
Abstract
By using a resin bonded diamond grinding wheel, the influence of grinding conditions on processing quality of the ultrafine cemented carbides with different Co content were investigated. Through grinding experiments, the effects of grinding wheel linear speed, feed speed and grinding depth on the surface morphology, roughness, and residual stress of cemented carbides were studied, and the relationship between grinding conditions and machining quality was established. Then, the evaluation and prediction of surface quality according to the grinding parameters can be realized by using ternary regression analysis. Finally, gray relational analysis was applied to optimize the multi-objective concerning surface quality to find the optimal grinding process parameters. The grinding test results show that with the increase of grinding linear speed as well as the decrease of feed speed and grinding depth, the maximum undeformed abrasive particle thickness decreases, which improves the surface plastic removal ratio and reduces the surface roughness. The multi-objective optimization of the grinding process can be achieved by using gray relational analysis, the resulting optimal process parameters achieve the lowest residual stress and surface roughness, which provides a theoretical basis for the prediction and control of the surface quality of cemented carbide in the grinding process.
Introduction
Cemented carbide is a kind of composite material made of refractory metal carbide with high hardness and metal binder with good toughness by powder metallurgy. 1 Compared with ordinary cemented carbide, the main feature of ultrafine cemented carbide is that WC grain size is small (0.2–0.5 μm). Known as the “teeth” of industry, ultrafine cemented carbide is widely used in metal cutting, rock drilling and mining, wear-resistant parts and tensile molds due to its high strength, hardness, fracture toughness, bending strength, and excellent wear resistance.2–4 The excellent physical properties of ultrafine cemented carbide contribute to its wide application in industry, but also make its processing more difficult. 5 In order to ensure the performance and service life of ultrafine cemented carbide in precision machining, the surface finish of ultrafine cemented carbide must be improved by grinding.6–9
The surface morphology and roughness of cemented carbide have a decisive impact on its performance and service life. Improper grinding parameters will lead to poor surface quality and microcracks, which will affect the performance of cemented carbide and produce excessive residual stress.10,11 Therefore, it is necessary to explore the influence of grinding parameters on the surface quality of ultrafine cemented carbide, so that the prediction of the surface quality of ultrafine according to the grinding conditions can be realized. 12
In the past literature, resin bonded diamond wheels were usually used to grind cemented carbide (2–5 μm) with medium grain size under different processing conditions, such as wet grinding, dry grinding, electrolytic in-process dressing (ELID) grinding and electrochemical grinding.13–17 A detailed study on the cemented carbide surface machined by traditional grinding revealed that WC grains can be broken and pulverized by the diamond grinding wheel. 18 In the grinding, the surface of cemented carbide was affected by softer metal binder and crushed WC powder particles. It is shown that some carbide particles were pulled out, plastically deformed by abrasive particles, or pits are left on the surface of cemented carbide. It can be inferred that the damaged surface morphology of cemented carbide may be caused by large stress due to the improper machining methods and grinding parameters. With a diamond-coated carbide end mill, Okada et al. 19 investigated the relationship between surface quality of cemented carbides and cutting conditions in milling process. The experimental results show that the cross section of WC grain is flat under the ductile cutting conditions of small feed rate and cutting depth. Yin et al. 20 studied the effects of WC grain size on surface roughness, shape accuracy, residual stress and material removal behavior in grinding process. The results show that the microstructure of cemented carbide, that is WC grain size, has a significant effect on the residual stress caused in grinding. On the other hand, according to the research of Andreas et al., 21 the feed rate has an important influence on the residual stress of cemented carbide (WC-Co) in the grinding process. It was also reported that the processability and service life of WC-Co cemented carbides strongly depend on the surface quality and the relative content of the two phases.11–13 In recent years, fine grain cemented carbides have been developed with better mechanical properties and processability than the traditional micro-structured carbides.14,15
In ultra precision grinding, process parameters will inevitably affect the surface quality and machining characteristics of cemented carbide materials. The microstructure and properties of cemented carbides with different Co contents are different, while the influence of grinding parameters on their surface quality may also vary. However, there is little research on the machining characteristics of these new structural materials, especially the machining characteristics of ultrafine cemented carbides with different Co content. To investigate the influence of grinding parameters on the surface quality of ultrafine cemented carbides with different Co content, find the best process parameters for grinding different grades of cemented carbides, and provide a theoretical basis for the prediction and control of the surface quality of cemented carbides in the grinding process. In this paper, three kinds of ultrafine cemented carbide with the same grain size and different Co content were used for grinding experiments. The effects of grinding wheel linear speed, grinding depth and feed speed on the surface morphology, roughness, and residual stress of cemented carbide were studied. Finally, based on the ternary regression analysis, the grinding parameters were used to evaluate and predict the surface quality of ultrafine cemented carbide.
Experimental materials and methods
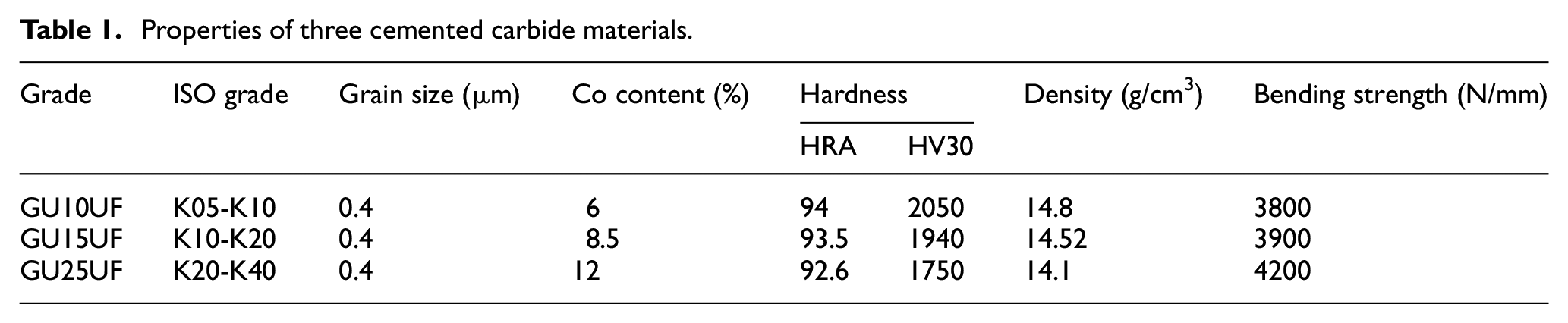
Three kinds of cemented carbide, GU10UF, GU15UF, and GU25UF, were selected for grinding tests according to the Co content. The properties of the three kinds of cemented carbide are listed in Table 1.
Properties of three cemented carbide materials.
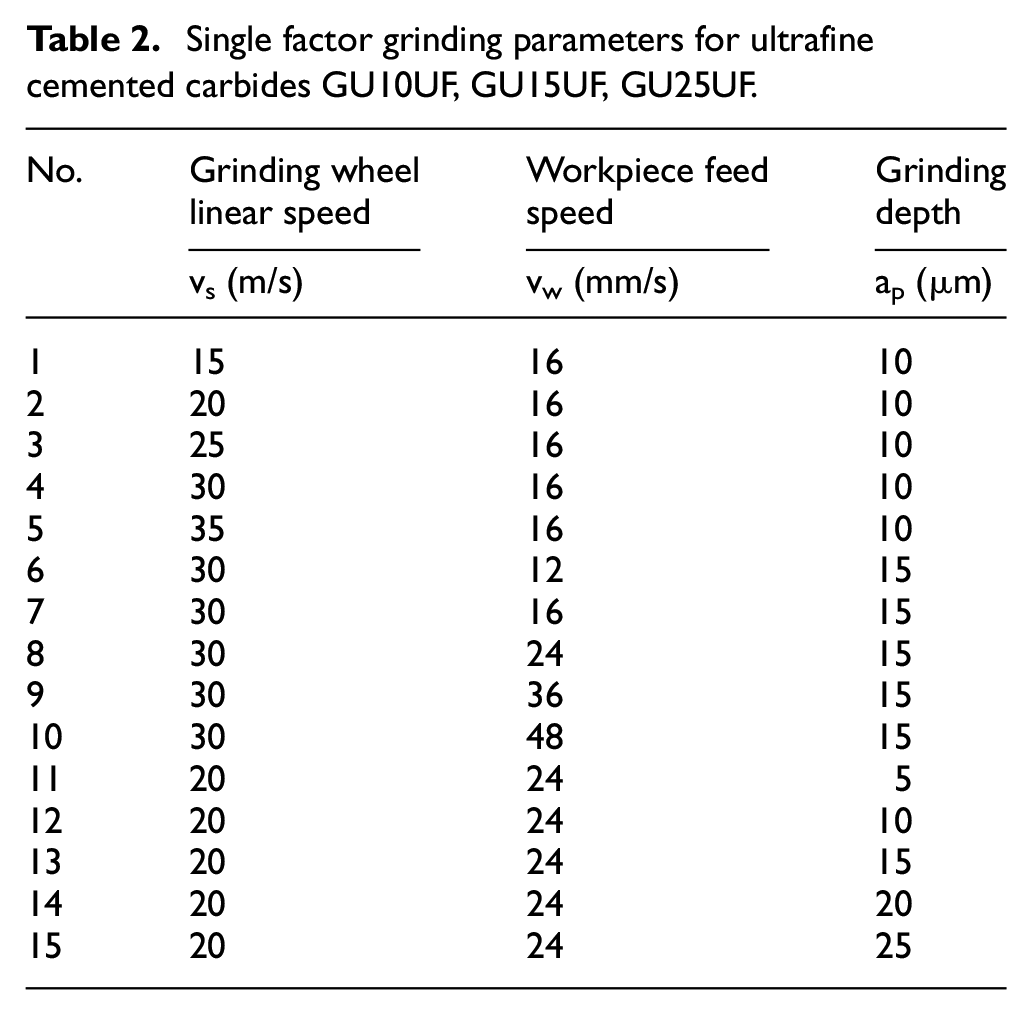
The grinding tests were carried out by using a precision surface grinder (ORBIT 25, BLOHM, Germany) with resin bonded diamond grinding wheel. The matrix of grinding wheel is made of cast aluminum with a diameter of 200 mm, an abrasive layer width of 12 mm, a diamond abrasive particle size code of 230/270 and a concentration of 100%. The grinding type of the test was forward processing. A coolant (Syntilo 9930, Castrol, UK) with a flow rate of 1 m 3 /h was used in the grinding process. The values of parameters for the single factor grinding experiments for GU10UF, GU15UF, GU25UF cemented carbides are shown in Table 2. The values of Orthogonal experimental parameters for ultrafine cemented carbide GU25UF are illustrated in Table 3. The selection of grinding parameters was based on the grinding wheel model and the allowable range of grinder. The size of ultrafine cemented carbide sample is 9 × 9 × 6 (mm). The material removed (mm 3 ) in one experiment can be calculated by 9 × 9 × ap, where ap (mm) is the grinding depth.
Single factor grinding parameters for ultrafine cemented carbides GU10UF, GU15UF, GU25UF.
Orthogonal experimental parameters for ultrafine cemented carbide GU25UF.

After each test, the surface morphology of machined workpiece was assessed by SEM (TM3030, Hitachi, Japan). The surface roughness of ultrafine cemented carbide after grinding was measured with a roughness measuring instrument (MarSurf GD25, Mahr Ltd., Germany), the sampling length was 5.6 mm, and the contour arithmetic means deviation Ra was used as the surface roughness evaluation parameter. The surface roughness Ra in the horizontal and vertical directions was measured for five times respectively. The residual stress in the central region of cemented carbide after grinding was measured immediately by X-ray diffraction (iXRD, Proto, Canada) with Cu-Kα radiation. Before measurement, clean the workpiece with acetone solution in an ultrasonic cleaner for 20 min.
Results and discussion
Effect of Co content on surface micromorphology of cemented carbide
The machined surface micromorphologies of ultrafine cemented carbide (GU10UF, GU15UF, GU25UF) with different Co contents under the same grinding parameters are shown in Figure 1. The cemented carbide surface after grinding has a large number of obvious scratches and material buildup with the appearance of fracture. It can be inferred that the material removal way is generally plastic removal, and there exists a small amount of brittle fracture removal. It can be found that under the same grinding parameters, the surface morphology of carbide GU25UF with the highest Co content is the worst, which has a large number of deep scratches and fractures. As shown in Figure 1, with the increase of Co content, the scratch on the workpiece surface becomes deeper as well as the surface becomes rough, furthermore, the removal caused by brittle fracture increases.
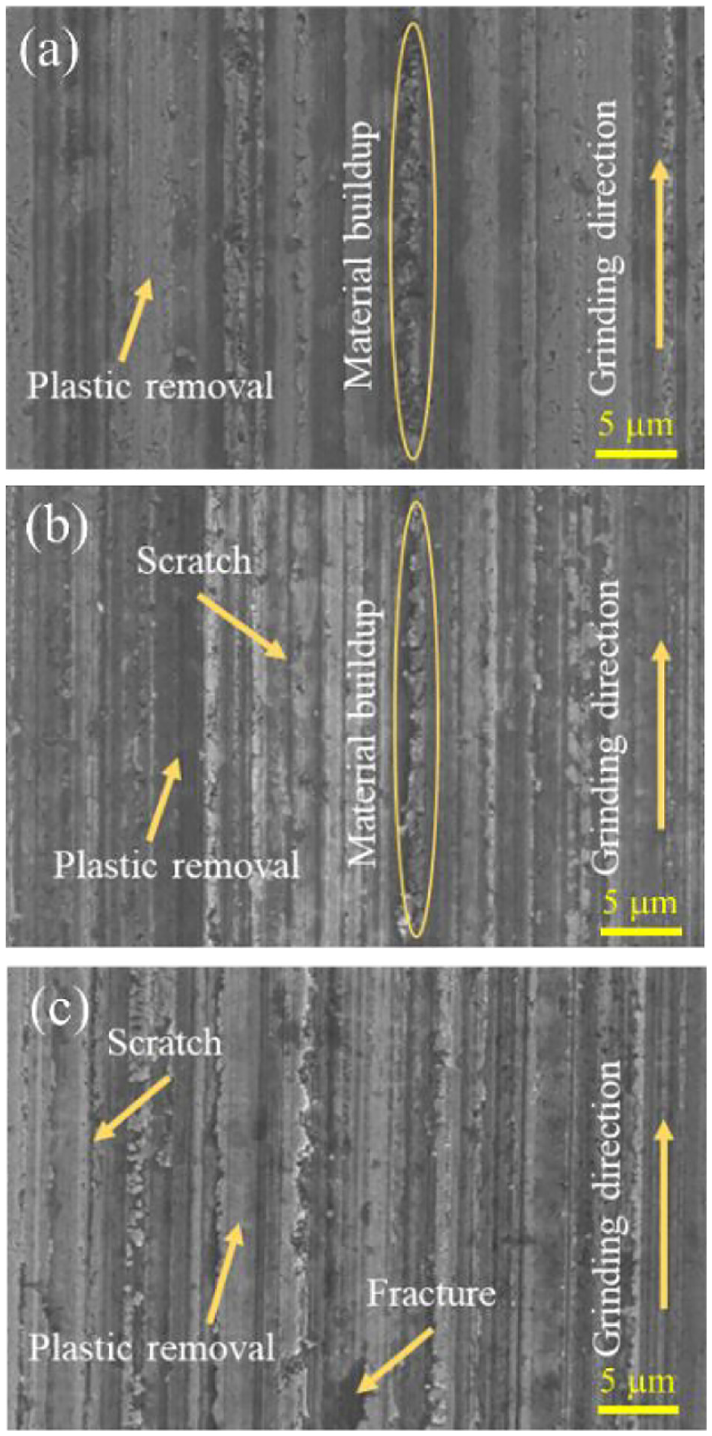
Effect of Co content on surface micrograph of cemented carbide: (a) GU10UF, (b) GU15UF, and (c) GU25UF (vs = 30 m/s, vw = 48 mm/s, ap = 15 μm).
Effect of grinding parameters and Co content on surface roughness of cemented carbide
Surface roughness is one of the important factors in evaluating the surface quality of the workpiece, which has a great impact on the assembly quality of parts. In addition, surface roughness is also an important characterization index for evaluating the performance and service life of cemented carbide tools. Figure 2 illustrates the effect of linear speed of grinding wheel on the surface roughness of cemented carbide under the condition of grinding depth = 10 μm and feed speed = 16 mm/s. It can be found that with the increase of grinding wheel linear speed vs, the surface roughness Ra in both horizontal and vertical directions decreases. When the linear speed of grinding wheel vs is 15 m/s, the surface roughness values of workpiece GU10UF, GU15UF, GU25UF in horizontal direction are 0.0733, 0.0871, and 0.0937 μm respectively, and the surface roughness values in vertical direction are 0.5693, 0.5784, and 0.5835 μm respectively. When the linear speed of grinding wheel vs is 35 m/s, the surface roughness values of workpiece GU10UF, GU15UF, GU25UF in horizontal direction are 0.0542, 0.0569, and 0.0613 μm respectively, and the surface roughness values in vertical direction are 0.4923, 0.5128, and 0.5210 μm respectively. Obviously, when the vs increases from 15 to 35 m/s, the surface roughness values of the three workpieces decrease by 26.10%, 34.67%, and 34.56% in the horizontal direction and 13.53%, 11.34%, and 10.71% in the vertical direction respectively. One explanation is that with the increase of vs, the number of effective abrasive particles participating in grinding per unit time increases, leading to the increase of the number of times to process the surface in unit time, which will reduce the thickness of material removed by each abrasive particle grinding. Therefore, the grooves and scratches formed on the machined surface gradually become shallow. Meanwhile, as the vs increases, the maximum undeformed chip thickness hmax of individual abrasive gradually decreases, resulting in a reduction in the number of cracks and pits on the machined surface, leading to a reduction in surface roughness. 12

Effect of different grinding wheel linear speed on workpiece surface roughness Ra in: (a) horizontal direction and (b) vertical direction (ap = 10 μm, vw = 16 mm/s).
When the grinding depth is 15 μm and the grinding wheel linear speed is 30 m/s, the effect of feed speed on the grinding surface roughness Ra is exhibited in Figure 3. The results show that the surface roughness Ra in both horizontal and vertical directions increases with the increase of feed speed vw. Compared with the case vw = 12 mm/s, the surface roughness values of workpiece GU10UF, GU15UF, GU25UF for the case vw = 48 mm/s increase by 67.32%, 66.03%, and 61.92% in horizontal direction respectively, as well as by 14.73%, 16.45%, and 17.96% in vertical direction respectively. It is speculated that the increase in the feed speed affects the contact state, which increases the maximum undeformed chip thickness hmax so as to increase the surface roughness. It is speculated that as the workpiece feed speed increases during grinding process, the number of abrasive particles processing the surface of the workpiece per unit time decreases, resulting in fewer repeated grinding at the same location of the workpiece, which makes the grinding thickness of a single particle larger. As a result, the proportion of material removal increases and deeper scratches and grooves are formed on the surface, resulting in an uneven surface and increased roughness.

Effect of different workpiece feed speed on workpiece surface roughness Ra in: (a) horizontal direction and (b) vertical direction (ap = 15 μm, vs = 30 mm/s).
Under the condition that the feed speed is 24 mm/s and the linear speed of grinding wheel is 20 m/s, the effect of grinding depth on the surface roughness of cemented carbide is shown in Figure 4. As shown in Figure 4, with the increase of grinding depth, the surface roughness values in both horizontal and vertical directions increase. When the grinding depth ap is 5 μm, the surface roughness values of the workpiece GU10UF, GU15UF, GU25UF are 0.0679, 0.0727,and 0.0806 μm in horizontal direction respectively, and 0.5749, 0.5876,and 0.5992 μm in vertical direction respectively; when the grinding depth ap is 25 μm, the surface roughness values increase by 28.07%, 28.52%, and 28.36% in horizontal direction respectively, as well as by 6.31%, 6.37% in vertical direction respectively. This is because with the increase of the grinding depth, the maximum undeformed chip thickness hmax increases and the surface roughness Ra increases.
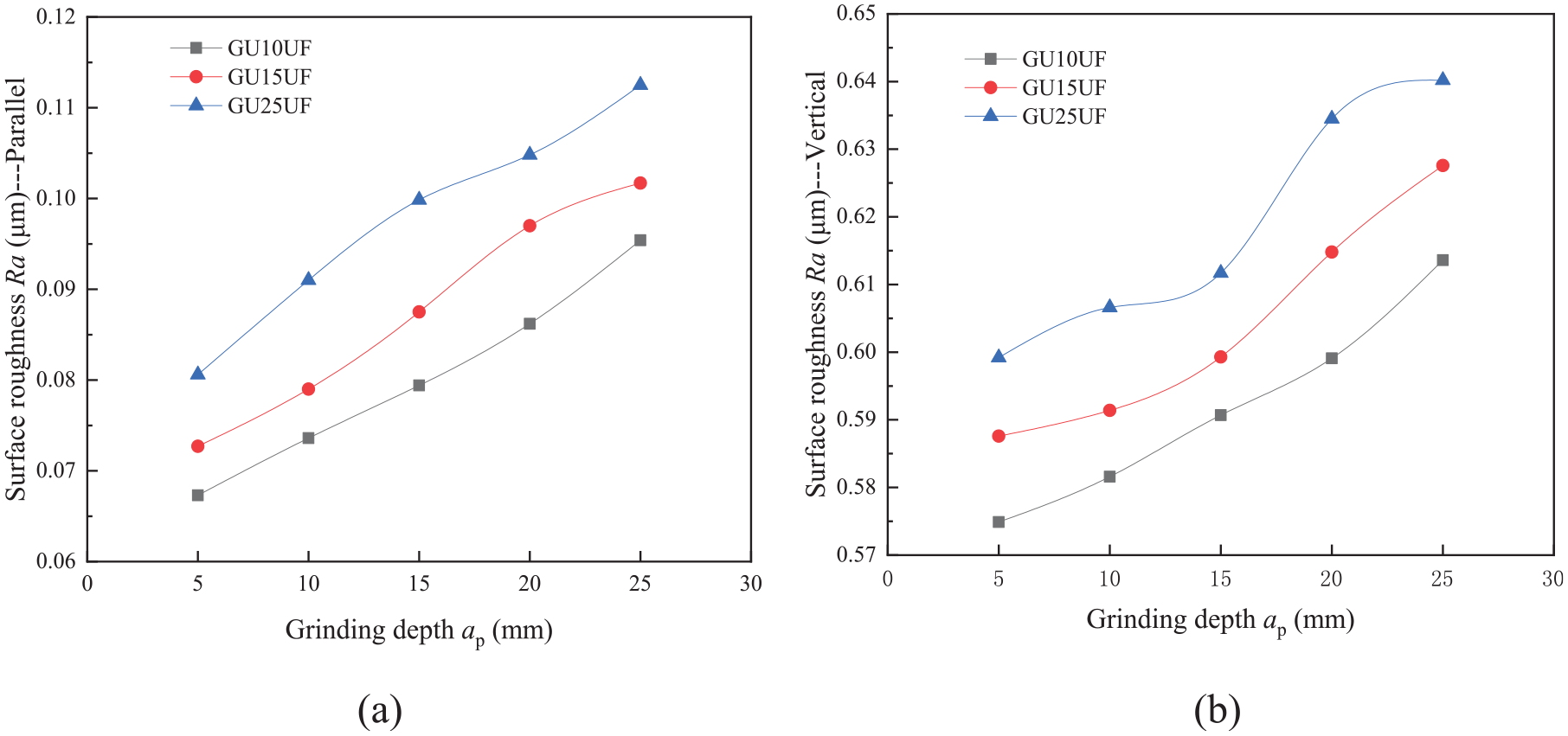
Effect of different grinding depth on workpiece surface roughness Ra in: (a) horizontal direction and (b) vertical direction (vw = 24 m/s, vs = 20 mm/s).
From Figures 2–4, it is shown that the surface roughness of GU25UF is the largest and that of GU10UF is the smallest. This may be explained that the surface roughness of ultrafine cemented carbide with the same grain size increases with the increase of Co content. The thermal expansion coefficients of Co binder and WC grains in ultrafine cemented carbide are different, meaning that the thermal expansion of both during grinding and the contraction state during subsequent cooling are different, which also results in the more Co binder content, the less uniformity of the workpiece surface, thus leading to the increase of surface roughness.
In order to further determine the relationship between grinding parameters and surface roughness to predict the surface roughness, ternary regression method is used to analyze the surface roughness in horizontal and vertical directions. The results from ternary regression analysis of GU10UF, GU15UF, GU25UF is illustrated in Figures 5–7. The exponents of exponential function in the mathematical regression model can reflect the influence of each grinding parameter on the surface roughness Ra. According to the mathematical regression model, the surface roughness Ra in the horizontal and vertical directions is inversely proportional to the grinding wheel linear speed vs, and is proportional to the workpiece feed rate vw and the grinding depth ap. Among them, the workpiece feed speed vw has the greatest influence, the grinding depth ap takes the second place, and the grinding wheel linear speed vs is the smallest. When the material removal rate remains the same, increasing the grinding depth ap and reducing the feed rate vw can reduce the surface roughness Ra in the horizontal and vertical directions, so as to obtain better surface quality.

Ternary regression analysis diagram of surface roughness of workpiece GU10UF in: (a) horizontal direction and (b) vertical direction.
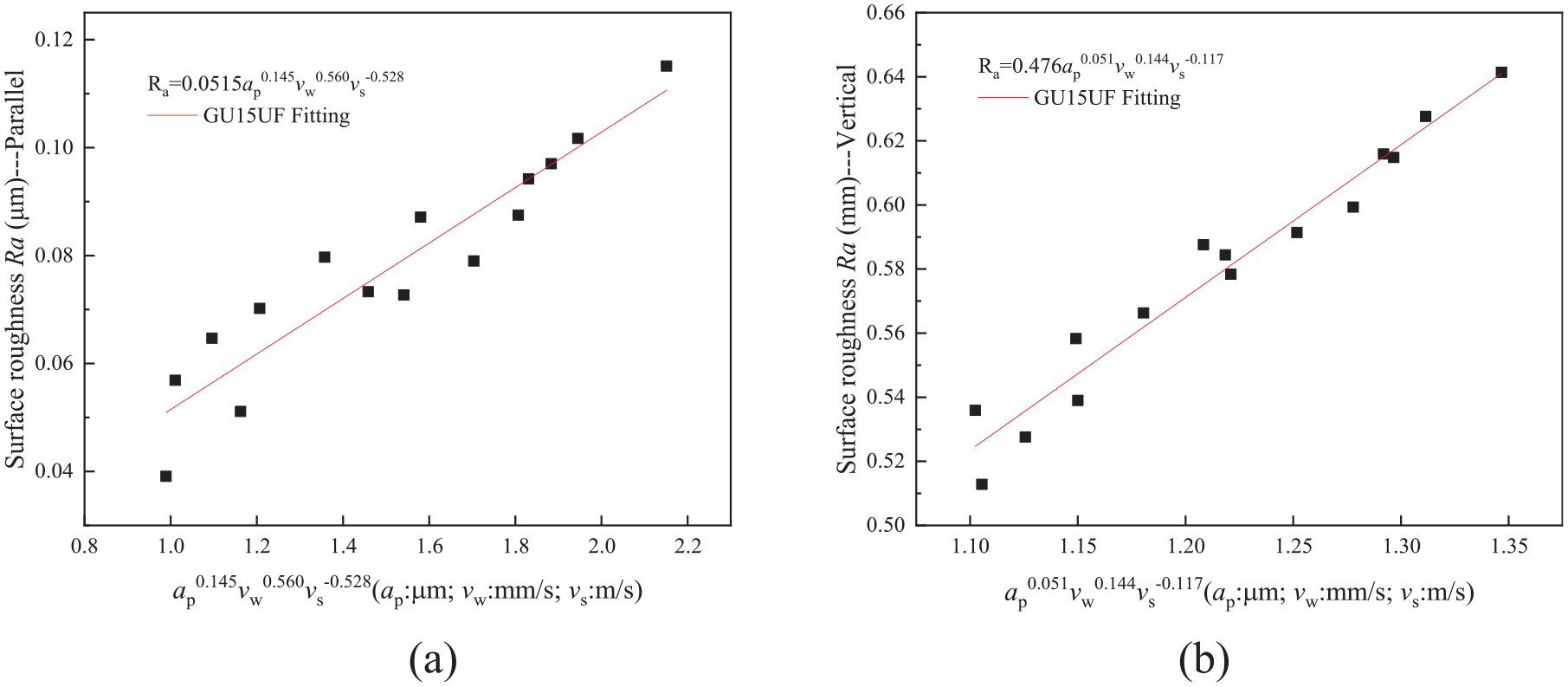
Ternary regression analysis diagram of surface roughness of workpiece GU15UF in: (a) horizontal direction and (b) vertical direction.

Ternary regression analysis diagram of surface roughness of workpiece GU25UF in: (a) horizontal direction and (b) vertical direction.
The validity and reliability of the established ternary regression mathematical model can be verified by the grinding example of GU25UF. In this case, the correlation coefficients R 2 obtained by nonlinear regression analysis are 0.9255 and 0.9213 respectively, both of which are greater than 0.9, indicating that the correlation of each parameter has been fully confirmed. The F values of the model are found as 852 and 8895 respectively. By using the F values, F0.01(3,60) = 4.13 can be determined through the F distribution table. It is shown that the effect of the established regression model is remarkable, since the F verification values of the experimental results are greater than 4.13. Compared with the measured value, the average errors of the predicted value are 3.33% and 0.76% respectively. The results show that the ternary regression mathematical model has good prediction accuracy for the horizontal and vertical surface roughness Ra of superfine cemented carbide grinding with resin binder diamond wheel.
Effect of grinding parameters and Co content on residual stress of cemented carbide
The existence of residual stress not only reduces the strength of the material, but also reduces the stress corrosion resistance and fatigue strength of the material. Figure 8 illustrates the effect of linear speed of grinding wheel on the residual stress of cemented carbide for the grinding case with grinding depth = 10 μm and feed speed = 16 mm/s. It can be found that with the increase of linear speed of grinding wheel, the residual stress decreases. When the linear speed of grinding wheel vs is 15 m/s, the residual stresses of workpiece GU10UF, GU15UF, GU25UF are measured as 713.16, 734.06,and 753.61 MPa respectively. However, when the grinding wheel linear speed vs is 35 m/s, the residual stresses of workpiece GU10UF, GU15UF, GU25UF are 611.44, 622.50,and 658.97 MPa respectively. Compared with the case vs = 15 m/s, the residual stresses of workpiece GU10UF, GU15UF, GU25UF for the case vs = 35 m/s are reduced by 14.26%, 15.20%, and 12.56% respectively. It can be attributed to the fact that This can be attributed to the decrease of the maximum undeformed chip thickness hmax of abrasive particles when the linear speed vs increases, resulting in the decrease of residual compressive stress caused by abrasive particle extrusion effect. On the other hand, the increase of grinding temperature will also induce residual tensile stress. Combining these two reasons, the residual compressive stress will decrease with the increase of grinding wheel linear speed.

Effect of different grinding wheel linear speed on residual stress (ap = 10 μm, vw = 16 mm/s).
For the case with grinding depth = 15 μm and linear speed of grinding wheel = 30 m/s, the effect of different workpiece feed speeds on the residual stress is shown in Figure 9. The residual compressive stresses of workpiece GU10UF, GU15UF, GU25UF are measured as 626.34, 661.38, and 716.37 MPa respectively for the case with feed speed = 12 mm/s as well as 703.28, 736.57, and 775.81 MPa for the case with feed speed = 48 mm/s. The residual compressive stresses of workpiece GU10UF, GU15UF, GU25UF increase by 10.94%, 10.21%, and 7.67% respectively when the feed speed increase from 12 to 48 mm/s, which shows that the residual stress increases with the increase of the feed rate. This phenomenon can be explained as the grinding force increases with the increase of feed rate, and the increase of grinding force makes the extrusion effect of abrasive particles more obvious in the grinding process, thus increasing the compressive stress. On the other hand, with the increase of feed speed, the heating time of workpiece surface is shortened, so as to reduce the residual tensile stress caused by grinding heat. To sum up, with the increase of the workpiece feed rate, the residual compressive stress increases.

Effect of different workpiece feed speed on residual stress (ap = 15 μm, vs = 30 mm/s).
For the grinding case feed speed = 24 mm/s and linear speed of grinding wheel = 20 m/s, the effect of grinding depth on the residual stress of cemented carbide is shown in Figure 10. It can be shown that the residual stress increases with the grinding depth. For example, the residual stresses of workpiece GU10UF, GU15UF, GU25UF are measured as 586.32, 621.91, and 660.12 MPa respectively for the case with grinding depth = 5 μm as well as 838.76, 872.16,and 932.45 MPa for the case with depth = 25 μm. The residual stresses of workpiece GU10UF, GU15UF, GU25UF increase by 30.10%, 28.70%, and 29.21% respectively when the grinding depth increase from 5 to 25 μm. One explanation for this is that with the increase of the grinding depth, the grinding force and grinding temperature will increase accordingly, and then the grinding force will lead to the increase of abrasive extrusion effect in the grinding process, 13 resulting in residual compressive stress. Although the residual tensile stress will be generated with the increase of grinding temperature, the influence of grinding force on the residual stress is greater than that of grinding temperature in the process of increasing grinding depth. Therefore, the residual compressive stress of grinding surface increases with the increase of grinding depth.
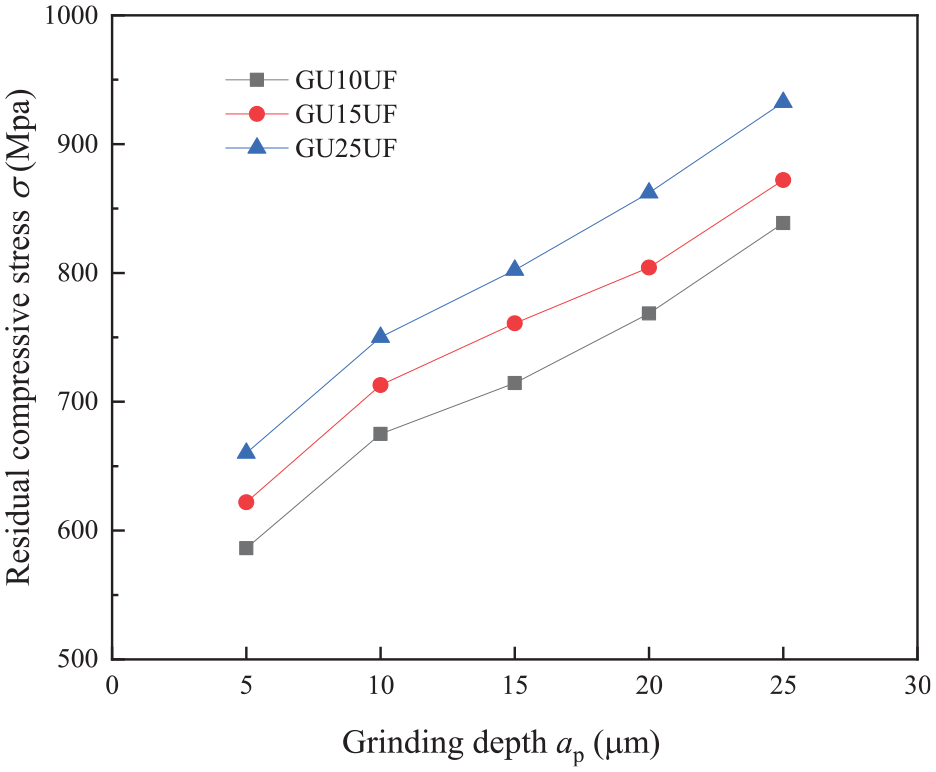
Effect of different grinding depth on residual stress (vs = 20 m/s, vw = 24 mm/s).
As shown in Figures 8–10, when other grinding parameters remain the same, the residual compressive stress of cemented carbide increases with the increase of Co content. This phenomenon can be explained as the higher the content of Co in the bonding phase of cemented carbide, the greater the plasticity of the material. Therefore, under the extrusion and friction of abrasive particles, the higher the content of Co will increase the plastic deformation of surface metal, and then increase the grinding residual compressive stress after grinding.
In order to further reflect the influence of grinding parameters on residual stress, the relationship between residual stress and grinding parameters is analyzed through ternary regression, and the results are shown in Figures 11–13. It is shown that the residual stress increases with the increase of feed speed, grinding depth, and the decrease of linear speed of grinding wheel. Furthermore, the influence of grinding depth is the largest, the influence of grinding wheel linear speed is the second, and the influence of workpiece feed is the smallest. In short, in order to minimize the residual stress of grinding, a large feed rate and grinding depth and a small linear speed of grinding wheel should be selected. Thus, when the material removal rate remains the same, increasing the feed speed and reducing the grinding depth can reduce the residual stress and obtain better surface quality. The grinding case of GU25UF is used to verify the ternary regression mathematical model for the prediction of residual compressive stress. The results show that the correlation coefficient R 2 obtained by nonlinear regression analysis is 0.9778, which is greater than 0.9, indicating that the correlation between various parameters is established. The F value of the model is 13780, which is much greater than the standard value of 4.13, indicating that the effect of the established regression model is remarkable. Compared the measured value, the average error of predicted value is 1.07%, indicating that the established ternary regression mathematical model has good accuracy for predicting the residual compressive stress of superfine cemented carbide grinding with resin bonded diamond wheel.

Ternary regression analysis diagram of residual compressive stress of workpiece GU10UF.

Ternary regression analysis diagram of residual compressive stress of workpiece GU15UF.

Ternary regression analysis diagram of residual compressive stress of workpiece GU25UF.
Gray relational analysis
Gray relational analysis converts multiple objectives into an equivalent single gray relational grade function to resolve complex interrelationships between multiple responses, which is an effective multi-objective optimization method. The orthogonal experimental results of ultrafine cemented carbide GU25UF are shown in Table 4, using the gray relational analysis theory to solve the multi-objective optimization problem in the grinding process, it is necessary to follow the following steps 22 :
(a) Normalize the grinding experimental results of residual stress and surface roughness, so that the values have the same metric scale, eliminating the adverse effects caused by singular sample values. The experimental results are normalized using equation (1).

Where i = 1, 2, …, n and j = 1, 2, …, m. n is the number of experimental data items and m is the number of optimization indicators.
(b) Calculation of gray relational coefficient (GRC).

Where Zo(k) is the reference sequence (Zo(k) = 1, k = 1, 2, …, m). △oj(k) is the deviation sequence of the reference sequence Zo(k) and the comparability sequence Zij(k), that is △ oj (k) = || Zo(k) − Zij(k)||. △max = max△oj(k) is the largest value of △oj(k), △min = min△oj(k) is the smallest value of △oj(k). ξ is the distinguishing coefficient which is defined in the range 0 ≤ ξ ≤ 1 and the value of ξ equals 0.5 normally. 23
Orthogonal experimental results of ultrafine cemented carbide GU25UF.

The normalized value and gray relational coefficient of residual stress and surface roughness are presented in Table 5.
(c) Calculation of weight coefficient (ω).
Normalized value and gray relational coefficient of residual stress and surface roughness.

The quantified value of the influence degree of each indicator is determined by the gray relational coefficient, which can be calculated by equation (3). As shown in equation (4), the proportion of the quantized value of each response is the criterion for calculating the weight coefficient (ω). The mean gray relational coefficients for each factor at each level are listed in Table 6.


Where i = 1, 2, …, m; j = 1, 2, …, p; k = 1, 2, …, l. m is the number of optimization indexes, p is the number of orthogonal experimental factors, l is the number of orthogonal experimental levels, K is the mean value of gray correlation coefficient at each level, and R is the range of the mean value of gray relational coefficient at each level. ω is the weight coefficient of each optimization index.
(d) Establish the expression of gray relational grade.
Analysis of the mean value and weight coefficient of gray relational coefficient.

The comprehensive grade of multi-index orthogonal optimization can be calculated by equation (5).

It can be seen from Table 6 that the weight coefficients of residual stress (σ) and surface roughness (Ra) are 49.13% and 50.87% respectively, so the expression of the comprehensive grade of grinding multi-index orthogonal optimization is shown in equation (6).

According to the comprehensive grade expression, the calculation results of the multi-index orthogonal experiment are exhibited in Table 7.
Calculation results of the gray relational grade of multi-index orthogonal experiment.

As listed in Table 7, among the 16 groups of orthogonal experiments, the gray relational grade value of experiment No. 1 is the largest, indicating that it is the optimal experiment of orthogonal design, the corresponding process parameters are: ap = 5 μm, vw = 12 mm/s, vs = 15 m/s. It is worth noting that the T value in Table 7 is the average value of the gray relational grade of each factor at each level, and the larger the range value (R), the greater the influence of the factor on the experiment results. Thus, in this orthogonal experiment, the influence of three factors on the comprehensive index is ranked as: ap > vw > vs. Moreover, in each factor, the level with the largest average gray relational grade is considered as the optimal setting, here, according to Table 7, the best process parameters can be obtained as: ap = 5 μm, vw = 12 mm/s, vs = 30 m/s.
However, the optimal parameters are not in the 16 groups of experiments in orthogonal design. To obtain the most ideal experiment results and verify the accuracy of gray relational analysis, a verification experiment using the optimal parameters was performed, and the results are shown in Table 8. As noted in Table 8, compared with the optimal result of orthogonal experiments, the residual stress of verification experiment is reduced from 630.23 to 592.69 MPa, the surface roughness is reduced from 0.5392 to 0.5067 μm, indicating that the use of gray relational analysis to optimize the multi-index problem has high controllability and guiding significance.
Comparison of results between orthogonal design optimal experiment and verification experiment.

Conclusion
In this work, the influence of grinding parameters on surface quality and residual stress of ultrafine cemented carbide is analyzed. Through systematic grinding tests, the effects of grinding wheel linear speed vs, workpiece feed speed vw, grinding depth ap, and Co content on the surface morphology, surface roughness, and residual stress of ultrafine grain cemented carbide are discussed. Furthermore, based on ternary regression analysis, the evaluation and prediction of surface roughness and residual stress are realized. Finally, gray relational analysis was applied to optimize the multi-objectives affecting the surface quality, the optimal grinding process parameters were identified to obtain the best surface quality and minimum residual stress, and the following main conclusions are obtained:
In the process of grinding ultrafine cemented carbide, the material removal form is basically plastic removal, but there is also the removal form of brittle fracture in the grinding process. With the increase of Co content in cemented carbide, the scratches on the workpiece surface become deeper and coarser, the removal form of brittle fracture increase, and the width of surface scratch increases slightly, resulting in poorer surface micromorphology.
The surface roughness value of cemented carbide in the vertical direction is greater than that in the horizontal direction. Moreover, the surface roughness is proportional to the feed rate and grinding depth, and inversely proportional to the linear speed of the grinding wheel. According to the ternary regression analysis, the feed speed has the greatest influence on the surface roughness, followed by the linear speed of grinding wheel, and the grinding depth is the smallest. When the material removal rate remains the same, increasing the grinding depth and reducing the feed speed can improve the surface roughness and obtain better surface quality.
The residual stress decreases with the increase of grinding wheel linear speed and increases with the increase of grinding depth and workpiece feed. Furthermore, through the ternary regression analysis, it is found that the grinding depth has the greatest influence on the residual compressive stress, the grinding wheel linear speed takes the second place, and the workpiece feed rate is the smallest. With the same Co grain size and grinding condition, the residual stress of ultrafine cemented carbide increases with the increase of Co content. When the material removal rate remains the same, increasing the feed rate and reducing the grinding depth can reduce the residual stress.
Based on gray relational analysis, the order of influence of grinding depth ap, grinding wheel linear speed vs and workpiece feed speed vw on the comprehensive surface quality index including surface roughness and residual stress is as follows: ap > vw > vs. Through the verification experiment, the optimal process parameters: ap = 5 μm, vw = 12 mm/s, vs = 30 m/s, which were obtained from the gray relational analysis, yielded the lowest surface roughness and residual stress, indicating the high controllability and guiding significance of using gray relational analysis for the multi-objective optimization problem of the grinding process.
Footnotes
Handling Editor: Chenhui Liang
CRediT authorship contribution statement
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors appreciate financial supports from National Natural Science Foundation of China (Grant No.51775113, 52275413), Fujian Province Science and Technology Project (Grant No. 2021I0022), and General Science and Technology Projects from the Fujian Provincial Department of Finance (Grant No. GY-Z21006).
Data availability statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.