages: the running-in stage and the steady wear stage. In the first stage, 26 Ra rapidly decreased as the actual contact area between two newly machined surfaces was quite small in the beginning and then increased gradually to slow down the failing speed of Ra until the steady wear stage. In the second stage, the abrasion between two contact surfaces turned out to be relatively stable and the roughness Ra declined at a very small rate. These two stages were identified by the 2D surface topographies of tested samples in different periods of the whole wear process, as displayed in Figure 10. In the tests, the boundary between running-in and steady wear stages occurred at the fifth or the sixth cycle. In the early period, the surfaces of the rollers were machined to the same topography with a Ra of 1.17 μm by the grinder. It can be seen from Figure 10, the roller surface experienced a transition from a rough surface to a relatively smooth surface during the abrasion process.

Surface roughness Ra evolution of Cr5 steel roller.
In the running-in stage, the value of Ra decreased rapidly, while the surface roughness of the treated roller was greater than that of the unprocessed roller under the same abrasion time. For instance, after 30 min of abrasion, Ra of the unprocessed and laser-treated surface with the various laser energy densities (14.15, 18.87, 23.59, and 28.31 GW/cm2) was 0.60, 0.63, 0.65, 0.76, and 0.76 μm, respectively, which indicated that LSP was an effective method to decelerate the roughness degradation in the running-in stage. Furthermore, the influence of the laser power density on the roughness could be concluded from the results. At the end of each abrasion cycle, the resultant roughness was proportional to the laser power density. Meanwhile, the roughness under the power density of 23.59 GW/cm2 is quite close, which is even higher than 28.31 GW/cm2 power density induced result in some cases. Therefore, to achieve the optimal effect on the surface hardness and the residual stress, there is a critical laser power density that restricts the further improvement of material properties.
After the stage transiting from running-in to steady wear, the wear condition and the wear morphology were mainly dominated by the mechanical characteristics of the contact surface. As the experimental result shown in Figure 10, the roughness of the laser-peened rollers was greater than that of the unprocessed samples. In the last cycles, the average Ra of the unprocessed surface and laser-treated surface with the laser energy density of 14.15, 18.87, 23.59, and 28.31 GW/cm2 was 0.43, 0.49, 0.51, 0.54, and 0.53 μm respectively, which demonstrated the effectiveness of LSP on the growth of roughness Ra at the steady wear state. In addition, the treated surfaces possessed the ability to sustain rougher surface seven though the roughness dropped, which reflected the validity of LSP in improving the surface roughness retention ability.
According to the results of wear test, a brief analysis of the energy proficiency of LSP surface treatment method can be given as follows. In a real strip roll working process, the deterioration of surface topography is affected by multiple variables, where two dominant factors are the initial surface roughness and working force. 27 Generally, the work roll is at the steady wear stage during operation. After a period of time, if the average roughness of the surface declines blew than 0.5 μm, the roll is considered to reach its working limit. According to the experimental results obtained in this study, it takes about 50 min for the sample without LSP treatment to reach the threshold value from the initial state, while it takes about 70 min (low energy density impact) or even longer (high energy density impact) for the treated samples to experience the same roughness change. Therefore, the working life of the work roll could be increased at least 40% by LSP.
Two potential reasons for the improvement of surface roughness retention for Cr5 steel due to laser treatment are discussed as follows:
Firstly, grain refinement and the hardened layer with a thickness of nearly 1 mm would significantly contribute to the wear resistance as well as the surface roughness retention ability. It is also worth mentioning that the generation of the hardened layer is a macroscopic consequence of grain refinement. Based on the modified Archard equation, 28 the relationship between the wear resistance and two other mechanical parameters, hardness, and ductility, can be obtained using equation (3).

where W is the wear rate, κ is the wear coefficient related to the ductility, P is the pressure applied on the surface, and H is the hardness of the abraded material. For traditional metals or alloys, wear volume per unit time is inversely proportional to hardness. Despite the difference between wear volume loss and surface roughness deterioration, the decline rate of the average roughness Ra is negatively correlated with the hardness of the materials. Hence, it is reasonable to infer that the grain refinement and the hardness improvement in the hardened layer play an important role in promoting the ability to retain surface roughness retention.
Secondly, a high level of residual compressive stress parallels to the surface is favorable to the abrasion resistance, which has been reported in existing studies.29–31 During the rolling process, the roller surface will be slid and abrased to generate stress which is the sum of the internal negative residual stress and the external positive tensile stress, and the corresponding deformation is in the elastic range. Consequently, the loaded tensile stress would be counteracted by the residual stress to some degree, and the tribological performance of the roller will be better.
Conclusions
This research aims to quantitatively study the influence of LSP on high-strength steel (Cr5 steel) by measuring and analyzing dominant factors, including the surface morphology changes, surface hardness distribution and composition transition before and after LSP. In addition, the influence of LSP process parameters such as laser power density and impact times on impact effect was studied systematically, which could promote the widespread application of such processing technique in industry. Furthermore, in consideration of the real strip mill operating conditions, the wear test was designed and conducted to reproduce the surface roughness evolution of the work roll at different wear stages. Some important findings and conclusions have been drawn as follows:
(1) Based on the results of X-ray diffraction, no obvious phase transformation but grain refinement after LSP treatment was observed. Plastic deformation caused by high pressure from laser shocks is the main reason for grain refinement in Cr5 steel.
(2) LSP could contribute to hardness growth and compressive residual stress on the surface layer of flat Cr5 steel samples after single-point shocking treatment. The results showed that there is a critical laser power density (23.59 GW/cm2) and critical shot times (three times) to produce the best reinforcing effect under the designed experimental conditions.
(3) Overlapping laser impact treatment was conducted on the entire surface of the roller, and the evolution of surface roughness under different laser power densities was investigated systematically. It has been confirmed that LSP could significantly reduce the decline rate of roller roughness in the running-in stage, and make the surface maintain steady wear at greater roughness.
(4) Better surface roughness retention ability of the LSP-treated samples is attributed to the combined effect of grain refinement, microhardness enhancement, and compressive residual stress induced by laser shocks.
As proven by the test results in this study, LSP is an effective surface treatment technique to improve the surface roughness retention ability of Cr5 steel. In comparison with several mature surface treatment technique for strip roll, such as shot peening technique, electric spark technique, chromium plating technique, etc., LSP technique has almost no negative impact on the environment in its whole process. The application of LSP is promising and practicable in the steel rolling industry.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.