
Abstract
The application of hardened aluminum alloys on the drive elements must be safe and reliable, T6 treatment is often used to improve their mechanical properties and dimensional stability. However, the impact of T6 treatment on operating life is not easy to evaluate. Hence, the effects of T6 treatment on the wear of aluminum 5083/6061/7075 were studied by a steel ball on disk tester. The results showed that T6 treatment tended to reduce the values of the friction coefficient about 9%. Moreover, T6 treatment had no significant effect on the frequency of the change of the friction coefficient of 5083 and 6061, but significantly affected that of 7075. T6 treatment can also reduce the size of wear particles about 16%. Based on the results, the wear mechanisms of aluminum 5083/6061/7075 with and without T6 treatment are described in this paper.
Introduction
In response to the rapid development of industries such as industrial machinery and vehicle manufacturing, to avoid serious impact on dimensional accuracy due to wear and tear, and respond to the global energy crisis, reducing friction and the resulting energy consumption has become an important consideration within these industries. Therefore, the demand for high-strength, lightweight, and wear-resistant materials continue to increase, including for the drive elements of hardened aluminum alloys. Aluminum is a material with great potential for development in micro fabrication,1,2 especially in various MEMS applications.3,4 In addition, due to its high strength, acceptable corrosion resistance, and machinability, the aluminum alloys are widely used in building and industry. 5
To apply aluminum alloys to advanced vehicles and key drive elements, although they have acceptable strength and durability, their wear resistance needed to be improved. 6 The wear rate is strongly dependent on the alloy composition, applied load, and sliding speed. The wear rate decreases with increasing silicon content. 7 Prasad et al. 8 found that the crystal structures of silicon can affect the wear properties of aluminum alloys. Moreover, the mechanical properties can be further improved by addition of an appropriate amount of Ni, Cu, and Mg. The friction and wear properties of aluminum alloys have been widely studied for the past two decades.9–12
Alpas et al.13–15 investigated the wear rate transitions in cast aluminum alloys reinforced with SiC particles. Delamination wearing in ductile materials containing second phase particles was observed. Moreover, they found plastic deformation and damage accumulation below the worn surfaces. Subramanian 16 studied mechanical mixing for aluminum −12.3 wt.% silicon alloy dry sliding on copper. Li and Tandon 17 designed dry wear tests to investigate the mechanical mixing of an aluminum alloy sliding against M2 steel. The studies by Moghadam et al.18–20 revealed the effect of graphite particles on improving the tribological properties of aluminum alloys with a self-lubricating composite under fully flooded and starved lubrication conditions for transportation applications. Aluminum-based metal composites are suitable for making lightweight and high-strength products. However, their mechanical properties and thermal deformation mechanism are quite complicated.21–23
The above literatures have found that the wear rate is dependent on alloy composition and experimental conditions. Azar et al. 24 further investigated the heat-treating and nano-reinforcing improvements on fretting fatigue properties of cylinder head aluminum alloys. They found that T6 heat treatment can significantly increase the fretting fatigue life of aluminum alloys, and that the wear mechanism is adhesive. There is also a literature 25 that heat treatment can improve the wear resistance of 2A97 Al-Li alloy, and the wear forms are mainly adhesive wear and abrasive wear. Zhang et al. 26 found that T6I4 and T616 can improve the adhesive wear of 7075 aluminum alloy. These documents do not include the wear mechanism of the aluminum alloys for the sliding friction of mm-level strokes. Moreover, there are no investigations on the transformation of the wear mechanism due to the load or heat treatment. Therefore, the aluminum 5083, 6061, and 7075, which are commonly used in industry, were tested at different loads when T6 treatment was utilized in this study. According to the dynamic friction coefficient and its vibration frequency and amplitude, they were compared with the shape of wear particles to further explore the relationship between wear particles and the friction coefficient. Finally, the effects of T6 treatment on the transformation of wear for the aluminum 5083/6061/7075 are proposed.
Experimental equipment and procedures
Experimental equipment
A schematic diagram of the friction tester with the measuring system is shown in Figure 1. The disk surface was set vertical to the ground to avoid the wear particles remain and simplify the wear mechanisms. The stationary pin specimen was placed on a rest and connected to a load cell. A load was applied through the pin by using the level rule. The friction coefficient was measured and exported by variations of electrical voltage through the load cell. The electronic signals were captured by a data acquisition system, and these data were processed using a personal computer. More than three friction experiments had been done for each set of parameters, remove the cases where the friction coefficient is relative large or small. Then, a typical experiment was selected as a representation.

The rotational friction tester with the measuring system.
Experimental specimens
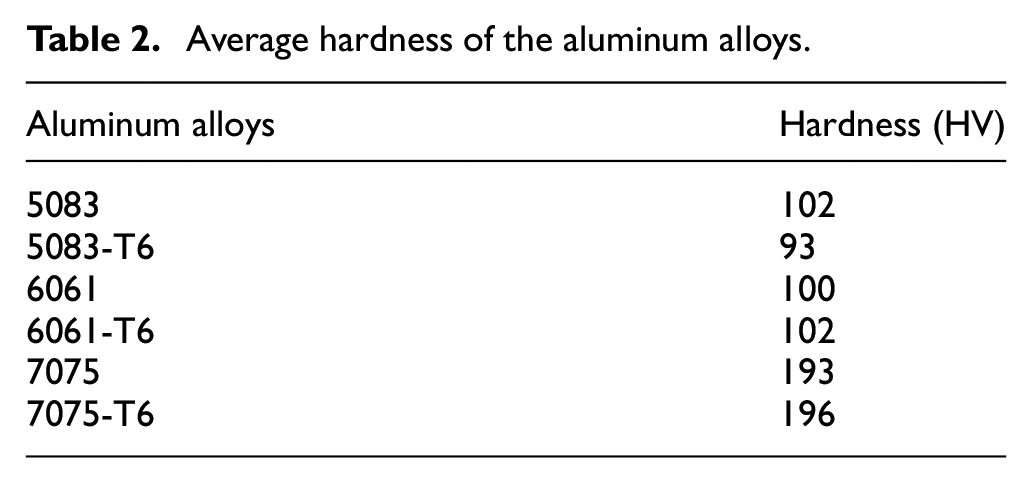
The appearance and dimensions of the test pieces are shown in Figure 2. The surface roughness of the aluminum alloys was about Ra 0.5 μm. The hardness of the forging die steel for the aluminum alloys is about 750 HV. Hence, a similar hardness of SUJ2 steel was selected as the test piece. The material contents were as shown in Table 1. To improve the mechanical properties and dimensional stability, T6 treatment was used 27 : solution heat treatment (530°C, 2 h)→artificial aging (175°C, 8 h). SUJ2 ball sliding on the aluminum 5083, 5083-T6, 6061, 6061-T6, 7075, and 7075-T6 was carried out to understand the influence of T6 treatment on the wear. The average hardness values of the aluminum alloys are shown in Table 2.

The size and shape of the specimens.
Contents of the three materials (wt.%).

Average hardness of the aluminum alloys.
Experimental procedures
The rotating speed of the disk was 65.9 rpm. The radius of the circular wear track was 29 mm. The sliding speed was set as 200 mm/s. The normal loads were 30 N and 60 N, respectively. The experimental parameters are shown in Table 3. The dynamic variation of the friction coefficient was measured during the tests. After each test, the worn surfaces of the specimens were invested by optical microscopy, and wear particles were qualitatively observed by SEM. All tests were carried out under dry friction conditions. The room temperature was 22°C ± 3°C, and the relative humidity was 65% ± 5%.
Experimental parameters.

Results and discussion
Responses of friction coefficient
The authors used the number of changes in the friction coefficient per 10 m of sliding distance as an index to measure the frequency. The amplitude of changes in the friction coefficient was the difference between the peak and the average curve. Under a lighter load of 30 N, The friction coefficients of SUJ2 steel ball sliding on the aluminum 5083 and 5083-T6, 6061 and 6061-T6, and 7075 and 7075-T6 are shown in Figure 3(a) to (c), respectively.
The dynamic friction coefficient for different aluminum alloys: (a) 5083 and 5083-T6, (b) 6061 and 6061-T6, and (c) 7075 and 7075-T6, under a lighter load of 30 N.
Figure 3(a) shows that the friction coefficient of 5083 greatly fluctuated from 0.7 to 1.2 at the friction distance of 0–5000 mm. This indicated that the variations of wear of 5083 may be very large during the running-in period. The friction coefficient gradually decreased and then was maintained between 0.65 and 0.85 after the friction distance of 5000 mm. The average value of the friction coefficient was about 0.7. Moreover, this figure showed that the friction coefficient of 5083-T6 varied from 0.6 to 0.7. The average friction coefficient of 5083-T6 was about 0.65, which was only slightly smaller than that of 5083. During the friction process, the frequency and average amplitude of the change of the friction coefficient for 5083 were 24 and 0.1, respectively. The frequency and average amplitude of the change of the friction coefficient of 5083-T were 22 and 0.09, respectively. Generally speaking, 5083 is not often treated with T6 in industry applications. According to the results, the improvement of aluminum 5083 by T6 treatment was not obvious.
The Mg content of aluminum 5083 is 4%–4.9%, while the Mg content of aluminum 6061 is only 1.2%. Since Mg is a hexagonal close-packed lattice, its plasticity is lower. Hence, the dynamic friction coefficient of aluminum 6061 is significantly larger than that of aluminum 5083, as shown in Figure 3(b). The friction coefficient varied from 0.8 to 1. The average friction coefficient was about 0.2 higher than 5083. During the friction process, the frequency and average amplitude of the change of the friction coefficient for 6061 were 32 and 0.15, respectively. The frequency and average amplitude of the change of the friction coefficient of 6061-T were 33 and 0.13, respectively. Aluminum 6061 after T6 treatment was commonly used in industry. The average friction coefficient was about 0.6, varying between 0.5 and 0.7, which was moderately less the non-T6 treated alloy.
Another high-strength aluminum-zinc-copper alloy is aluminum 7075, and its maximum hardness can reach 196 HV after T6 treatment. The average friction coefficient of aluminum 7075 was about 0.58, which varied from 0.45 to 0.65 during the friction distance of 5–36 m, as shown in Figure 3(c). However, when the friction distance exceeded 36–38 m, the friction coefficient rapid increased to 1.05 and then dropped to about 0.62. Finally, the friction coefficient stabilized at 0.62 and varied from 0.6 to 0.8. A similar phenomenon occurred for aluminum 7075-T6 after the friction distance of 80 m, and the friction coefficient obviously increased from 0.35 to 0.58. Overall, T6 treatment can significantly reduce the friction coefficient of aluminum 7075. During the friction process, the frequency and average amplitude of the change of the friction coefficient for 7075 were 18 and 0.07, respectively. The frequency and average amplitude of the change of the friction coefficient of 7075-T were 50 and 0.06, respectively.
It can be observed from above that aluminum 7075 exhibited the lowest friction coefficient compared with 6061 and 5083. After T6 treatment, the average friction coefficients of 7075 and 6061 were obviously reduced. The frequency and amplitude of the friction coefficient of the three aluminum alloys were significantly different. For example, dynamic friction coefficient of the aluminum 5083 showed mainly a high frequency and high amplitude, but it exhibited a low frequency and low amplitude during friction distances of 40–50, 65–75, and 78–84 m (marked i in Figure 3(a)). Aluminum 6061 exhibited the highest frequency and amplitude, while aluminum 7075 exhibited the lowest frequency and amplitude.
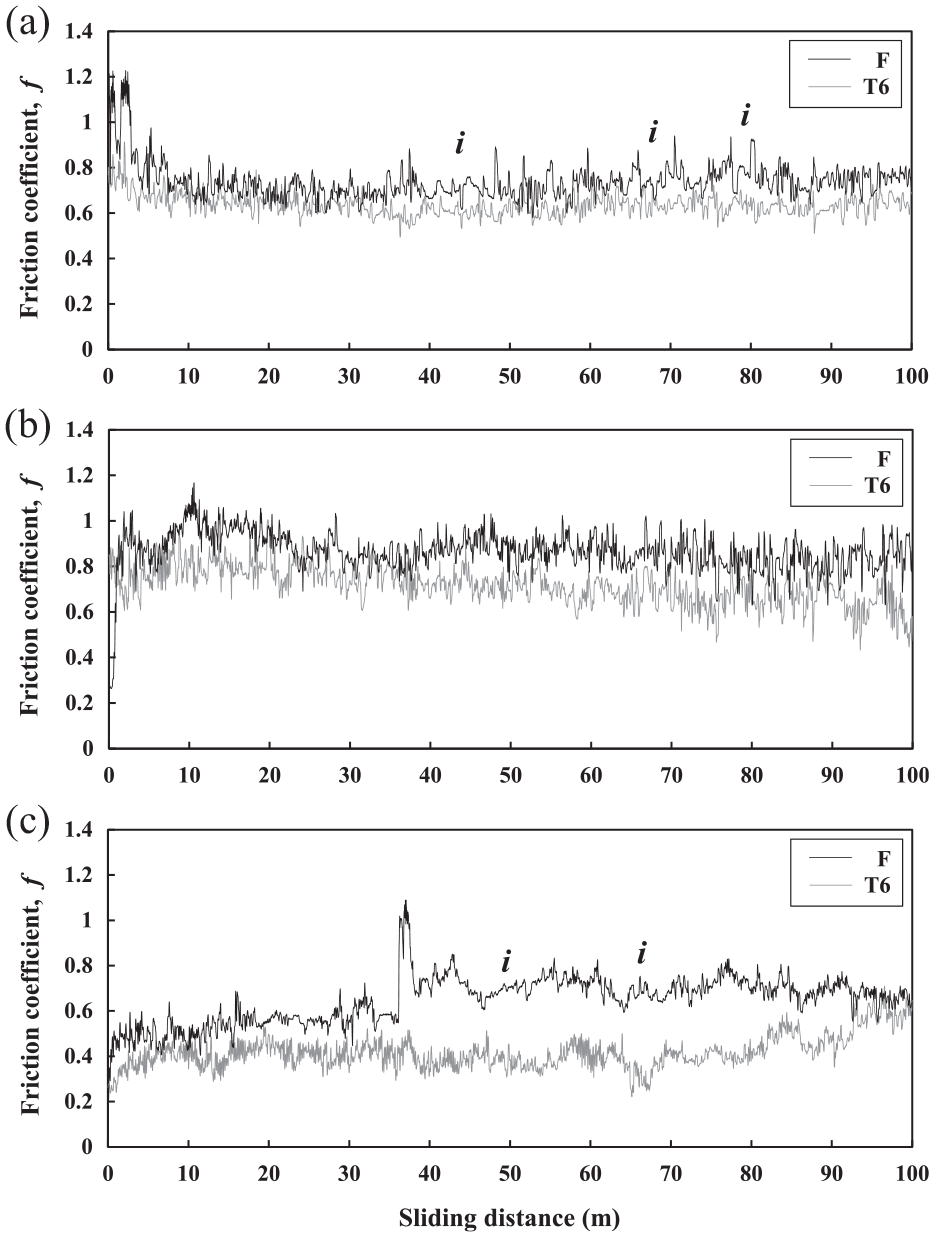
Normal loads affect the pressure of the contact surfaces. Under a heavier load of 60 N, the friction coefficients of SUJ2 steel ball sliding on the different aluminum alloys 5083 and 5083-T6, 6061 and 6061-T6, and 7075 and 7075-T6, are shown in Figure 4(a) to (c).

The dynamic friction coefficient for different aluminum alloys: (a) 5083 and 5083-T6, (b) 6061 and 6061-T6, and (c) 7075 and 7075-T6, under a heavier load of 60 N.
Figure 4(a) clearly shows that the average friction coefficient of aluminum 5083 was about 0.55 and, the amplitude varied from 0.5 to 0.6, which was smaller than that shown in Figure 3(a). Figure 4(a) shows that the friction coefficient of aluminum 5083-T6 was also lower than that of 5083, especially at the friction distance of 27–33, 54–56, and 88–100 m, the friction coefficient was only 0.42 (marked i). During the friction process, the frequency and average amplitude of the change of the friction coefficient for 5083 were 80 and 0.05, respectively. The frequency and average amplitude of the change of the friction coefficient of 5083-T were 77 and 0.05, respectively.
Figure 4(b) shows that the average friction coefficient of aluminum 6061 was about 0.55, slightly larger than that of aluminum 6061-T6, and the frequency of the friction coefficient for 6061 and 6061-T6 were similar to that of 5083 and 5083-T6, as shown in Figure 4(a). During the friction process, the frequency and average amplitude of the change of the friction coefficient for 6061 were 144 and 0.06, respectively. The frequency and average amplitude of the change of the friction coefficient change of 6061-T were 145 and 0.05, respectively.
Figure 4(c) shows that the average friction coefficients of aluminum alloys 7075 and 7075-T6 were 0.4 and 0.45, respectively. Moreover, their frequencies were very different. The friction frequency of aluminum 7075 was mainly low frequency and low amplitude, while the friction frequency of aluminum 7075-T6 exhibited a high frequency and low amplitude at the friction distance of 0–40 m (marked j). During the friction process, the frequency and average amplitude of the change of friction coefficient for 7075 were 12 and 0.03, respectively. The frequency and average amplitude of the change of the friction coefficient of 7075-T were 44 and 0.03, respectively.
It can be seen from Figure 4 that, the friction coefficient of the aluminum alloys 5083, 5083-T6, 6061, and 6061-T6 tended toward value of 0.55. Aluminum 7075 exhibited the lowest friction coefficient of about 0.4. Furthermore, by distinguishing the amplitude of the friction, we found that the amplitudes of 6061 and 6061-T6 were the largest, followed by 5083 and 5083-T6, and the amplitudes of 7075 and 7075-T6 were the lowest. This trend was same as under the lighter load of 30 N.
Combining Figures 3 and 4, it can be seen that the values of the friction coefficients of these aluminum alloys after T6 treatment showed a decreasing trend, the average values decrease about 9%. However, the average amplitude of the friction coefficients did not change significantly. For the two aluminum alloys 5083 and 6061, T6 treatment did not significantly affect the frequency of the change of the friction coefficient. However, for 7075, T6 treatment significantly affected the frequency of the change of the friction coefficient. With increasing loads, the frequency of the change of the friction coefficient increased obviously. However, the average amplitude of the friction coefficient decreased with the increase of load.
Wear loss
The results of the average wear loss are shown in Figures 5 and 6. These represent the average value of three experiments. Overall, the wear loss of 6061 was greater than that of the other two materials.

Average wear loss of the different aluminum alloys under a lighter load of 30 N.
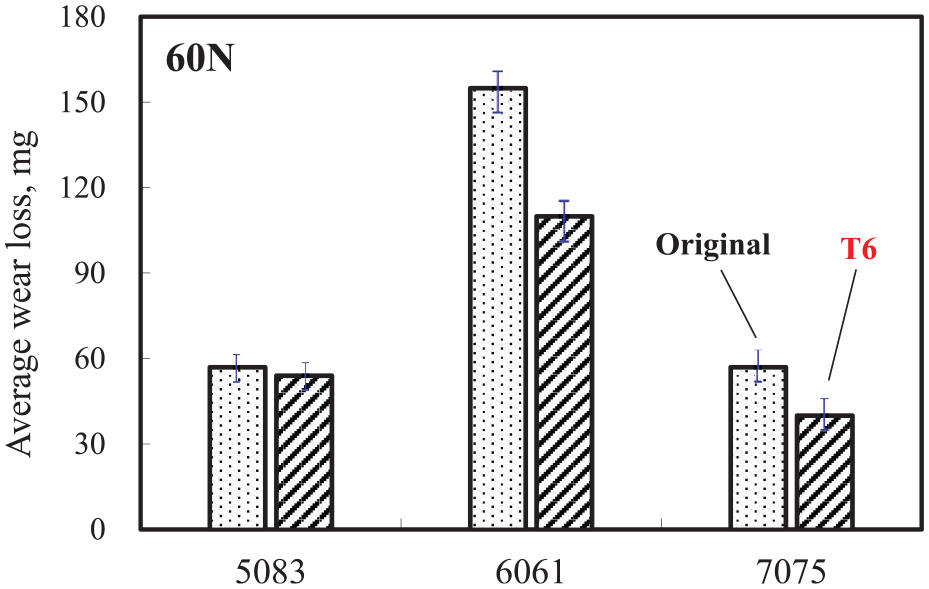
Average wear loss of the different aluminum alloys under a heavier load of 60 N.
Figure 5 show that T6 treatment could only slightly reduce the wear loss of the three materials under a lighter load of 30 N. In contrast, Figure 6 shows that T6 treatment could significantly reduce the wear loss of 6061 and 7075 under a heavier load of 60 N. However, the reduction of the wear loss of 5083-T6 was less obvious.
Optical microscopy of worn surface
The steel ball itself was not worn, and there was obvious aluminum alloy metastasis on the ball. OM images of the wear surface on the aluminum alloys under a lighter load and heavier load are shown in Figures 7 and 8, respectively.

Optical micrograph of wear scratches for different aluminum alloys. (a) 5083, (b) 5083-T6, (c) 6061, (d) 6061-T6, (e) 7075, and (f) 7075-T6, under a lighter load of 30 N.
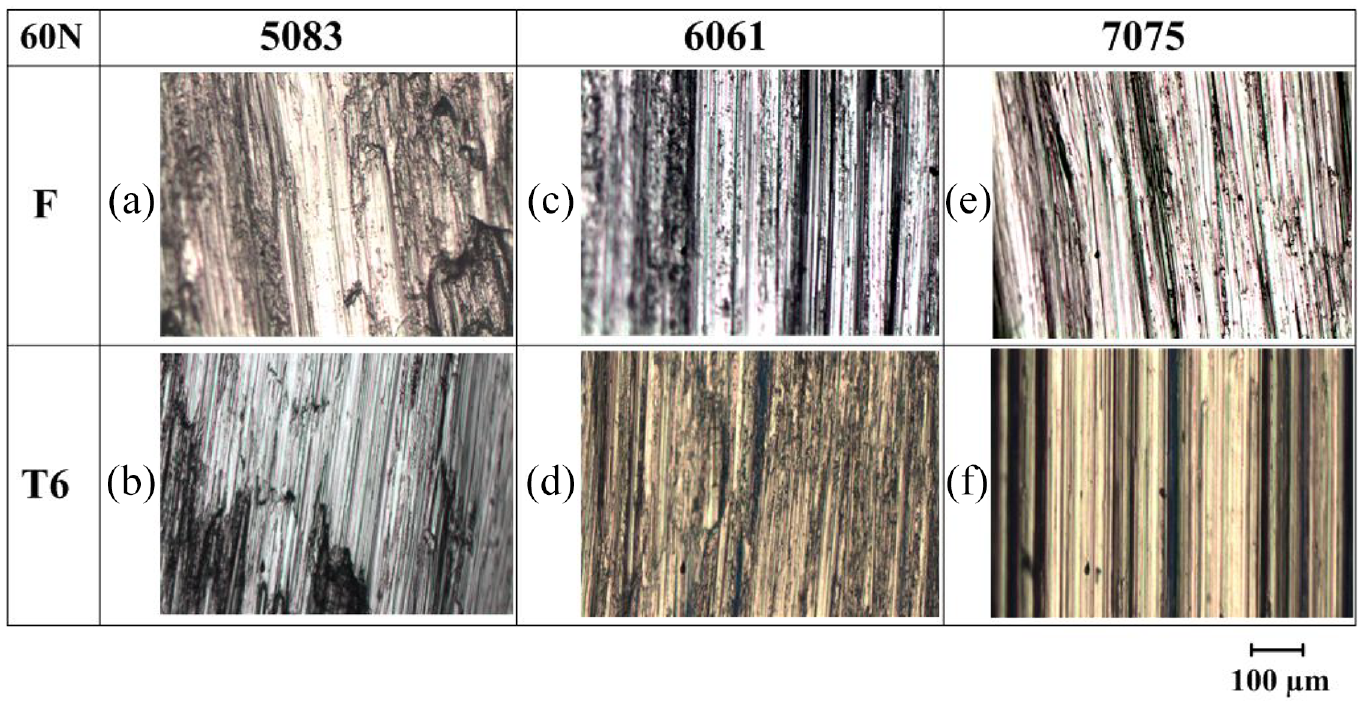
Optical micrograph of wear scratches for different aluminum alloys. (a) 5083, (b) 5083-T6, (c) 6061, (d) 6061-T6, (e) 7075, and (f) 7075-T6, under a heavier load of 60 N.
Figure 7(a) shows many fine scratches and small protruding points distributed on the wear surface of aluminum 5083 along the friction direction, meaning that the adhesion phenomenon occurred during the friction process. Figure 7(b) also shows many fine wear scratches and small protruding points on the wear surface of aluminum 5083-T6, and the phenomenon of material adhesion did not decrease. This indicates that T6 treatment does not affect the wear behavior of aluminum 5083. The variation of the friction coefficient of aluminum 6061 was more severe than that of 5083, as shown in Figures 3 and 7(c) shows that the scratching was wider than for 5083, and the material adhesion was noticeable, so the wear scars were filled with adhesive material. When aluminum 6061 underwent T6 treatment, as shown in Figure 7(d), the wear scratches narrowed and adhesion phenomenon was significantly reduced, which indicates that the wear behaviors of aluminum 6061 and 6061-T6 were different. Figure 7(e) shows that the wear scratches of aluminum 7075 were more linear than those of 5083 and 6061, and there was little protruding point adhesive on the wear surface, but the adhesion phenomenon was inconspicuous when aluminum 7075 underwent T6 treatment, as shown in Figure 7(f). This suggested the ploughing phenomenon was obvious for aluminum 7075-T6.
Compared to the lighter load of 30 N, it is clearly shown in Figure 8 that the width of the wear scratches at a heavier load of 60 N for each alloy was increased. This was especially the case for 5083 and 5083-T6, as shown in Figure 8(a) and (b). The adhesion phenomenon was not reduced, so the wear surface became uneven. Figure 8(c) shows that the adhesion phenomenon for 6061 was reduced, but for 6061-T6 Figure 8(d) shows no significant difference. Figure 8(e) and (f) show that the wear scratches for 7075 and 7075-T6 were similar to those generated under the lighter load of 30 N.
Observation of the wear surface showed that the width of the wear scratches increased with the normal load and decreased with T6 treatment. The friction surfaces of 5083 and 5083-T6 had obvious adhesion. The adhesion phenomena, such as the protruding point’s distribution, were not changed under a normal load, but were obviously changed by T6 treatment. The friction surfaces of aluminum alloys 6061 and 6061-T6 had adhesion phenomena and ploughing scratches. The friction surfaces of aluminum alloys 7075 and 7075-T6 almost presented ploughing scratches.
SEM observation of wear particles
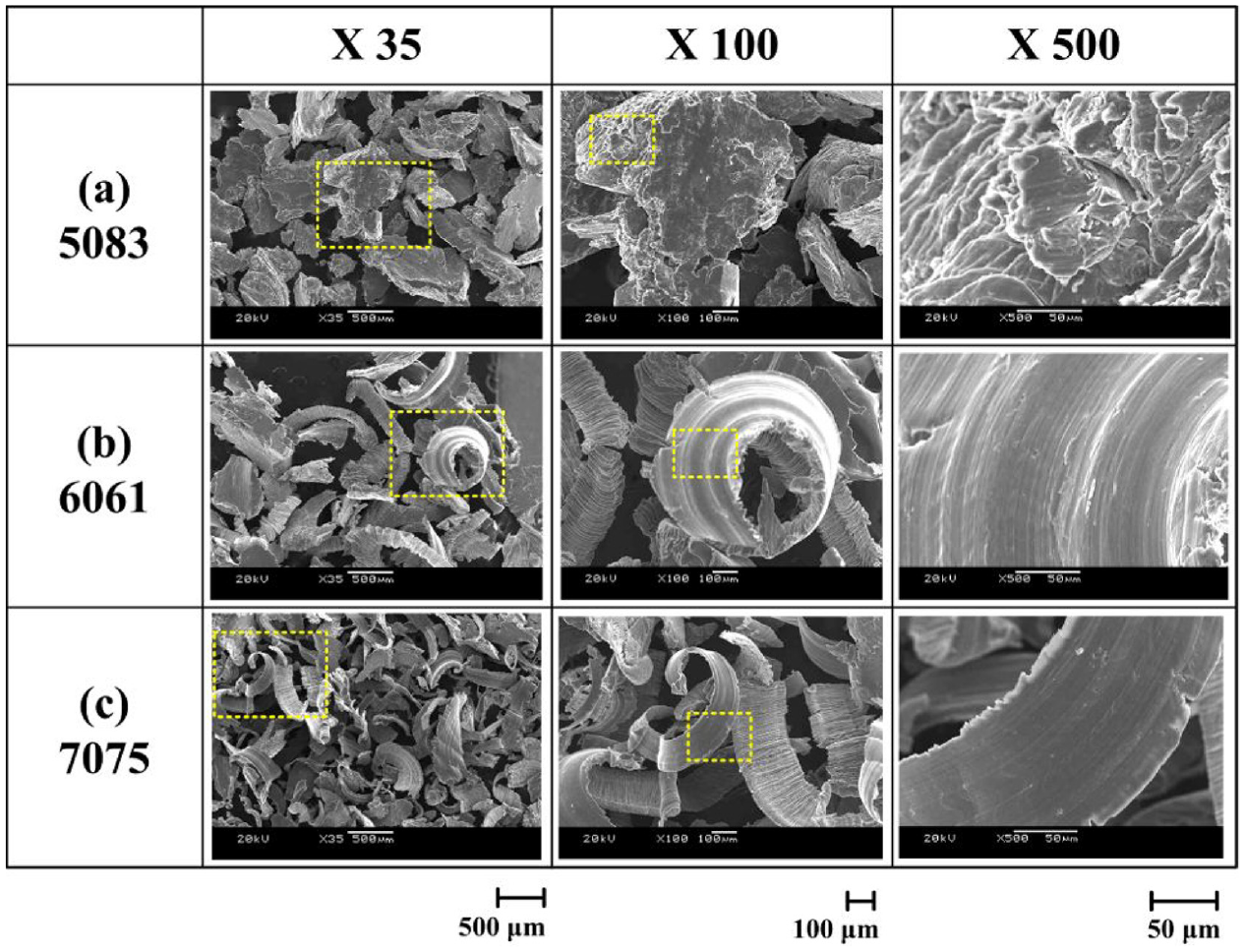
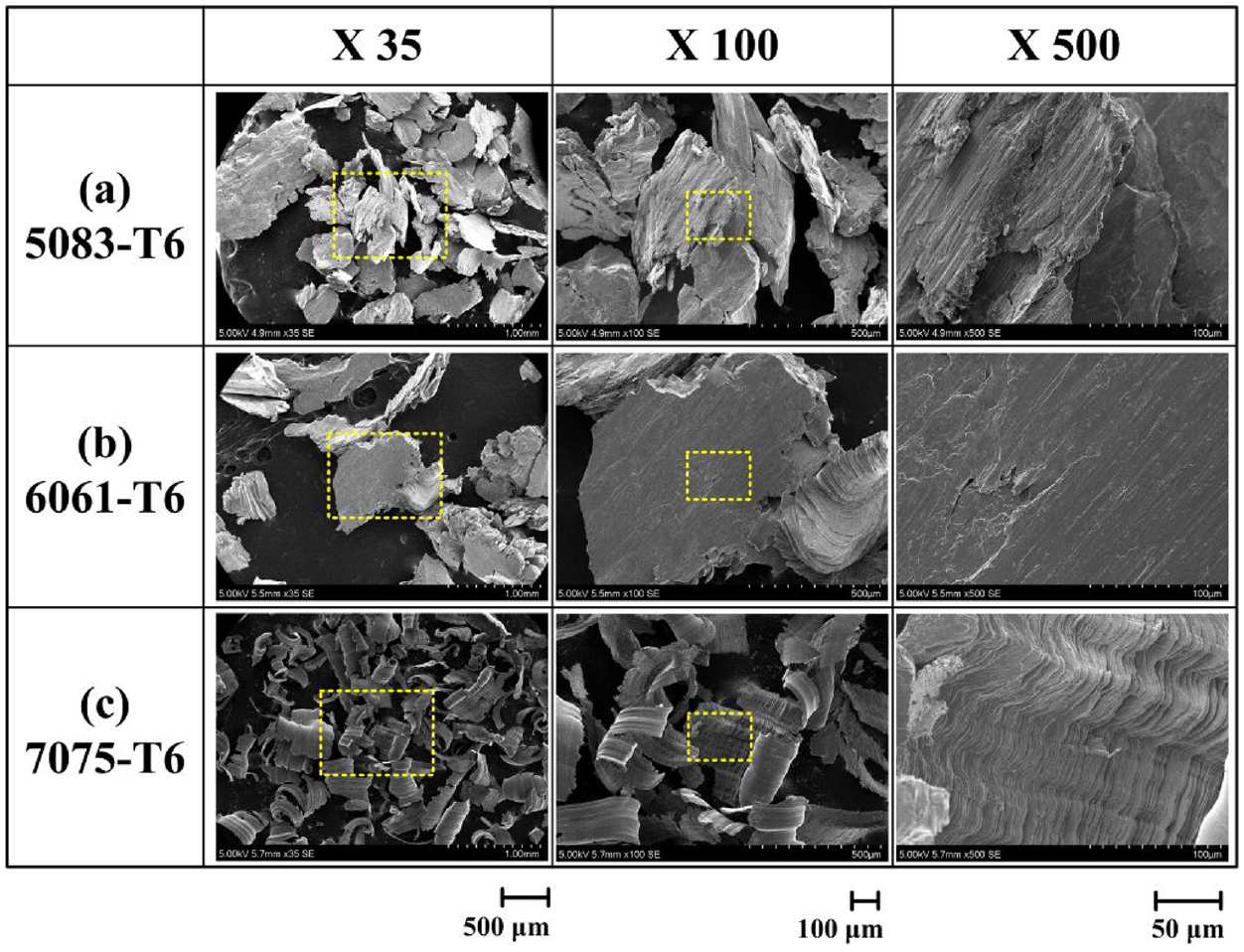
SEM micrographs of wear particles of the aluminum alloys and those with T6 treatment under a lighter load of 30 N are shown in Figures 9 and 10, respectively. The size of distribution of the wear particles of Figures 9 and 10 is shown in Table 4. It can be seen from Figure 9(a) that, the shape of wear particles of aluminum 5083 was a flakes, and a mica-like structure could be observed on its surface in a partially enlarged photograph, which indicated that a serious adhesion phenomenon had occurred on the wear interface.28,29 Figure 10(a) shows that the wear particles of aluminum 5083-T6 were similar to those of 5083, but the mica-like structure was reduced.

SEM micrographs of maximum wear particles for the different aluminum alloys: (a) 5083, (b) 6061, and (c) 7075, under a lighter load of 30 N.

SEM micrographs of maximum wear particles for the different aluminum alloys: (a) 5083-T6, (b) 6061-T6, and (c) 7075-T6, under a lighter load of 30 N.
The size of distribution of the wear particles under a lighter load of 30 N.

Figure 9(b) shows that the shapes of wear particles of aluminum 6061 consisted of flakes and long tongues. The shape of the long tongue particles was stretched on the outside and squeezed on the inside, with a slender curl. Normal load, tangential load, and their resultant forces may act on the wear particles. Ploughing is a shear deformation phenomenon. Moreover, extrusion deformation can lead to reduced thickness of the deformed particle. Figure 10(b) shows that the wear particles of aluminum 6061-T6 consisted of more tongue shapes. The appearance of the tongue-like particles was straight and slender and the edges were serrated, indicating that the material was torn when the steel ball ploughed the surface, showing the extensibility of the material was reduced.
Figure 9(c) shows that the wear particles of aluminum 7075 were also tongue-like structures, but they were shorter and flake-like. Microscopic observation showed the structure had an extruded and stacked appearance similar to that of aluminum 6061, as shown in Figure 9(b). However, the appearance was curved and short, indicating that it was caused by short ploughing. Moreover, the appearance of the 7075-T6 wear particles was also a short tongue structure, as shown in Figure 10(c). It is worth noting that the appearance was fine and the width of the particles was only about one-third that of 7075. This suggests the surface hardness of the material after T6 treatment was increased, so the penetration depth of the steel ball was reduced.
SEM micrographs of wear particles of the aluminum alloys and those with T6 treatment under a heavier load of 60 N are shown in Figures 11 and 12, respectively. The size of distribution of the wear particles of Figures 11 and 12 is shown in Table 5. Figure 11(a) shows that the size of the wear particles of aluminum 5083 under a heavier load of 60 N was larger than those under the lighter load of 30 N. They were also flakes and had a mica-like structure on the particle surface. The wear particles of 5083-T6 included both small flakes and large flakes, as shown in Figure 12(a).
SEM micrographs of maximum wear particles for the different aluminum alloys. (a) 5083, (b) 6061, and (c) 7075, under a heavier load of 60 N.
SEM micrographs of maximum wear particles for the different aluminum alloys. (a) 5083-T6, (b) 6061-T6, and (c) 7075-T6, under a heavier load of 60 N.
The size of distribution of the wear particles under a heavier load of 60 N.

Figure 11(b) shows that the shapes of the wear particles of aluminum 6061 consisted of flakes and long tongues. However, the tongue-like wear particles were more curled and wider than those produced under the lighter load. As shown in Figure 12(b), the wear particles of aluminum 6061-T6 also had a sheet shape and tongue shape. Part of the flake structure was large and thick, and the microstructure was crushed.
Figure 11(c) shows that the wear particles of aluminum 7075 exhibited a short tongue-like structure, similar to that produced under a lighter load. The wear particles of 7075-T6 also had a short tongue structure, as shown in Figure 12(c). However, the thickness was reduced and they were wider under the lighter load.
The wear particles of aluminum alloys 5083, 5083-T6, 6061, and 6061-T6 were significantly different, but the average friction coefficients were all about 0.55 under the heavier load, which means that the materials of the contact surface were yielding. The wear mechanisms transferred from asperity removal to junction growth, so the changes of the friction coefficient were not obvious. 30 The formation of wear particles of aluminum 5083 were mainly by adhesion and T6 treatment had little effect on the appearance of the wear particles. The wear particles of aluminum 6061 with T6 treatment showed a trend of less adhesion and more ploughing. For aluminum 7075, the wear particles were produced by short ploughing, and the appearance of the wear particles after T6 treatment showed a finer change under the lighter load, while the appearance showed a shorter change under the heavier load.
Overall, the results showed that the width of the wear particles was proportional to the normal load. T6 treatment can slightly reduce the length and width of wear particles. According to Tables 4 and 5, the size of wear particles is average reduced about 16% by T6 treatment. In terms of the size of wear particles, aluminum alloys 6061 and 6061-T6 had the longest, aluminum alloys 5083 and 5083-T6 ranked second, and aluminum alloys 7075 and 7075-T6 had smaller wear particles. Compared with the results in Figures 5 and 6, we found that the longer the wear particles, the greater the wear loss. In addition, based on the frequency and amplitude of the friction coefficients in Figures 3 and 4, aluminum alloys 6061 and 6061-T6 had the highest, and aluminum alloys 7075 and 7075-T6 the lowest. These findings proved that the longer the wear particle, the greater the wear amount, and the higher the frequency of the change of the friction coefficient.
Wear mechanisms of the aluminum alloys
By considering the above results alongside the previous studies by the authors,28–30 the wear mechanisms that describe the effects of T6 heat treatment on friction and wear of SUJ2 steel sliding against aluminum alloys are proposed.
Figure 13(a) shows that flake-like particles with some wedge particles resulted from medium adhesion at the junction growth regions for aluminum 5083. The wear was generally to a moderate degree. The main alloying element of 5083 is magnesium, which is a hexagonal close-packed lattice, meaning its plasticity is lower and it has good machinability. In contrast, wedge particles with some flake-like particles resulted from lower adhesion at the junction growth regions for 5083-T6. Little effect was obtained with T6 heat treatment on the appearance of wear particles of aluminum 5083.

Wear mechanisms of SUJ2 steel sliding against aluminum alloys: (a) 5083 and 5083-T6, (b) 6061 and 6061-T6, and (c) 7075 and 7075-T6.
Figure 13(b) shows that long ploughing particles with some flake-like particles resulted from lower adhesion for aluminum 6061. The wear mechanism of the small adhesion was in line with the excellent processing performance of 6061, which is speculated to be related to the content of magnesium and silicon; the lower adhesion to the steel ball was presumably due to the higher magnesium and silicon content. Moreover, ploughing particles with a few flake-like particles resulted from the smaller adhesion at the grooving regions for 6061-T6. Therefore, T6 treatment caused the wear particles of aluminum 6061 to show a trend of less adhering particles and more ploughing particles.
Figure 13(c) shows that short ploughing particles with few flake-like particles resulted from lower adhesion at the grooving regions of aluminum 7075. This indicates the effects of high Zn content and harder surfaces. An increase in the hardness of the aluminum alloy leads to a decrease in ductility, so the wear particles become shorter. Moreover, short and thin ploughing particles resulted from smaller adhesion at the grooving regions for aluminum 7075-T6. Therefore, T6 treatment caused the wear particles of aluminum 7075 to be thinner, with shorter ploughing particles.
This study found that the sliding wear of the aluminum 5083/6061/7075 is mainly due to the adhesive effect, which is consistent with the results observed in the related literature.24–26 However, the transformations of the wear mechanism due to the load or heat treatment are not included in these literatures. Therefore, the effects of T6 treatment on the transformation of wear for the aluminum 5083/6061/7075 are proposed according to the mechanisms in Figure 13. The difference in wear of the aluminum alloy 5083 and 5083-T6 was small. However, the effects of T6 treatment on the wear of the aluminum 6061/7075 were notable. T6 treatment not only shows a trend of less adhering particles, but also be thinner, with shorter ploughing particles.
Conclusions
Variations of friction coefficient were used to monitor the wear characteristics of SUJ2 steel ball sliding on the aluminum alloys 5083, 6061 and 7075. The wear surface of the test piece was observed by optical microscope, and the wear particles were examined under a scanning electron microscope. We compared the outcomes with the wear characteristics of the aluminum 5083-T6, 6061-T6, and 7075-T6. From the experimental results, the following conclusions have been drawn:
The values of friction coefficient of these aluminum alloys after T6 treatment decrease about 9%. However, the average amplitude of the friction coefficient did not change significantly. For the two materials 5083 and 6061, T6 treatment did not significantly affect the frequency of the change of the friction coefficient. However, T6 treatment significantly affected the frequency of the change of the friction coefficient for 7075.
The friction surfaces of aluminum alloy 5083 and 5083-T6 showed an obvious adhesion phenomenon. The friction surfaces of aluminum alloy 6061 and 6061-T6 had both adhesion and ploughing scratches. The friction surfaces of aluminum alloy 7075 and 7075-T6 only showed ploughing scratches. As a result, the wear loss of 6061 and 6061-T6 was significantly larger than that of the other two aluminum alloys.
The width of the wear scratch increased with the normal load and decreased with T6 treatment. Normal load, tangential load, and their resultant forces acted on the wear particles, resulting in shear deformation and extrusion deformation.
The formation of wear particles of aluminum 5083 were mainly by adhesion and T6 treatment had only a small effect on the appearance of the wear particles. For aluminum 6061, T6 treatment led to less adhesion and more ploughing. For aluminum 7075, the wear particles were mainly produced by short ploughing.
The appearance of the wear particles after T6 treatment was thinner under the lighter load, while a shorter shape occurred under the heavier load. The size of wear particles is reduced about 16% by T6 treatment.
The longer the wear particle, the greater the wear amount, and the higher the frequency of the change of the friction coefficient.
The wear mechanisms of the aluminum 5083/6061/7075 before and after T6 treatment were proposed. T6 treatment not only shows a trend of less adhesion, but also produces thinner and shorter ploughing particles.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to express their appreciation to the Ministry of Science and Technology, Taiwan, R. O. C. for their financial support under grants MOST 110-2221-E-168-004.