
Abstract
Nowadays metal matrix composite materials are preferable in automotive and aerospace industries due to their mechanical properties and essentially attractive strength to weight ratios. However, their availability in use is limited because of their manufacturing method difficulty and process extravagancy. The aim of this research was to fabricate metal matrix hybrid composite through a novel approach thermo-mechanical method called friction stir consolidation (FSC) process. XRD result witnessed the presence of SiC, ZrO2, and AZ61 alloy phases. Different compositions of AZ61, SiC, and ZrO2 powder were taken into consideration and the progression of the FSC process were examined through properties of compressive strength, hardness, density, and porosity. For instance, the compressive yield strength of composition 85%Vol. of AZ61, 10%Vol. of ZrO2, and 5%Vol. of SiC accounts 164.2 MPa with an acceptable 2.2451 g/cm3 and 0.593% density and porosity respectively. However, when the strength to weight ratio was taken into consideration, 95%Vol. of AZ61, 2.5%Vol. of ZrO2, and 2.5%Vol. of SiC composition attained highest strength to weight ratio value. Additionally, the compressive yield strength value increased directly proportional with the ZrO2 volumetric composition. Likewise, the fractured surface of sample acquired highest strength to weight ratio was examined through SEM Fractography analysis.
Keywords
Introduction
Composite materials are a combination of two or more materials in which every single material has its own desirable property contribution which partakes in the final property of the composite. 1 Primarily, the selection of reinforcements and matrix materials are on the basis of their contribution on the final composite product. For instance, the primary reason for the selection of matrix material is their less density and wettability property to bear less weight, so that high strength to weight ratio can be achieved. 2 However, the synthesis processes through which the materials pass significantly affect the final property of the composite material. 3 Furthermore, according to researchers the property of a metal matrix composite with the same composition but synthesized through different predominant processes such as; stir casting and powder metallurgy possessed different property.4,5
Magnesium matrix is preferred by most researchers for the manufacturing of metal matrix composite due to its attractive less density and wettability property. However, their wear resistance is limited, for this reason reinforcement such as; SiC, Al2O3, and TiC are added to improve their wear resistance property. Application areas of magnesium metal matrix composites are piston, brake components, and steering shafts are some of Magnesium matrix composite. 6 In fabrication of magnesium matrix composite, processes such as; stir casting, powder metallurgy, friction stir processing, and squeeze infiltration technique have been implemented and results showed that the addition of MoS2 and TiC improves the wear property of the matrix and good wettability property were achieved. 7 Magnesium matrix composite is alternatively preferable than aluminum matrix composite due to it has less density and high strength to weight ratio in addition to its wettability property. 8
Magnesium alloy (AZ61) is one of the most important materials for reduction of density as low as 1.8 g/cm3 and improvement of specific strength of the product when mixed with reinforcements. In addition to that, AZ61 contains Aluminum and Zinc with higher percentage 6.4% and 0.74% respectively as shown in Table 1. In this research, to achieve remarkable properties such as; hardness, wear resistance, and high-temperature resistance; SiC and ZrO2 were reinforced in metal matrix material. Since ZrO2 in comparison to other oxide ceramic (such as alumina) zirconia shows superior property (toughness, strength, fatigue resistance, fracture strength, and low elasticity) in addition to the excellent wear resistance property. 9
Chemical composition of AZ61-Mg alloy.

Silicon carbide is one of reinforcement which is mostly preferred by researchers due to its attractive property improving such as; good ultimate compressive strength, corrosion resistance, wear resistance, and fatigue resistance when it is used as reinforcement to metal matrix composites. 10 Additionally, researchers reveal that increasing the composition of SiC on the matrix of Mg increases the strength and hardness of a composite. 11 Researchers Conducted experiment through powder metallurgy process by varying different percentage weight of SiC (3, 6, 9%wt), results revealed that, as the composition of SiC increases or at higher composition of SiC (9 wt%), the compressive strength recorded higher 169 MPa and Vickers hardness value of 66.9. 10 Likewise, at 9 wt% of SiC the minimum corrosion rate was recorded about 0.000142 mm/year. Additions in composition of SiC in magnesium alloy matrix results in enhancement of hardness property. 12 However, addition at higher ratio of SiC declines the ductility property of the composite. In addition to this, authors stated Mg should be reinforced with titanium based reinforcement to enhance the ductility property.
The contribution of ZrO2 in the magnesium alloy of AZ61 metal matrix enhances the wear resisting property of a composite. 6 Likewise, researchers studied the effects of ZrO2 in AZ31 magnesium alloy and results depicts that there was an improvement in yield strength of a base material from 137 to 217 MPa of ZrO2 reinforced magnesium alloy AZ31. 13 This shows that, the influence of ZrO2 in magnesium alloy matrix is not only wear property enhancement but also yield strength.
FSC working principle basically relies on the heat generated due to the existence of friction between the precursor and the non-consumable dies. This will result the precursor or chips in plastic deformation with the help of compressive force. 14 The following Figure 1 shows the arrangement of the rotating die, backing plate, and chamber. Due to the compressive force and rotational effect of the rotating die, heat will be generated inside the chamber then the produced heat will result in plasticizing of the precursor. Backing plate and chamber holds the precursors and exposes the particles for the rotating die. The compressive force is used to increase the friction. The heat produced as a result of frictional force, the weldment of AA6061 wastes or consolidations among precursors were occurred. 15 Friction stir consolidation is a solid state consolidation process in which the powder or particles are joined when the recrystallization temperature reaches and pressed under high pressure.

Procedure of FSC process.
There are different types of MMCs manufacturing process. For instance, the most dominant bulk MMC manufacturing processes are stir casting and powder metallurgy in which the powder of the matrix material is melted and stir will be carried out to uniformly distribute the reinforcements across the melted matrix materials. 16 While, the powder metallurgy is cold state processing, in which the desired composition of the matrix and reinforcements are thoroughly mixed before they are exposed to high pressure in a given chamber. Then due to the high pressure exposure of powder with the given specified volume, powder turned into a solid part.
As every process has its own drawbacks; for instance, stir casting has major drawbacks like, porosity and wastage. Even if, flexibility is the main drawback of powder metallurgy process, it permits a wide variety of alloy systems and provides good surface finish. However, the strength and toughness of powder metallurgy products are poor due to the compaction formed by the powder that the internal pores cannot be eliminated completely. Therefore, the powder metallurgy process cannot provide high toughness for the product as compared to stir casting process. In stir casting process the existence of heat helps the product to improve the melted matrix material take the vacant space or pores since the melted material is viscous. Furthermore, there will be porosity formation still exists in stir casting process, which is very difficult process to eliminate the air bubbles out of the mold. In powder metallurgy process pressure plays a critical role in removing internal pores. While, in stir casting viscosity property of the melted matrix plays a critical role in reducing pores. FSC is a process which contains a thermo mechanical process in which pressure and heat (produced by friction) can be used simultaneously with the best possible amount to produce or fabricate MMC at a better property and minimum pores as compared to stir casting and PM process.
In friction stir consolidation processing, the frictional heat generation should not be required to be very high as long as sufficient heat is generated for plasticizing the matrix material. For instance, experiment on the material of Ti-6Al-4V and 304 stainless steel; the author stated that the welding bond between two materials was very attractive at temperature of 750°C–800°C, relative to a temperature above 825°C. 17 Additionally, they found good ultimate shear strength, by using 5 MPa of bonding pressure. Investigation on the tool wear characteristics of TI-6Al-4V after successfully welded it through friction stir welding by using tungsten carbide tool which possesses a hardness of 344VHN and 910 MPa of yield strength after annealing. 18 Authors considered a titanium alloy of dimension of 2 mm thickness, 100 mm × 50 mm length and width respectively. Authors found successful weld bond by considering five different rotational speeds (1500, 1250, 1000, 700, 500). This shows that, the given speed ranges were capable enough to create a sufficient frictional heat to plasticize the titanium alloy in 1 min. The study on the effect of rotational speeds on friction stir welded Ti4Al2V alloy revealed that the increment in rotational speed was directly proportional with the welded hardness. 19 This shows that, for every alloy there is a suitable rotational speed which can create a sufficient frictional heat for a specific material to reach at its plasticization temperature or temperature at which the sufficient bond between particles are created. Investigation on the mechanical property of AZ61 at different rotational speed and welding speed ratios resulted in joint efficiency of 102.4% at a rotational speed of 400 mm/min, this is an indication that the AZ61 could well plasticized by using a rotational speed of 1200 rpm in 400 mm/min. 20 In addition to this, a rotational speed of 400 rpm can create a sufficient bond which can score a weld efficiency of 87% at 200 mm/min of weld speed.
Literatures showed that very rare researches have been conducted on AZ61 magnesium alloy and almost none so far studied AZ61 alloy metal matrix composite through Friction stir consolidation process. In FSC process the material wastage, porosity, and processing time had been duly reduced as compared to stir casting and powder metallurgy process. Likewise, the obtained results showed that FSC is a promising processing technique for metal matrix composite production in contrast to different literature results of metal matrix composite processed under powder metallurgy and stir casting. In this research AZ61 magnesium alloy was taken as a matrix and as reinforcement SiC and ZrO2 were taken and processed under friction stir consolidation process. A promising physical and mechanical property result of hybrid metal matrix composite were obtained.
Materials and methods
Materials
In this research AZ61 magnesium alloy as a matrix, SiC and ZrO2 as reinforcement were used to fabricate a Magnesium matrix composite.
Methods
Friction stir consolidation process was used to fabricate Magnesium matrix composites.
Die material preparation method
A D2 die material was used as rotating and fixed chamber materials. D2 die material is preferred in a fact that it has high hot toughness and wear resistance property. 21 D2 tool steel chemical composition is given in Table 2. The D2 die material has been prepared or improved its hardness value from 19 HRC to 44 HRC with the help of quenching heat treatment process. In which the D2 material was heated at 900°C (Fours Nagat Furnace-44550 Montoir De Bretagne, France) which has maximum heating capacity of 1200°C and soaked for 30 min of time duration followed by oil quenching medium. Quenching process improved the hardness property of the D2 die material from average 19 HRC hardness value to 44 HRC, Which was measured by hardness testing machine of (Brooks Hardness Tester-Ras Model) where 150 kg load applied and diamond indenter with 120° inclination relying on ASTM E 18-07 standard.
Chemical composition of AISI D2 tool material.

For the purpose of ease of removals of samples from the fixed chamber, the fixed chamber was made split and assembled with four symmetry bolts. As shown in Figure 2 below with the given dimensions in mm. (1) fixed chamber, (2) rotating die, and (3) bolts.

The exploded and section view of 3D CAD model (a) and (b) actual die.
Preparation of metal matrix composite through friction stir consolidation process
In the first step, the desired composition of powder was mixed for 20 min to obtain uniform distribution by using high energy ball mixer. Likewise, 1/2 balls to powder ratio were taken during milling or mixing process and a 10 mm Zirconia balls were used. After mixing desired composition of powder, mixed powder was compacted at 20 N load by non-rotating die. Simultaneously, the SiC particles and ZrO2 were heated to 450°C for 5 h in a furnace. 22 The particles were preheated for the removal of surface oxidation, moisture, and improvement of wettability.
The rotating die was directly assembled to the rotating spindle of a milling machine and a fixed chamber was held firmly by the vice on the table of the milling machine as shown in Figure 3 below. The same weight of matrix and reinforcement were added into the chamber of the fixed chamber. In addition, the powder was pressed with an applied force of 20 N with a non-rotating die until the spongy effect of the powder was stopped, so that sufficient counteractive force can be occurred due to the pre-compacted powders for the initiation of frictional heat. Gradually, the rotating die descends until the load reaches the desired amount of 500 N simultaneously held for 7 min of consolidation time. Finally the fixed chamber was disassembled for the removal of the sample.
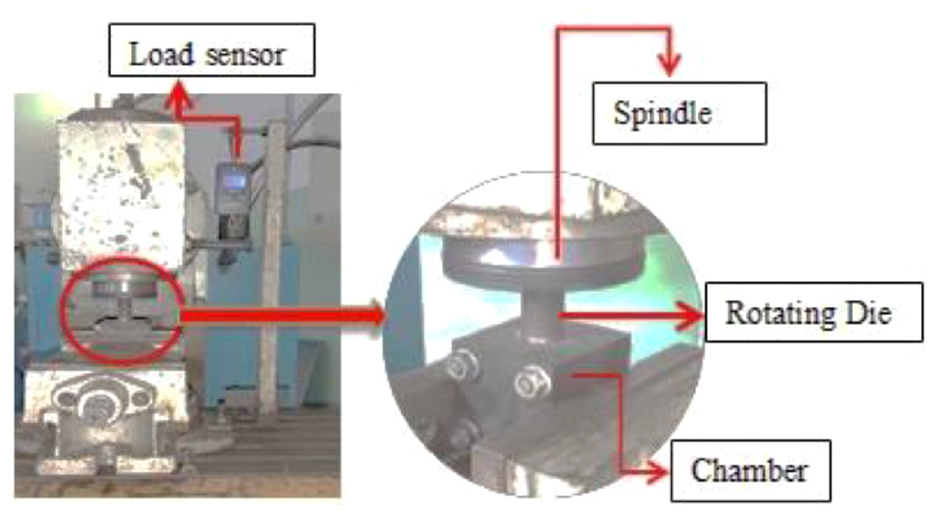
Apparatus of FSC process on a conventional milling machine.
The standard experiment was conducted by taking the following different seven compositional sets of matrix and reinforcements in Table 3. Out of the seven samples, the sample which had the greatest strength to weight ratio was nominated for Fractography analysis by Scanning Electron Microscope (SEM).
Sample codes and their composition.

Morphology and sizes of powders used in this experimentation are depicted in the Figure 4. As it had been observed through SEM the average matrix morphology is spherical along with average size of 130 µm, whereas the sizes of ZrO2 and SiC are 5–20 µm with an average diameter of 15 µm (for most powders) and 15–20 with an average size of 17 µm respectively. Figure 4(a) to (c) represents the SEM images of powders AZ61, SiC, and ZrO2 respectively which shows the morphology of powders used.

SEM observation of powders morphology: (a) AZ61, (b) SiC, and (c) ZrO2.
The morphology of the powder used in the fabrication of metal matrix composites can have significant effect on the final product. The morphology of the powders refers to its particle size, shape, and distribution. Finer particles can lead to a denser material and result in higher strength and stiffness. Before proceeding with the powders to FSC process, the SEM observation was made as shown in Figure 5 below.

SEM observation of milled powder.
Results
Magnesium alloy (AZ61) matrix reinforced with SiC and ZrO2 composites were successfully manufactured through friction stir consolidation process as shown in Figure 6 below. For a better consolidation and frictional heat distribution to the powders located at the periphery, the load had been applied in such a way that the powders at the top surface couldn’t reach at its plastic state before the heat distributes toward the periphery edges. The force applied by the rotating spindle was allowed to reach at its maximum load of 500 N gradually within time span of 7 min.

Composite samples produced by friction stir consolidation process.
XRD phase analysis
X-ray diffraction is a method mainly used to identify the phases of the materials when the intensity of the reflected X-rays is detected, as the detector and sample rotated. 23 In this work, the X-ray diffraction (XRD-7000 X-RAY DIFFRACTOMETER Maxima, shimadzu Corporation Japan) was carried out by considering angles from 10° to 80°. XRD study reveals that all patterns reflect the existence of phase of AZ61 (Al, Zn, Mn, Ni, Cu, Fe, Si, Pb, Ca, Sn), SiC and ZrO2 peaks forming a composite architecture of SiC, Zr, MgO, CaCO3, and MgCO3 with the miller indices shown in the Figure 7 portrayed by Origin Pro2018 software. For instance, in sample number three (S-3) XRD results witnessed the presence of CaCO3 phase at a 2θ angle of 35.966° which matches precisely with International Center for Diffraction Data (ICDD) reference code of 00-005-0586. All major peaks of all samples with their corresponding miller indices were analyzed using X’Pert HighScore software. Consequently, all intensity peaks matches with the ICDD standards. In which the major peak exhibits MgO at an angle of 36.96°. Furthermore, researchers as well studied and found the existence of MgO at angles, 36.96, 38.02, 74.71, and 78.66 correspond to the planes (002), (202), (113), and (222). 24
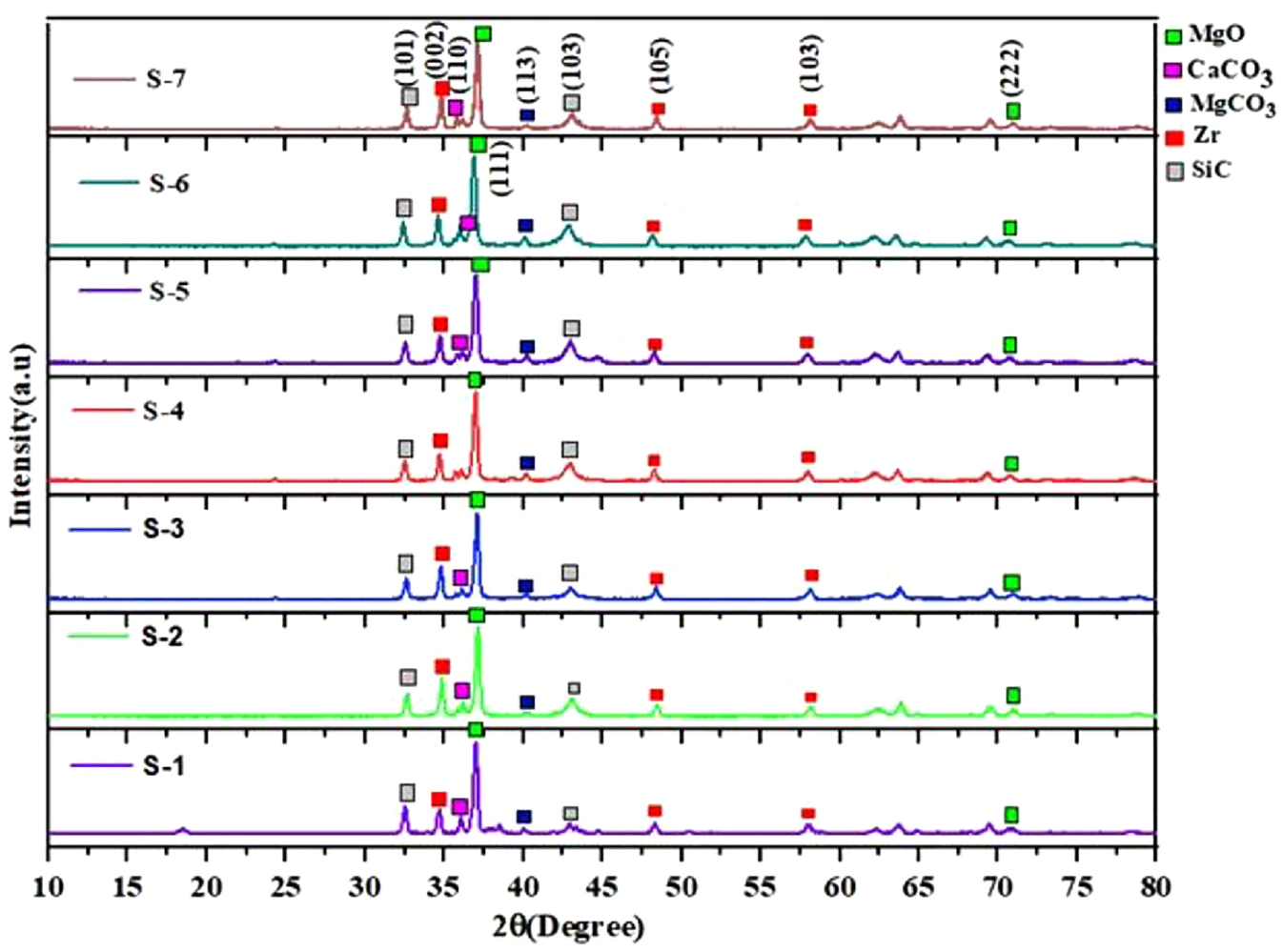
XRD patterns of samples.
Density and porosity study
The experimental density was examined using principle of Archimedes portrayed in equation (1). Additionally, the theoretical density was calculated using the formula of equation (2). 25


Where ρc is density of magnesium matrix composite (AZ61), ρl is density of liquid, Wρc is weight of magnesium matrix composite in air, ΔWρc is change of magnesium matrix composite in air and in liquid. 26 Likewise, the theoretical densities were calculated using equation (2). Where ρc is the density of composite, ρr is the density of reinforcement multiplied by its ratio in percentage volume and prior to calculation of theoretical density, the percentage weight converted into percentage volume of reinforcements. The theoretical, actual density, and porosity of the samples have been shown in Table 4 below.
Theoretical, experimental density, and porosity of samples.

The minimum porosity percentage obtained from the friction stir consolidated sample was S-6 which possessed 2.57% and maximum porosity of 3.16% of S-3. Researchers produced metal matrix composite composed of Al–Mg–Si/Bauxite Residue by stir casting process and investigated porosity percentage and found minimum porosity of 0.456% and maximum of 2.225 porosity percentage. 27 Additionally, synthesis of Al-Mg metal matrix composite/SiC and Al2O3 through powder metallurgy process at different reinforcement volume ratios of (15%−30%) showed that at SiC composition of 15% maximum porosity of 17% and 5.4% were obtained at experimental conditions of 300 MPa, 400°C for 90 min and 600 MPa, 500°C for 90 min respectively. 28 Likewise, a MMC composed of Mg-matrix reinforced with SiC particle showed that Porosity of 10, 20, and 30 wt. % SiC particles samples were 5.94%, 10.28%, and 14.42% respectively. 29 This showed that, prior to optimization the FSC process permits less amount of porosity for magnesium matrix composite.
The addition of SiC and ZrO2 increased the density of the hybrid metal matrix composite this increase in density can be attributed to the fact that both SiC and ZrO2 have higher density than the AZ61. As the SiC and ZrO2 content increases, the overall density of the hybrid composite also increases. However, the effects of SiC and ZrO2 on the porosity and density properties of the hybrid metal matrix composite is not linear as shown in Table 4. The study found that there was an optimal amount of SiC and ZrO2 that can be added to the composite to achieve the desired porosity and density properties. Excessive amounts of SiC and ZrO2 can lead to the formation of large pores and a decrease in density. Generally, the results of density and porosity can be altered by the addition of SiC and ZrO2.
Hardness property
For the purpose of clear visualization of the effect of FSC process on hardness property, the samples were tested at different surface zones shown in Figure 8(a) and (b). Following ASTM E384-22 standard and by HVS-50 hardness tester considering test force of 10 kgf, 10× magnification and dwelling time of 7 s. Table 5 shows the results of hardness test of the developed samples.
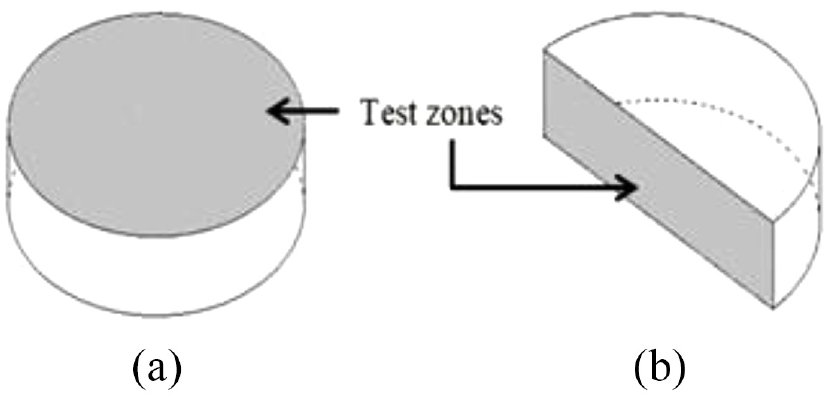
Sample test zones: (a) top surface and (b) cross-sectioned surface.
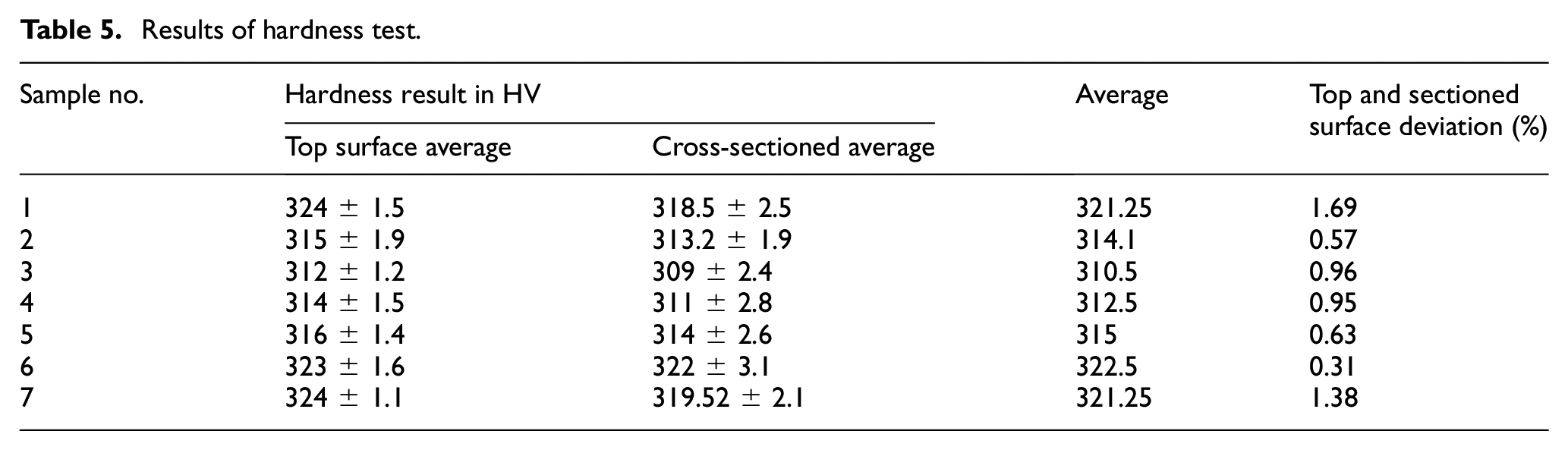
Results of hardness test.
The desire to conduct hardness test at different cross-sectional surfaces were raised from the nature of the FSC process, hence the powders at the top surface consolidates first then the frictional heat expands gradually to the periphery thereby consolidating the powders. Likewise, the hardness results at different zones of the sample’s surface were different. Therefore, the average HV (Vickers Hardness) value was taken into consideration.
The hardness result on friction stir consolidated composite samples revealed that, with the percentage increment of both SiC and ZrO2, the hardness value increases simultaneously as shown in Figure 9 except for S-7. The results of this study indicate that there was a significant increase in the hardness property of the metal matrix composite with increasing percentage contribution of SiC and ZrO2 reinforcements. This finding was consistent with the expectation that the addition of reinforcement would enhance the hardness property of the hybrid composite.
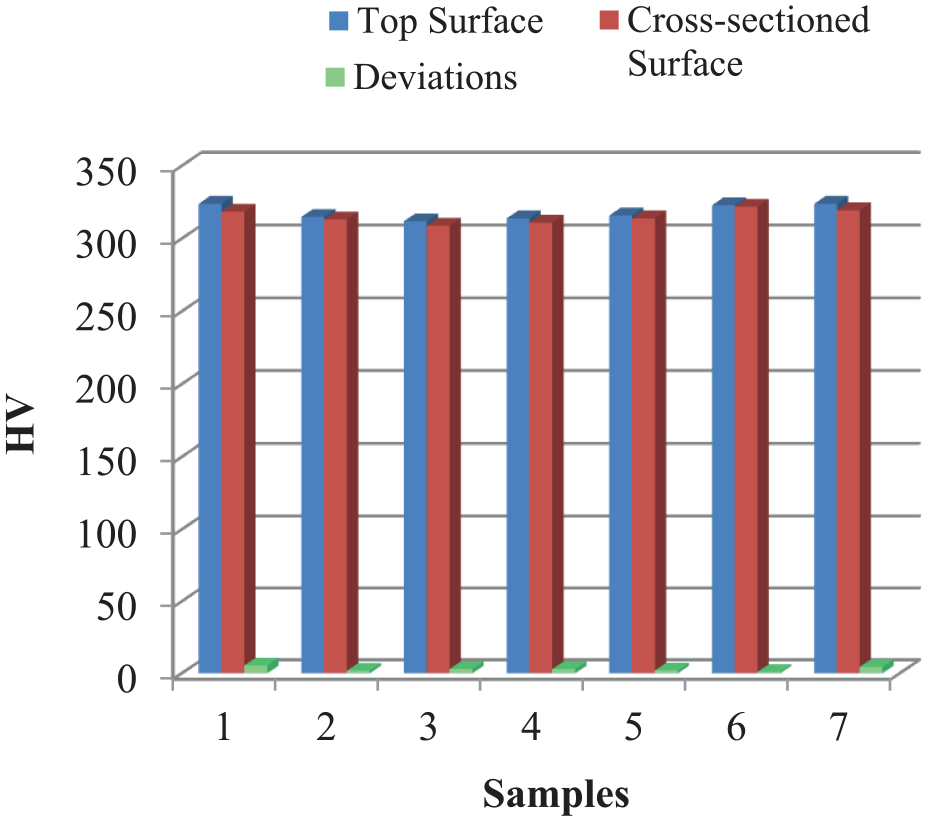
Vickers hardness results at the top and cross-sectioned surfaces.
Results depict that, the hardness values were slightly higher at the top surface. This shows that, the powders at the interface and the proximity of the rotating die interaction consolidates well as compared to powders at the periphery. Likewise, the consolidation at the bottom edges of the sample was relatively less. The deviation in hardness values at the top surface and cross-sectioned surface also varies as the composition varies.
The sample number S-6 records the higher HV value; this is due to the percentage composition of SiC and ZrO2, depending on the results, the hardness value increases as (SiC and ZrO2) increases. Result of Magnesium matrix reinforced with SiC particles with %wt ratios of 10%, 20%, and 30%, revealed that hardness of 67 HRB, 86 HRB, and 90 HRB. 29 Authors showed that the increment in composition of SiC increases the hardness of MMC. However, in this hybrid composite sample number S-3 rates with less HV value; this is due to the contribution effect of particular composition of the sample which incorporates 2.5ZrO2%Vol., 2.5SiC%Vol., and 95AZ61%Vol.
Compressive strength study
Compression yield strength (CYS) was tested by universal testing machine with maximum capacity of 50 kN at rate of 50 mm/min at room temperature. Result depicted that the composition of reinforcement plays critical role. For instance, the compressive strength of S-6, which possesses higher compressive strength was mainly influenced by the percentage contribution of SiC and ZrO2 (ZrO210%Vol. and SiC5%Vol.) relative to S-3 (ZrO2 5%Vol. and SiC 5%Vol.). Composition ZrO2 had significant or visible effect on sample S-1, S-3, and S-6 as shown on Table 6. When the composition of reinforcement of SiC increases the compressive yield strength also increases from 147.51 to 160.4 MPa. This finding is consistent with the expectation that the addition of silicon carbide would enhance the strength of the composite material. The increase in compressive strength can be attributed to several factors. Firstly, SiC is known to have high hardness and high modulus of elasticity. These properties make it an ideal reinforcement material for the mechanical properties of composite. Secondly, the addition of SiC can improve the bonding between the matrix material and the reinforcement material. The SiC can act as nucleation site for the growth of the matrix material, leading to a stronger bond between the two materials. Thirdly, the SiC can increase the density of the composite material, which can improve the compressive strength. As the density of the composite increases, the number of inter particle contacts also increases, leading to a stronger and more cohesive material.
Compressive yield strength, CYS to weight ratio and rank of samples.

Overall, the results of this study suggest that the addition of SiC can significantly enhance the compressive strength of composite material. Authors used powder metallurgy process and confirmed the effects of SiC as well, additionally they investigated the effects of compositions of SiC on compressive strength was significant. 5
When the ratio of the compressive yield strength to experimental density is taken (in order to analyze strength to weight ratio) into consideration, sample number S-3 (AZ61 95%Vol., SiC 2.5%Vol., and ZrO2 2.5%Vol.) possesses higher value of strength to weight ratio of 78.83. Likewise, sample number S-5 (AZ61 90% Vol., SiC 2.5%Vol., and ZrO2 7.5% Vol.) possesses minimum value of strength to weight ratio (74.28) relative to the other samples. Based on the results obtained, ZrO2 dominantly influences on compressive strength, result witnessed as the reinforcement of ZrO2 increases the compressive yield strength (CYS) increases proportionally (except for the case of CYS dwells from 5 to 7.5%Vol. of ZrO2) it is clearly shown from the Figure 10 that the effects of SiC and ZrO2. The effect of SiC is also proportional to compressive yield strength except at a composition of 7.5% Vol. of SiC.

Effects of reinforcements on compressive yield strength.
The stress-strain diagram for a metal matrix composite can provide important information about its mechanical properties. There are indications that can be observed from stress strain diagram of Figure 11, for instance, the point at which stress-strain curve deviates from the linear portion is the yield point. The stress at yield point is known as the yield strength of the MMC. The material’s fracture mechanism is said to be brittle if the yield strain of the material is less than 0.05. Likewise, Yield strength of the material is located at 0.2% offset strain or strain value of 0.002 or parallel to the line obeying Hook’s law and the point crossing the stress-strain curve is yield point.

Stress-strain diagram for compressive test of sample-3.
SEM fracture analysis
The optimum sample (S-3) which had greatest strength to weight ratio was nominated for fracture analysis. SEM was used to analyze the fracture pattern. Figure 12 reveals that there were numerous forms of fracture or failure during compressive test. SEM observation witnessed that the existence of modes of dimple fracture, crack propagation, and formation of crack with no plastic deformation. The cracks appeared without showing plastic deformation was due to the reason of the micro-scale defect such as inclusion and localized strain discontinuity which mostly related to transition layer. Researchers investigated that the reason for brittle fracture (no plastic deformation) was the material exposure to excessive stress then the unexpected catastrophic fracture rose due to the inclusions and strain discontinuity. 30

SEM fractography observation of S-3 (95%Vol. of AZ61, 2.5%Vol. of ZrO2, and 2.5%Vol. of SiC): (a) longitudinal surface and (b) cross-sectioned surface.
Transition layer between reinforcement and matrix in a metal matrix composite material is an essential region that can significantly affect the performance of the composite. Authors investigated on NiAl–TiC–Al2O3 composite prepared by self-propagation high temperature synthesis with hot extrusion 31 and found that the transition layer as amorphous layer which can improve the thermal and electrical conductivity of the composite by providing continuous pathway for the transfer of heat and electricity between matrix and reinforcements. In addition to this, studies by Sheng et al., 32 on ZrO2 strengthened NiAl/Cr (Mo, Hf) composite fabricated by powder metallurgy, authors identified that the transition layer between the reinforcing material and matrix as amorphous layer.
Conclusion
In this research, three different materials namely AZ61 magnesium alloy as a matrix, SiC and ZrO2 as reinforcement were taken and processed under FSC process to produce metal matrix composite. The consolidation time of 7 min, 500 rpm, and load of 500 N were taken constant for the processing and the variation that comes due to different composition of SiC and ZrO2 on the hardness, compressive strength, density, and porosity were analyzed. The investigation in FSC process exhibited the following promising results for metal matrix composite property.
The compressive yield strength of 164.2 MPa obtained at S-6 with composition 85%Vol. of AZ61, 10%Vol. of ZrO2, and 5%Vol. of SiC.
The composition of 95%Vol. of AZ61, 2.5%Vol. of ZrO2, and 2.5%Vol. of SiC and load of 500 N rotated for 7 min by rotating die produced sufficient amount of heat which resulted in powder consolidation for the best strength to weight ratio of sample S-3.
The maximum Vickers hardness value was recorded on S-6 322.5 HV at composition of 85%Vol. of AZ61, 10%Vol. of ZrO2, and 5%Vol. of SiC.
Footnotes
Acknowledgements
The authors would like to acknowledge Adama Science and Technology University for the experimental facilities.
Handling Editor: Chenhui Liang
Author contributions
Samuel Kefyalew Abebe (Writing of the manuscript), Devendra Kumar Sinha (Conceptualization and Reviewing), Habtamu Beri (Editing), Getinet Asrat Mengesha (Editing).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Ethics approval
The authors declare that manuscript has not been published or communicated anywhere.
Consent to participate
All the authors have participated in the research work.
Consent for publication
All the authors have already given the consent for publication.
Availability of materials
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.