
Abstract
In metal cutting processing, especially in the processing of low-rigidity workpieces, chatter is a key factor affecting many aspects such as surface quality, processing efficiency and tool life. The academic research on chatter mainly focuses on three directions: chatter prediction, real-time detecting, and chatter suppression. With the continuous development of machining toward intelligence, the hot spots and trends of chatter research are also constantly changing. Therefore, an in-depth and systematic summary of the current situation of chatter research is urgently needed. On this basis, it is of great significance to realize the prediction of the hot spots and trends of chatter research. This article summarizes the research status from three aspects of chatter prediction, detecting and suppression, and points out the advantages and limitations of current chatter research. After in-depth discussion, this article also looks forward to the trend of chatter research. The hot spots of chatter research will focus on the following points: (1) Chatter research methods and means based on data-driven. (2) Integrated data collection, processing and decision-making methods. (3) Chatter detecting unit and chatter suppression unit are integrated in the smart spindle. (4) The chatter mechanism and detecting research of robot milling.
Introduction
With the in-depth implementation of “Made in China 2025” and “14th Five-Year Plan” intelligent manufacturing development plans, there are higher requirements for advanced manufacturing technology and processing technology in practical applications. With the wide application of high-speed milling technology, advanced tool materials, advanced manufacturing process equipment, and manufacturing process equipment, the precision and efficiency have been greatly improved, but the milling process is complex and affected by many factors. Therefore, the milling process still worth looking into. In milling, chatter is a key factor affecting surface quality, machining efficiency, tool wear, and machine tool system life. Figure 1 shows the effect of chatter on machining quality under various working conditions.

The effect of chatter on processing quality under various working conditions. 1
According to the different mechanisms of chatter, chatter can be divided into regenerative chatter, mode coupling chatter and friction chatter. Among them, regenerative chatter dominates. Regenerative chatter means that during two adjacent cycles, when the workpiece is cut in the previous cycle, chatter marks are left on the surface of the workpiece. Due to the dynamic characteristics of the machining system, the phase difference of the chatter marks left on the workpiece surface between the two adjacent cycles is different, resulting in regenerative chatter.
Although chatter has been studied for more than a century, the chatter problem has not been completely solved, so chatter has always been a research hotspot of metal processing problems. According to the retrieval of “Chatter” in “Web of Science,” since 2013, the number of publications and citations of chatter research papers has increased year by year, as shown in Figure 2.
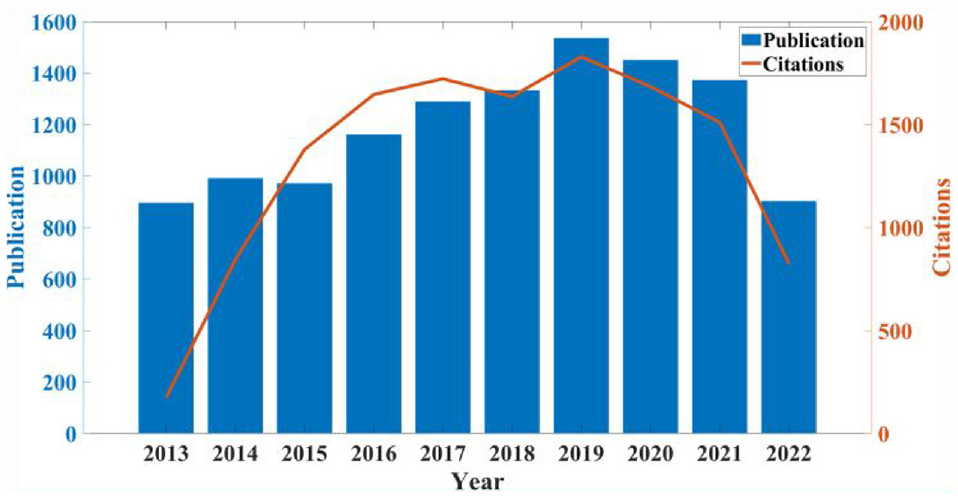
Research trend of chatter.
Taylor 2 discovered the phenomenon of regeneration in the early 20th century and devoted himself to the study of the relationship between regeneration and chatter. Tlusty and Andrews and Polacek, 3 Tobias and Fishwick 4 analyzed and extended the regeneration principle, and believed that regeneration effect was the main cause of chattering, especially when processing thin-walled parts, regenerative chattering often existed in the entire processing process.
Tlusty and Andrews 3 and Tobias and Fishwick 4 were pioneers in the study of chatter mechanism, and the entire machining process was predicted according to a one-dimensional chatter stability analysis model. In 1965, Tobias proposed a similar stability analysis model and innovatively introduced the stability lobe diagram (SLD), which laid the foundation for stability analysis. Before machining, selecting reasonable machining parameters can effectively increase the stable cutting area and avoid chatter affecting the machining system. Based on stability prediction, semi-discrete methods, 5 fully discrete methods, 6 and numerical analysis methods 7 had been proposed to solve time-delay differential equations, but there are advantages and limitations in the subsequent drawing of stability lobe diagrams (SLD).
With the continuous innovation and development of science and technology, various sensors are widely used in signal acquisition in chatter detection, such as microphones, displacement sensors, force sensors, acceleration sensors, etc. The milling processing environment is complex, and the single sensor scheme is easy to lose the chatter information. Therefore, a variety of sensor fusion and synchronous acquisition schemes are proposed. The synchronous acquisition of signals, the internal relationship between signals, and the difference in accuracy between different sensors are all key issues that affect the accurate acquisition of signals. After the signal is accurately acquired, signal processing and feature extraction are particularly important, time domain method, 8 the frequency domain method, 9 and the time-frequency domain method have been successively applied to signal processing and feature extraction. However, the above signal processing methods all have certain shortcomings. Feature extraction not only requires complex physical models, but also requires human operation, which does not meet the requirements of intelligence. Currently in the context of big data, a data-driven real-time detecting solution for chatter emerges as the times require. At the same time, suppressing chatter and realizing chatter-free machining is the ultimate goal of studying chatter. Variable pitch milling cutters and variable helix angle milling cutters, 3 tuned mass damper, 10 actuator, 11 variable spindle speed method, 12 etc. are widely used in chatter suppression.
However, there are still many limitations and deficiencies in chatter research. After in-depth discussion, in view of these limitations and deficiencies, the research hotspots for predicting chatter in the future will focus on the following points: (1) data-driven chatter research methods and means, (2) integrated data collection, processing and decision-making method, (3) the chatter detection unit and the chatter suppression unit are integrated into the intelligent spindle, and (4) the chatter mechanism and detection research of robotic milling.
This paper mainly describes the chatter problem from three aspects: chatter prediction, detecting, and suppression. Among them, at the end of each part, a summary and analysis of the current research status in this area is carried out. At the end of the article, a concise summary of the full text is made, and the trend of chatter research is prospected.
Chatter prediction
Currently, the most popular method for chatter prediction is to draw the stability lobe diagram (SLD) by solving the time-delay differential equation of the system. The operator can select reasonable processing parameters in SLD to increase the stable processing domain area. Figure 3 shows the drawing process of the stability lobe diagram. However, in the process of solving time-delay differential equations, the cutting force coefficient and the dynamic characteristics of the system always restrict the accuracy of the solution, resulting in unstable prediction results. This part will systematically describe the advantages and limitations of the research methods in three aspects: cutting force coefficient, system dynamic characteristics, and SLD drawing.

Cutting force coefficient
Accurate identification of the cutting force coefficient is the key to predict the cutting force and construct the stability lobe diagram. 10 The identification methods of cutting force coefficient are mainly divided into average force method and instantaneous force method. The average force method is to perform a set of cutting experiments every time the feed rate is changed, measure the average force of each tooth cycle, and fit the average force of each tooth and the feed per tooth into a linear function. The experimental operation of this method is convenient and the model is simple, but the accuracy of the obtained cutting force coefficient is low, and multiple cutting experiments are required. In order to improve the accuracy and reduce the experimental cost, the instantaneous cutting force method is proposed, which is based on the minimum objective function to fit the simulated and experimental forces, and reversely obtain the cutting force coefficient. The cutting force coefficient is a key factor affecting the accuracy of SLD, so the research on the cutting force coefficient has attracted much attention.
This section discusses the average force method, the instantaneous cutting force method, and optimization techniques. The average force method was proposed by Yücesan and Altintaş, 15 and it is widely used due to its simple physical model and small computational cost. However, this method requires multiple cutting experiments and has low identification accuracy. Therefore, Cheng et al. 16 proposed the instantaneous cutting force method to identify the cutting force coefficient, which takes into account the influence of machining parameters on the identification accuracy and does not require a lot of experiments. Wang et al. 17 compared the linear instantaneous cutting force method and the nonlinear average force method. The simulation results show that the linear instantaneous cutting force method has higher identification accuracy, but it can only be applied to the same tool-workpiece material combination. Identification, for another tool-workpiece material, requires remodeling, which is not universal. In response to this problem, the literature18,19 combined the mechanical cutting force model with the optimization technology, which not only improved the identification efficiency and accuracy, but also greatly increased the applicability of the algorithm. However, the optimization technology will increase the difficulty of identifying the cutting force coefficient, and require a higher degree of algorithm theory. Combined with the actual requirements, it is necessary to design a more complex model. The advantages and limitations of different identification methods are shown in Table 1.
Advantages and limitations of the cutting force coefficient identification method.

In addition to the above methods of identifying cutting force coefficients, finite element method (FEM) is widely used to obtain cutting force coefficients because it does not require cutting experiments. In the literature,20,21 many factors such as the edge radius of the tool, material reinforcement effect and tool wear are considered, and a finite element model is established. Although FEM can identify and identify cutting force coefficients without experiments, differences between workpiece material settings, contact definitions, boundary conditions, etc. and actual machining conditions inevitably affect the simulation accuracy. At present, the application of computer technology in FEM is developing rapidly, which greatly shortens the time consumed by simulation, but it still requires huge workload to improve the accuracy of finite element.
In the process of mechanical manufacturing, the cutting force coefficient will be affected by the cutting parameters, and many scholars focus on the relationship between the cutting force coefficient and the cutting parameters. Campatelli and Scippa 22 studied the effect of spindle speed on the milling force coefficient, and concluded through experiments that low spindle speed has a greater impact on the cutting force coefficient. Wang et al. 23 studied the influence of spindle speed and depth of cut on the cutting force coefficient. The results showed that the cutting force coefficient was not affected by the spindle speed in the range of 500–1500 r/min. Rubeo and Schmitz 24 combined the instantaneous cutting force method and the nonlinear optimization method to study the influence of cutting parameters on the cutting force coefficient. The results showed that the cutting parameters and the cutting force coefficient showed a nonlinear relationship. Zhai et al. 25 used the nonlinear instantaneous cutting force method to study the influence of cutting parameters on the cutting force coefficient. The results showed that there was a nonlinear relationship between the cutting force coefficient, the feed per tooth and the spindle speed. The maximum change rate of the cutting force coefficient when the spindle speed and the feed per tooth change. Yu et al. 26 indicated that compared with the axial depth of cut, the spindle speed had less influence on the cutting force coefficient. Wang et al. 17 found that in the instantaneous force method linear model, the cutting force coefficient will change with the change of cutting parameters, and the changed cutting parameters need to be identified again. The current research mainly focuses on the influence of single factor variables on the cutting force coefficient, ignoring the influence of multiple factors in the actual situation.
In addition, in the case of different machining methods and irregular tools, the cutting force coefficient will change. Niu et al. 27 aims to propose a unified method to study the surface generation mechanism and to predict the machining quality for variable pitch tools considering runout. Wan et al. 28 studied the influence of the tool helix angle on the cutting force coefficient when the radial depth of cut and feed were small. The results show that when the radial depth of cut and feed increase, the helix angle has less and less influence on the cutting force coefficient. Sun et al. 29 attempted to create curvilinear groove microtexturing on the backside of a double helix micro end mill by electrical discharge machining (EDM). The surface generation mechanism, time-varying characteristics of force, specific milling energy, chip volume, and tool wear pattern of micro-end mills with curved grooves in dry micro-milling are revealed. For different cutting methods, the influence on the cutting force coefficient also exists. Such as, plunge milling, 25 plane end milling, 30 ball milling, 31 helical milling, 17 etc.
System dynamic characteristics
The dynamic characteristics of the milling system directly affect the stable cutting area, which is the key to realize the stability prediction. Therefore, it is very important to study this. For thin-walled parts, the system dynamics will vary with the change of tool position, workpiece material removal, and spindle speed. This effect adds to the complexity of analyzing system dynamics. Therefore, dynamic modeling and analysis of workpiece and tool position changes becomes the core of predictive stability.
The dynamic characteristics of the system are usually obtained by hammering experiments or simulations. Figure 4 is an example of hammering experiments and simulation methods.

Simulation method and hammering test experiment. 32
Bravo et al. 33 analyzed the modal parameters of thin-walled parts at different stages by using accelerometer to measure the frequency response function of thin-walled parts through hammering test of thin-walled parts. The test method can directly obtain the time-varying dynamic characteristics of thin-walled parts, but since the accelerometer needs to be placed on the workpiece, the influence of its own mass on the thin-walled parts cannot be ignored, and for micro-thin-walled parts, there is usually no space to place the accelerometer count. In hammering experiments, displacement, sound, and acceleration sensors are usually used to obtain the vibration information of the system, but the influence of the installation position and mass of the sensor on the dynamic characteristics of the system also needs to be considered urgently. In addition, the frequency response function of the system structure is also affected. 14 Ozsahio et al. 34 proposed a structural modification method to compensate the mass effect of the acceleration sensor, and obtained a more accurate stability lobe map, but this method requires a lot of cutting experiments. In addition, the hammering experiment has high cost, low efficiency, large application limitations and limited scope of application, so the hammering experiment is usually used as a supplement and verification method for other modal analysis methods.
The simulation method is to use finite element software to numerically simulate the milling process of thin-walled parts. The simulation method can analyze the modal parameter changes of thin-walled parts caused by material removal, which solves the problem that the experimental method cannot measure in real time. References35,36 mentioned that the system dynamic characteristics were obtained by the finite element method and the structural dynamic correction method. Alan et al. 37 combined the zero-order frequency domain method and used the structural dynamic correction method to predict the dynamic frequency response function of the workpiece. The simulation results showed that the material removal did not significantly change the dynamic characteristics of the system. Adetoro et al. 38 considered the nonlinear variation of the cutting force coefficient and the axial penetration angle, and analyzed the dynamic characteristics of the workpiece by using finite element and Fourier transform, and obtained the stable lobe diagram of the milling process. Song et al. 39 used the finite element method to obtain the dynamic characteristics of thin-walled parts considering the influence of tool position change and workpiece material removal. Niu et al. 40 proposed an efficient numerical algorithm to accurately compute the dynamic responses. Based on the proposed dynamic model and numerical algorithm, the stability limits and SLE are finally obtained, and experimentally validated on two thin-walled plates using two variable pitch tools. Budak et al. 41 combined the finite element method with the structural dynamic correction method, that is, the finite element method was used when the workpiece was in the initial position, and the structural dynamic correction method was used to obtain the frequency response function when the tool began to cut the workpiece. Based on the stability lobe map obtained by this method, it was shown that the natural frequency of the workpiece varies with material removal and machining position, affecting the limit of stable machining.
In theory, finite element method can accurately identify the dynamic characteristics of the system. The degree of precision is very high, and the influence of multiple factors on the dynamic characteristics of the system can be considered, but the cutting steps need to be divided as much as possible. As a result, each cutting step needs to be re-modeled and analyzed, which increases the calculation time. For multi-factor analysis, the complexity of the model is increased and the work efficiency is reduced.
In recent years, the nose frequency response function (FRF) of milling cutters has become a research hotspot in milling stability analysis. The research methods can be divided into experimental method, 42 modal synthesis method, 43 and dynamic compliance substructure coupling method. 44 At present, some basic researches such as establishing structural parameter models have been carried out. 45 However, multiple vibrational modes and more challenging cases have not been investigated. In some literatures46,47 some alternative methods were provided for the identification of FRFs during processing.
Stability lobe diagram
Since the time-delay differential equation (DDE) containing the periodic coefficient matrix determines the stability of the milling system, the determination of the stability boundary is transformed into the solution of the time-delay differential equation, and its solution accuracy determines the accuracy of the SLD. At present, the time domain method, frequency domain method and other methods are applied to the analysis of milling stability in academia, as shown in Table 2.
Classification of methods.

Minis and Yanushevsky 48 introduced the idea of approximate solution of periodic delay equation and Floquet principle into chatter stability analysis. Altintas and Budak 49 proposed an analysis method (ZOA method) for predicting the lobe diagram of milling stability based on the Fourier series component approximation of the time-varying dynamic cutting force coefficient, but because the Fourier series was ignored. Harmonics, ZOA lacks accuracy in predicting chatter stability. Merdol and Altintas 50 proposed the multi-frequency method, and the simulation results show that the multi-frequency method is more accurate than ZOA. But the intervention of Fourier series harmonics increases a lot of computation, and does not take into account the nonlinear factors in actual processing.
Insperger and Stépán 5 proposed a semi-discrete algorithm, which greatly improved the efficiency and accuracy of stability prediction. Subsequently, in order to further improve the accuracy of the algorithm, Insperger extended its algorithm to a higher order and proposed a high-order semi-discrete algorithm, but with the increase of the algorithm order, the computational efficiency dropped significantly, and the semi-discrete method only used the time delay term Discrete processing is performed without considering the influence of state terms. Ding et al. 6 proposed a fully discrete algorithm based on the semi-discrete algorithm, which discretized the time-delay and state terms, which greatly improved the convergence rate and calculation accuracy of the algorithm.
Li et al. 51 proposed a complete discrete method based on Runge-Kutta to predict milling stability, and performed fourth-order Runge-Kutta iterations on the state term, time-delay term, and parameter term of the time-delay differential equation. The complexity of the discretization iterative formula is greatly simplified, and the simulation results show that the method has a high convergence rate and prediction accuracy. Zhang et al. 52 proposed a numerical differential method based on finite difference method and extrapolation method to predict the stability of high-speed milling of two-degree-of-freedom systems. Zhou et al. 53 first proposed a second-order, third-order, and fourth-order fully discrete method for Lagrangian interpolation of the delay term of the delay differential equation. The simulation results show that the fourth-order full discretization method using Lagrangian interpolation has the highest prediction accuracy when dividing 40 times intervals. Stiffness variation (SV) is an effective strategy for chatter suppression by periodically modulating the stiffness around a nominal value. 54
Dai et al. 55 used the precise integration method to solve time-delay differential equations. The exact integration method is compared with the fully discrete Runge-Kutta method and the fully discrete Euler method through simulation, as shown in Figure 5. The exact integration method has higher convergence rate and prediction accuracy.
Comparison chart of precise integration method. 55
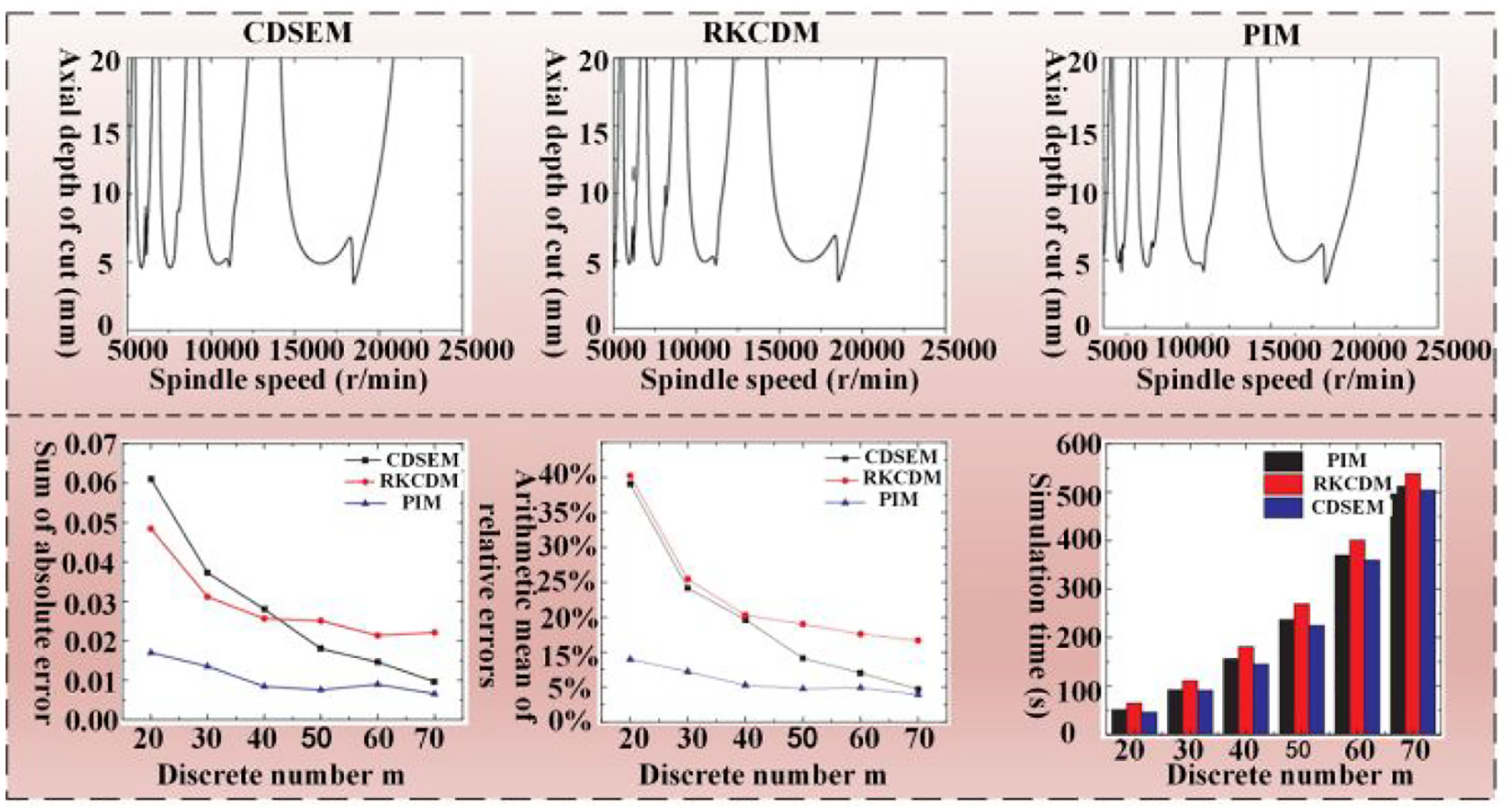
Zhi et al. 56 proposed the Implicit Adams Method (IAM) to predict milling stability. The cutter tooth period is divided into free vibration stage and forced vibration stage, and the state transfer matrix is constructed by IAM to obtain the stability lobe diagram of the system. The simulation results show that the convergence rate of the implicit Adams method is better than that of the first-order semi-discrete method and the second-order full-discrete method when the discrete points are the same, as shown in Figure 6.
Comparison of implicit Adams method. 56
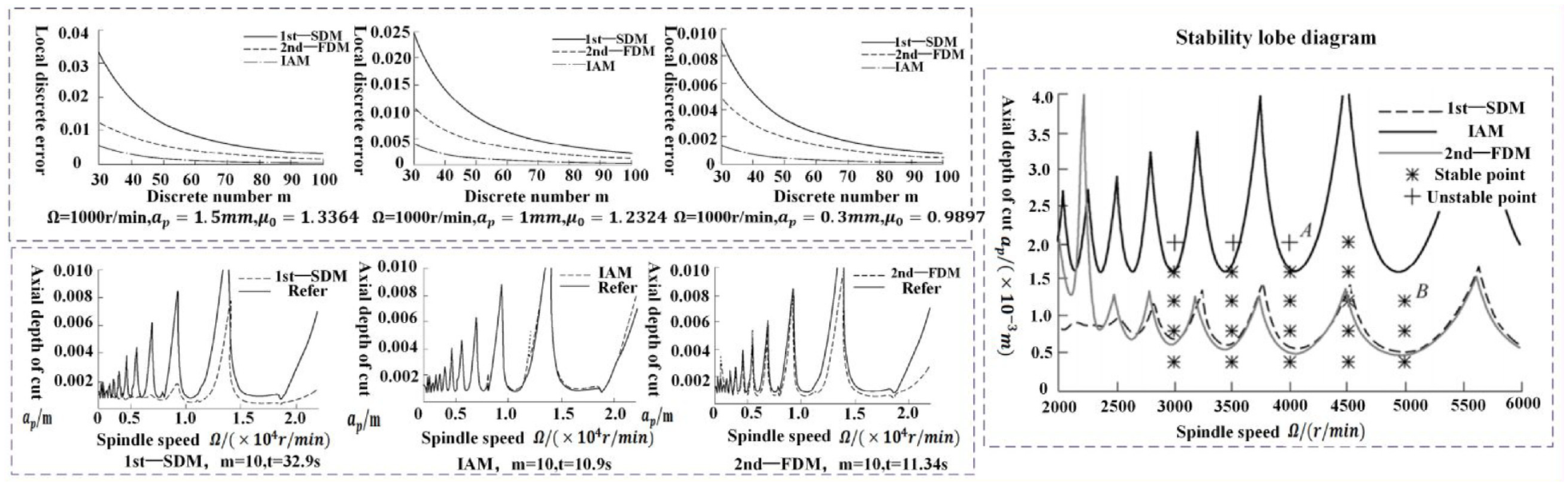
Huang et al. 7 constructed a milling dynamics model based on the regenerative chatter theory, and proposed a third-order Newton-Hermitian interpolation full discrete method to predict milling stability. The proposed method is compared with the first-order fully discrete and third-order fully discrete methods by simulation and experiment. The results show that the computational accuracy and efficiency are better than the first-order and third-order fully discrete methods. But when the spindle speed is 11,000–17,000 r/min, the simulation results of the proposed method are quite different from the test results. Wu et al. 57 and others proposed an implicit exponential fitting method. The proposed method was compared with the third-order improved full discrete method and the second-order semi-discrete method through simulation. The proposed method has high computational efficiency and accuracy, but when the discrete time interval is increased, the simulation time of this method is longer than that of the third-order improved fully discrete method. In addition, the influence of cutting parameters is ignored in the research, so that when the spindle speed is within the stable processing range, a large prediction error occurs. Chen et al. 58 considered the change of actual cutting thickness and used time domain simulation method to predict the stability of milling processing. This method used the actual motion trajectory of the tool to calculate the cutting thickness, and comprehensively considered the dynamics of the tool and the workpiece during the milling process. Influence of characteristics on cutting thickness. Dun et al. 59 proposed a higher-order piecewise numerical difference method based on the Adams-Bashforth scheme based on the discretization mode of the numerical integration method. Qin et al. 60 presents a Chebyshev-wavelet-based method for improved milling stability prediction. When including regenerative effect, the milling dynamics model can be concluded as periodic delay differential equations, and is represented as state equation forms via matrix transformation.
Shrivastava and Singh 61 evaluated a new parametric chatter index (CI) for each corresponding IMF as a response, generating a predictive model using a response surface approach to establish the dependence of tool chatter on various machining parameters. Considering the helix angle of the tool. Xiong et al. 62 comprehensively studied the establishment of a complex model with three degrees of freedom. An improved semi-discretization method was used to predict the milling stability of helix angle variable-speed milling.
Summary
In this part, the research on chatter prediction is discussed from three aspects: cutting force coefficient, system dynamic characteristics and SLD. Among them, the research on the cutting force coefficient mainly focuses on the identification method, the analysis of influencing factors, and the influence of different cutting methods on the cutting force coefficient. Due to the influence of nonlinear factors such as dynamic characteristics, the cutting force coefficient is constantly changing during processing, and real-time performance is essential for online identification of the cutting force coefficient. Both in solving chatter problems and reducing tool wear, it is of great significance. In addition, the use of finite element methods to identify cutting force coefficients has received extensive attention, but it is often time-consuming to obtain higher accuracy.
Then the research status of system dynamic characteristics is described. In chatter research, system dynamic characteristics have always been a key issue. The dynamic characteristics of the system are usually obtained by experimental method or simulation method. For low-stiffness thin-walled parts, the dynamic characteristics of the system cannot be accurately obtained by the experimental method. Therefore, the simulation method is widely used at present. With the increase of influencing factors, the simulation model becomes more and more complex. Therefore, online or fast identification of modal parameters is also a trend.
Finally, the research on solving time-delay differential equations is expounded. In fact, selecting stable machining parameters by SLD is a conservative solution to avoid chattering. Due to its off-line approach, it is not suitable for industrial manufacturing. In addition, these parameters will vary with factors such as location changes and material removal. Therefore, the constructed model needs to fully consider these factors and be able to identify it automatically and quickly. Some innovative methods should be introduced and integrated into SLD. Although many efforts have been made in this regard, there are still shortcomings. How to optimize the model and improve the computational efficiency and prediction accuracy need to be studied in the future.
Chatter detection
With the continuous development of information technology and computer technology, the research on chatter detecting has become more and more extensive. The first task of chatter detecting is to select a reasonable sensor to obtain the processing signal. Secondly, the signal is preprocessed, the signal features are extracted, and the raw signal is replaced by the simplified features to reduce the signal dimension, improve the detecting efficiency, and meet the real-time requirements. Finally, pattern recognition is performed on the extracted features. Therefore, this part will describe three aspects: signal acquisition, signal processing and feature extraction, and chatter identification. Figure 7 shows the classification of chatter detecting.

Signal acquisition
At present, the commonly used chatter identification signals in the milling process include force signal, vibration signal, acoustic signal, current signal, and acoustic emission signal. The data collected by these sensors have their own advantages and disadvantages for chatter analysis, but they have been widely used in chatter intelligent detection.
Force signal is the preferred signal in chatter detecting. Tlusty and Andrews 3 found that force signal is more sensitive to chatter characteristics than other signals, because cutting force is a necessary factor to cause tool and workpiece vibration. Liu et al. 70 applied fast kurtosis and frequency band power to analyze the force signal of milling process to detect milling chatter. Experiments show that the force signal has good sensitivity to chatter. Dong et al. 71 filtered out the periodic part of the force signal by an iterative Wilder-Kalman filter, and then decomposed the signal to extract the chatter features. However, force sensors are often bulky and expensive, and have limitations in where they can be installed. When chatter occurs, the vibration energy of the cutting system increases sharply, so the vibration signal is also more reliable. Fu et al. 72 used the acceleration sensor to collect the vibration signal of the spindle, and analyzed the milling processing states online.
Wang et al. 73 applied acceleration sensors to collect vibration signals in robotic milling, and their experimental results showed that the signals were robust. When chatter occurs, the amplitude of the sound signal in the time domain will be significantly higher than that of the stable processing, so using a microphone to collect the sound signal can also detect the chattering. Gao et al. 74 pointed out that the sound signal contains more time domain and frequency domain information, and considered that the sound signal during processing is the best choice for the chatter detecting signal. Using a microphone to collect sound signals is not only cheap, simple and convenient to install, and will not affect the stiffness of the system, but it is particularly sensitive to noise in the process of signal acquisition, which increases the workload of later signal processing. Some scholars have found that when chatter occurs, the current signal will also change, and the current signal is not sensitive to weak changes in processing parameters, and proposed to use a current sensor to detect chatter.
Furthermore, since different signals have different sensitivities to chatter, a single sensor cannot capture all the characteristics of chatter. The researchers hope to collect multiple signals simultaneously to detect chatter. Therefore, the scheme of multi-sensor fusion was proposed, Kuljanic et al.75,76 conducted a comparative study of single-sensor system and multi-sensor system, and found that the multi-sensor system composed of three or four sensors had higher reliability and Robustness, and pointed out that multi-sensor fusion is the best solution to obtain signals for chatter detecting. Tran et al. 77 proposed a multi-sensor fusion scheme to detect the occurrence of chatter during milling using microphone and accelerometer.
The experimental results confirm that this scheme is more accurate than the traditional single sensor scheme in complex industrial environment. Wang et al. 78 considered that chatter and tool wear always coexist during the milling of Ti-6Al-4V thin-walled parts. In order to identify chatter and tool wear at the same time, they proposed to fuse three signals of sound, acceleration and cutting moment. Experimental results show that the fusion scheme can identify multiple failure conditions consisting of chatter and tool wear. Gao et al. 79 fused the force signal, vibration signal and torque signal, extracted their time-frequency domain features respectively, and optimized the feature fusion to discriminate the processing state. Ding et al. 80 fused the force signal and the acceleration signal, extracted the sensitive chatter features by means of signal processing, and effectively estimated the chatter frequency band.
The multi-sensor fusion scheme uses the advantages of different signals to detect the processing states from multiple angles, which is more accurate than the single-sensor detection scheme. However, at present, multi-sensors are in their infancy. The influence of the installation position of each sensor, the synchronization between the collected signals, the inconsistency of the acquisition accuracy among the sensors, and the internal connection between the various signals still need to be deeply studied.
Signal processing and feature extraction
The processing signal collected by the sensor contains a lot of information irrelevant to the processing state, so it is necessary to preprocess the signal. Feature extraction is to extract the processing state signal with high sensitivity and high stability in the signal instead of the raw signal, which is used to identify the processing state. At present, the commonly used signal processing methods are time domain method, frequency domain method and time-frequency domain method. Table 3 shows the processing methods and characteristics of the signals.
Signal processing methods and characteristics.

Time domain analysis, also known as waveform analysis, is characterized by directly analyzing the original sequence of the signal. Ye et al. 8 calculated the root mean square of the time-domain sampling sequence, and then used the ratio of the standard deviation of the root mean square sequence to the mean as the coefficient of variation to identify chatter. Although the time domain analysis method is simple and intuitive, in actual processing, the dynamic characteristics of the tool and the workpiece will cause the signal to be nonlinear and non-stationary. Therefore, it is difficult to use limited parameters to stably detect the changing machining state, and the time domain method is easily disturbed by external signals, resulting in misjudgment of the milling machining state.
Frequency domain analysis is also known as spectrum analysis. When chatter occurs during processing, the amplitude of the signal will change drastically, and the main frequency of vibration will obviously approach the natural frequency of the processing system, so frequency domain analysis can effectively detect chatter. Fast Fourier Transform (FFT) is widely used in chatter detecting. Rumusan et al. 9 converted the cutting force signal from the time domain to the frequency domain through FFT, and calculated the ratio of the maximum value to the average value of the cutting force signal amplitude, and used this value to evaluate the stability of the machining system. Sun et al. 81 proposed an interpolation Fourier spectrum estimation algorithm based on scale factor for the weak characteristics of chatter in the incubation state. The Fourier transform in the frequency domain analysis has obvious effects when dealing with stationary signals, but the Fourier transform is an overall transform, which cannot provide accurate time positioning information, resulting in the Fourier transform being accurate when dealing with time-varying processed signals. Sexual insufficiency.
In the early state of chatter generation, the signal strength is weak and the amplitude is small, and it is easy to be overwhelmed by environmental noise. It is difficult for the time domain method and the frequency domain method to capture the change process and feature extraction of the signal in real time. To solve the shortcomings of the above methods, the time-frequency domain method is proposed. The time-frequency domain analysis methods commonly used in the chatter detecting process include wavelet transform, empirical mode decomposition (EMD), variational mode decomposition (VMD), and various improved algorithms. Table 4 lists the advantages and limitations of each time-frequency domain method.
Comparison of advantages and disadvantages of each time-frequency domain method.

The wavelet transform has a good decomposition function for the low frequency part of the signal, but it is not effective for the high frequency stage. Therefore, when the chatter frequency is high, the wavelet transform obviously cannot meet the requirements of real-time detecting. The wavelet transform can detect the occurrence of chatter to a certain extent, but how to choose the optimal wavelet base and the number of signal decomposition layers is a difficult research point, and the choice of these parameters will affect the result of feature extraction. Based on the above, the concept of wavelet packet decomposition is proposed, which can decompose the high-frequency and low-frequency parts of the collected signal. Yao et al. 82 found that the energy of each frequency band changes regularly during the occurrence of chatter, and the energy ratio of the chatter frequency band can be used to identify the chatter. Zhang et al. 77 used the principle of energy aggregation during the occurrence of chatter, decomposed the signal by wavelet packet, and calculated the energy entropy and energy distribution of the sub-signal to identify chatter. Sun and Xiong 83 proposed an optimal the weighted wavelet packet entropy (WWPE) method for a real-time chatter detection. The optimal weight is investigated, with which the relative distance between stable and chatter states is maximized in terms of the WWPE. Zhang 84 carried out wavelet packet decomposition on the collected signals, and found that in the process of chatter occurrence, the distribution of the signal has obvious rules. According to the law of signal distribution, the distribution of energy was found, and the energy distribution was described by energy entropy to identify milling state of processing.
Empirical mode decomposition is an adaptive method for analyzing nonlinear, non-stationary signals. Based on the local characteristic time scale of the signal, the empirical mode decomposition method can decompose a complex signal function into a set of complete and orthogonal components, namely the intrinsic mode function. 1 Fu et al. 72 first decomposed the signal by EMD; then, the IMF with the largest energy ratio was selected according to the energy limit coefficient. Finally, perform Hilbert-Huang (HHT) transformation on the IMF to obtain the HHT time spectrum, and calculate its normalized energy ratio and coefficient of variation to identify chatter. In view of this defect, Liu et al. 64 decomposed the original signal by EMD, then performed frequency domain analysis on IMFs to select IMF components similar to the original signal waveform for signal reconstruction, and then performed WPD on the reconstructed signal to calculate the third layer. For the energy entropy of each node, perform Hilbert-Huang transform (HHT) on the frequency band with the largest energy entropy, and calculate the mean and standard deviation of its instantaneous frequency. Experiments show that this method eliminates the influence of EMD mode aliasing, and can effectively judge the occurrence of chatter.
Cao et al. 85 proposed Ensemble Empirical Mode Decomposition (EEMD) to analyze chatter signals, extracting two nonlinear metrics to monitor chatter, as shown in Figure 8. Ensemble empirical mode decomposition is a noise-assisted method. In view of the fact that a single index is prone to misjudgment or omission of chatter. Ji et al. 86 monitored the milling processing state based on the two indexes of EEMD fractal dimension and power spectrum entropy, respectively through the morphological coverage method and Fourier transform. The expressions of fractal dimension and power spectral entropy are obtained. The experimental results show that the spectral analysis results are consistent with the changing trends of fractal dimension and power spectral entropy. Liu et al. 69 used ensemble empirical mode decomposition to process the original signal, and extracted two indicators, sample entropy and energy entropy, from the intrinsic mode function to discriminate chatter.
Classification system of threshold method: (a) time domain diagram, (b) time-frequency feature, and (c) frequency domain diagram. 85
Variational Mode Decomposition (VMD) is an adaptive method, which has a fast signal processing speed and a solid theoretical foundation, and is widely used in chatter detecting. To identify chatter in the early stage of chatter occurrence, Li et al. 87 proposed to monitor chatter based on VMD and power spectrum entropy difference. Taking the value of the power spectrum entropy difference as the feature of judging the milling state, the experiment verified that the method can identify the chatter in the early state. Aiming at the problem that it is difficult to detect the machining chatter state during milling, Liu et al. 88 proposed a chatter feature extraction method based on optimized variational mode decomposition (OVMD) and multi-scale permutation entropy (MPE). To find a more sensitive indicator to chatter, Liu et al. 68 used VMD and energy entropy to monitor chatter in real time. Based on the above advantages, VMD is widely used in chatter research, but in signal processing, the number of decomposition layers and penalty factors need to be preset. The choice of parameters directly affects the accuracy of chatter signal decomposition. Yang et al. 89 proposed an optimized variational modal decomposition for detecting chatter, and a simulated annealing algorithm was used to optimize the number of decomposition layers and penalty factors. In the detecting process, the energy ratio is used as the criterion for selecting sub-signals, and the approximate entropy and sample entropy are extracted from the reconstructed signal, which are used as indicators to detect chatter. This method avoids the influence of manual experience setting VMD parameters. Zhang et al. 90 proposed a fast iterative variational mode decomposition method (Fast Iterative Variational Mode Decomposition, FI-VMD), which solved the problem of parameter setting. question. Liu et al. 91 proposed to select the number of decomposition layers by FFT spectrum to effectively decompose the original signal and obtain the chatter frequency band. VMD, as an emerging method for detecting chatter, is widely used, but how to choose the optimal combination of the number of decomposition layers and the penalty factor still needs in-depth research.
Cao et al. 92 proposed to monitor the occurrence of early chatter based on multi-feature fusion and 3σ criterion. Han et al. 93 proposed a signal parameter estimation method based on rotational invariance technology to monitor machining chatter. This method can collect relatively small sample data to directly estimate the frequency of the signal, and then classify the cutting state according to the spectral characteristics of the collected signal.
Chatter identification
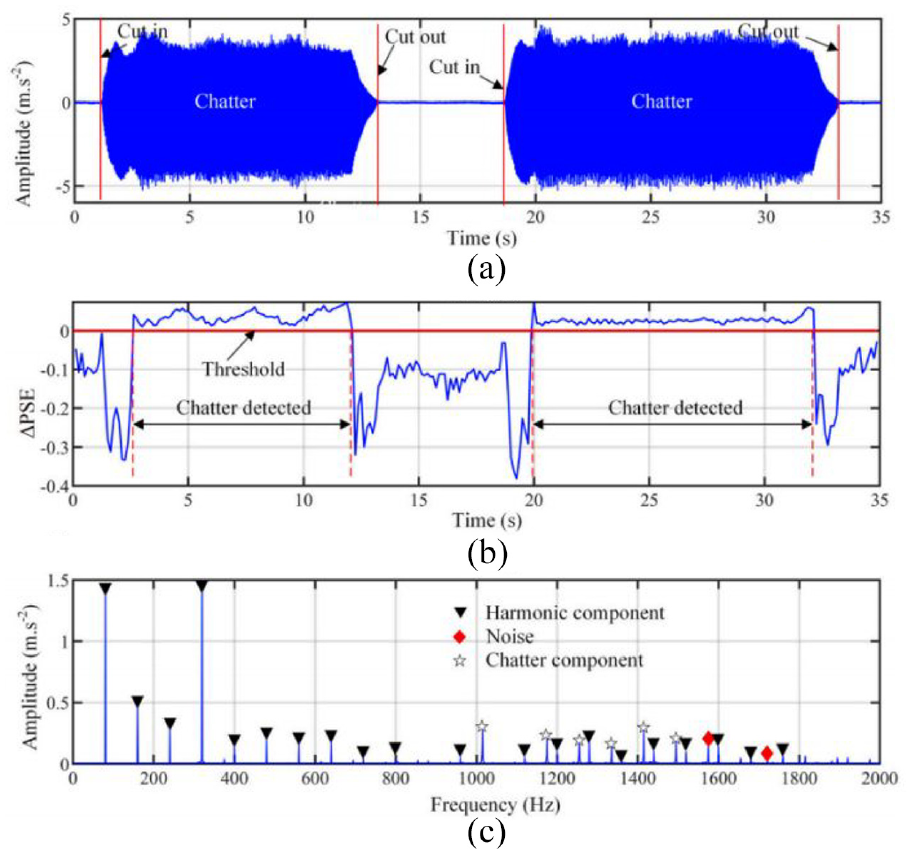
As we all know, the essence of chatter identification is a classification problem, and the most commonly used methods for chatter identification are artificial experience setting threshold determination and pattern recognition. The threshold value judgment is to set the size of the feature threshold value according to manual experience, and then compare it with the feature value under different processing conditions to judge the processing state. Tangjitsitcharoen et al. 94 used the cumulative power spectrum entropy ratio of three dynamic cutting forces as a threshold to judge the stability of the cutting process. Wang and Liang 95 proposed a wavelet-based denoising method, which consists of a hybrid threshold function and a horizontally correlated generic threshold rule, to identify chatter. Chen et al. 80 developed a novel online flutter monitoring system including flutter detection and flutter frequency estimation. According to the characteristic analysis of the milling signal, the cyclostationary energy ratio of the chatter component to the total vibration is proposed for the rapid detection of chatter, as shown in Figure 9.

A flowchart of the chatter detection procedure. 80
The difficulty of the threshold method lies in how to set up an adaptive threshold, and the establishment of the threshold is basically determined based on human experience to observe the difference of the feature quantity in stable cutting and chatter. Fu et al. 72 extracted chatter identification features based on the Hilbert-Huang transform, and automatically determined the threshold through a Gaussian mixture model. Sun et al. 81 used the energy distribution of the sub-signal after wavelet packet decomposition as a feature, and used the combination of extreme value theory and visualization algorithm to determine the threshold of chatter occurrence, which overcomes the need for manual experience in the determination of the threshold in traditional chatter detection. dependency.
However, all these traditional methods focus on signal processing and feature extraction, these techniques require extensive domain knowledge, and even though their methods can easily detect chatter, they are not very adaptable under different conditions. Machine learning provides a unique approach to finding a generalized and highly stable classification model. 96 As a kind of machine learning, support vector machine (SVM) has been widely used in chatter recognition. In the literature,82,97,98 the raw signal is processed based on wavelet packet transform, and its time domain or frequency domain features are extracted as SVM. Chen et al. 99 adopted the Linear Support Vector Machine (LSVM) model, which has a small amount of computation and good real-time performance, which provides a strategy for the development of chatter online monitoring systems. Li et al. 100 adopted the Multi Class Support Vector Machine (MC-SVM) model, which made up for the poor classification accuracy of LSVM. Wan et al. 101 integrated multiple SVM weak classifiers through the Adaboost algorithm to form Adaboost-SVM, a strong classifier with better performance, avoids the problem of falling chatter classification accuracy due to sample label errors. The input vector of identifies the machining state. Besides SVM, more advanced machine learning algorithms are applied in the field of chatter detecting. Cao et al. 92 proposed to detect early-onset chatter based on multi-feature fusion and 3σ criteria, using a Self-Organizing Map (SOM) algorithm, which contains a deep architecture with multiple statistical features for chatter detecting. Oleaga et al. 102 compared random forest (RF) with multilayer perceptron (MLP). The results show that the RF algorithm outperforms the MLP algorithm in chatter detecting. Xia et al. 103 proposed a prediction method using an improved stacked gated recurrent unit recurrent neural network (GRU-RNN). The experimental results show that the prediction accuracy of the proposed method is better than that of machine learning. However, the above studies of machine learning algorithms do not have the function of automatic feature extraction, resulting in low stability of the results. Today, deep learning models show strong capabilities in automatically extracting data features and processing more nonlinear data.
Recently, deep learning models represented by convolutional neural networks (CNN) have been widely used in chatter detecting. Fu et al. 104 used the wavelet-transformed signal as the input of a deep convolutional neural network (DCNN) for state detecting, compared the basic neural network of CNN and the SVM model, and obtained high accuracy. Tran et al. 105 used the image features of the machined surface as the characteristic signal, and the signal after continuous wavelet transform (CWT) was used as the input of the CNN, again realizing the accurate detecting of the chatter state. Batihan et al. 106 proposed DCNN to monitor chatter, and the experiments verified that when cutting parameters were also used as the input of DCNN, the average accuracy reached 99.88%. Sun et al. 107 proposed a novel deep neural network combining the Inception module which long short-term memory (LSTM) and residual networks (ILR-DNN) for online chatter detection considering the presence of the beat effect. The research of many CNN algorithms is to mix training data and experimental data to ensure higher accuracy. Continuous Neural Networks (RNNs) are deep learning models that function similarly to CNNs and are better at processing time series data. Long Short-Term Memory Neural Network (LSTM) is a more powerful RNN model that uses a memory unit to discriminate historical states. LSTMs have also been used in chatter detecting research.108,109
Data plays an important role in deep learning, and the quality and quantity of data have a direct impact on the accuracy of training models. Chatter data is rare and valuable in practical applications. Data collection is a cumbersome and laborious process. Collecting large amounts of data results in increased costs, lower efficiency, and variable accuracy. To solve the above problems, Kuo et al. 110 combined an improved convolutional neural network and a deep convolutional generative adversarial network, the convolutional neural network is an effective chatter classifier, and the adversarial network is an effective chatter data generator. Compared with other methods and models, this method has higher accuracy than other methods and models. However, the similarity of the quality and characteristics of the data generated by the adversarial network to the real data needs to be improved. Xia et al. 111 presents an intelligent fault diagnosis framework for machinery based on digital twin (DT) and deep transfer learning. Cong et al. 112 proposed a new method for online chatter detecting based on deep residual networks and transfer learning. The purpose of accurate identification is achieved by using the characteristics of transfer learning that requires less samples data. The experimental results show that the method can monitor the early chatter under the condition of variable parameters. Unver and Sener 113 constructed a chatter detecting system based on transfer learning, combining SLD and CNN algorithm. The time-domain features of the SLD solved by the numerical analysis method is used for training and labeling. This approach eliminates the collection of trained models and experimental data.
Summary
On-line chatter detecting has attracted extensive attention because it does not require the establishment of complex dynamic models and has the capability of real-time detecting. This section describes the online chatter detecting from the aspects of data acquisition, feature extraction and pattern recognition.
In terms of data acquisition, different sensors have their own advantages in chatter detecting. At present, the force sensor is considered to be the most sensitive sensor to the chatter signal, but its price is high and the installation position accuracy is high, so it should be carefully considered when choosing followed by acceleration sensors, displacement sensors, microphones, etc., the advantages and disadvantages of their signal acquisition are more obvious. The multi-sensor fusion technology makes up for the defect of a single sensor losing information and obtains more information that characterizes the chatter state. However, the application of multi-sensor fusion technology to chatter detecting is still in its infancy. The influence of the installation position of each sensor, the synchronization problem between each acquisition signal, the inconsistency of acquisition accuracy among various sensors, and the internal connection between various signals still remain. In-depth research is urgently needed.
Commonly used signal processing methods are divided into time domain method, frequency domain method and time-frequency domain method. Although the time-domain method is simple and intuitive, in actual processing, the dynamic characteristics of the tool and the workpiece will lead to nonlinear and non-stationary signals, and the time-domain method is easily disturbed by external signals. In the time-frequency domain analysis method, the time domain and frequency domain are combined to provide the relationship between signal frequency fluctuations with time, which is more suitable for analyzing nonlinear and non-stationary signals such as chatter. In terms of processing state feature extraction. The time-frequency domain analysis method is the focus of future research. Chatter recognition technology is mainly divided into threshold method and intelligent recognition technology. Threshold method depends on the selection of manual experience, requires high professional quality of operators, and is subjective.
Intelligent recognition technology avoids the influence of artificial experience, and directly conducts model training on the characteristics of the original data to achieve the purpose of identifying the processing state. With the development of deep learning algorithms represented by CNN, chatter intelligent detecting technology has become more and more mature. In addition, data plays an important role in deep learning, and many algorithms for generating chatter data are widely used, but data quality and feature similarity need to be improved.
Chatter suppression
Suppressing chatter and realizing chatter-free machining is the ultimate goal of chatter research. In recent years, great progress has been made in optimizing surface quality, improving machining efficiency, extending machine tool life, and improving dimensional accuracy through chatter suppression technology. Chatter suppression methods are mainly divided into active control technology and passive control technology. Figure 10 shows the classification of chatter suppression methods.
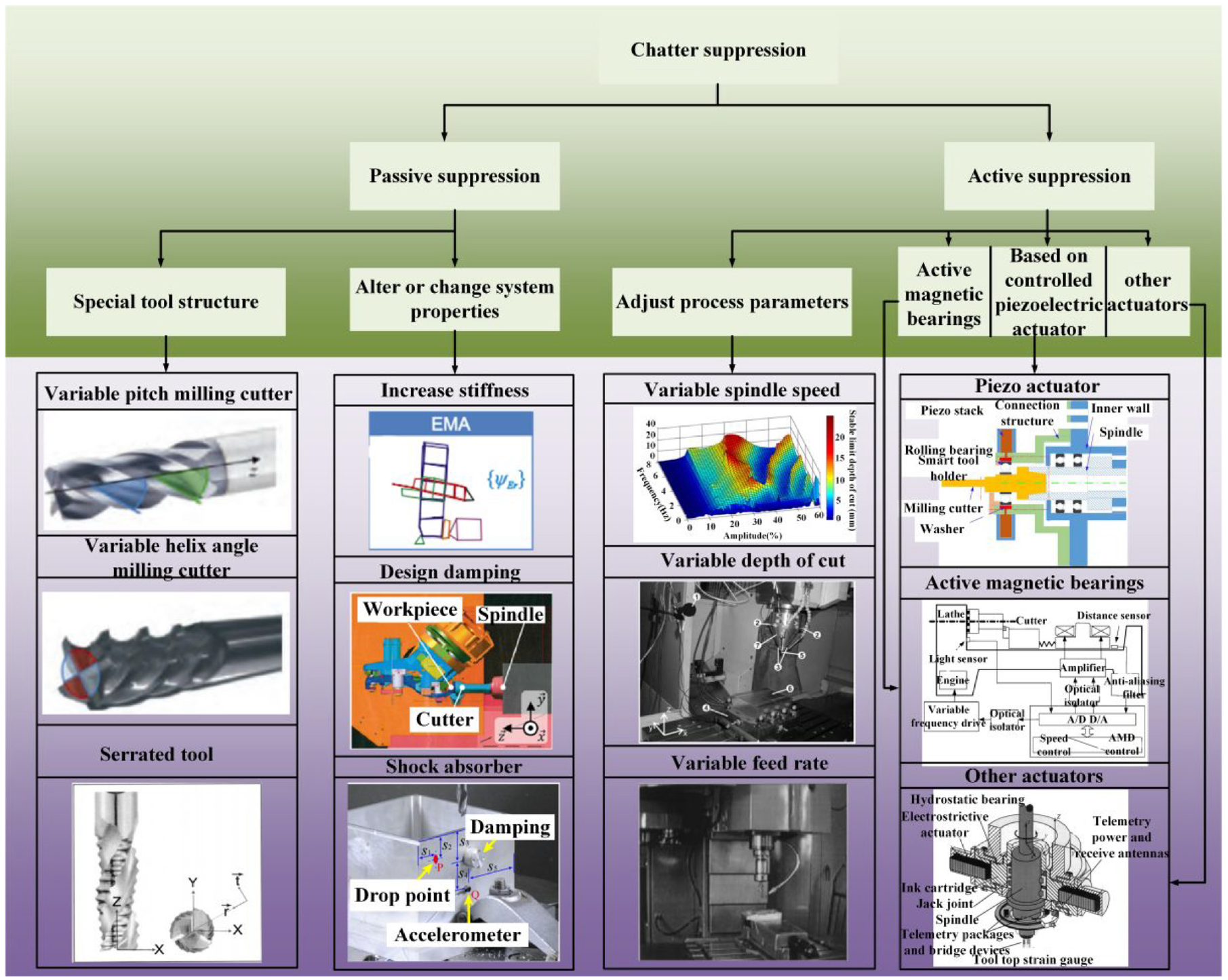
Passive suppression
In passive suppression, the dynamic characteristics of the machining system will be changed due to the introduction of new auxiliary systems, which will disturb the regeneration effect, dissipate additional energy, and achieve the purpose of stabilizing the machining. Dynamic suppression has the advantages of easy implementation and application, and low cost. Currently commonly used passive suppression strategies, such as irregular milling cutters, tuned mass dampers, passive shock absorbers, mechanical dampers, etc. The teeth of the pitch milling cutter are irregularly distributed along the circumferential direction of the milling cutter, which can disturb the phase between two adjacent vibration cycles, thereby achieving the purpose of suppressing chatter vibration. For variable pitch milling cutters, under specific conditions, the design of the optimal interpitch angle is the key to achieving stable machining. Slavicek 122 analyzed a two-tooth variable pitch milling cutter and proposed an analytical formula for suppressing chatter at a certain spindle speed. On the basis of Slavicek, Vanherck 99 proposed a variable pitch milling cutter with more than two teeth, and gave the experimental results based on the random distribution of the pitch angle. In the subsequent analysis and research, based on the design parameters of the variable pitch milling cutter, Tlusty and Andrews 3 proposed to use the time domain method to calculate the optimal design parameters. During milling, a zero-order approximation is used to determine the optimal pitch angle. 123 Zoltan et al. 124 proposed a variable pitch milling cutter design method based on semi-discretization and brute force iteration. The variable helix angle milling cutter can be regarded as a sawtooth angle that introduces a local continuous change in the axial direction of the tool. In fact, the purpose of chatter vibration can be suppressed due to the unstable region of the constant helix angle tool cycle doubling. 125 A variable helix angle results in a delay in regenerating chatter. Therefore, the variable helix angle milling cutter can also expand the area of the milling stability area.
Tuned mass dampers are widely used in the passive control of chatter. When the original system vibrates under the action of external disturbance, the mass element of the tuned mass damper will exert a reaction force on the vibration direction of the original system, and the damping element will also dissipate the entire control. The vibration energy of the system will weaken the vibration response of the raw system. Yang et al. 10 studied the effect of multi-tuned mass dampers on suppressing chatter, and Figure 11 shows the comparison of the effects of multi-tuned mass dampers on chatter suppression. Burtscher and Fleischer 115 proposed the design of an adaptively tuned mass damper. Although tuned mass dampers are better at suppressing chatter, the general application of tuned mass dampers is also a problem. The accuracy of the algorithm is also a challenge for adaptive tuned mass dampers. In addition, installing the damper requires a large space. When milling, the time-varying characteristics are more complicated, and the effect of suppressing chatter vibration is limited. In order to solve the above difficulties, Zhang et al. 126 proposed milling in a viscous liquid medium. By comparing the dry milling and viscous liquid medium milling experiments with the same processing parameters, the results show that milling in a viscous liquid medium can effectively increase. Stabilize the cutting area and reduce noise hazards to workers. Figure 12 is a schematic diagram of processing in liquid media. Although the cost of passive damping is low and easy to implement, it is difficult to adjust the parameter settings of passive dampers and solve the changing cutting parameters.

Suppressing chatter with multi-tuned mass dampers. 10
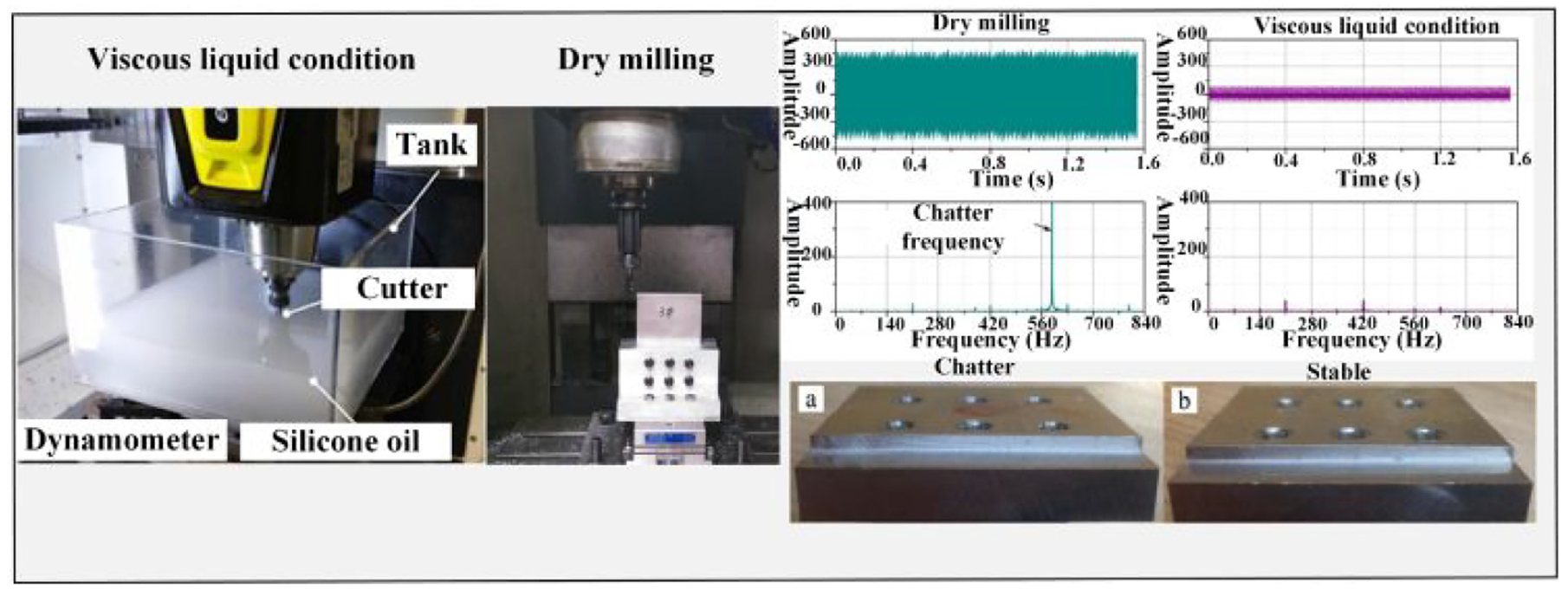
Liquid medium milling processing. 126
Active suppression
Active chatter suppression technology mainly monitors the dynamic characteristics of the machine tool and adjusts the cutting state by actively executing components. The active suppression system consists of detecting, diagnostics, and actuators. With the continuous development of sensor technology and optimization algorithm, active suppression of chatter technology is more widely used. Figure 13 is a schematic diagram of active suppression.
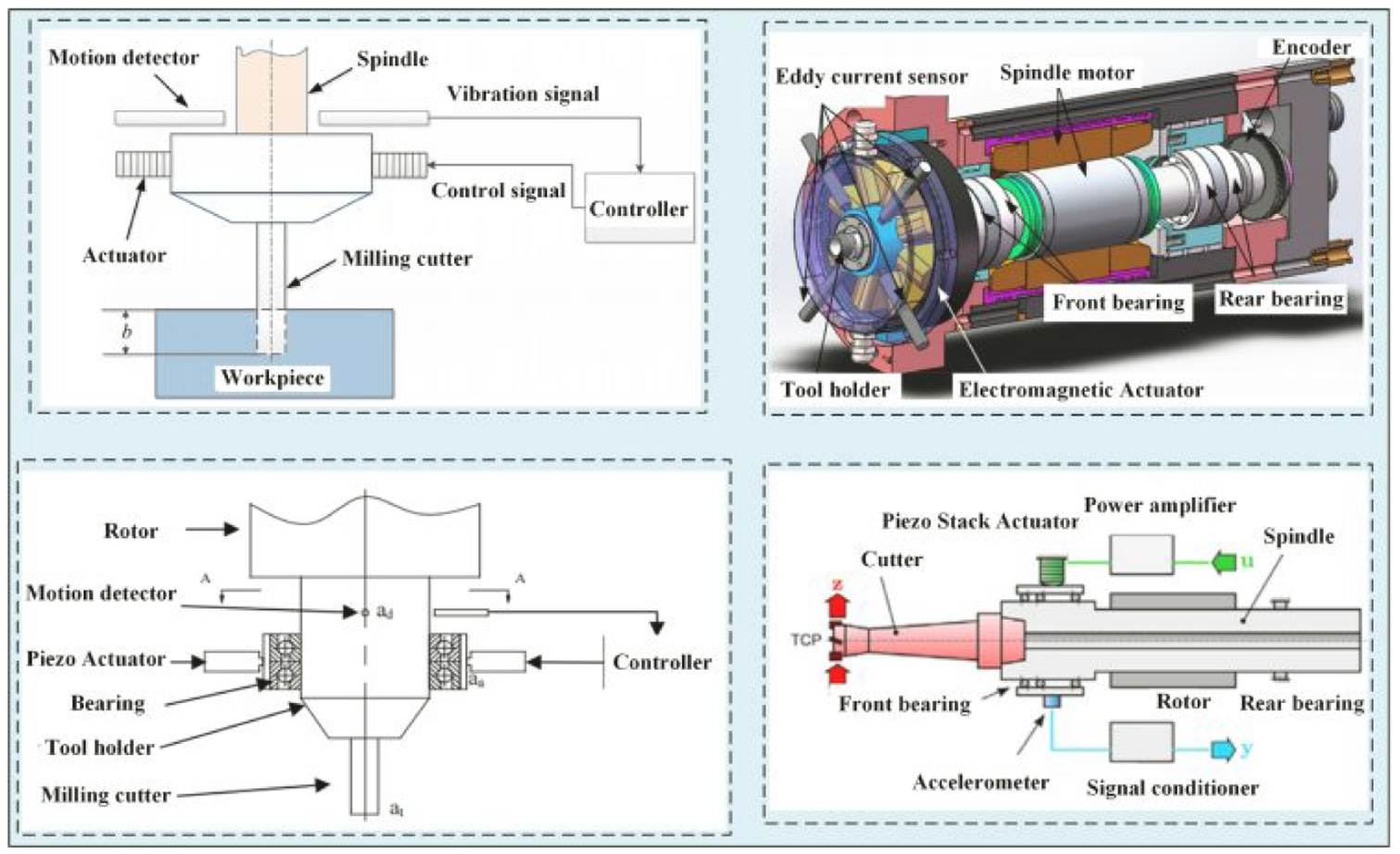
In recent years, academia has applied piezoelectric actuators to the study of chatter suppression, and designed structures that integrate piezoelectric actuators and sensors into the spindle. Based on such designed spindle systems, many chatter suppression methods have been proposed, such as: stiffness variation method, robust control method, multi-harmonic random stiffness excitation. Munoa et al. 129 proposed a closed-loop feedback control for chatter suppression, using the acceleration sensor and the driver of the spindle system itself to suppress chatter during milling. Li et al. 130 proposed a model predictive control method to suppress milling chatter by first integrating a piezoelectric actuator into the spindle system, then converting a nonlinear time-varying system to a linear time invariant system by depth approximation, and finally based on optimization Algorithms and feedback signals determine the input value to the actuator. Zhang et al. 128 realized milling chatter suppression based on the disturbance model of piezoelectric stack actuators, and adopted an approximate linear time-invariant model to simplify the design of a robust controller. Based on the disturbance model, a control algorithm was designed.
Wang et al. 131 considered that the milling process is very complicated. The single-frequency stiffness excitation method proposed by the predecessors simplifies the milling process too much and ignores the change of the phase. Therefore, the multi-harmonic and random stiffness excitation method is proposed, which is confirmed by experimental analysis. The effectiveness of the proposed method is proved and the electromagnetic actuator has the advantages of low friction, low price and long service life, but the optimization algorithm in this method has a large amount of calculation and low efficiency. Wan et al. 127 suppressed milling chatter based on sliding mode control and electromagnetic actuators. The test results show that the stable milling area has a significant increase in the larger spindle speed range. But when considering the active milling chatter control system model of electromagnetic actuator, the steady state caused by static milling force is ignored. None of the actuators proposed so far optimize their inputs, which may lead to actuator saturation. Based on this problem, Li et al. 132 proposed to solve the milling chatter problem based on a linear quadratic regulator and an adaptive network fuzzy inference system. Considering the influence of the weighting matrix on the performance of the controller, the particle swarm optimization algorithm was used to optimize the weighting matrix, using the adaptive network fuzzy inference system to directly obtain the gain matrix of the controller, so as to achieve online suppression.
Variable spindle speed is another method to suppress regenerative chatter. The mechanism of variable spindle speed to suppress chatter is the same as that of irregular milling cutters. By disturbing the regeneration effect, the effect of suppressing chatter is achieved. The advantage of this method is that the constant spindle speed can be periodically adjusted to change the phase relationship between the internal and external modulations on the machined surface, without the need for additional equipment. Figure 14 shows the effect of variable spindle speed on chatter suppression. The limitation lies in the machine tool’s responsiveness and how to determine the optimal speed change amplitude and frequency. In the 1970s, variable spindle speed was first used for chatter suppression. The model of a milling system is more complex than that of a turning system due to the interaction of the speed change frequency and the tooth pass frequency. Until 2002, Sastry et al. 133 applied the variable spindle speed method to milling chatter and found that chatter can be effectively suppressed in the low spindle speed range. Long et al. 134 used the semi-discrete method to analyze the stability of variable spindle speed machining.

Zatarain et al. 135 simulated and analyzed the milling process with variable spindle speed in the frequency domain, and the results showed that in the lower speed variation range, chatter vibration can be effectively suppressed and the sinusoidal speed variation is more effective than the triangular variation. Seguy et al. 121 studied the milling stability of variable spindle speed in the high speed range, and the results showed that chatter vibration can be well suppressed in the high speed range. Otto and Radons. 137 calculated the stable lobe map of variable spindle speed machining by the freezing time method. Ding et al. 136 proposed a numerical integration method to analyze variable delay differential equations by integrating transcendental equations.
The above analysis method of variable spindle speed complicates stability simulation and system dynamic characteristic analysis when changing design parameters, and consumes a lot of time. Therefore, online chatter suppress ion cannot be achieved. Yamato et al. 12 proposed a sinusoidal spindle variable speed programmable optimization design method based on the internal process energy analysis, and the optimal machining parameters can be input into the system only by estimating the chatter frequency. In fact, the relationship between the machining stability limit and the variable spindle speed parameter is uncertain.
Many scholars generally believe that the improvement of system stability mainly depends on the amplitude of the rotational speed of the variable spindle, rather than the frequency. 138 To solve this problem, Al-Regib et al. 138 proposed an empirical criterion for selecting the optimal amplitude ratio and minimum effective frequency for variable spindle speed using the chatter frequency and spindle speed. However, in the turning process, the chatter frequency of the flexible workpiece will change with the change of the natural frequency of the machine tool, so this method is faced with a huge amount of calculation if it is to be used online. Hajikolaei et al. 139 A method to determine the optimal variable spindle rotational speed amplitude based on genetic algorithm is proposed. However, the genetic algorithm has a huge amount calculation. Ding et al. 134 proposed an adaptive amplitude modulation method based on spindle speed variation and applied it to on-line chatter suppression in turning. The energy analysis of variable spindle speed parameters on the chatter effect showed that amplitude is more effective than frequency in suppressing chatter. The experimental results show that the amplitude is the main factor to improve the stability under unstable cutting conditions.
In fact, active control algorithms play a crucial role in actively suppressing chatter. Currently, commonly used control algorithms include direct velocity feedback (DVF), 140 stiffness variation (SV), 131 model predictive control (MPC),140,141 robust control (RC), 128 adaptive Control (AC),142,143 optimal Control (OC),144,145 linear Quadratic Gaussian control (LQG), 146 etc. Table 5 lists the advantages and limitations of commonly used active control algorithms. Although the above control algorithms can stabilize the cutting area, they all have their own advantages and limitations. Among them, only DVF does not require some complex models. Although this method is simple and effective, it is not suitable for high-speed machining. In contrast, the other methods in Table 5 require complex kinetic models or complex algorithms. In fact, it is difficult to build an accurate model in practical applications, and complex algorithms are difficult to understand, especially considering other influencing factors such as parameter uncertainty. Therefore, a more stable and adaptive intelligent active system is needed after considering the dynamic characteristics.
The merits and limitations of the commonly used control algorithms.

The advantages and limitations of the above-mentioned active chatter suppression technologies coexist. Although the use of actuators can effectively suppress chatter, the economic cost is high. There is still a lot of room for optimization of the actuator input, and the simulation algorithm is not accurate enough. For example, it is assumed that the linearity is assumed to be time-invariant, etc. For the variable spindle speed method, the economic cost is low, the theoretical foundation is solid, and the intervention of auxiliary components is not required, but the algorithm for the stability analysis of the variable spindle speed is relatively complex and takes a lot of time. On-line chatter suppression is not yet possible using stability analysis.
At present, how to determine the parameters (amplitude, frequency) of the optimal variable spindle speed is also a challenge. Therefore, there is still a lot of research to break through the online suppression of chatter.
Summary
This part mainly describes the active and passive suppression methods of chatter suppression. The passive suppression method is to disturb the formation of regenerative chatter through auxiliary components such as irregular tools and dampers, and can also suppress regenerative chatter by increasing the stiffness of the tool spindle system. The active suppression method monitors the dynamic characteristics of the system and uses the actuator to adjust the cutting state to achieve the purpose of suppressing chatter. The advantages and limitations of active chatter suppression technology coexist. Although the use of actuators can effectively suppress chatter, the economic cost is high. There is still a lot of research space for optimizing the input of actuators. The simulation algorithm is not accurate enough. For example, assume linearity, assume time-invariant, etc. For the method of variable spindle speed, the economic cost is low, the theoretical foundation is solid, and the intervention of auxiliary components is not required, but the algorithm for the stability analysis of variable spindle speed is relatively complex and consumes a lot of time, online chatter suppression cannot be achieved by stability analysis. At present, how to determine the parameters (amplitude, frequency) of the optimal variable spindle speed is also a challenge. Regardless of active suppression or passive suppression, there are still many limitations in controlling chatter, such as the design of the helix angle and pitch of the irregular milling cutter; the installation accuracy of the damper; the optimization of the actuator algorithm; the optimization of the variable spindle speed frequency and amplitude, etc.
Conclusion
With the in-depth development of Industry 4.0 and intelligent manufacturing, the stability lobe diagram is drawn by solving the time-delay differential equation, and offline selection of processing parameters can no longer meet the development trend of intelligent manufacturing. The accuracy of the stability lobe diagram is always constrained by the cutting force coefficients and system dynamics. Cutting force coefficients and modal parameters are determined before machining. However, these parameters change with material removal and spindle speed. Especially when processing low-stiffness thin-walled parts, the system dynamic characteristics and nonlinear factors are more difficult to determine. As far as the current research is concerned, the cutting force coefficient and modal parameters cannot be obtained adaptively online, which leads to the conservative machining parameters selected from SLD, which reduces the machining efficiency, affects the machining quality, and increases the machining cost. Therefore, these factors should be fully considered when establishing a prediction model, and changes in influencing factors should be automatically and quickly identified, and corresponding adjustments should be made to achieve high adaptability.
Over the years, chatter intelligent detecting has made great progress in theory and practice, especially the advent of 5G and the advancement of sensor technology, which have injected vitality into chatter intelligent detecting technology. The development of sensor technology has greatly improved the types, efficiency and stability of signal detecting, and multi-sensor fusion technology has also been realized, providing accurate data for subsequent chatter identification and suppression, reducing time costs. The advent of 5G enables faster signal transmission, higher efficiency of data fusion, and shorter calculation time for chatter identification, which is conducive to real-time chatter detecting and the application of various complex algorithms. Traditional signal processing schemes (EMD, WPD, VMD, etc.) rely on complex signal feature calculation, and the accuracy of state recognition is disturbed by the manually selected threshold, and the threshold will change with processing conditions. In recent years, with the development of deep learning technology, automatic feature extraction technology represented by convolutional neural network has been explored and applied in chatter detecting. The output to state recognition is automated, avoiding the interference of complex feature calculations and manual thresholds. However, deep learning algorithms have requirements on the quantity and quality of data samples. Whether it is a migration learning algorithm that requires a small sample size or some data enhancement algorithms, it is still unable to achieve stable recognition. From the current point of view, the intelligent detecting technology for processing chatter is not mature, and the commercial application is even less, and there are still many difficulties to solve.
Suppressing chatter is the core problem and the ultimate goal of chatter research. The strategies for suppressing chatter can be divided into two categories: passive suppression and active suppression. Passive suppression mainly suppresses chatter vibration by increasing the stiffness of the tool spindle system, and is not intelligent. When machining without chatter, passively suppressed components drain system energy, reducing efficiency and increasing cost. Therefore, passive suppression strategies are not used in the context of smart manufacturing. Today, with the rapid development of chip technology and control algorithms, active suppression strategies such as smart spindles, smart tool holders and smart fixtures provide us with new ideas for studying chatter. The intelligent spindle integrates the detecting unit and the suppression unit into the spindle system, mainly by adjusting the rotational speed to disrupt the generation of regenerative chatter, thereby suppressing the chatter. This strategy meets the requirements of intelligence, and starts from the principle of regenerative chatter, with a solid theoretical foundation. However, whether the installation of each unit component will affect the rigidity and geometric position of the original spindle system needs to be considered. In addition, there is no solid theory to provide reference for the determination of the amplitude and frequency of the variable spindle speed. Both smart tool holders and smart fixtures use built-in sensors to collect and transmit the current processing status in real time, and analyze and optimize based on the collected data. Since the smart tool holder and the smart fixture are in direct contact with the workpiece, the data acquisition is more reliable. In turn, it can be integrated with the machine tool system to realize automatic tool change, speed change, shutdown and other operations.
To sum up, with the in-depth implementation of “Made in China 2025,” the research on intelligent prediction, intelligent detecting and intelligent suppression of chatter is the general trend, and the future will usher in a new stage of development.
Outlook
(1) Data-driven chatter research methods and means.
With the advent of the 5G era, technologies and applications such as big data, cloud computing, and the Internet of Things have moved from concept to reality, and from abstract to concrete. Based on the background of big data, data is the foundation of development. Data-driven research on chatter problems should be deeply explored. For example, based on data-driven chatter prediction research, accurate identification of cutting force coefficients, accurate real-time pattern recognition.
Current chatter prediction techniques rely on building complex physical models and lack adaptability and generality. Therefore, relying on big data, a chatter database is established. This database collects data for different types of machine tools, different tools, workpiece materials, and fixtures, etc. It is required to collect data widely, with strong robustness and update ability. Here on this basis, a complete chatter prediction training model is established, and the model is continuously trained and updated in the application to make it more perfect. Implementation, offline training model, online prediction, and online update.
In actual processing and production, tool wear, changes in cutting materials, changes in cutting methods, and system dynamic characteristics will affect the cutting force coefficient, especially when processing thin-walled parts, the system dynamic characteristics will be affected by tool position, material removal and spindle speed. The accurate identification of modal parameters is also regarded as a difficulty. In this process, the cutting force coefficient will change with the change of dynamic characteristics, which increases the difficulty of identifying the cutting force coefficient and makes it uncertain. Some methods currently used have some shortcomings in identifying cutting force coefficients. Therefore, a more accurate theoretical model is established based on the combination of data-driven methods and finite element analysis software, so that the cutting force coefficient curve can be automatically calculated and output according to the changes of influencing factors in actual machining, so as to be more accurate and efficient. Stability analysis calculations. This system can also provide a reference for tool remaining life prediction and tool wear detecting, and realizing intelligent identification of cutting force coefficient can also be a long-term research topic.
Feature extraction is an important step in chatter detecting, and the accuracy of its features directly affects the detecting results. However, the classification accuracy of current feature extraction is not satisfactory, and multiple features need to be extracted to discriminate chatter. The data-driven chatter detecting technology avoids complex physical modeling, filtering, feature extraction, etc., and directly establishes a mathematical model from the data end to the identification end, and outputs the processing status (stable, slight chatter, chatter). The processing data of each machine tool is shared to achieve interconnection, and in the context of huge data sets, the real-time, robustness, and accuracy of chatter detecting have been improved.
(2) Integrated data collection, processing, and decision-making methods.
In addition to the real-time requirements of chatter detecting, the accuracy cannot be ignored. Due to the complex processing process, the processing state is often not robust with a single signal analysis, and multi-signal synchronous acquisition analysis and multi-feature fusion will make up for this deficiency. Therefore, the fusion of multi-pattern recognition algorithms can better solve this problem.
In recent years, multi-signal synchronous acquisition technology has been widely used in the field of intelligent processing and manufacturing. The multi-sensor fusion technology will synchronously collect multiple signals reflecting the processing state, which makes up for the short comings of various types of single sensors in the acquisition of signals, and makes the signal acquisition more accurate. Intelligent sensors have the characteristics of high-precision information collection, information processing, and exchange of information, and are small in size and easy to install. Based on the real-time requirements of chatter detecting in actual processing and production, the combination of intelligent sensor technology and multi-sensor technology fusion technology can obtain signals and signal processing more efficiently and quickly. Facing the fusion of different sensors, it is also necessary to solve the problem of synchronization and internal connection between the collected signals.
At present, a single signal feature is not enough to accurately express the signal state, and multi-feature fusion will promote the study of chatter detecting. Multi-features can not only verify each other, but also improve the robustness of detecting, enabling it to characterize signal states from different perspectives.
Common chatter recognition models do not have the ability to update online. Most of them are offline modeling and online identification. At this time, the ideal model is required to have high learning efficiency, and even with fewer samples, accurate chatter can be established. Identify the model. Pattern recognition algorithms cannot achieve both the accuracy and efficiency of model training and self-update and self-learning. Therefore, the fusion of multi-pattern recognition algorithms, learn from each other’s strengths and complement each other’s weaknesses, and achieve mutual benefits, to achieve both the accuracy and efficiency of training models and self-update. Various models have their own unique advantages in chatter identification, and it is of far-reaching significance for the early identification of chatter to give full play to the advantages of each model in the chatter identification process.
In order to achieve real-time requirements, some time-saving algorithms and models are needed to automate feature extraction and pattern recognition. Likewise, the decision-making process has real-time requirements. Figure 15 shows the flow of chatter detection during machining, including real-time data acquisition, chatter detection, and chatter suppression.
(3) Integrate the chatter detecting unit and the chatter suppression unit into the smart spindle.

Real-time chatter detecting using advanced data processing and decision-making methods. 147
Since chatter can cause irreversible effects on the machining system, the central task of solving the chatter problem is to suppress the chatter.
According to the characteristics of the signal transmitted from the detecting unit to the suppression unit, the frequency and amplitude of the rotational speed of the stable machining spindle are calculated by the intelligent algorithm, and the frequency and amplitude of the rotational speed of the main shaft is changed by the actuator to achieve the purpose of stable machining. when the signal transmitted by the detecting unit is used the characteristic is that during stable processing, the actuator does not work, so that the spindle returns to the preset speed. In addition, the sensor must be close to the cutting area in order to obtain accurate information. In smart spindles, integrating multiple sensors and actuators, it is crucial to ensure that the dynamics and geometry of the system are not overly affected, which is also a major challenge today. Advances in smart materials, new sensors, and actuating materials provide new ideas for solving the problem of integrating chatter detecting units into smart spindles.
(4) Chatter mechanism and detecting research of robotic milling.
Industrial robots play an important role in the milling process of large and complex parts. However, the low stiffness nature of the robot makes it prone to chatter.
Due to different machining schemes, the chatter mechanism of robotic milling is different, and the chatter forms of robotic milling are mainly modal-coupled chatter and regenerative chatter. Therefore, chatter studies cannot yield a robust result based on stability predictions. Reasonable machining parameters cannot be selected for chatter suppression before robotic milling. Based on the above problems, starting from the chatter mechanism in different machining schemes, seeking the internal relationship between the chatter mechanisms, and establishing a chatter stability prediction model for robotic milling is not only beneficial to the development of industrial robots, but also to a deeper understanding chatter mechanism.
At present, the research on chatter in robotic milling mainly focuses on the use of dampers to improve the stability of the system, absorb chatter energy, and achieve the purpose of suppressing chatter, but it is difficult to accurately identify chatter. The stiffness of the robot is weak, and the frequency and time of chatter vibration are increased compared with traditional machining. Real-time detection of chatter in robotic milling is an effective method to improve the performance of machining equipment, and it is also helpful to further study the mechanism of chatter. Therefore, it is very necessary to study chatter identification in robotic milling. Due to its high incidence of chatter, traditional methods such as signal decomposition, feature extraction, and threshold setting may not be able to achieve real-time detecting and identification of processing status.
Therefore, relying on big data and based on data-driven methods, the recognition model is trained to automatically extract features and identify chatter, so as to realize the intelligence of processing, detecting and recognition. In addition, this method also lays the foundation for the efficient adoption of chatter suppression strategies, which should be regarded as a future research hotspot.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Startup Research Fund of Liaoning Petrochemical University (2021XJJL-005).