
Abstract
A modified algorithm is proposed in this study to correct time-varying mesh stiffness (TVMS) and transmission error (TE) in helical gears considering tooth root transition curve. The parametric model of helical gear is established by using the meshing principle of helical gear and hob in order to obtain the accurate tooth root transition curve. Moreover, a TE test rig is set up to compare the theoretical and experimental results. The results of the improved algorithm are very similar to the experimental results compared to the traditional model, and the relative error of TE is also small. In this study, the effect of multi-parameters (e.g. pressure angle, meshing position, transverse contact ratio, and overlap ratio) on TE are investigated by comparing theory with experimental analysis. Through the analysis of parameters, it has been established that an elevation in pressure angle leads to a decrease in TE, followed by an increase. In the event that the meshing position is situated closer to the nodal point, the TE slightly decreases. Moreover, as the transverse contact ratio and overlap ratio increase, the TVMS increases, while the TE decreases. When the overlap ratio approaches an odd multiple of 0.5, the TE displays a significant peak.
Keywords
Introduction
In the gear transmission process, the mesh stiffness of a gear pair varies with the variation of the meshing position, resulting in time-varying mesh stiffness (TVMS). TVMS triggers transmission errors (TE) in the gear pair. In the research on gear system dynamics, TE in gears are a significant cause of vibration and noise in gear transmission systems. 1 Accordingly, investigating the calculation methods and factors of TVMS and TE in gears takes on critical significance in controlling vibration and noise in gear transmission systems.
The calculation methods in terms of TVMS and TE can fall into experimental methods,2–7 finite element methods (FEM),8–14 as well as analytical methods.15–34 In general, experimental methods comprise the use of photoelastic techniques, strain gages, and laser displacement sensors to examine mesh stiffness. Encoders are adopted to examine the rotational angles of gear pairs for calculating TE.2,3 Pandya and Parey 4 recently proposed an experimental method based on conventional photoelastic techniques to determine the stress intensity factor (SIF) of cracked gears at different single-tooth contact positions and crack lengths. The relationship between contact position, crack length, crack configuration, SIF, and the overall effective mesh stiffness variation was quantified. Raghuwanshi and Parey 5 presented an experimental method using strain gages to measure the gear mesh stiffness exhibited by healthy and cracked gear pair systems. They highlighted the significant effect of strain gage placement on the calculation of tooth strain energy. It is noteworthy that gear body deformation is not considered in mesh stiffness measurement in the above-mentioned experimental techniques. Raghuwanshi and Parey 6 used laser displacement sensors to measure the tooth deflection following the line of action for spur gears, such that the mesh stiffness can be determined. This experimental technique shows the main advantage of measuring the total deflection of gear teeth (e.g. gear body deformation). However, experimental methods require high-precision sensors to minimize measurement errors, which can be costly. Thus, they have been extensively adopted to validate the accuracy of analytical models.
The finite element (FM) method has been widely employed to calculate TVMS and TE. Its advantages lie in its ability to accurately capture the practical gear profiles and consider manufacturing and assembly errors, as well as profile deviations, in the calculation of TVMS and TE. Hedlund and Lehtovaara 8 utilized linear FE methods to calculate tooth deflection, including the flexibility of tooth bases. The model combines Hertz contact analysis with structural analysis to avoid the demand for large FE meshes. Cooley et al. 9 compared two FE methods, that is, average slope and local slope, to calculate the mesh stiffness of spur gears. Abruzzo et al. 10 proposed an analytical meshing force equation based on polynomial interpolation using FEM results to precisely simulate contact forces and mesh stiffness in the meshing process. Lin and He 11 employed the finite element method to build a gear transmission system model that considers machining errors, assembly errors, and profile deviations. On that basis, static TE can be determined. Although the finite element method can yield highly accurate results when calculating TVMS and TE, it is time-consuming due to the requirement of very small FE elements for the gears. To overcome these limitations, analytical methods and analysis-FEM hybrid methods have been developed. It has been reported that the results obtained from analytical methods are comparable to those from the finite element method but require significantly less computational time.
Wan et al. 15 proposed the cumulative integral potential energy method to obtain the mesh stiffness of helical gears. They further investigated the effect of different parameters (e.g. helix angle and normal modulus) on the mesh stiffness. Tang et al. 16 established single-coupling and double-coupling models to compute the mesh stiffness of helical gear pairs based on the integral potential energy method. Xie et al. 17 proposed an optimized calculation method for filet base stiffness, where two meshing teeth share the same gear body. Based on this, analytical models for mesh stiffness and load distribution were established. The mesh stiffness model introduced a filet base stiffness correction coefficient, enhancing the accuracy of the calculations. Wei et al. 18 examined the effects exerted by tooth tip chamfer and tooth tip relief on the TVMS and dynamic characteristics of helical gear transmission systems. Wan et al. 19 derived a stiffness correction algorithm based on the potential energy method while building a cantilever beam model with non-coincident root circle and base circle for variable cross-sections. Chung et al. 20 presented an analytical model considering the involute tooth root curve to calculate the TVMS and loaded static transmission error (LSTE) of helical gear pairs. Based on the slicing method, Yang et al. 22 proposed a double-layer iterative calculation method for tooth root stress and load distribution. The coupling relationship between tooth root stress and load distribution along the tooth width distribution and between tooth root stress and load distribution among meshing pairs was separately determined through inner and outer iterations. Yang et al. 23 proposed an optimized tooth tip undercut model and derived the analytical equation for TVMS of undercut teeth. Zheng et al. 24 built an analytical-FEM analysis framework combining the centrifugal force field with mesh stiffness and nonlinear dynamics to address high-speed operating conditions. Given the effect of wear evolution, Chen et al. 25 derived a TVMS model based on the potential energy method. Dai et al. 26 considered gear misalignment and variable load conditions, while Wang and Zhu 27 presented an optimized gear mesh stiffness analysis model. An optimized calculation model for the mesh stiffness of helical gear pairs was proposed, which not only considers axial tooth stiffness and axial base stiffness but also considers the effect of surface roughness on transverse tooth stiffness and transverse base stiffness under the conditions of elastic fluid dynamic lubrication. Yang et al. 28 put forward a calculation method for TVMS that considers and emphasizes the position of cracks. Chen et al. 29 built a gear meshing analysis model comprehensively considering tooth deformation, tooth contact deformation, root deformation, coupling effects of gear body structure, and tooth profile deviations.
Although there have been numerous studies on predicting TVMS and TE, there are still some unresolved issues worth considering.
(1) Conventional TVMS and TE algorithms in research have not accurately considered the root curve of helical gears.
(2) Most literature focuses on studying TVMS and TE in spur gears, while research on helical gears is relatively scarce. However, helical gears are widely used due to their high overlap ratio and low noise, which necessitates thorough research on TVMS and TE in helical gears.
(3) Experimental methods commonly employ techniques such as photoelasticity, strain gages, laser displacement sensors, and encoder to measure TVMS and TE. However, due to the high cost of the experiment, it is often used to verify the accuracy of the analysis model, and is rarely used for parameter impact analysis.
(4) Most studies have only examined the effect of individual parameters, such as the number of teeth, module, and helix angle, on TVMS and TE. However, in gear system design, the center distance and gear ratio generally remain unchanged, while the center distance is influenced by the number of teeth, module, and helix angle. Accordingly, analyzing a single parameter has limited practical engineering significance.
To address these issues, this study proposes an optimized analytical model (IAM) in Chapter 2. The IAM converts the tool tip angle into the tooth root transition curve of the helical gear through meshing equations and coordinate transformations, thereby incorporating it into the calculation of TVMS and TE. In Chapter 3, a gear TE experimental setup is constructed, and high-precision encoders are utilized to measure the rotational angles of the pinion and wheel gears, enabling the calculation of the experimental TE. This experiment serves to compare and validate the improved analytical model. In Chapter 4, the effect of tooth profile shape, meshing position, transverse contact ratio, and overlap ratio on TVMS and TE is analyzed through theoretical and experimental means.
Analytical model
Consideration of tooth root curve in helical gear equations
When gears are machined with a hob, the transition curve of the gear tooth root refers to the trajectory formed through the rolling motion of the tool, as shown in Figure 1.

Hob generative motion envelope diagram.
The relative coordinate systems between the hob and the gear are illustrated in Figure 2. The translation coordinate system of the hob is denoted as oh-xhsyhszhs, where zhs is consistent with the hob axis. The rotation coordinate system of the hob is oh-xhyhzh, where zh coincides with zhs. The fixed coordinate system of the gear is o-xsyszs, where zs is consistent with the gear axis. The rotation coordinate system of the gear is o-xgygzg, where zg coincides with zs.

Define coordinate system.
The hob normal plane is presented in Figure 3. The hob’s normal coordinates at points 1, 2, and 3 on the tooth top arc can be obtained based on geometric relationships, as expressed in equations (1)–(3).





Tool normal diagram.
In equations (1)–(4), mn0 represents the normal module of the hob, ha0 denotes the hob’s tooth top height, Sn0 corresponds to the hob’s normal tooth thickness, αn0 expresses the main blade pressure angle, ρ0 signifies the tool’s corner radius, Spr is the normal undercut, γ10 is the included angle between the primary cutting edge and the transitional edge.
Hob blade segments are expressed in hob normal section below. The equations for the straight line segment from point 1 to point 2 on the hob blade are given by equation (5).

The equations for the curve segment from point 2 to point 3 are represented by equation (6).

The normal tooth profile equation for any point on the hob tooth top arc is transformed into the end face tooth profile, as shown in equation (7).

Where, λ0 is the hob lead angle.
In the hob rotation coordinate system oh-xhyhzh, the hob’s helical surface is given by equation (8).
The normal vector of the hob’s helical surface is expressed by equation (9).

The transformation of the hob’s helical surface from the hob rotation coordinate system to the hob translation coordinate system oh-xhsyhszhs is shown in equation (10).

The transformation of the hob’s helical surface from the hob fixed coordinate system to the gear fixed coordinate system o-xsyszs is described by equation (11).

Where, Σ is shaft angle between gear and hob,
The angular velocity of the hob in the gear fixed coordinate system is given by equation (12).

The rotating velocity of the hob in the gear fixed coordinate system is determined by equation (13).

The moving velocity of the hob in the gear fixed coordinate system is expressed in equation (14).

The hob velocity in the gear fixed coordinate system is represented by equation (15).
The angular velocity of the gear is given by equation (16).

The rotating velocity of the gear is determined by equation (17).

The relative velocity between the hob and the gear is shown in equation (18).

The transformation of the normal vector of the hob’s helical surface from the hob rotation coordinate system to the hob translation coordinate system is expressed in equation (19).

The transformation of the normal vector of the hob’s helical surface from the hob translation coordinate system to the gear fixed coordinate system is described by equation (20).

According to the theory of conjugate tooth profiles, to ensure continuous tangent transmission without disengagement or interference, the relative motion velocity vector at the contact point should be perpendicular to the normal vector. The meshing equation between the hob and the gear is given by equation (21).

The hob-gear meshing process can be divided into rotational and axial translational movements that do not affect each other. Thus, the meshing equation can be decomposed into rotation and translation equations, as shown in equations (22) and (23).


In the machining process, at each instant, the hob’s helical surface and the gear tooth surface involved in the meshing make point contact. The hob cuts the tooth surface at the contact point in each instant. Through the utilization of two distinct meshing equations, denoted as (22) and (23), the parameters of l and θ pertaining to the contact point can be effectively resolved. The transformation of the contact point from the hob translation coordinate system to the gear fixed coordinate system is described by equation (24).
The transformation of the contact point from the gear fixed coordinate system to the gear rotation coordinate system is shown in equation (25).

Mesh stiffness of helical gears
The calculation of the contact stiffness per unit tooth width, based on the Hertz theory, 19 is given by equation (26).

In the equation, E and γ represent the elastic modulus and Poisson’s ratio of the material, respectively.
The calculation of the stiffness corresponding to the foundation stiffness per unit tooth width, 19 is expressed by equation (27).

In equation (26), L*, M*, P*, Q* and can be expressed using polynomial functions, as shown in equation (28). The values of uf, sf, hfi determined based on the geometric relationship shown in Figure 4, as expressed in equations (29)–(31).





Unit tooth width gear matrix stiffness schematic diagram.
In equations (28)–(31), Ai, Bi, Ci, Di, Ei, Fi are determined based on Table 1. θf denotes the root cone angle, rf expresses the root radius, rb represents the base circle radius, rint represents the shaft hole radius, and α1 is the angle between the direction of force at the contact point and the vertical direction.
Expression (11) coefficient.

As shown in Figure 5, a stiffness calculation coordinate system is established with the tooth center line as the X-axis and the intersection of the base circle and the X-axis as the origin O. The strain energy stored in the gear per unit tooth width is determined using the potential energy method, including the bending strain energy Ub, shear strain energy Us, and compressive strain energy Ua. The expression for the total strain energy per unit tooth width, consisting of the involute portion and the root portion, is given by equations (32)–(34).




Unit tooth width transverse stiffness schematic diagram.
In equations (32)–(34), F represents the force at the contact point; Fa expresses the force component in the x-direction at the contact point; Fb denotes the force component in the y-direction at the contact point, and their expressions are given by equation (35); α1 is the angle between the force direction at the contact point and the y-axis; G and E represent the shear modulus and elastic modulus, respectively; Ix and Ax denote the sectional moment of inertia and sectional area of the involute portion, while Ix1 and Ax1 express the sectional moment of inertia and sectional area of the root portion, and their expressions are given by equation (36). kb0, ks0, and ka0 represent the unit tooth width bending stiffness, unit tooth width shear stiffness, and unit tooth width compressive stiffness, respectively. x(α1) and y(α1) represent the coordinates of the contact point, and their expressions are given by equation (37). x and y represent the coordinates of any point on the involute between the starting point and the contact point, and their expressions are given by equation (38). X1 expresses the horizontal coordinate of the lowest point on the root, and its expression is given by equation (39). x1 and y1 denote the transformation of any point on the root from the gear coordinate system o-xgygzg to the stiffness calculation coordinate system o-xyz; their expressions are expressed in equation (40).





In equations (35)–(40), rb is the base circle radius, rf is the root circle radius, rt is the starting point radius of the involute, α1 is the angle between the force direction at the contact point and the y-axis, α2 is the half angle of the root tooth thickness, αt is the angle between the starting point of the involute and the Y-axis, xt is the coordinates of the starting point on the involute in the stiffness calculation coordinate system o-xyz and its expression is given by equation (41).


where ak is the pressure angle at the pitch circle, ξM(0) is the helix angle at the starting point of the involute.
By substituting equations (35)–(42) into equations (32)–(34), the expressions for unit tooth width bending stiffness, unit tooth width shear stiffness, and unit tooth width compressive stiffness are obtained, as given by equations (43)–(45).



The angle between the contact point and the x-axis, α1 is transformed into the chordal length of the contact point m, and its expression is given by equation (46).

Where Z is the number of teeth on the gear, a is the pressure angle at the pitch circle.
The meshing process of helical gears is different from that of spur gears, as shown in Figure 6. When viewed from the end face, it can be considered as a spur gear. A tooth enters the meshing at point A and exits at point B. Within the meshing region, due to the presence of the helix angle, the contact line of a single tooth first increases and then decreases. The meshing stiffness of a single tooth also increases and then decreases in the meshing process. According to the principle of sectional integration, the contact length AB on the end face is divided into N segments, each with a length Δx, as expressed in equation (47).

Where εα is the transverse contact ratio, and pbt is the base pitch.

Helical gear meshing process.
The tooth width on the meshing surface is represented by the side length AC, and each segment has a length Δy, as expressed in equation (48).

Where βb is the helix angle of the base circle.
The expression for the length of the contact line of a single tooth can be discussed in two cases, as shown in Figure 7. When the transverse contact ratio is smaller than the overlap ratio, that is, εα < εβ, the range of the single tooth contact line from the starting position A to point B is given by equation (49).


Contact length of single gear: (a)
Where mA is the chordal length of the contact line at point A, and the range of the contact line from the starting position A to point B is expressed as 0 ≤ m < N. kx(m) denotes the single tooth contact stiffness kh(m), the single tooth foundation stiffness kf(m), the single tooth bending stiffness kb(m), the single tooth shear stiffness, ks(m) and the single tooth compressive stiffness ka(m). kx0(m) is the unit tooth width contact stiffness kh0(m), the unit tooth width foundation stiffness kf0(m), the unit tooth width bending stiffness kb0(m), the unit tooth width shear stiffness ks0(m), and is the unit tooth width compressive stiffness ka0(m).
When the position of the single tooth contact line passes through point B, the single tooth stiffness G is given by equation (50).

The range of the single tooth contact line from point B to point C is given by equation (51).

where the range of the contact line from point B to point C is N ≤ m < M, and
The range of the single tooth contact line from point C to point D is given by equation (52).

where the range of the contact line from point C to point D is
When the transverse contact ratio is greater than the overlap ratio, that is, εα > εβ, the range of the single tooth contact line from the starting position A to point C is given by equation (53).

where the range of the contact line from the starting position A to point C is 0 ≤ m < M’ and
When the position of the single tooth contact line passes through point C, the single tooth stiffness G’ is given by equation (54).

The range of the single tooth contact line from point C to point B is written in equation (55)

where the range of the contact line from point C to point B is expressed as M’ ≤ m < N, and
When the position of the single tooth contact line passes through point B, the single tooth stiffness H is expressed in equation (56).

The range of the single tooth contact line from point B to point D is written in equation (57).

where the range of the contact line from point B to point D is
The meshing stiffness of a single gear pair ks(m) is obtained based on the series-parallel theory, as given by equation (58).

where 1 and 2 denote the pinion gear and wheel gear, respectively.
The comprehensive meshing stiffness of a helical gear pair is obtained by translating the meshing stiffness of a single gear pair Z base pitches and then superimposing them, as written in equation (59).

where n is the nth tooth of the gear; Z denotes the number of teeth; ks expresses the meshing stiffness of a single helical gear pair; pbt is the base pitch; kc is the comprehensive meshing stiffness of the helical gear pair.
Transmission error of helical gear pairs
Given the transmission system without the effects of transmission shafts, bearings, and housing elastic deformation, the gear system can be simplified as a time-varying spring system following the line of contact; an equivalent dynamic model is illustrated in Figure 8.

Dynamic model of helical gear pair.
The dynamic equation of the gear pair is expressed in equation (60):

Where x represents the relative displacement following the line of contact between the two gears; c denotes the damping coefficient of the gear pair; kc expresses the comprehensive meshing stiffness of the helical gear pair; W is the equivalent load.
The equivalent load W is expressed in equation (61):

Where T1 and T2 denote the torques applied to the pinion and wheel gears, respectively; rb1 and rb2 represent the radii of the base circles of the pinion and wheel gears, respectively.
With the dynamic terms (inertial force and damping force) neglected, the TE can be obtained, as expressed in equation (62):

As revealed by equation (61), a higher average value of the comprehensive meshing stiffness in a helical gear pair leads to a stronger resistance against deformation under loads. Since new energy vehicles have been more extensively employed, the torque range experienced by gearbox gears expands continuously. Higher average meshing stiffness results in reduced deformation of gears under higher torque loads, such that they are enabled to accommodate a wider range of torque. Moreover, gear meshing stiffness varies periodically with time. Accordingly, when the time-varying meshing stiffness exhibits minimal fluctuations, the transmission error peak-to-peak value decreases. Accordingly, dynamic excitation applied to the gears are minimized, such that the NVH (Noise, Vibration, and Harshness) performance is improved.
Transmission error verification
Transmission error experiment
The TE experiment was conducted using the test rig (Figure 9), which comprised a driving motor, a loading motor, a test gearbox, couplings, transmission shaft, angle encoder (model: HEIDENHAIN), data acquisition system (model: Romax). The driving motor was connected to the input shaft through a coupling to generate a driving force in the gearbox, with a maximum speed of 60 r/min. Likewise, the output shaft is connected to the loading motor through transmission shaft, such that a torque is provided with a maximum value of 1200 Nm. A high-precision angle encoder was mounted on the outer end of the bearing housing of the test gearbox to examine the real-time angles of the input and output shafts. The accuracy of the angle encoder reached ±0.01″. The angle sensor signal is connected to the data acquisition system, and the data acquisition system has a sampling frequency of 1024 Hz. Table 2 lists the basic parameters of the experimental gearbox.

(a) Gear transmission error test rig and (b) schematic diagram of test system.
Gear parameters.

For a gear pair, transmission error (TE) is typically defined as the difference between ideal motion and practical motion. In the TE experiment, the angle encoders are adopted to obtain the rotation values of the input and output shafts θ1(t) and θ2(t). The TE along the gear action line TE(t) can be obtained, as expressed in equation (63) below:

At the input speed of 10 rpm and under the load torque of 100 Nm, the test rig records the TE(t) for 500 meshing cycles (Figure 10(a)). Since each gear rotation comprises 23 pairs of teeth meshing, 23 complete meshing cycles are generated, primarily suggesting the meshing frequency characteristics (Figure 10(b)).

Curves of measured TE: the upper graph in the (a) shows 500 meshing cycles and the lower graph in the (b) shows 23 meshing cycles extracted from (a).
Theoretical calculation of helical gear TE
Tables 2 and 3 list the gear parameters and hob parameters, respectively, that need to be obtained. These parameters will be used to compare and analyze the differences between the proposed TE calculation method and the traditional method, as well as the TE experiments. In this example, carburized steel 20CrMnTi, which is a good fatigue resistance material for gears, is used.
Tool parameters.

Using the proposed method for calculating the TVMS and TE of helical gears in this study, firstly, the tooth root transition curve of the gear is calculated according to the spatial meshing equation of the hob and the gear. Then, the contact stiffness, foundation stiffness, bending stiffness, shear stiffness, and axial compression stiffness of the unit tooth width of the pinion and wheel gears are calculated according to equations (26), (27) and (43)–(45). Then, the single tooth contact stiffness, foundation stiffness, bending stiffness, shear stiffness, and axial compression stiffness of the pinion and wheel gears are calculated according to equations (49)–(57). Then, the meshing stiffness of a single pair of gears is calculated according to the series-parallel theory. Then the comprehensive meshing stiffness of the helical gear pair is calculated according to equation (59). Finally, the TE of the helical gear is calculated according to equation (62).
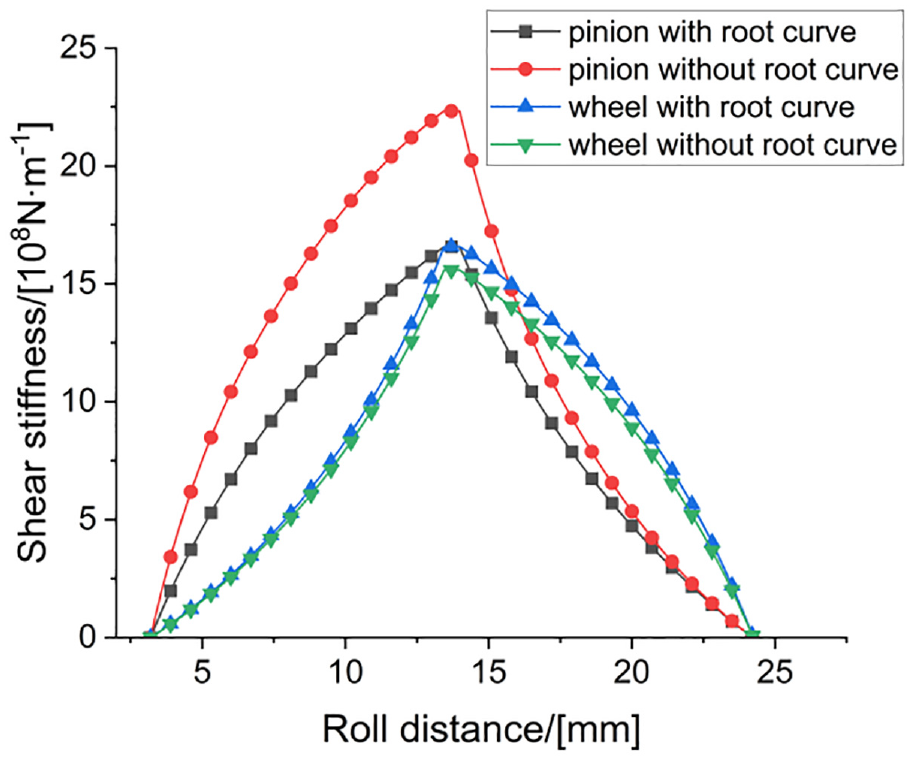
Figures 11 to 14 represents the comparison of bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of unit tooth width when considering the root transition curve and not considering the root transition curve. Because the radius of the root circle of the pinion is 20.6 mm less than the radius of the base circle 21.9 mm, the force arm when considering the root transition curve is greater than the force arm when not considering the root transition curve. Therefore, the bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of the unit tooth width calculated when considering the root transition curve are smaller than those calculated when not considering the root transition curve. Similarly, the radius of the root circle of the wheel is 59.3 mm less than the radius of the base circle of 59.1 mm, and the force arm considering the root transition curve is smaller than that without considering the root transition curve. Therefore, the bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of the unit tooth width calculated when considering the root transition curve are larger than those without considering the root transition curve. However, because the radius of the root circle of the large gear is not much different from the radius of the base circle, the root transition curve of the large gear has little effect on the bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of the unit tooth width.
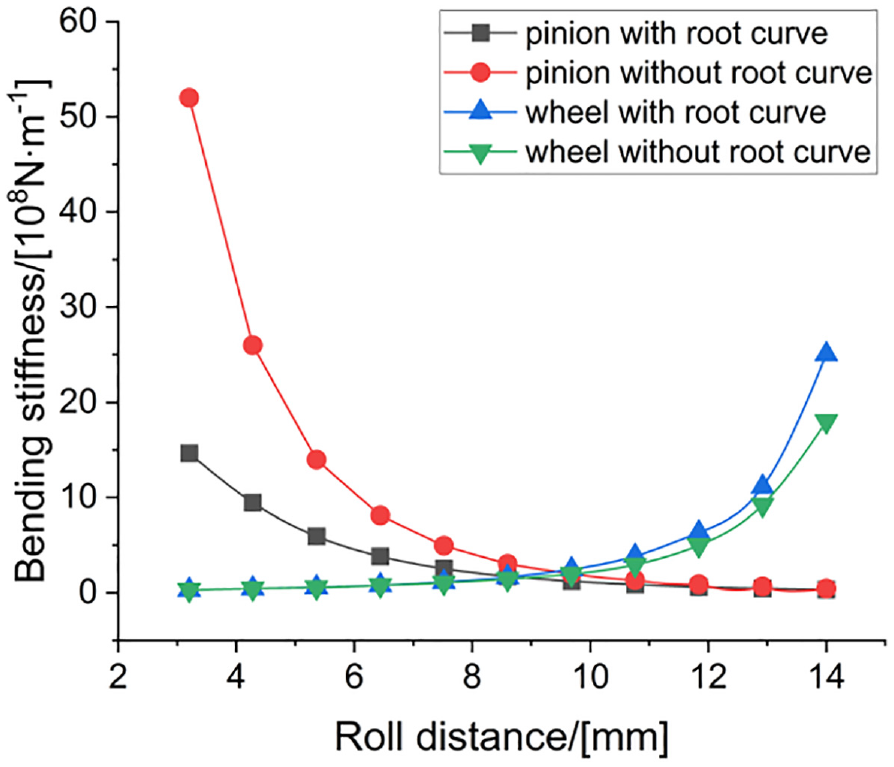
Bending stiffness per unit tooth width.

Shearing stiffness per unit tooth width.

Axial compressive stiffness per unit tooth width.
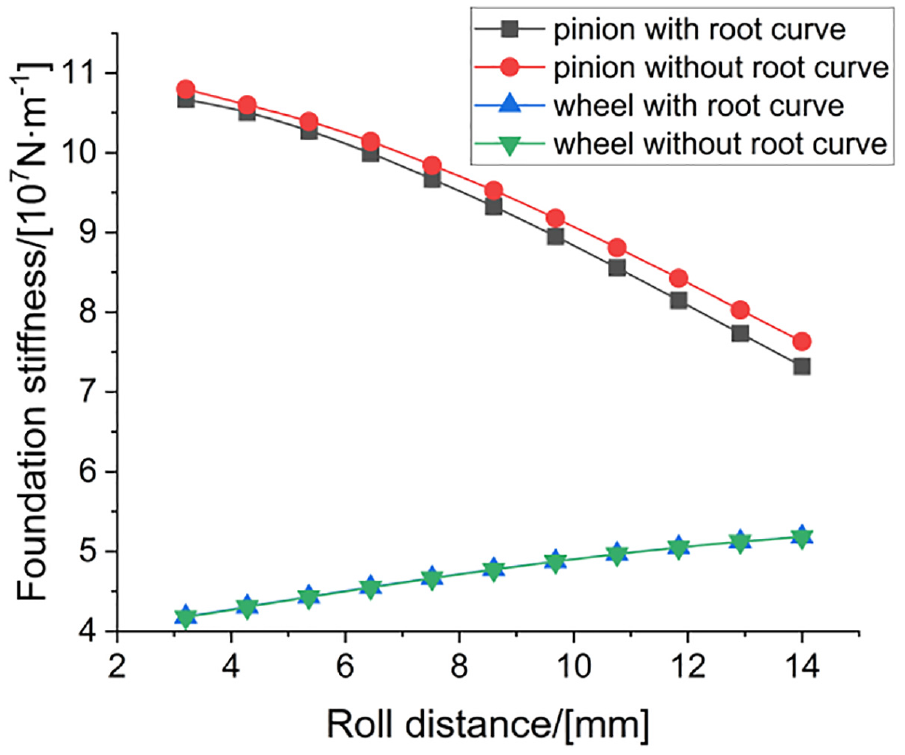
Foundation stiffness per unit tooth.
Figures 15 to 18 represent the comparison of single tooth bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness when considering the tooth root transition curve and not considering the tooth root transition curve. Because the radius of the root circle of the pinion is smaller than the radius of the base circle, the bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of the unit tooth width calculated when the root transition curve is considered are smaller than those calculated when the root transition curve is not considered. Therefore, the bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of the single tooth calculated when the root transition curve is considered are smaller than those calculated when the root transition curve is not considered. Similarly, because the radius of the root circle of the wheel is slightly larger than the radius of the base circle, the bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of the unit tooth width calculated when considering the root transition curve are slightly larger than those calculated when the root transition curve is not considered. Therefore, the bending stiffness, shear stiffness, axial compression stiffness, and foundation stiffness of the single tooth calculated when considering the root transition curve are slightly larger than those calculated when not considering the root transition curve.

Bending stiffness of single tooth.
Shearing stiffness of single tooth.

Axial compressive stiffness of single tooth.

Foundation stiffness of single tooth.
Figure 19 shows the comparison of the comprehensive meshing stiffness of helical gears considering the tooth root transition curve and not considering the tooth root transition curve. As the gear rotates, the comprehensive meshing stiffness of helical gears changes periodically, so it is called time-varying meshing stiffness (TVMS). The TVMS of helical gears calculated when considering the tooth root transition curve is lower than that calculated when the tooth root transition curve is not considered. Figure 20 shows the helical gear TE when considering the tooth root transition curve and not considering the tooth root transition curve when the torque is 100 Nm. Since the TVMS of the helical gear calculated when considering the tooth root transition curve is lower than that calculated when not considering the tooth root transition curve, the helical gear TE calculated when considering the tooth root transition curve is larger than the helical gear TE calculated when not considering the tooth root transition curve.
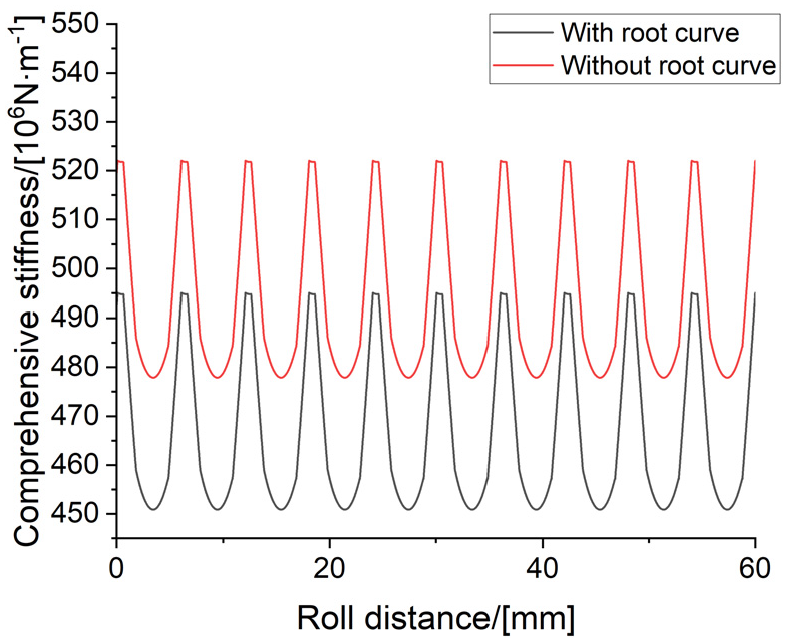
Comprehensive meshing stiffness of helical gear pair.

Curves of theoretical TE.
Verification of helical gear TE
Experiments were conducted, and the results were compared with theoretical results using the established TE measurement setup, with the aim of further validating the effectiveness of the proposed calculation model for helical gear pair TE.
The experiments were performed at different torque levels from 50 to 300 Nm, while a constant speed of 10 rpm was maintained. The comparison analysis of TE in this study was based on the measured data from multiple meshing cycles. However, only 10 randomly selected meshing cycles were selected for visualization to illustrate the TE curve more clearly. In order to verify the accuracy of the theoretical model proposed in this paper, Figure 21 shows the comparison between the calculated theoretical TE and the experimental TE in 10 meshing cycles considering the root transition curve and not considering the root transition curve. The comparison results show that with the increase of torque, the TE becomes larger. The theoretical TE calculated when considering the root transition curve is greater than the theoretical TE calculated when not considering the root transition curve, and the theoretical TE calculated when considering the root transition curve is closer to the experimental TE. Under certain experimental conditions, the experimental TE of different meshing periods is slightly different, which is mainly caused by the fluctuation of load and speed.

Curves of theoretical TE and experimental TE: (a) 50 Nm, (b) 100 Nm, (c) 150 Nm, (d) 200 Nm, (e) 250 Nm, and (f) 300 Nm.
To further validate the TE calculation model of the helical gear pair in this paper, the root mean square amplitude of the theoretical TE_RMS and the experimental TE_RMS considering the tooth root transition curve and not considering the tooth root transition curve under different torques is calculated and compared. It can be seen from Table 4 that the TE calculated by considering the tooth root transition curve is closer to the experimental TE than that calculated without considering the tooth root transition curve, and the maximum error is only 8.1%, the precision of the suggested algorithm for TE, which takes into account the root transition curve, is 55% greater than the conventional algorithm for TE that does not consider the root curve.
Comparison table of TE of helical gears.

Parameter analysis and discussion
Gearing design should consider multiple aspects of performance, particularly in terms of automotive transmissions. Factors (e.g. strength, spatial arrangement, cost, standardization, fuel economy, power delivery, and NVH) should be considered. Thus, at the initial stage of gear system design, the center distance and speed ratio are typically not altered. The center distance is affected by parameters (e.g. the number of teeth, module, and helix angle). Isolating the study of individual effects of tooth count, module, and helix angle on mesh stiffness takes on limited significance in practice. The TE of helical gears is determined by a wide variety of factors (e.g. the involute profile, start of active profile (SAP), end of active profile (EAP), transverse contact ratio, and overlap ratio). The design schemes are listed in Table 5. Cases 1–4 represent gear parameters at different pressure angles, Cases 5–8 represent gear parameters for different SAP and EAP, and Cases 9–20 represent gear parameters at different transverse contact ratio and overlap ratio.
Different gear parameters.

Gear components were fabricated based on a range of design schemes to validate the effect of different gear parameters on TE. TE experiments were performed on a dedicated test rig, and the fabricated components are presented in Figure 22. The experimental conditions covered an input speed of 10 rpm and a torque of 100 Nm. TE were recorded for a wide variety of gear parameters.

Fabricated components for multiple design schemes.
Effect of pressure angles
The pressure angle is an important factor that affects the TVMS and TE. Many studies have examined the pressure angle in literature. From the research results of Doğan et al.,
35
it can be seen that the pressure angle increases from 18° to 30°, and the meshing stiffness increases by

Meshing stiffness at different pressure angles.

Theoretical TE and experimental TE at different pressure angles.
Effect of meshing positions
To study the effect of meshing line positions on mesh stiffness, the addendum coefficient and dedendum coefficient were regulated to change the positions of SAP and EAP while keeping the difference between EAP and SAP constant. On that basis, the consistent transverse contact ratio can be ensured. Figure 25 presents the variations in the mesh stiffness for Case 5 to Case 8, with different meshing positions, that is, SAP (3.7 mm)–EAP (14.5 mm), SAP (3.5 mm)–EAP (14.3 mm), SAP (3.3 mm)–EAP (14.1 mm), as well as SAP (3.1 mm)–EAP (13.9 mm). The nodal extension of the gear pair was 8.7 mm. As indicated by the result, when the meshing position is closer to the nodal point, specifically at SAP (3.3 mm) –EAP (14.1 mm), the mesh stiffness was enhanced. Figure 26 illustrates the comparison between the theoretical and experimental effective values of the TE for a range of meshing positions in Case 5 to Case 8. As depicted in the graph, the TE was minimized under the meshing position ranging from SAP (3.3 mm) to EAP (14.1 mm). However, since the TE did not significantly vary with different meshing positions, a slight deviation was identified between the experimental and theoretical results regarding the trend.
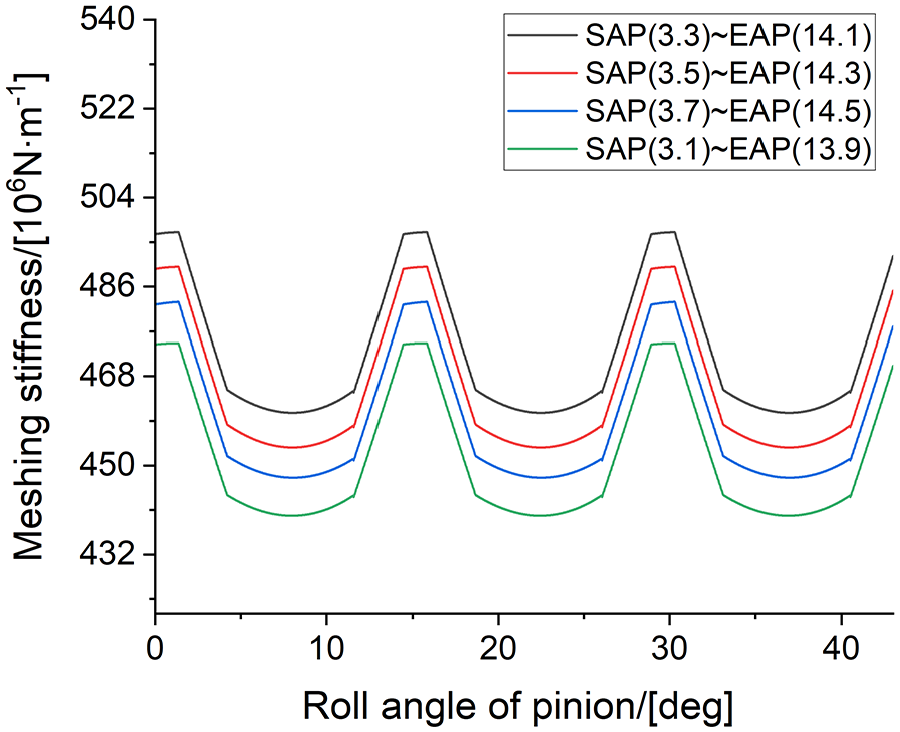
Meshing stiffness at different meshing positions.

Theoretical TE and experimental TE at different meshing positions.
Effect of overlap ratio
The length of the meshing line, and further the transverse contact ratio, can vary by regulating the addendum coefficient and dedendum coefficient, with the aim of investigating the effect of the overlap ratio on mesh stiffness. The overlap ratio is regulated by changing the tooth width. In this study, the effect of the involute shape on mesh stiffness is excluded, and the focus is only placed on the effect of the overlap ratio.
Figure 27 illustrates the average stiffness for different combinations of transverse contact ratio and overlap ratio (Case 9 to Case 20). With the increase of the transverse contact ratio from 1.2 to 1.8, the average stiffness was increased. Likewise, when the overlap ratio was increased from 1.5 to 3, there was an upward trend in the average stiffness. For a transverse contact ratio of 1.8 and an overlap ratio of 3, the average stiffness reached 8.66 × 108 N/m. Hence, increasing the overlap ratio can contribute to an enhancement of the average stiffness. Figure 28 compares the theoretical and experimental effective values of the TE for various combinations of transverse contact ratio and overlap ratio (Case 9 to Case 20). As the overlap ratio was increased from 1.5 to 3, there was an overall reduction in the TE. However, when the overlap ratio approached 1.5 or 2.5, the peak-to-peak value of the TE started to rise. Moreover, with the increase of the transverse contact ratio from 1.2 to a value close to 1.5, the peak-to-peak value of the TE tended to be increased. When the overlap ratio was 1.5 and the transverse contact ratio was 1.5, the maximum recorded effective value of the TE reached 2.69 μm. Notably, the experimental results were consistent with the theoretical results, thus demonstrating a high level of agreement.

Average stiffness of combinations with different contact ratios.

TE_RMS at different contact ratios.
Conclusion
In this study, a novel algorithm is presented for correcting TE in helical gears in accordance with the potential energy method. The algorithm considers the root transition curve formed by the trajectory of the tool in the rolling motion. Moreover, an experimental setup was established to validate the theoretical findings. As indicated by the result of the comparative analysis of theory and experiments, the TE considering the tooth root transition curve is closer to the experimental TE than the TE without considering the tooth root transition curve. The error between the TE considering the tooth root transition curve and the experimental TE is significantly higher than that between the TE without considering the tooth root transition curve and the experimental TE. The maximum error between the TE considering the tooth root transition curve and the experimental TE is only 8.1%, the precision of the suggested algorithm for TE, which takes into account the root curve, is 55% greater than the conventional algorithm for TE that does not consider the root curve. The effect of multi-parameters (e.g. pressure angle, start of active profile (SAP), end of active profile (EAP), transverse contact ratio, and overlap ratio) on TE was investigated by a comparative analysis between theory and experiments. The following conclusions can be drawn:
(1) With the rise of the pressure angle, the curvature radius of the involute curve is increased, such that the face stiffness of the gear is enhanced. Moreover, at a higher pressure angle, the transverse contact ratio is first increased and then decreased. Accordingly, under the combined effect of face stiffness and transverse contact ratio, the average mesh stiffness tends to be first increased and then decreased. The effective value of the TE, which is affected by the time-varying mesh stiffness, is first decreased and then increased. The experimental results are consistent with the theoretical results.
(2) When the meshing position is closer to the nodal point, the mesh stiffness is slightly enhanced, resulting in a minor reduction in the TE. However, since the variation in the TE is insignificant across different meshing positions, some discrepancy exists between the experimental and theoretical results.
(3) Increasing the overlap ratio leads to an increase in average stiffness and an overall decrease in the TE. However, the TE reaches its maximum value when the overlap ratio approaches the odd multiples of 0.5. The experimental results are well consistent with the theoretical results, thus demonstrating a high degree of agreement. Thus, in the gear design, it is crucial to appropriately match gear parameters. On the one hand, a larger overlap ratio should be ensured to engage more teeth in meshing and enhance average stiffness. On the other hand, the overlap ratio should be approach an integer to minimize TE and enhance the NVH performance of the gear system.
Footnotes
Appendix
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.