
Abstract
The purpose of this paper is to discuss the optimization of electrical discharge machining (EDM) parameters in a green production environment. The primary goal of this work is to create a novel hybrid multi-criteria decision making (MCDM) model that combines COPRAS and ARAS to determine the best input EDM parameters for machining high carbon chromium tool steel plate. To carry out the selection process, a total of nine tests were carried out using four input parameters, including dielectric level, peak current, flushing pressure, and pulse duration at three different levels of magnitude, and the readings of the respective five output parameters were measured. The weights of these five criterions are evaluated using entropy, while COPRAS-ARAS hybrid model is implemented to choose the best alternative experiment among these nine availabilities. Experiment 5 is found to be the best choice, with the machining parameters 261 µs pulse length, 0.3 kg/cm2 flushing pressure, 4.5 Å current, and 80 mm dielectric level being the optimal input values. The primary result demonstrates that the developed hybrid model is sufficiently accurate and provides the best choice when compared to six existing MCDM tools. Finally, sensitivity analysis is used to justify the hybrid model’s stability and consistency.
Introduction
With the world’s rapid growth and technological advancements, traditional machining operations are becoming obsolete and being replaced by various non-traditional machining (NTM) processes in various sectors. Despite its high capital cost, NTM has numerous significant advantages like, the ability to achieve high precision and smooth surface finish, no thermal distortion and heat affected zone (HAZ) occurs, the ability to machine a wide range of materials, including composites, ceramics, high strength alloy steel, complex and intricate profiles can be easily generated, tool wear and chip generation are almost absent. NTM has gained widespread acceptance in the manufacturing sector as a result of its appealing and desirable characteristics. EDM is one of the popular and widely used NTM process in industry for producing complex shapes and cutting extremely hard materials to close tolerances that are nearly impossible to achieve with conventional machining, but at the same time it is also considered hazardous to the environment that should not be overlooked. 1 During its operation, EDM emits aerosols and toxic gases that are extremely harmful and can have a negative impact on one’s health. Furthermore, it emits a large amount of solid and liquid wastes in the form of dielectric sludge and deionizing resins, which are then dumped into nearby rivers or bare land, thus contaminating the environment and causing pollution. These hazardous substances pose a great risk toward mankind, especially to the operators. It is also true that the volume of toxic waste generated by EDM is highly dependent on the input process parameters. Hence, it is possible to control the environmental pollution and to implement the green concept by optimizing the EDM process parameters. Green manufacturing is a progressive conception that aims to improve the efficiency of any manufacturing process, while significantly reducing the environmental impacts and resource consumption. 1 The authors were inspired by the following reasons that they came up with an idea of optimizing the EDM input parameters in order to achieve green EDM. Optimization of green EDM parameters necessitates the consideration of a number of critical factors for example, technical, economic, environmental aspects, and managing all these multiple parameters at a time is very difficult. Therefore, dealing with these kinds of multiple criteria problems requires the implementation of some robust technique like MCDM.
Over the last few decades, MCDM has become an important decision-making tool in number of diverse areas including manufacturing, 1 trade, economic, 2 health and education,3,4 domestic5,6 etc. Several researchers are actively focusing on this field to update different MCDM strategies and to fill up the gaps that occur in previous approaches. Some researchers have already developed several recent groundbreaking MCDM frameworks for more precise and effective decision-making. Day-by-day MCDM approaches are gaining more popularity owing to their intrinsic capacity to evaluate various alternatives, while at the same time, conventional MCDM techniques are becoming outmoded. To evaluate some complicated decision-making problems, a single MCDM method is not adequate to render effective decisions. 7 Therefore, two or more MCDM tools need to be combined together to create a hybrid paradigm for efficient decision-making, and now researchers are mainly focusing on hybrid MCDM models to execute any decision-making problems. The fundamental benefit of any hybrid approach is the consolidation of the advantages of each MCDM into a single system. On the other hand, while focus is given on the industrial aspect, the processing process employed by the business depends strongly on the final product it produces. Chakraborty and Zavadskas 8 stated that “Manufacturing can be defined as the application of mechanical, physical and chemical processes to modify the geometry, properties and/or appearance of a given input material while making a new finished part/product.” In the current context, production entails a number of similar tasks, such as product creation, inventory procurement, method preparation, system selection, repair preparing and reporting, quality control, stock management and promotion. The design of production methods and optimum method parameters plays a crucial role in maintaining good product efficiency, lowering processing expenses, minimizing lead times and inventory rates and increasing the overall profitability of manufacturing organizations.8,9 In the industrial sector, decision makers (DM) often face a problem of evaluating broad range of alternatives and choosing the strongest based on a series of competing parameters. This should be remembered that, when selecting the most suitable choice, there is not necessarily a clear definitive preference factor, but a vast range of factors must be taken into consideration by the decision-makers. There is also a need for certain easy, structured and rational approaches or statistical techniques to direct decision-makers in evaluating a variety of competing selection parameters and their interrelationships. Therefore, efforts must be expanded to define certain parameters that determine the best alternative option for a given question, utilizing simple and rational approaches, to exclude unsuitable alternatives, and to choose the most acceptable one to improve current selection procedures. 8
This current research work particularly focuses on developing of such an easy and logical hybrid COPRAS-ARAS model, and its ability to solve a MCDM problem is demonstrated through the selection of optimum EDM process parameters. The following optimization problem is adopted from a previous article by Sivapirakasam et al. 1 published in a reputed journal “Expert Systems with Applications.” Sivapirakasam et al. 1 solved the following EDM parameters selection problem using Taguchi embedded with fuzzy-TOPSIS method while machining high carbon chromium tool steel plate on the basis of five output performance parameters (criterions) namely, aerosol concentration (AC), relative tool wear ratio (RTWR), dielectric consumption (DC), process time (PT), and process energy (PE). Sivapirakasam et al. 1 considered four input parameters with three different levels of magnitude as displayed in Tables 1 and 9 experiments were conducted by combining different levels of four input parameters. The four input parameters and their respective five measured output parameters for nine experiments are given in Table 2. The authors discovered some substantial errors in the previous study conducted by Sivapirakasam et al., 1 which is the fundamental reason for reconsidering the same MCDM issue. The authors argued that the prior optimization study is inconsistent and biased as a result of using the fuzzy concept in decision-making. As we all know, the fuzzy idea is generally utilized to make uncertain or hazy judgments, that is, when actual or complete knowledge is unavailable. The decision-makers will then have to communicate their own ideas and verdicts verbally in linguistic terms. The expert’s opinions may disagree from one another, resulting in unfair or partial decisions. As a result, fuzzy-based findings are always accompanied with imprecision and ambiguity. 10 Similarly, TOPSIS is an antiquated tool with two major flaws that is, rank reversal and inconsistency in assessment during additional features. Furthermore, TOPSIS is a time-consuming process that necessitates some complex steps for its mathematical computations. TOPSIS assesses the performance of alternatives using Euclidean distance, which does not support the correlation between the attributes. 10 Due to these severe drawbacks, the authors felt forced to replace the research gaps with more advanced and potential MCDM tools. The hybrid MCDM model presented in this article has the following benefits.
It is completely independent of the expert’s ideas and judgments. Entropy method is an objective weight estimation tool that doesn’t allow the interference of decision makers. Hence, it is less biased.
This hybrid system has the ability to distinguish the beneficial and cost criteria separately, that helps in considering the effect of positive and negative ideal solutions.
It is very simple, straightforward and easy to understand process. The time requirement for calculation is also less compared to other tools.
It is highly robust, with a very low chance of rank reversal.
This hybrid model is more advanced, accurate and has greater stability.
Input parameters and their three levels of magnitude.

Source: Sivapirakasam et al. (2011).
Input and output parameters of nine experiments.

Source: Sivapirakasam et al. (2011).
The same EDM parameters optimization problem is again reconsidered in this present article and re-evaluated using Entropy integrated COPRAS-ARAS hybrid MCDM method. The relative importance’s (weights) of the criteria are determined using entropy method and the best alternative is proposed using COPRAS-ARAS hybrid model. The main objective of this research work is to propose the best input EDM parameters by choosing the favorable experiment among nine alternatives in order to optimize the output. At the same time, the potential and the efficiency of the newly developed hybrid model is also proven by comparing the present outcomes with the past researchers results. Further, the final outcome result from this hybrid model is vindicated by applying six other popular MCDM tools that is WSM, WPM, WASPAS, COPRAS, ARAS, PROMETHEE, and the robustness of the hybrid model is also validated through sensitivity analysis. The rest of the article is organized as follows, extensive review of literature followed by materials and methods, result and discussion, finally, conclusion reached from this study.
Development of COPRAS-ARAS hybrid MCDM model
As previously said, the hybrid MCDM concept is the combination of two or more tools to reflect the advantages of one tool over another. In this article, COPRAS and ARAS are integrated to create a robust hybrid system by weighing the benefits of both tools at the same time. Let us first look at the advantages and disadvantages of ARAS and COPRAS. To begin with the advantages of ARAS MCDM, it ranks a finite number of alternatives in relation to an ideal alternative by evaluating the proportionate utility ratio, which significantly improves the decision-making process. Furthermore, in the ARAS approach, the utility degree idea is directly proportional to the major criteria weights analyzed in a study that is used to determine the complicated comparative efficacy of a viable alternative. The main disadvantage of the ARAS technique is that it cannot handle the cost and benefit criteria individually. For ARAS functioning, all cost criteria should be turned into advantageous criteria first by obtaining the reciprocal values. However, the COPRAS MCDM compensates the limitations of ARAS MCDM. COPRAS have the capacity to consider maximum and minimum criteria individually, which aids in forecasting the influence of ideal and anti-ideal solutions on alternative selection. Moreover, the relative importance in COPRAS allows you to prioritize the ideal solution that maximizes the benefit while minimizing the cost criteria, whereas the negative ideal solution maximizes the cost while minimizing the benefit criteria. In addition, both the tools are free from rank reversals and can generate more accurate results than old conventional tools like SAW, TOPSIS, VIKOR, AHP, etc. As a result, the benefits are so compelling that when both these technologies are united, it is possible to create a more powerful hybrid system while simultaneously overcoming some of the significant downsides. These factors motivate the authors to adopt COPRAS and ARAS because of their major advantages over other MCDM and to begin developing a fresh hybrid model for the first time. Each of the favorable phases from COPRAS and ARAS are combined in this hybrid model as follows.
Evaluation matrix.

Source: Sivapirakasam et al. (2011).

Evolution of COPRAS-ARAS hybrid MCDM model.
Green EDM MCDM model
EDM is a thermal NTM procedure that removes material by local melting and vaporization of small areas on the workpiece surface. The material is removed through controlled material erosion, which is accomplished through the use of repeating electrical sparks between the tool and the work piece while immersed in a dielectric solution.1,11 There are different types of dielectric fluid that are used in EDM like, kerosene, paraffin oil, deionized water etc. which acts as a semiconductor between the workpiece and electrode to facilitate a controlled and stable spark gap ionization condition. 12 The dielectric medium also acts a flushing agent that wash and carried away the molten eroded debris from the spark gap area with the help of flushing pressure.11,12 The input of this EDM process includes workpiece and tool material, dielectric, electrical energy and the process parameters for example dielectric level, peak current, flushing pressure, pulse duration, etc. while the output includes relative tool wear rate, dielectric consumption, material removal rate (MRR), gaseous emissions, eroded tool and work material debris, noise and heat.1,11 In this present research work, both the manufacturing and environmental aspects are taken into consideration to enhance the concept of green EDM which is clearly depicted in Figure 2. Among the five output parameters, two responses that is process time and relative tool wear ratio are the manufacturing elements, whereas the rest three responses that is dielectric consumption, aerosol concentration, and process energy falls under the category of environmental aspects. All the five output responses are elaborately discussed in the upcoming sub-sections. Figure 3 clearly illustrates the relationship between the input and output parameters of green EDM.

MCDM model of green EDM parameters optimization.

Relationship between the input and output parameters of green EDM.
Process time
Time for material removal is one of the important parameters in EDM process, since it determines both the MRR and the cost of production. This factor is therefore subject to non-beneficial criteria whose lower value is desired. 1
Relative tool wear ratio
High energy intensity and extremely high temperature generated due to the applied potential differences at the spark gap causes the work piece to melt, and at the same time, it also causes the tool material to wear out and erode. This electrode wear directly affects the cost of production. The amount of erosion that occurred at the tool interface with respect to the workpiece is referred to as the relative wear ratio of the tool. This factor is also a non-beneficial criterion whose lower value is desired. 1
Process energy
Electrical energy consumption during EDM process has an indirect impact on the environment as more waste is generated during the generation of more electricity. Hence, process energy is considered as an important factor in this green EDM optimization problem. This energy is determined by discharge gap voltage, discharge current and the duration of current flow. Lower the value of process energy better is the criteria. 1
Aerosol concentration
The concentration of aerosol is considered to be one of the important environmental factors in this problem. Industrial exposure of toxic aerosols generated by the EDM process may include metallic residues and toxic reactive products of dielectric material that may contaminate the soil and water if not properly dumped. In addition, during the machining process, evolution of harmful gases can also pollute the operator’s breathing zone. Therefore, the concentration of aerosols should be minimized. 1
Dielectric consumption
According to Yeo et al., 13 three paths are mainly responsible for the wastage of dielectric fluid during the EDM process.
Dielectric fluid coating on the workpiece.
Dielectric fluid coating on the removed materials from both the workpiece and tool.
Diffusion of the dielectric vapor into surroundings.
Dielectric consumption has both environmental and economic impacts. It is therefore considered to be one of the factors in this present study, whose minimum value is anticipated. Dielectric waste in the form of liquid and gas pollute the atmosphere as well as cause harm to the operator. Its minimum consumption is therefore cost-effective and can reduce environmental hazards. 1
Review of literature
For the last few years, MCDM serves as an effective tool in solving numerous decision-making challenges in wide variety of areas and several researchers have already implemented different MCDM tools for choosing the right option for example material handling equipment selection,14,15 material selection,16,17 cutting parameters selection,18,19 cutting fluid selection 20 etc. related to industry. In recent times, several hybrid MCDM models have been also developed and applied in broad areas by many researchers. Few examples of effective optimization of cutting parameters by various MCDM strategies and industrial applications involving entropy, ARAS, 21 and COPRAS 22 techniques are addressed in the following literatures.
Jagdish and Ray 23 solved a process parameters optimization problem of green EDM using an integrated MCDM approach of entropy and GRA, which was also validated by Taguchi-VIKOR and Fuzzy-TOPSIS methodology. Thirumalai and Senthilkumaar 24 proposed a new TOPSIS based MCDM concept for choosing the optimum cutting parameters during machining Inconel 718 using a carbide cutting tool on the basis of six objective factors against three input variables that is feed, cutting speed and depth of cut. Parida and Routara 25 used TOPSIS method for the optimization of process parameters in turning of glass fiber reinforced polymer composites. Wang et al. 26 integrated green EDM theory with the traditional EDM process to establish a new evaluation method by combining DEMATEL and ANP MCDM techniques. Jagdish and Ray 11 developed a combined hybrid model of GRA and PCA to optimize the green EDM process parameters.
Singaravel and Selvaraj 27 determined the optimum machining parameters for EN25 steel turning operation with coated carbide tools using combined TOPSIS and AHP methods. Khan and Maity 28 investigated the implementation of a novel MCDM method known as VIKOR analysis coupled with the Taguchi methodology for optimizing cutting variables during turning of commercially pure grade 2 titanium utilizing uncoated carbide inserts. Meena et al. 29 optimized the cutting parameters like frequency, current, and pulse on time during EDM of micro holes on Cp titanium. Modanloo et al. 30 applied MOORA and TOPSIS methods to select the optimal process parameters for sheet hydroforming process. Chakraborty and Banik 14 used AHP technique for designing a material handling equipment selection model under specific environment. Saha and Majumder 31 performed a machining parameters optimization analysis considering gray-COPRAS hybrid MCDM approach during turning of ASTM A36 mild steel.
Das and Chakraborty 32 optimized four green EDM input parameters like flushing pressure, pulse duration, dielectric level, and peak current using DEMATEL and SIR method to minimize the toxic and harmful emissions. Prakash and Krishnaiah 33 optimized the process parameters using VIKOR and AHP for turning AISI 1040 steel with coated tools. Balasubramaniyan and Selvaraj 34 integrated Taguchi with TOPSIS method to evaluate the optimal process parameters for the EN25 steel turning procedure utilizing coated carbide tools. Tang and Du 35 solved the EDM parameters optimization problem by combining GRA with Taguchi method during machining Ti-6Al-4V. Majumder and Saha 36 applied hybrid MCDM approaches of MOORA-PCA and TOPSIS-PCA for optimizing turning of ASTM A588. Mohapatra and Sahoo 37 optimized the output parameters MRR and kerf width using TOPSIS method during gear cutting in wire EDM. Singaravel et al. 18 applied the ARAS approach for deciding optimum process parameters and suitable coated instrument for turning steel AISI 4340.
Kumar et al. 19 optimized the EDM cutting parameters using MCDM model of AHP-ARAS during machining AA7050-B4C composite. Martin and Deepak 16 selected the suitable material for engineering components design using ARAS technique. Pathapalli et al. 38 applied MOORA and WASPAS method to optimize the machining parameters for cutting metal matrix composites comprises of titanium carbide as reinforcement and aluminum 6063 as matrix. Sharma et al. 39 reduced the tool wear and maximized MRR with the help of PROMETHEE MCDM by adjusting EDM input parameters for example pulse off time, pulse on time, current, and gap voltage while machining combustor material using copper cadmium as an electrode. Temuçin et al. 40 developed a fuzzy based decision model to select the optimum non-traditional machining process among seven NTM alternatives while cutting carbon steel plate of width 10 mm. Goswami and Behera 17 implemented entropy-ARAS MCDM technique for the selection of best engineering materials among a group of seven alternatives by considering six conflicting criteria. Tang and Guo 41 combined Taguchi and GRA method to optimize four EDM input parameters that is pulse interval, pulse width, gap voltage, and peak discharge current while investigating S-03 stainless steel. Sharsar et al. 42 established two MCDM models combining entropy-TOPSIS and entropy-ARAS to select the optimal experimental setup for EDM process.
It is evident from the above-mentioned literatures that ARAS and COPRAS are very rarely used MCDM tools for optimizing cutting parameters.43–45 Most of the time, researchers have only considered turning operations for the optimization purposes. There are also other machining operations such as, shaping, milling, broaching, etc. which are completely ignored. While several researchers have started refining input parameters for non-traditional machining such as EDM or wire EDM, relatively few research projects have been undertaken under the green manufacturing climate to date. This new work tries to fill the recognized research gaps by attempting to construct a hybrid MCDM model that integrates ARAS and COPRAS, which has never been done previously. This research report has three main goals. First, the optimum green EDM machining parameters were chosen, then a novel hybrid MCDM model was created, and finally, the output results were validated using six different MCDM approaches that had never been utilized together before for EDM cutting parameter optimization. Overall, the novelty of this study lies in the selection of optimal green EDM input parameters using a newly developed hybrid system of entropy embedded COPRAS-ARAS.
Materials and methods
This section includes the step-wise calculation details of entropy and COPRAS-ARAS hybrid technique. The following sub-sections 3.1 and 3.2 shows the assessment of criteria weights by entropy method and the estimation of the best alternative by hybrid method respectively. The complete green EDM optimization process is illustrated using a flowchart shown in Figure 4.

Flow diagram of green EDM output parameters optimization process.
Entropy
Entropy is an objective weighting method used to calculate the criteria weights without taking DM’s opinion into consideration. This method is fully independent of DM’s interference and doesn’t require any pair-wise comparison matrix. Therefore, this objective weighting method is free from inconsistency and doesn’t require checking of consistency. Hence, entropy method is more advantageous than other subjective weighting methods like AHP, BWM, SWARA, etc. It automatically calculates the criteria weights based on the performance score (decision) matrix shown by equation (1). The steps of Entropy are described as follows.
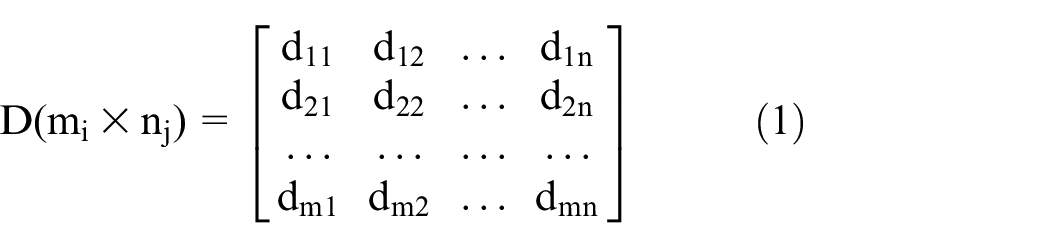
Where, i = 1, 2…, m; j = 1, 2…, n. “dij” is the evaluation score of the ith alternative and jth criteria.
Normalized matrix (Entropy).

Source: Author’s own elaboration.
For beneficial criteria

For non-beneficial criteria,

“Nij” is the normalized values of the ith alternative and jth criteria.

In above equation (4), “K” is a constant. The value of K =


“wj” is the weight of the jth criteria. Table 5 shows the final criteria weightages.
Determination of criteria weightages.
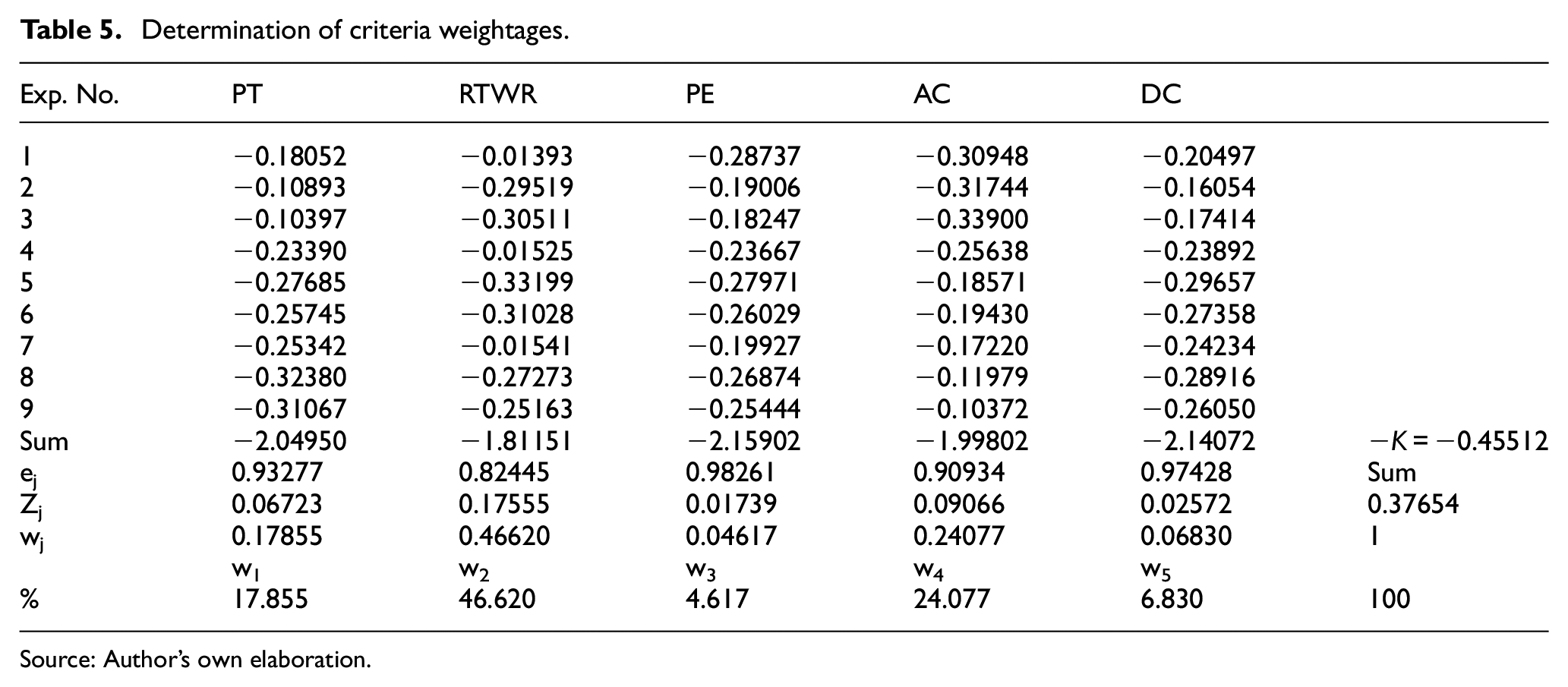
Source: Author’s own elaboration.
COPRAS-ARAS hybrid MCDM model
COmplex PRoportional ASsessment (COPRAS) was first applied by Zavadskas et al. 22 to access building life cycles. It evaluates the effect of advantageous and non-beneficial factors individually to establish the relative significance of the alternatives. On the other hand, the Additive Ratio ASsessment (ARAS) technique assesses the utility degree of each alternative in comparison to the ideal best choice. 21 Zavadskas and Turskis 21 created ARAS in 2010 to evaluate the microclimate in office environments. In this hybrid model, the quantitative utility and degree of utility concept of both COPRAS and ARAS techniques are combined to reflect the benefits of the two individual MCDM. This method begins with the formation of an evaluation matrix (mi×nj) according to equation (1) which is already shown in Table 3. It must be noted, an ideal (optimal) alternative has to be considered in this technique which is denoted by Exp. 0 in Table 3 and the analysis should be carried out along with this in addition to nine other actual alternatives.46–49 This ideal alternative is created by taking the best values of each criteria that is as all the criteria considered in this analysis are non-beneficial in nature, the ideal alternative Exp. 0 is formed by taking the minimum values of each criteria as depicted in Table 3.
Now moving toward the next step that is normalization of the decision matrix using equation (2). This hybrid technique also follows linear normalization as the previous entropy method, but the main difference is that, in this case the conversion of the non-beneficial into beneficial criteria is not required. Table 6 shows the normalized matrix and their respective normalized values.
Normalized matrix (COPRAS-ARAS hybrid model).

Source: Author’s own elaboration.
Now the weighted values (Cij) and the relative significances (Ri) of each alternative are evaluated using equations (7) and (8) respectively and shown in Table 7.


Alternative ranking by COPRAS-ARAS hybrid model.

Source: Author’s own elaboration.
In equation (8), “S+i” and “S−i” can be determined using equations (9) and (10) that represents the weighted values summation of the maximizing and minimizing criteria. “S−min” is the least among the S−i values.


“C+ij” and “C−ij” are the weighted values of the maximizing and minimizing criteria respectively.
Finally, quantitative utility degree (QUi) of each alternative is determined using equation (11) and the rankings are proposed in Table 7.

“R0” is the relative significances of the ideal experiment (Exp. 0) as indicated in Table 7.
Result and discussion
The ranking of the alternatives is done according to the decreasing quantitative utility values and shown in Table 7. Now, this proposed ranking is validated using two approaches. Firstly, the same problem is executed by applying six other solo MCDM tools namely, WSM, WPM, WASPAS, COPRAS, ARAS, and PROMETHEE utilizing the same entropy criteria weights and secondly, sensitivity analysis is performed which are included in the following sub-sections.
Validation using six other MCDM techniques
The alternative rankings obtained by implementing six different MCDM tools are provided in Table 8. Table 8 reveals that all the applied approaches indicate experiment no. 5 is the best option among these nine alternatives. Although the rankings proposed by different MCDM tools doesn’t exactly matches with each other, but all the methods offer the same performance alternative 5 as the highest. Even, Sivapirakasam et al. 1 proposed that experiment 5 is the optimal alternative by analyzing through fuzzy-TOPSIS which exactly matches with the present outcomes. Experiments 1 and 7 compete with each other for occupying the worst position, but higher percentage of MCDM tools indicates that experiment 7 is the worst alternative between them which is also justified from the final ranking by Borda voting rule as depicted in Table 8.
Alternative ranking by six other MCDM tools.

Source: Author’s own elaboration.
Spearman rank correlation co-efficient (CC) is also determined and displayed in Table 9 to validate and to compare the rankings obtained from different techniques. The CC values in Table 9 clearly represents that the newly developed hybrid model holds a good interrelationship with the other methods and all the CC values are above 0.8, which can be considered as high. 43 Therefore, from the first validation analysis it can be decided that the output provided by the COPRAS-ARAS hybrid model is quite genuine and accurate.
Spearman rank correlation co-efficient.

Source: Author’s own elaboration.
Sensitivity analysis
Sensitivity analysis is performed to verify the findings and to explain the precision and variance of the judgment outcomes. A sensitivity analysis may allow the decision-makers to show the implications of their process by making any improvements to the primary model. Sensitivity analysis is executed to determine the variances in the final output ranking due to changes in the input data or criteria weights. According to Zavadskas et al., 44 the final ratings are primarily influenced by two parameters, one is the input performance values and the other one is the criteria weights. However, the performance data for a specific problem remains consistent, therefore the criteria weights can be varied to investigate the stability of a MCDM system. To meet the needs, weight replacement strategy is performed here. 43 For example, the letters ABC can be rearranged in total six possible combinations that is ABC, ACB, BAC, BCA, CAB, CBA.50–54 Likewise, a number of 120 distinct combinations may be created from these five weights and alternate rankings are derived from each case to track the differences in performance results which are clearly portrayed in Table 10. Sub-group 12 represents the criteria weights w1 and w2 will remain in the first and second position respectively, while the rest three weights that is, w3, w4, and w5 will make different combinations among them by shifting their positions. The six possible combinations for sub-group 12 can be done as follows; w1w2w3w4w5, w1w2w3w5w4, w1w2w4w3w5, w1w2w4w5w3, w1w2w5w3w4, w1w2w5w4w3. Similarly, for sub-group 13 the criteria weights w1 and w3 will be in the first and second position, while the rest three weights w2, w4, and w5 will make combination as follows; w1w3w2w4w5, w1w3w2w5w4, w1w3w4w2w5, w1w3w4w5w2, w1w3w5w2w4, w1w3w5w4w2. Likewise, the combinations for rest of the sub-groups can be obtained. As a result, there will be six possible combinations for each of the 20 sub-groups and the variations in the alternative rankings are observed for all the 120 weights combinations.
Ranking performance test for different weights combination.

Source: Author’s own elaboration.
The total 120 arrangements are divided into five groups and each group are further divided into four sub-groups. Sub-group 12 represents 6 possible arrangements of 5 criteria weights as follows: w1w2w3w4w5, w1w2w3w5w4, w1w2w4w3w5, w1w2w4w5w3, w1w2w5w3w4, w1w2w5w4w3. Likewise, there will six combinations in each and every sub-group, which means, 24 combinations in each group and overall, there will 120 combinations. It is evident from Table 10 that 104 different weights arrangements out of 120 recommended experiment 5 as the best option, which is adequate to conclude that Exp. 5 is the best choice within the community of nine alternatives. More specifically, 86.67% of the test is in favor of experiment 5. However, it is very difficult to infer the worst alternative from such figures in Table 10, since 26 tests suggest experiment 7 as the worst option, whereas 34 tests imply experiment 1 as the worst choice. Although a greater number of tests show experiment 1 to be the worst alternative, some of them even award experiment first, second, third, fourth, or fifth position. Also, experiment 1 was considered to be the best by two study tests as can be seen in Table 10. Table 10 also shows that, in comparison to the last position, experiment 1 is often moved to better positions such as first, third, fourth, fifth, etc. through a variety of trials. At the other side, if focus is given to experiment 7, it can be observed that the most highest position achieved by experiment 7 is fifth among these 120 trial combinations.55–59 As a consequence, it may be inferred that experiment 1 is marginally stronger than experiment 7 if judgment is made on the overall basis. So, it is better to stick to the final result provided by Borda voting rule shown in Table 8. Therefore, the final ranking of the alternatives can be proposed as follows.
Exp. 5 > Exp. 6 > Exp. 3 > Exp. 8 > Exp. 2 > Exp. 9 > Exp. 4 > Exp. 1 > Exp. 7
This green EDM parameter selection problem is solved by several researchers in the past using number of optimization techniques for example Taguchi embedded with fuzzy-TOPSIS, 1 entropy-GRA, 23 combination of gray relational analysis (GRA) with principle component analysis (PCA), 11 Taguchi-VIKOR model 45 etc. The earlier proposed rankings are displayed in Table 11 and Figure 5 shows the graphical comparisons of the previous results with the present analysis. The alterations in the final ranking for 120 different weight combinations are also demonstrated graphically in Figure 6.
Comparisons of different proposed rankings.
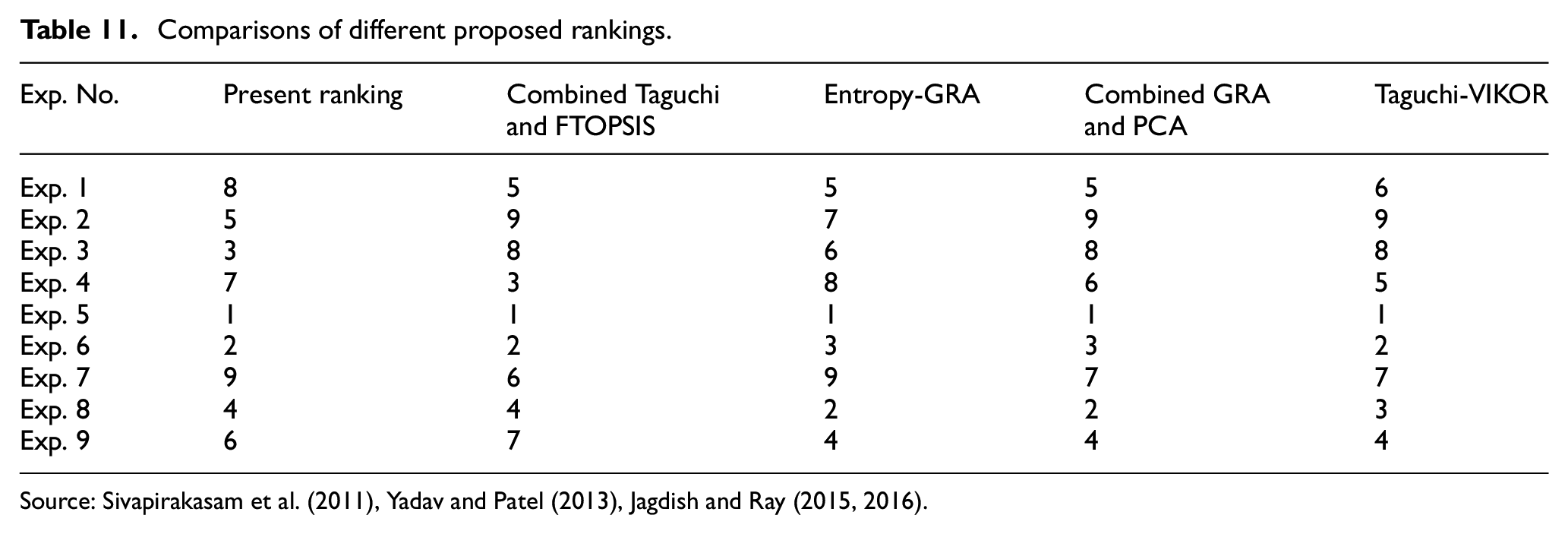
Source: Sivapirakasam et al. (2011), Yadav and Patel (2013), Jagdish and Ray (2015, 2016).

Graphical representation of various researcher’s proposed rankings.

Weight replacement sensitivity analysis graph.
It is evident from Table 11 that all the analysis performed by the previous researchers recommended experiment 5 had the optimum machining parameters among the nine alternative experiments and the outcome from this present analysis correlates precisely with the past findings.56–60 The proposed methodology is therefore validated and can be used for optimization problems dealing with green manufacturing. However, the ranking orders suggested by different researchers are different, but the alternative ranking obtained from this study is more robust because there is a good Spearman rank correlation between the final ranking and the other MCDM techniques shown in Table 9.
Conclusion
The current research proposed a new hybrid MCDM model for solving an EDM process parameters selection problem. An empirical framework for multi-criteria decision-making has been created and ranking were performed on the basis of the criteria weights gained from entropy method. From this whole analysis, it can be concluded that Exp. No. 5 is the best choice and its respective input parameters that is 261 µs pulse duration, 0.3 kg/cm2 flushing pressure, 4.5 Å current, and 80 mm dielectric level 4.5 are the optimum machining values while machining high carbon chromium tool steel plate for the green EDM process. It can also be concluded that the findings of the newly established COPRAS-ARAS hybrid MCDM model is very true and reliable, which is also confirmed by other MCDM methods and sensitivity analysis. As a consequence, this hybrid model has the potential to solve MCDM problems and its development will make a major impact to the decision-making field.
Limitation
MCDM issues are strongly contingent on the weighting parameters and, if any adjustments have arisen in the weights, the production outcomes may be changed as already observed during sensitivity analysis operation. Many related objective weighted approaches, such as CRITIC, MEREC may also produce specific parameters weights that eventually alter the final ranking. In addition to these, the use of subjective weighting tools such as AHP, BWM, SWARA may contribute biased judgments, as such approaches include a relative matrix of comparison among the parameters that are entirely based on the opinion of the decision-maker and thus rely on the estimation and judgment of the decision-maker.
Future scope
Such research can be further expanded in the future by incorporating other MCDM methods such as VIKOR, MABAC, CODAS, MACBETH, ELECTRE, etc. by including greater number of parameters and alternatives to make the selection process more efficient and reliable, while at the same time, the findings can also be correlated with the present outcomes. Other MCDM methods can also be combined together to create several different hybrid versions. Eventually, this recently established COPRAS-ARAS hybrid paradigm can also be used to render successful decisions in a broad variety of sectors, such as finance, health and education, transport and logistics, etc., that may confirm their decision-making ability in certain fields.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University, Saudi Arabia for funding this work through Research Group Program under Grant No: R.G.P.2/248/43. The author B. Saleh is grateful to the Taif University Researchers Supporting Project number (TURSP-2020/49), Taif University, Taif, Saudi Arabia for the financial support.
Data availability statement
The relevant data are already present in the article.