
Abstract
Reducing the energy consumption and exhaust emission, and improving the combustion efficiency of internal combustion engine are important for solving the problems of climate change and environmental pollution. The piston ring-liner system is one of the most serious friction pairs in internal combustion engine, accounting for 26% of the total friction loss. Depositing strengthened coatings on the surface of piston rings is an effective method to reduce the friction coefficient and wear rate. This paper reviews the research progress of several representative technologies for preparing coatings, such as electroplating, physical vapor deposition (PVD), thermal spraying and chemical vapor deposition (CVD), and so on. Various coatings, such as Cr-Al2O3 coating prepared by representative electroplating process, CrN and DLC coatings prepared by physical vapor deposition, and Mo-based and C-based coatings prepared by thermal spraying process, are briefly discussed. Furthermore, the positive and negative aspects of commonly used piston ring coatings are compared, and their development trends are summarized.
Introduction
One of the primary sources of power for mechanical equipment in the modern world is the internal combustion engine, which promotes the development of the aircraft, automotive, ship, and other industries. Additionally, it will continue to have a significant role in the power sector for a very long time, primarily in the fields of military vehicles, warships, and engineering machinery. However, with the aggravation of environmental pollution, greenhouse effect and oil depletion, how to reduce the energy consumption and emission becomes a challenging problem for the development of internal combustion engine. 1 Solving this challenging problem needs measures from two aspects. On one hand, the thermal efficiencies of internal combustion engine, that is the ratio of working output to fuel input, can be improved through advanced technologies such as the progressive combustion technology, high pressurization and strengthening technology, waste heat recovery technology, intelligent variable technology, and low friction technology, etc. 2 On the other hand, alternative fuels can to be used to achieve low or zero carbonization of internal combustion engines, such as biomass fuel, green hydrogen, green ammonia, and green electricity synthesized fuel (e-fuel).3,4 In this measure, it is still necessary to continuously improve the thermal efficiency.
For a typical fired engine, mechanical friction is shown to take up roughly 4%–15% of the total fuel energy. 1 The sources of friction loss are mainly concentrated on three components: the piston-ring-liner system, the crankshaft and bearing system, and the valvetrain system, as shown in Figure 1. 5 The friction losses induced by them account for 50%–68%, 25%–35%, and 10%–20% of the total friction loss, respectively, 1 among which friction loss of the piston ring reaches up to about 26%, as demonstrated in Figure 2. 6

Typical components affecting the friction loss of internal combustion engine. 5

Distribution of friction losses in an automotive engine. 6
The internal combustion engine typically has three piston rings, as displayed in Figure 3. 7 The combustion chamber is sealed by the first gas ring. The compression ring is the second. The third component is the oil scraper ring, which is utilized to remove extra oil that has accumulated on the cylinder liner’s inner circular surface. 7 These rings have two dominant characteristics. On one hand, the piston rings play important roles in modulating the oil film thickness, sealing the combustion gas in the chamber, controlling the position and guiding the movement of piston, conducting the heat of piston, and so on. However, large power losses can be produced during the operation of these piston rings, as shown in Figure 4, 1 and therefore affect the thermal efficiency of the whole engine. On the other hand, the operating environment of piston rings is very harsh as they sustain thermal loads coming from the high temperature combustion gas of the chamber. In order to guarantee the durability and reliability of piston rings, their material should have good sealing property, high temperature resistance, corrosion resistance, wear resistance and low friction coefficient, as shown in Figure 5. 8 According to these requirements, various materials of cast iron and alloy steel are applied in the production of piston rings. However, no matter using the cast iron or the alloy steel, single material is difficult to satisfy all the requirements of various characteristics of piston rings. To solve this problem, the surface coating technology, which makes it possible to design materials with special properties at the most desirable locations, is widely used in improving the surface property of piston rings. The positive aspect of depositing a coating on the piston ring is that it reduces the friction coefficient and wear rate, and improves the service life of the piston ring. Thus, the fuel consumption of the internal combustion engine is reduced and the service cycle of the internal combustion engine is extended. The negative aspect of depositing a coating on a piston ring is that the coating preparation process has been increased and the cost of using a single piston ring has increased.

Schematic showing of the piston ring. 7

Friction power loss contributions in the piston ring pack for an 18 L natural gas engine at 1800 rpm and full load. 1

Characteristics to be improved in the compression ring. 8
This paper intends to review recent research progresses of important coating technologies including electroplating, physical vapor deposition (PVD) and thermal spraying used in piston rings of internal combustion engine, and discuss the deposition processes and tribological characteristics of frequently-used coatings such as Cr, Cr-Al2O3, CrN, DLC, Mo-based coating, C-based coating, etc. The main test methods for the tribological performance of the coating deposited on the piston ring include ball-on-disk, pin-on-disk, and reciprocating liner tests. In addition, there are various engine bench tests for piston ring components.
Electroplating coating
Electroplating process
A systematic diagram of the electroplating process is shown in Figure 6. 9 The principle of electroplating is to place the substrate in the electrolyte as the cathode and the target as the anode. Under the action of applied current, a coating is formed on the surface of the substrate. Hard chromium is a widely used electroplating coating on piston rings. It has the following advantages. (1) The corrosion resistance is good, and thus the corrosion of lubricating oil can be resisted. (2) The melting point is high, which is beneficial for the coating to resist adhesive wear. (3) The structure is compact, which can prevent the wear caused by abrasive particles. (4) The friction coefficient is smaller compared with other metals. (5) The temperature during electroplating process is low, which will not affect the material properties of substrate. However, electroplating solution has great pollution to the environment. With the development of coating technology, electroplating process is gradually replaced by new processes, such as PVD and thermal spraying.

Systematic diagram of the electroplating process. 9
Electroplating coating on piston ring
The standard chromium plating coating with chromic acid and sulfuric acid solution has low current efficiency, coarse coating crystallization and slow plating speed. Adding additive to the standard solution is an effective mean to improve the crystal structure of the coating, increase the efficiency of electroplating and save energy consumption. With the increasing explosion pressure of the engine, the mechanical load and thermal load borne by the piston ring are increased. The standard chromium plating coating has been difficult to meet the application requirements. In this case, the ceramic reinforced composite hard chromium coating was proposed. Chromium based ceramic coating, which is usually called Chrom–Keramik–Schicht (CKS), is composed of chromium matrix and micron alumina ceramic particles (Cr-Al2O3). The advantages of this coating include its self-lubricating effect and low wear performance. Ma et al. 10 conducted the friction test between CKS coated piston ring and CuNiCr cast iron cylinder liner. The offset rate of convexity position was used to characterize the asymmetrical shape of the barrel surface of the CKS coated piston ring. The effects of the convexity offset rate on the friction coefficient, wear extent of the cylinder liner and wear depth of the piston ring were considered. The results showed that when the convexity offset rate of piston ring was 32%, it had good scuffing resistance ability.
The chromic acid (CrO3) used in hard chromium electroplating contains hexavalent state (Cr6+) in the plating bath, which is carcinogenic. To avoid this environmental pollution, many researchers explore alternative electroplating materials. Huang et al. 11 introduced Ni-W alloy coating to the galvanized steel plate. It showed that after annealed at 600°C, Ni-40.6 wt%W coating had better wear resistance, higher hardness and lower friction coefficient than hard chromium coating under SAE 10W-40 engine oil. When this Ni-W alloy coating was applied to the piston ring, it was discovered that the engine ran well and that no failure on the surface coating of the piston ring occurred even after 50 h of use on the 125 cc single cylinder air-cooled engine. Furthermore, it was also found that the content of W had an important influence on the mechanical properties of Ni-W alloy coating, and the larger the content of W, the finer the grain refinement effect and the larger the hardness of the coating.
The composition of surface free energy (dispersion and polar) determines the tribological properties of materials, which can be obtained by testing the wetting angle. Kaźmierczak 12 tested the surface free energy and tribological properties of diamond derivative coatings by goniometer and tribotester. It showed that the surface wear of diamond derivative coating can be analyzed by measuring its surface free energy and components. The diamond coating samples with the highest carbon content (0.89%) had the smallest wear, which was 16 μm. The average cumulative wear of samples without diamond coating could reach up to 39 μm.
In order to shorten the running-in period of the matching pair between piston ring and cylinder liner and improve the sealing performance of piston ring, depositing soft running-in coating with relatively low hardness on the hard chromium or chromium based ceramic coating is an effective method. Examples of this soft coating are tin, copper and nickel coatings. One or more materials of the running-in coating can be designed according to the running-in conditions, which has a significant effect on reducing gas channeling, fuel consumption and emission. Li et al. 13 deposited Cu-Sn coating on Cr plated piston ring sample. The friction test between piston ring sample and nodular cast iron cylinder liner sample showed that through using the Cu-Sn/Cr coating, the friction coefficient and cylinder liner wear were reduced by 2.6% and 51.8% respectively. This was because that the Cu-Sn coating could be embedded into the surface of the cylinder liner during operation. This behavior was helpful to form the chemical reaction film, improve the contact state between micro asperities in the friction pair, and thus improve the tribological properties between the piston ring and the liner.
PVD coating
PVD process
Physical vapor deposition (PVD) technology mainly includes vacuum evaporation, sputtering deposition, cathodic arc deposition and their hybrid technologies, which has the characteristics of environmentally friendly and energy saving. In addition, the coating prepared by PVD technology has smooth surface, good film-substrate adhesion and excellent tribological properties, which promotes the application of PVD technology.
Vacuum evaporation uses resistance heating, high-frequency induction heating or high-energy beam bombardment to convert the target into vapor phase and deposit on the substrate surface. Figure 7 shows the schematic diagram of the plasma assisted electron beam evaporation. 5 However, in the process of vacuum evaporation deposition, the substrate endures high temperature which leads to the deformation or annealing of the substrate. Therefore, it is scarcely used in the internal combustion engine.
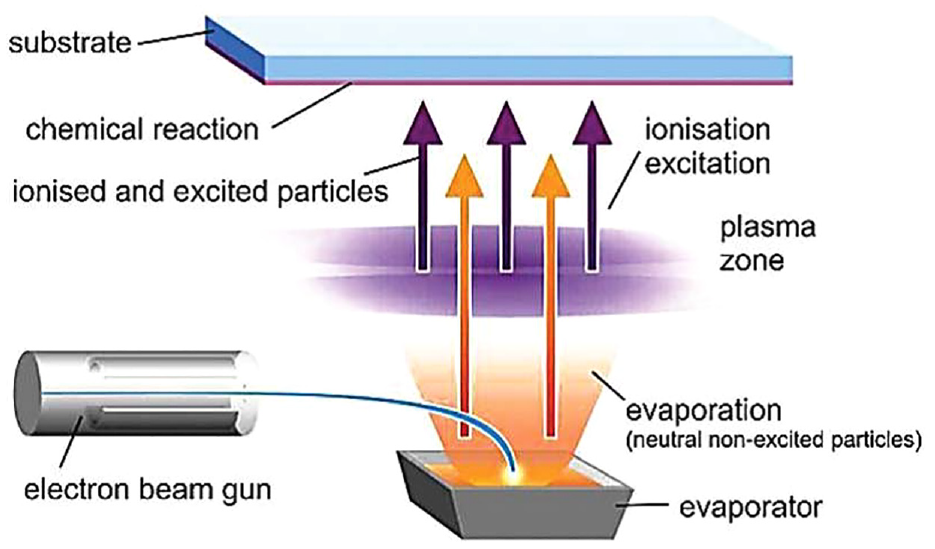
Schematic of plasma assisted electron beam evaporation. 5
Sputtering deposition technology includes DC sputtering, RF sputtering, magnetron sputtering, and so on, among which the magnetron sputtering can achieve high-speed deposition under the condition of low temperature environment, and thus cause low damage to the substrate. 14 Therefore, the magnetron sputtering is a suitable technology for depositing coating on the piston ring of internal combustion engine. Its principle of sputtering coating is shown schematically in Figure 8. 15

Schematic diagram of the principle for magnetron sputtering. 15
Cathodic arc deposition is also called vacuum arc deposition or arc ion plating. In the process of cathodic arc deposition, the macrodroplet generated from the cathode spot may deteriorate the composition uniformity of the coating. An effective method to solve this problem is to use the filtered arc system. The filtered arc system includes the filtered arc deposition (FAD), filtered cathodic vacuum arc (FCVA), filtered cathodic arc, and filtered vacuum arc. 16 A typical FCVA deposition system is shown in Figure 9. 17 Since the substrate is far away from the target source, the gas ionization rate is limited. Therefore, various ion sources are used in coating deposition. Previous results show that additional anode can improve the coating densification. Figure 10 shows the schematic diagram of the cathodic arc system with additional anode. 15

Schematic diagram of the FCVA deposition system. 17

Schematic of the cathodic arc system with additional anode. 15
PVD coating on piston ring
CrxN coating
As early as 1997, Friedrich et al. 18 reported the deposition of CrxN coatings on piston rings under different nitrogen gas flow by RF magnetron sputtering. Through the tribological test, it was found that CrxN coating could effectively reduce the wear rate compared with chromium plated or uncoated piston rings, which validated the feasibility of applying CrxN coating to piston rings. Singh et al. 19 and Liu et al. 20 carried out wear tests on CrN coatings under dry friction conditions at different speeds and loads. The results showed that the wear mechanism of CrN coating was mainly a combination of mild to severe wear, accompanied by three body wear and oxidation wear. The research of wear tests between the piston ring and alloy cast iron cylinder liner conducted by Zhu et al. 21 showed that CrN coating could greatly reduce the wear of piston ring compared with traditional molybdenum coating.
Ferreira et al. 22 deposited CrN coating on a gas nitrided stainless steel piston ring of heavy-duty diesel engines using industrial cathodic arc plasma equipment. CrN (CrN-A) with dense structure and CrN (CrN-B) with columnar structure were prepared by controlling deposition conditions, such as N2 flow, N2 pressure, and substrate bias voltage. Figure 11 showed the SEM micrographs of the cross section of the CrN-A and CrN-B coatings. The tribological test showed that these two coatings both had good wear resistance, and CrN-A coating exhibited lower wear weight loss and friction coefficient when matched with cylinder liner. Ma et al. 23 tested the tribological properties between three kinds of piston rings and the cylinder liner under lubricated conditions. These three kinds of piston rings include nitrided piston ring, nitrided piston ring with a CrN coating, and nitrided piston ring with a B4C and CrN binary layer. Research showed that CrN coating had relatively lower friction coefficient and wear.
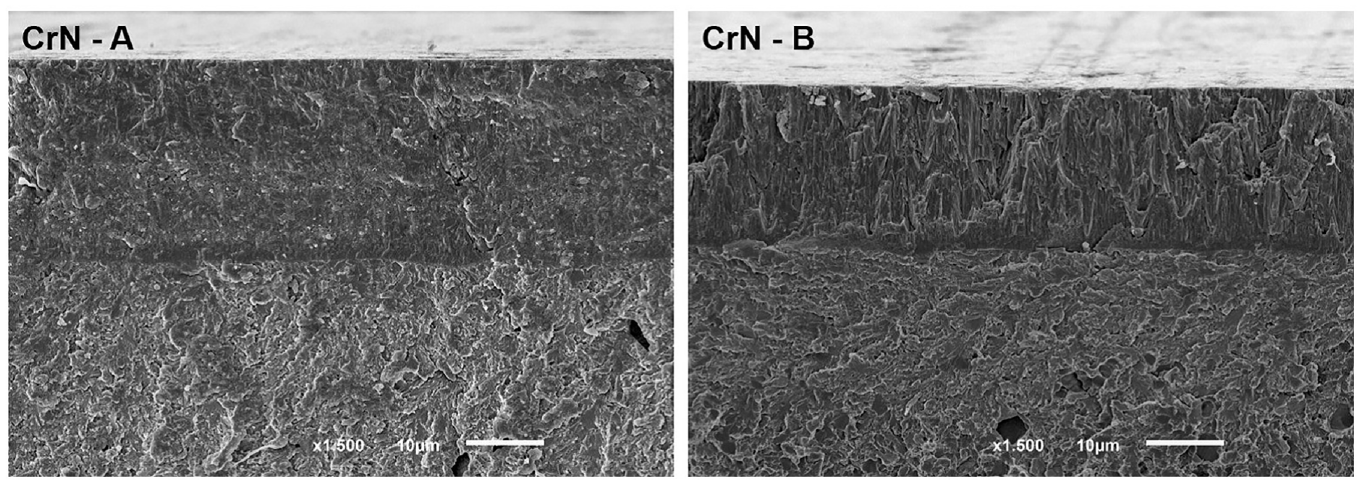
SEM micrographs of the cross-sectional fracture of the: (a) CrN-A and (b) CrN-B coatings. 22
Mo has good tribological properties. Ma et al. 24 deposited MoN coating on nitrided piston ring substrate by magnetron sputtering. Tribological tests showed that the friction coefficient of deposited MoN coating was lower than that without coating, and was faster to reach a stable state. In addition, the wear of piston ring and cylinder liner was greatly reduced. The reason was that the MoN coating with high hardness was not easy to produce abrasive particles, and had good matching performance with cylinder liner samples. Qi et al. 25 prepared CrMoN composite coatings with different Mo content on the piston rings by closed field unbalanced magnetron sputtering. The hardness and tribological properties of Cr plated piston ring and CrMoN composite coated piston ring were compared. The test showed that the surface structure of CrMoN composite film was dense and the hardness was significantly higher than that of Cr plated coating. In addition, the friction and wear resistance of composite coated piston rings with different Mo content was better than that of Cr plated piston rings to some extent. Wang et al. 26 prepared CrMoN/MoS2 multilayer coatings on piston rings. Experimental results indicated that CrMoN/MoS2 multilayer coating had excellent antifriction and antiwear properties even under heavy load, high frequency, high temperature, and dynamic load.
Bobzin et al. 27 tested the tribological behavior of WC/C and CrAlN coatings under different lubricants. The pin-on-disk test under the lubrication of PAOA and PAOZn showed that the additives might play a positive or negative role. The low friction performance of additive MoDTP on WC/C and CrAlN coatings could not be observed, while MoDTP reduced the wear rate of CrAlN coating and increased the wear rate of WC/C coating. Lin et al. 28 deposited TiSiCN nanocomposite on the piston ring. The tribological performance showed that the friction coefficient was reduced by 10% compared with that without coating. Under the lubrication of 4.1 wt% sooted oil, the durability test for 120 h showed that the weight loss of TiSiCN coating deposited on the top and second rings reduced 29% and 40% respectively compared with the piston ring without coating. The wear of cylinder liner decreased about 50%. The images of TiSiCN coated piston ring and its wear track after running in 24 h are shown in Figure 12.

(a) A photo showing the set of coated piston rings (86 mm bore diameter), (b) a 3D image of the wear track developed on the coated top piston ring after the 24 h run in a light duty gasoline engine using a 3D surface profilometer, and (c) 2D profilometry scan across the wear track. 28
Multilayer compound coating can effectively improve the comprehensive properties of the coating. Sun et al. 29 deposited Ti/TiN multilayer coating with the thickness of 4–5 μm on cast iron piston rings. Four groups were prepared, and they had 3, 5, 7, and 9 layers, respectively. Test results showed that the hardness, critical load and wear resistance were increasing with the increase in layer numbers of the coating. The wear resistance of multilayer coated piston ring was higher than that of the Cr-plating ring and phosphated ring. Dolatabadi et al. 30 presents a multi-scale, multi-physics model of the compression ring-cylinder bore conjunction, which is composed of ring dynamics, contact tribology, heat transfer and gas blow-by. This model considers the case of TiN coated on the ring and nickel nanocomposite (NNC) and DLC coated on the cylinder bore.
Alisir and Evrensel 31 deposited monolayer TiAlN and multilayer TiN/TiAlN coatings on piston rings. It was found that the multilayer structure of the coating had significant effects on the surface roughness, hardness, and wear properties. The addition of TiAlN interlayer was conducive to improve the hardness, bonding performance, and wear resistance of the coating.
C-based coating
Diamond like carbon (DLC) coating is an exceptional solid lubricant, which has attracted extensive attention in the field of tribology.32,33 DLC coating has different structures of SP 2 and SP 3 carbon atoms, including the part containing hydrogen and that containing almost no hydrogen. The non-hydrogenated DLC coatings include types of amorphous (a-C) and tetragonal (ta-C). The hydrogenated DLC coatings include types of amorphous (a-C:H) and tetragonal (ta-C:H). 34
Becker et al. 35 found that the friction coefficient of DLC coating was reduced by 40% compared with that without coating, which might be related with the decrease of thermal conductivity after depositing DLC coating. The low thermal conductivity of the coating surface might lead to heat accumulation in the contact area which led to the decrease of oil viscosity and thus the reduction of friction coefficient. Furthermore, with the increase of temperature, the graphitization of DLC became obvious, and as a result, the wear rate and friction coefficient of DLC coating were reduced. However, the material transfer of DLC coating also became obvious, and chemical reaction occurred between the carbon and the steel substrate. When the temperature reached 400°C, the DLC completely degenerated and the wear rate began to increase again.
Ferreira et al. 8 deposited the DLC coating on the piston ring. Through surface finishing processes on the coating, different roughness parameters were obtained. The tribological tests showed that the surface roughness of the coating had an important influence on the wear resistance between piston ring and cylinder liner. Increasing the surface roughness would increase the wear extent and friction coefficient. Cho and Lee 36 analyzed the tribological properties of Cr-ceramic, TiN, TiAlN, and DLC coatings through the reciprocating wear tester. It showed that the DLC coating had the lowest friction coefficient and wear volume, as shown in Figure 13, which was attributed to the graphitization process of the DLC coating.
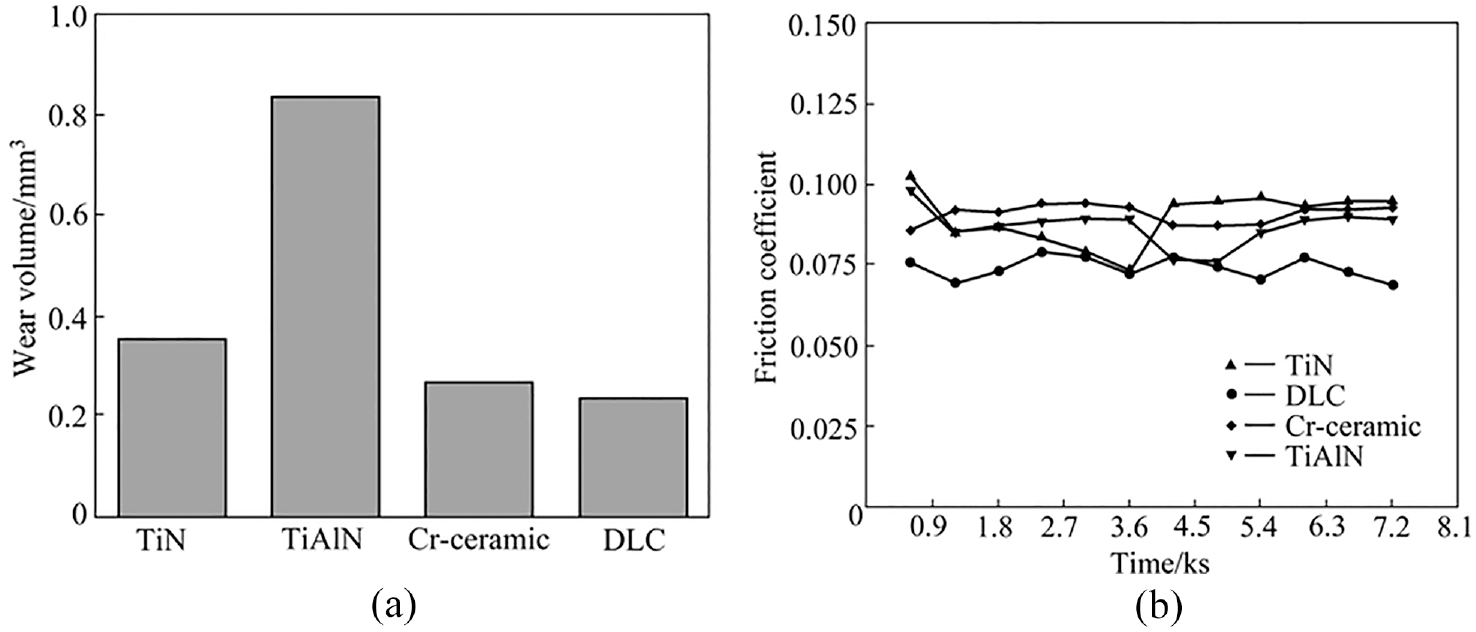
Wear volumes (a) and friction coefficients (b) of cylinder blocks with different coatings. 36
In order to improve the tribological properties of piston rings, Vahidi et al. 37 deposited DLC coatings by high-power impulse magnetron sputtering (HiPIMS). It was found that DLC coating had better tribological properties than CrN coating no matter under mixed lubrication or under hydrodynamic lubrication condition. Figure 14 showed the schematic diagram of the block-on-ring sliding test tribometer. In the mixture of Ar and Ne plasma atmosphere, increasing the percentage of Ne up to 50% led to the hardness of DLC increase from 19 to 24 GPa. Simon and Gao 38 compared the tribological properties of DLC coating on nitrided stainless steel (NSS) piston rings, nitrided piston rings and CrN piston rings. The results showed that the wear of cylinder liner was the smallest when matching with the DLC coated piston ring. In addition, the addition of molybdenum dithiocarbamate (MoDTC) to the lubricating oil could significantly reduce the friction coefficient and wear rate.
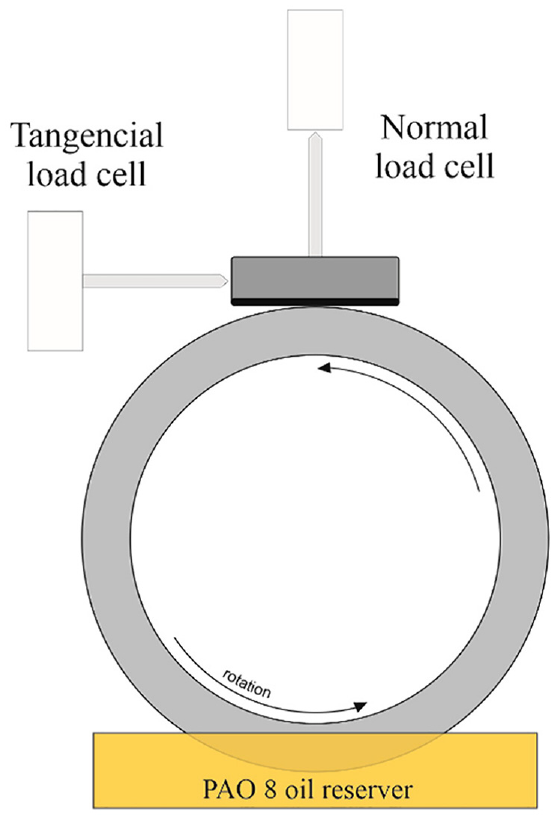
Schematic diagram of the block-on-ring sliding test tribometer. 37
Depositing hard and soft dual layer coatings on piston rings was an effective method to improve tribological properties. The soft layer can control the friction by decreasing the shear stress, and the hard layer can support the heavy load. Kumar et al. 39 prepared composite coatings DLC/EGNSN and WC/EGNSN by depositing DLC and WC coatings on piston rings firstly and then depositing soft polymer on the hard coatings. The samples were tested at 50% rated load for 4 h on a four-stroke single cylinder diesel engine at 1500 rpm. Schematic of the engine experimental setup was shown in Figure 15. The results showed that the DLC/EGNSN dual coating deposited on the piston ring was suitable for the firing engine, and the dual coating could well resist the scratch of the cylinder liner.
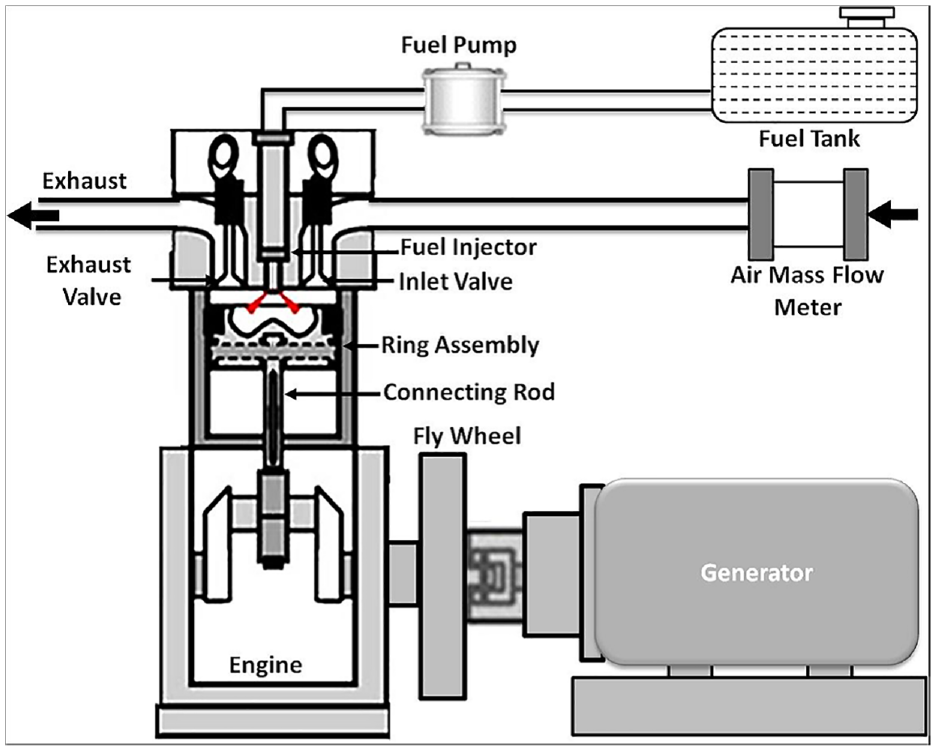
Schematic of the engine experimental setup. 38
In order to investigate the scuffing resistant capacity and durability of the electroplating Cr, Cr-Al2O3, Cr-Diamond, PVD-CrN coatings, and hard amorphous graphite like carbon (GLC) coating, Wan et al. 40 tested the tribological properties of piston rings with the above coatings by high frequency oscillating tribometer (SRV) under oil lubricated condition. The test results showed that electroplated Cr-diamond coating had more advantages than electroplated Cr and Cr-Al2O3 coating. This was mainly due to the sufficient hardness of Cr-diamond coating under extreme pressure and the transition from diamond phase to graphitic phase under starved lubrication condition. It was found that the CrN-GLC coating had the best scuffing resistance performance, which was attributed to its self-lubricating effect and the ability to extract lubricant from the residue of active additives. Furthermore, GLC could not only improve the friction adaptability, but also reduce the friction coefficient and wear rate. The wear loss of the rings and the specific wear rate of the cylinder liner were depicted in Figure 16. The friction coefficients of the ring/cylinder liner pairs at the running-in and steady periods were shown in Figure 17. Furthermore, friction tests for the CrN/GLC coating were performed under various conditions, and the results are shown in Figure 18. 41
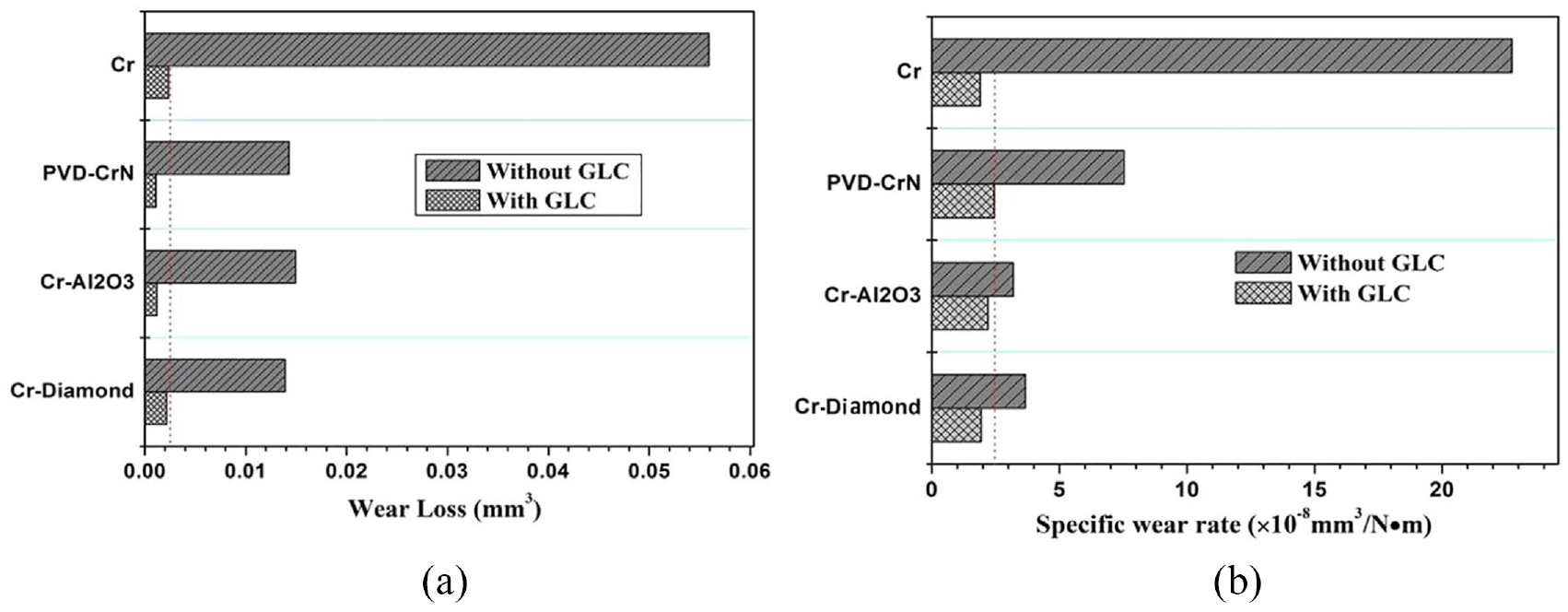
Wear loss of the rings (a) and the specific wear rate of the cylinder liner (b). 40

Friction coefficients of the ring/cylinder liner pairs at the running-in and steady periods. 40
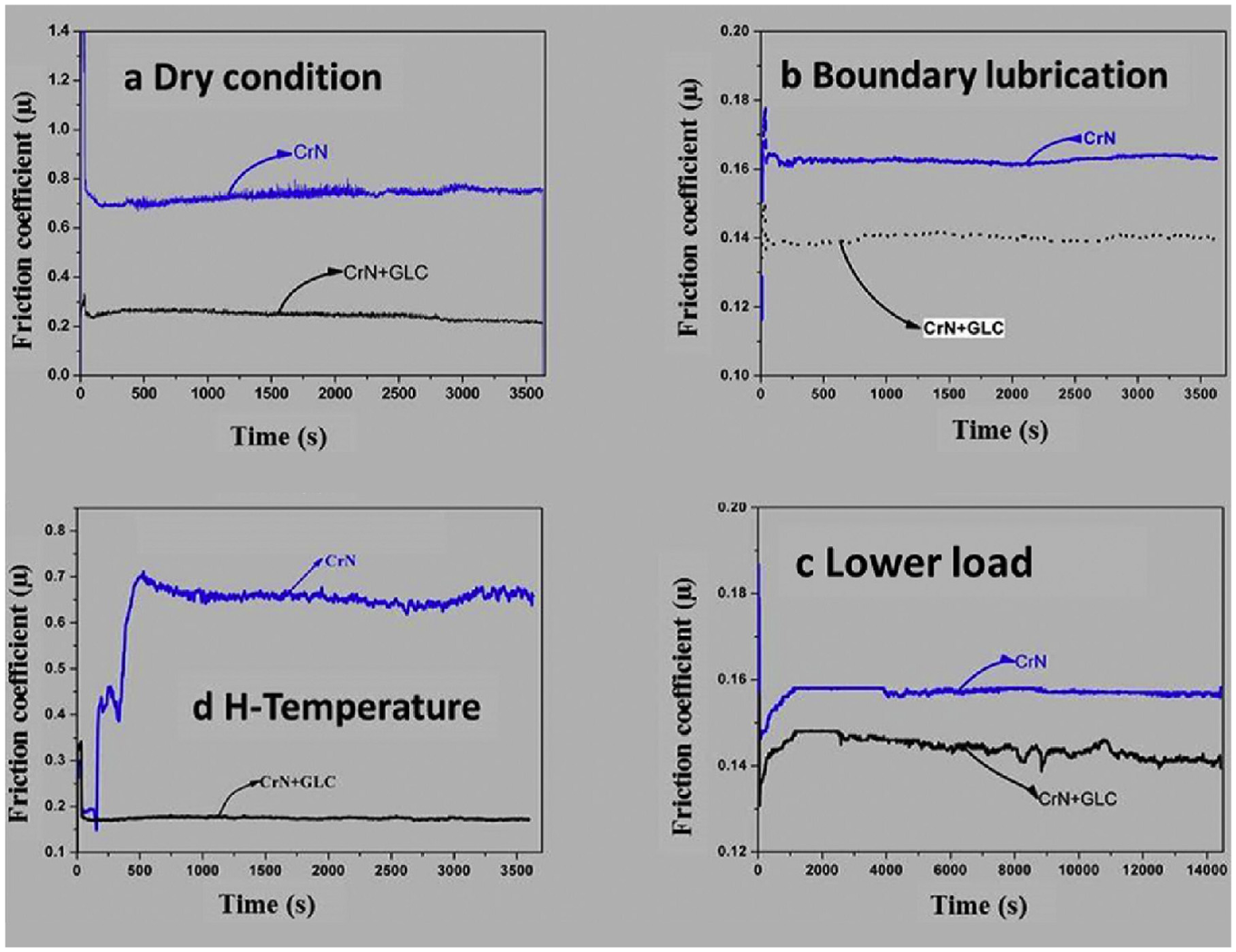
Friction coefficient as a function of sliding time under different conditions. 41
Kennedy et al. 42 reported the CarboGlideR piston ring coating developed by the Federal Mogul. This coating can reduce the friction power loss of heavy-duty gasoline engine and increase the fuel efficiency by up to 1.5%. CarboGlideR coating contains three layers, in which an ultra-thin chromium adhesive layer is used on the surface of the piston ring, the middle layer is composed of tungsten and hydrogenated carbon, and the outer layer is an amorphous diamond-like carbon layer with a specific ratio of SP 2 and SP 3 . The thixckness ratio of outer layer to middle layer is 0.7–1.5, and that of outer layer to total coating is 0.4–0.6. The total thickness of CarboGlideR coating is about 10 μm, which is two to three times higher than that of traditional DLC coating. The coating hardness is 1800–3100 HV0.02, and so the wear resistance of the coating is significantly improved.
Wu et al. 43 proposed a method to reduce the friction loss of internal combustion engine by combining structural optimization design with DLC coating technology. The piston, cylinder liner, bearing bush and valve spring of internal combustion engine were optimized. In addition, DLC coating was deposited on tappet, piston pin and piston ring. The ignition performance test of internal combustion engine was carried out. Results about the performance curve and the brake specific fuel consumption (BSFC) curve of engine were shown in Figures 19 and 20, respectively. Through structural optimization design and application of DLC coating, the engine torque and power were increased by 5.03 N/m and 1.73 kW on average. The fuel consumption of the whole machine was reduced by 2.5% on average. The experimental results of Wróblewski and Rogólski 44 on the sealing ring of aviation internal combustion engine show that DLC1 coating has the best ability to reduce the friction loss of the sealing ring above 2000 rpm compared with TiN, TiAlN, and CrN coating, which means that the engine resistance torque can be significantly reduced in the most commonly used crankshaft speed range (3200–3600 rpm).

Performance curve of engine. 43

Brake specific fuel consumption (BSFC) curve of engine. 43
Thermal spraying coating
Thermal spraying process
Thermal spraying technology includes air plasma spraying (APS), wire arc spraying (WAS), plasma transferred wire arc (PTWA), rotating single wire (RSW), high velocity oxygen fuel spraying (HVOF), and so on. 45 The systematic diagram of thermal spray deposition is shown in Figure 21. 9 Thermal spraying coating is widely used in the piston ring of internal combustion engine. Its advantages are as follows. (1) The thermal spraying coating has porosity which can retain the lubricating oil and improve the lubrication performance when the engine operates under boundary lubrication conditions. (2) The bonding strength between coating and substrate is high. (3) Thermal spraying coating can mix with metals, alloys, ceramics and oxides, and therefore the coating has high hardness, wear resistance, corrosion resistance, high strength, and low friction coefficient. (4) This coating has good thermal stability. However, its disadvantage is that the deposition temperature is very high, which will cause the thermal deformation of the substrate. In addition, the surface roughness of this coating is large, and the post-treatment process is needed to reduce the surface roughness.

Systematic diagram of thermal spray deposition. 9
Thermal spraying on piston ring
Mo-based coating
Among the thermal spraying coatings for piston rings, Mo-based materials are widely used as Mo element can increase the bonding strength between the coating and substrate. In addition, Mo-based coating has good toughness, high crack resistance and strong scratch resistance. Ficici and Kurgun 46 applied HVOF to spray Mo powder on piston rings and conducted orthogonal friction test with cast iron cylinder liners. The results showed that the influence of load on the wear loss was the largest. The wear mechanism was abrasive wear. The influence factors of load, temperature and speed on the wear loss of piston ring were 58.12%, 16.35%, and 2.19%, respectively. Zhu et al. 47 compared the tribological properties of Cr-Al2O3, CrN, and sprayed Mo coatings deposited on piston rings. The results showed that the Cr-Al2O3 coating was easier to be scratched than other coatings when the piston ring matched with the chromium plated cylinder liner. The wear depth of CrN piston ring was greatly reduced compared with that of sprayed Mo piston ring. Furthermore, the wear depth of cylinder liner matched with CrN piston ring also decreased, but the friction coefficient increased from 0.113 to 0.123. The friction coefficients of three kinds of piston rings and the wear depth of three tribo-couples were depicted in Figures 22 and 23.

Friction coefficients of three kinds of piston rings measured as a function of time. 47

Wear depth of three tribo-couples. 47
The coating with one material is difficult to meet the requirements of low friction coefficient and wear rate simultaneously for piston rings. Therefore, the application of composite coatings to piston rings has become the focus of researchers. Li et al. 48 deposited Mo-(NiCr-Cr3C2) composite coating on piston rings by atmospheric plasma spraying, and tested the mechanical and tribological properties of the coating. The results showed that adding Mo to the coating helped to reduce its porosity. The microhardness of Mo-(NiCr-Cr3C2) coating decreased with the increase of Mo content. The composite coating with 20% Mo had better tribological properties. The wear resistance of the coating had a good corresponding relationship with the ratio of hardness to modulus (H/E). Shen et al. 49 deposited pure Mo and NiCr alloy (NCM) on the surface of piston ring by thermal spraying process. Through friction tests with the cast iron cylinder liner, it was found that NCM coating had better scratch resistance than CKS coating under heavy load.
Davis et al. 50 added Cr2AlC powder to the alloy composite powder Ni-Mo-Al which was mixed by Ni, Mo, and Al powders with the weight percentage of 54%, 44%, and 2% respectively, and deposited it on the piston ring by APS. The proportions of Cr2AlC powder were designed to be 0, 10, 20, and 50 wt%. When 20 wt% Cr2AlC powder was added, the coating showed lower wear rate and friction coefficient, and the cycle life of piston ring was relatively the highest. The author believed that this coating was suitable for using in piston rings, and suggested its wide application. Karamlş et al. 51 deposited Al-Mo-Ni coating on the surface of AISI 440C steel piston ring by plasma spraying process. Through the friction test, it was found that Al-Mo-Ni coating could effectively reduce the friction under oil lubricated state, and the critical temperature caused by friction force was 200°C. Hwang et al. 52 prepared the coating composed of a variety of powders on piston ring and cylinder liner by plasma spray process. The tribological properties of different material pairs were tested by reciprocating disk-on-plate under dry friction condition. The results showed that adding molybdenum into the sprayed powder played an important role in improving the wear resistance of the coating. The matching pair between Cr2C3-NiCr-Mo coated piston ring and Cr2C3-NiCr-Mo coated cylinder liner showed the best anti-wear performance.
Other coatings
Akbarzadeh and Khonsari 53 fabricated the pocket-like micro-textures on the piston ring, as shown in Figure 24. In addition, Al2O3 coating was deposited on the piston ring by plasma spraying. Test results showed that both methods could reduce the friction of piston ring, but the combination of them had better effect. The friction force of Al2O3 coating deposited on the pocket-like textures could be reduced by 15%, as shown in Figure 25.

Image of compression ring with pocket-like micro-textures. 53

Frictional behavior of piston ring sets after various surface treatments. 53
CrC-NiCr coating is another kind of thermal spray coating with anti-wear and low friction. Picas et al. 54 sprayed Cr3C2 75% and NiCr20 25% (75% chrome carbide, 25% nickel chrome) powders on steel substrate by applying HVOF process. It was found that CrC-NiCr coating exhibited superior performance in both mechanical and tribological properties, and thus they could be good substitutes for hard chrome coatings. Landa et al. 55 applied APS technology to deposit TinO2n-1 coating on AT 126 piston ring with NiCr as bonding layer. The hot wear engine tests over 100 h using globular cast iron liners showed that TinO2n-1 coating improved the wear resistance of the ring compared with Mo-based coatings. Therefore, thermal sprayed TiOx-based coating is a promising alternative to Mo-based coating.
Kennedy et al. 56 reported a new generation of low friction loss non-hydrogenated C-based piston ring coating DuroGlideR developed by Federal Mogul. Plasma process and surface polishing process were applied to this coating. The thickness of this coating was up to 25 μm. DuroGlideR coating had good bonding performance with the substrate, and the service temperature could reach 500°C. Therefore, this coating could meet the service requirements of piston rings even under heavy load operation conditions. The fuel could be saved by 1.5%, which was equivalent to the reduction of CO2 by 3 g/km. DuroGlideR coating had lower friction coefficient and better wear resistance than CarboGlideR, CKS, CrN, and Goetze diamond coatings (GDC).
Other coating technology
Besides the electroplating coating, PVD coating and thermal spraying coating described above, other coatings which can be used to improve the surface properties of the piston ring mainly include phosphate coating, chemical vapor deposition (CVD) coating, and chemical nickel plating coating. Their preparation process, common types, and the corresponding tribological properties are as follows.
Phosphating is a chemical conversion coating method, which converts the substrate surface material into a non-metallic crystalline coating. The coating formed by this process not only has good corrosion resistance, but also has good wear resistance. The thickness of phosphate coating is generally from 3 to 50 μm. Iron phosphate, zinc phosphate and manganese phosphate are three common phosphate coatings. In order to obtain the wear trend of zinc phosphate coating, Özkan and Kaleli 57 conducted tests between zinc phosphate piston ring (Honda GH-200 engine) and gray cast iron cylinder liner (Honda GX-390 engine) on a reciprocating tribotester under boundary lubricating conditions. It was found that the proportion of calcium, zinc and phosphorus in the piston ring decreased and transferred to the cylinder liner surface. In addition, the wear rate of cylinder liner was lower than that of piston ring.
Chemical nickel plating technology is used in piston rings because of its low internal stress, excellent mechanical properties, corrosion resistance and wear resistance. Peng et al. 58 deposited Ni-P, Ni-P-MoS2, Ni-P-GO, and Ni-P-MoS2-GO coatings on ductile iron piston rings via chemical nickel plating process. Illustration of the preparation process of electroless Ni-P composite coatings is shown in Figure 26. The friction and wear tests were carried out on a multi-functional piston ring-cylinder liner tribometer under the condition of bio-oil lubrication. It was found that Ni-P-MoS2-GO coated piston rings showed excellent friction reduction and anti-wear performance, which showed the potential for preventing corrosion when bio-oil was used in internal combustion engine.

Illustration of the preparation process of electroless Ni-P composite coatings. 58
CVD is a chemical process which forms the solid compound deposited on substrate surfaces through the reaction of the volatile precursors in the gas phase. According to the difference of energy sources, CVD technology can be divided into thermally activated CVD, plasma-enhanced CVD, photo-initiated CVD, and so on. 59 Acunaş Karagöz et al. 60 directly synthesized graphite coating on piston ring (Honda GX270 engine) by using hydrogen flux synthesis from hexane vapor under a vacuum condition in a newly designed CVD reactor. The direct CVD synthesized graphene coating on piston rings showed significantly lower friction coefficients than uncoated piston ring through tribological tests. However, as the temperature during the preparation of CVD graphite coating is more than 800°C, the piston ring has large deformation. This kind of piston ring has a big loss of compression after 75 h duration tests through an engine bench. Therefore, the direct CVD graphite coating is not suitable for using in the engine piston ring.
Summary and conclusion
Applying coating technology to strengthen the surface performance is an important method to improve the tribological properties of internal combustion engine piston rings. This review describes the recent progress of several representative technologies for preparing coatings and their technical processes. Various coatings used in piston rings as summarized in Table 1 and their tribological characteristics are briefly discussed. Main conclusions are as follows.
(1) Due to the advantages of good adhesion between coating and substrate, high wear resistance and low economic cost, hard chromium coating and chromium based ceramic coating prepared by the electroplating process are widely used in piston rings previously. However, with the emphasis of environmental problem, these electroplating coatings tend to be eliminated because of the pollution caused in the preparation process.
(2) The application of environment-friendly PVD coating becomes more and more widely, and it tends to be an important coating type used in piston rings in the future. The most typical PVD coating include CrN coating and DLC coating. CrN coating is suitable for heavy-duty diesel engines because of its good toughness and high temperature resistance. DLC coating has a low friction coefficient due to its self-lubrication property, but it exhibits poor toughness, easy delamination and low high temperature resistance properties. Therefore, DLC coating is suitable for low-power engines with high requirements for fuel consumption and emission.
(3) Thermal spraying coatings, especially the Mo-based and C-based coatings, have broad application prospects on piston rings as the spraying powder can be selected and mixed according to the application requirements. The application of CVD coating on piston rings is limited because the high temperature in its preparation may lead to the deformation of piston rings. Chemical conversion coating is rarely used on piston rings. The optimization of the existing coating preparation methods and development of new methods would motivate continued efforts in the future.
Summary of various coatings applied on piston rings.

Among various processes for preparing piston ring coating, PVD process has relatively obvious advantages. This is mainly due to the low temperature of PVD coating preparation process, good adhesion between coating and substrate, smooth coating surface and no pollution in the process. However, it is necessary to continuously optimize the process flow to overcome the problem of high cost in the preparation of PVD coating. In the future, the research direction of piston ring PVD coating should focus on ultra thick coating, multi-layer coating and high entropy alloy coating. PVD process should focus on the composite deposition of cathode arc, ion implantation and sputtering coating.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Foundation item: The work was supported by the Tribology Science Fund of State Key Laboratory of Triboloy (SKLTKF20B08).