
Abstract
Selection of optimal processing condition is an issue associate with multi-criteria decision making (MCDM) which can be influenced by several conflicting processing variables. The present study have been devoted to the implementation of TOPSIS algorithm in coordination with the VIKOR technique to yield an optimistic processing criteria while machining of metal matrix composites under electro-discharge machining process. A decision-making module has been developed for selection of optimum processing conditions under specified machining conditions. An experimental investigation was performed based on Taguchi’s orthogonal array on the newly prepared AA6061-cenosphere MMCs to analyze the sensitivity of EDM attributes to the process parameters such as peak current, pulse on time, the percentage of reinforcement, and flushing pressure. The weighing factors for the criteria were determined using AHP method. The results concluded that both the applied MCDM approaches, TOPSIS and VIKOR accrue the similar possible optimal solution having optimal value of pulse current 10 A, pulse on time 1010 µs, percentage of reinforcement as 2% and flushing pressure as 0.6 MPa.
Introduction
With ever increasing economic demand for high strength structural materials having high strength to weight ratio in modern manufacturing is influenced by the advancements in the field of manufacturing research. Aluminum based metal matrix composites (AMCs) have gathering more attention in manufacturing industries due to their excellent strength, higher resistance to wear, high-temperature resistance, and stiffness.1–3 The major hurdle in the application of the existing AMCs is its expensive fabrication process which can be minimized by incorporating cost-effective waste by-product of coal combustion such as natural minerals and Fly ash.4–7 Proper incorporation and homogeneous distribution of the ceramic particles within the slurry and also acquiring appropriate interfacial interaction between them would often requires to the improvement of tribo-mechanical properties.8–10 Hence semi solid casting processes like stir casting and modified stir casting (also known as compocasting) are the possible alternations.11–19 Although, the applications of MMCs are limited where as their machinability remains a serious concern. Difficulties was arises during machining using conventional techniques. Hence, the non-conventional processing are the possible alternatives in terms of qualitative and economic view point.20,21 Keeping view in growing economic demands in the manufacturing industries, processing of quality components leads to enhancing the overall cost of production. In such scenario, selection of optimal processing condition for machining of such difficult of machined materials become most vital. Therefore, it is becoming an essential measure to select an optimal machining condition. In EDM, several factors influencing the quality of machining process. These factors in turn, provide the criteria for the evaluation of the finished products.
Prakash et al. 22 made an advanced review on conventional and micro–EDM of difficult-to-machine materials such as nickel and its alloys, titanium alloys, stainless steel (SUS 304), and advanced Metal matrix composites and ceramics. The review discusses the current research trends and developments, research gaps, and challenges of the conventional electrical discharge machining of those difficult to machined materials particularly of MMC’s in details. Gohil and Puri 23 investigated the effects of crucial machining parameters on material removal rate (MRR) and surface roughness (Ra) during electro discharge turning operations of titanium alloy Ti-6Al-4V. Taguchi’s orthogonal array had been implemented to design the experiments. The signal-to-noise ratio analysis is employed to find the optimal operating condition. The experimental results concluded that peak current, gap voltage, and pulse-on time are the most influencing parameters that contribute more than 90% to MRR. In the context of Ra, peak current, and pulse-on time come up with more than 82% of contribution. Rouniyar and Shandilya 24 studied the effects of individual machining parameters on Al6061 alloy during machining on magnetic field assisted powder mixed electrical discharge machining setup. The effect of peak current was observed to be dominant on material removal rate and tool wear rate followed by pulse on time, powder concentration and magnetic field. Increase in MRR and TWR was observed with increase in peak current, pulse on time, and a decrease in pulse off time, whereas, for MRR increases and TWR decreases up to the certain value and follow the reverse trend with an increase in powder concentration. Pramanik et al. 25 reported the machinability of 10 vol% of SiC reinforced Al6061 alloys using wire EDM. It was observed that the reinforced particles size, wire tension, and pulse-on time has influence significantly on the diameter error, circularity, and surface roughness of the composites respectively. It has been reported that there are more surface defects encountered when particle sizes are smaller, and circularity is improved when particles are in a medium size. In addition, the surface defect gets reduced as the particles increase the melting resistance of the surface. These criteria are generally MRR, EWR, SR, Process Time, Process Energy, Dielectric Consumption, etc. As in a group these criteria’s are conflicting in nature like more MRR is required for good machining which results higher roughness in the generated surface and vice-versa. These conflicting nature of machining response leads to presume weightage based criteria selection for optimum results. The operator has to have the flexibility to provide diversified weightage among multiple conflicting machining responses based on requirement for industrial applications. Therefore, selection of optimal processing condition in a sophisticated process in EDM, and therefore it is necessity to incorporate Multi-criteria Decision Making approaches. MCDM is a sub-discipline of operational research, which can be used to evaluate conflicting criteria in decision making. Among the various MCDM techniques, TOPSIS has been found to applied in a broader scale for optimal parameter selection of Electrical Discharge Machining because of its ability to handle both continuous and discrete data.26–28 The application of TOPSIS is also not limited to machining environment but also stock exchange too.29,30 Similarly, VIKOR has been used extensively for selection of machining environment. VIKOR is also applied for selection of lean tool to obtain the accuracy of transmission system and thereby allocation for multi-axis machine tools.31–34
Most of the findings reported were confined to particular techniques of either TOPSIS or VIKOR separately. Although VIKOR in conjunction with TOPSIS has been used as effect alternations for estimation of wall insulations, finding the ranking of redevelopment of buildings and selection for supplier of construction projects.35–37 The implementation of TOPSIS in conjunction with VIKOR approach for finding the optimal processing conditions while processing through electric discharge machine of such adverse characteristics of AMC’s are in particular and not reported any related finding till date. Although, in some earlier publications of the authors has predicted the optimal machining conditions under specified domain followed by CCD of RSM technique, but there also found few constrains which barricades the implementation of those techniques.38–40,44,50,51 Thus, TOPSIS in combined with VIKOR MCDM can well predict the influence of process variables on performance characteristics and hence, is a proper approach for finding the optimal processing conditions. In the present study, the TOPSIS and VIKOR method are employed for finding the optimal parametric condition while machining the newly prepared AMCs through EDM.
Materials and methods
The preheated (<280°C) fly ash cenosphere particles with measured quantity was incorporated into the coated graphite crucible containing AA6061 aluminum alloy at a furnace temperature of approx. 610°C. Simultaneous stirring was done so as to obtain homogeneous distribution of the particles into the matrix. Tables 1 and 2 demonstrate the chemical composition of the aluminum alloy and cenosphere respectively. The average particles sizes of the cenospheres were considered as 45–50 µm and density was 2300 kg/m3. The prepared meals were then used for the preparation of test specimen after stirring. Temperature difference has been maintained between the pouring and the casting temperature so as to obtain a better fluidity of the composite slurry. Composites were fabricated for different percentage of (0%, 2%, 4%, 6%, and 10%) cenosphere particles. The compo casting setup is shown in Figure 1.
The chemical composition of AA6061 Alloys.

Chemical composition and the weight percentage of cenosphere fly ash.

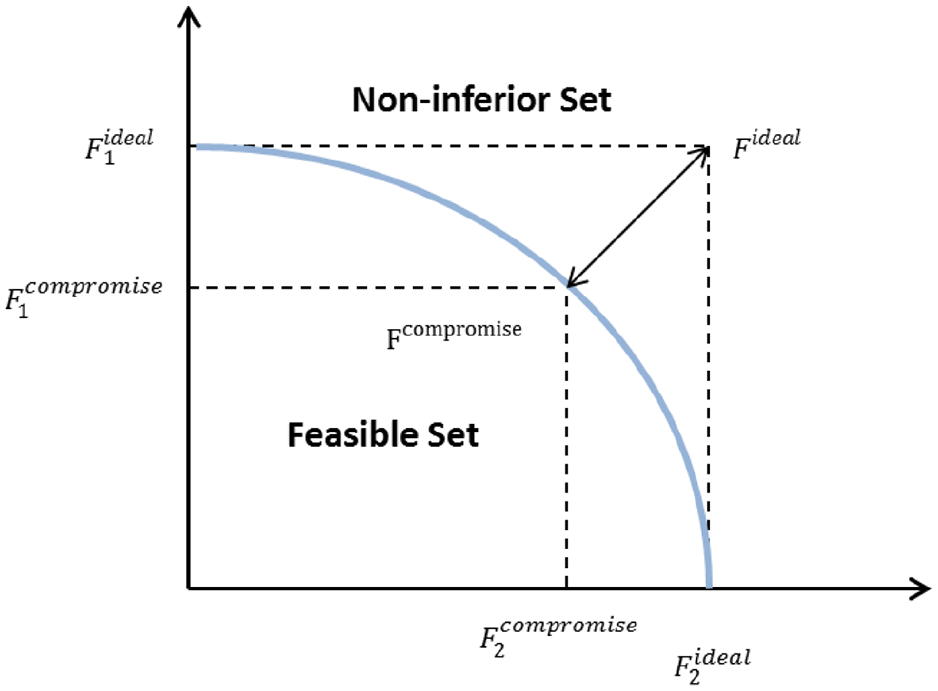
Ideal and compromise solutions.
Experimental details
The current study associated with the statistical techniques implementing for modeling and optimizing the performance measures of the machining called as Response Surface Method (RSM), which correlates the quantitative processing parameters 48 . A quadratic polynomial model has been derived in order to explore the performances of the independent system variables toward response characteristics as also called the regression model as shown in equation (1). The regression coefficients of the predicted model can be approximated by the experimental data analysis following the statistical software package, “Design Expert 10.0.”

Where, Y is the estimated response, C’s are the coefficients and xi’s are the independent variables. This assumed surface Y contains linear, squared, and cross product terms of variables xi’s, a number of experimental design techniques are available in order to estimate the regression coefficient.
Central composites design (CCD) of RSM has been implemented to design the experimentation in order to reduce the total number of experimental trails. All combinations of factors at two levels (high, +1 and low, −1) of full factorial CCD that comprises of eight-star points, and six central point’s (coded level 0), corresponds to an α value of 1 has been considered. Typical pictorial representations of face centered CCD element have been shown in the diagram below. CCD is first-order (2N) designs increased by additional center and axial points to allow estimation of the tuning parameters of a second-order model. Figure 2 shows a CCD for three design variables. In Figure 2, the design involves 2N factorial points, 2N axial points and one central point. The factorial points contribute to the estimation of linear terms and two factor interaction terms. Contribution of interactions terms can be only estimated by the factorial points. The axial points contribute to the estimations of quadratic terms. If the axial points are not found, than only the sum of quadratic terms can be estimated. The central run provides an internal estimate of pure error and contributes toward the estimation of quadratic terms. CCD presents an alternative to 3N designs in the construction of second-order models as the number of experiments are reduced as compared to a full factorial design (15 in the case of CCD compared to 27 for a full-factorial design). The number of factorial run depends on the types of factorial design used and the number of factors. The experiments may be time consuming even with the use of CCD, in case of problems with a large number of designs variables.
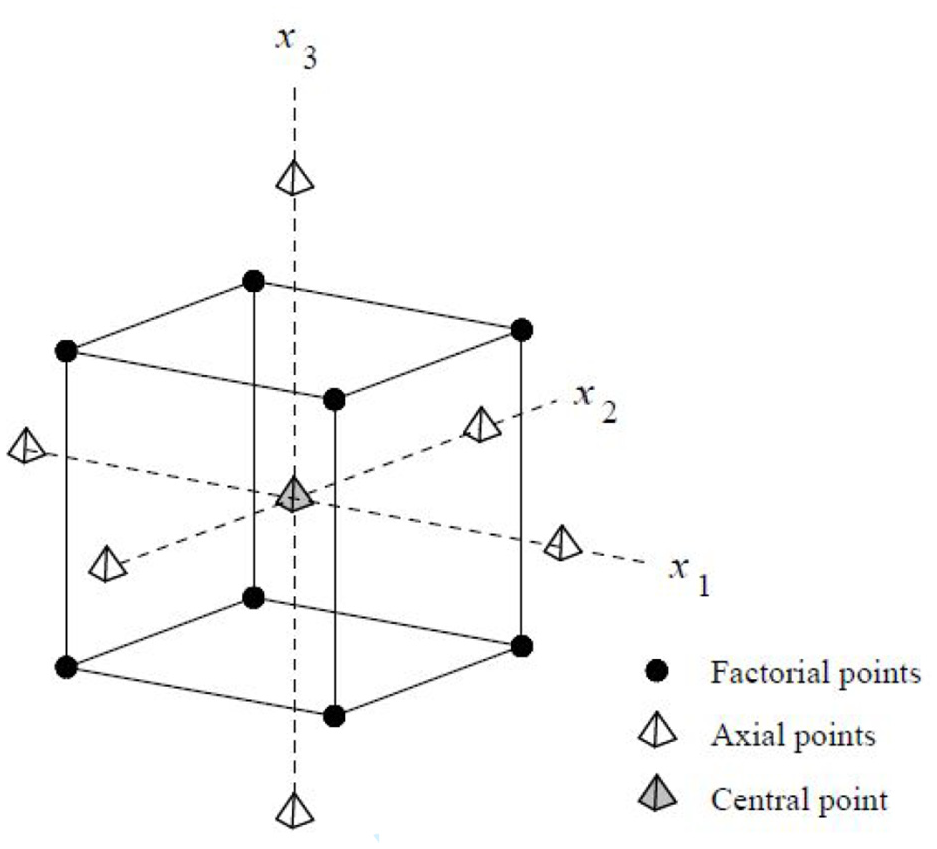
Representation of CCD for 3 design variables.
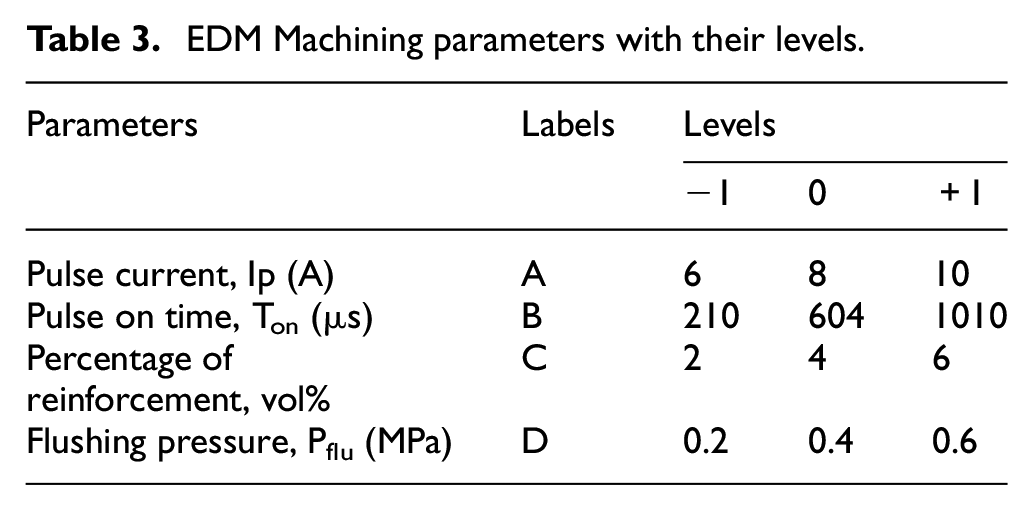
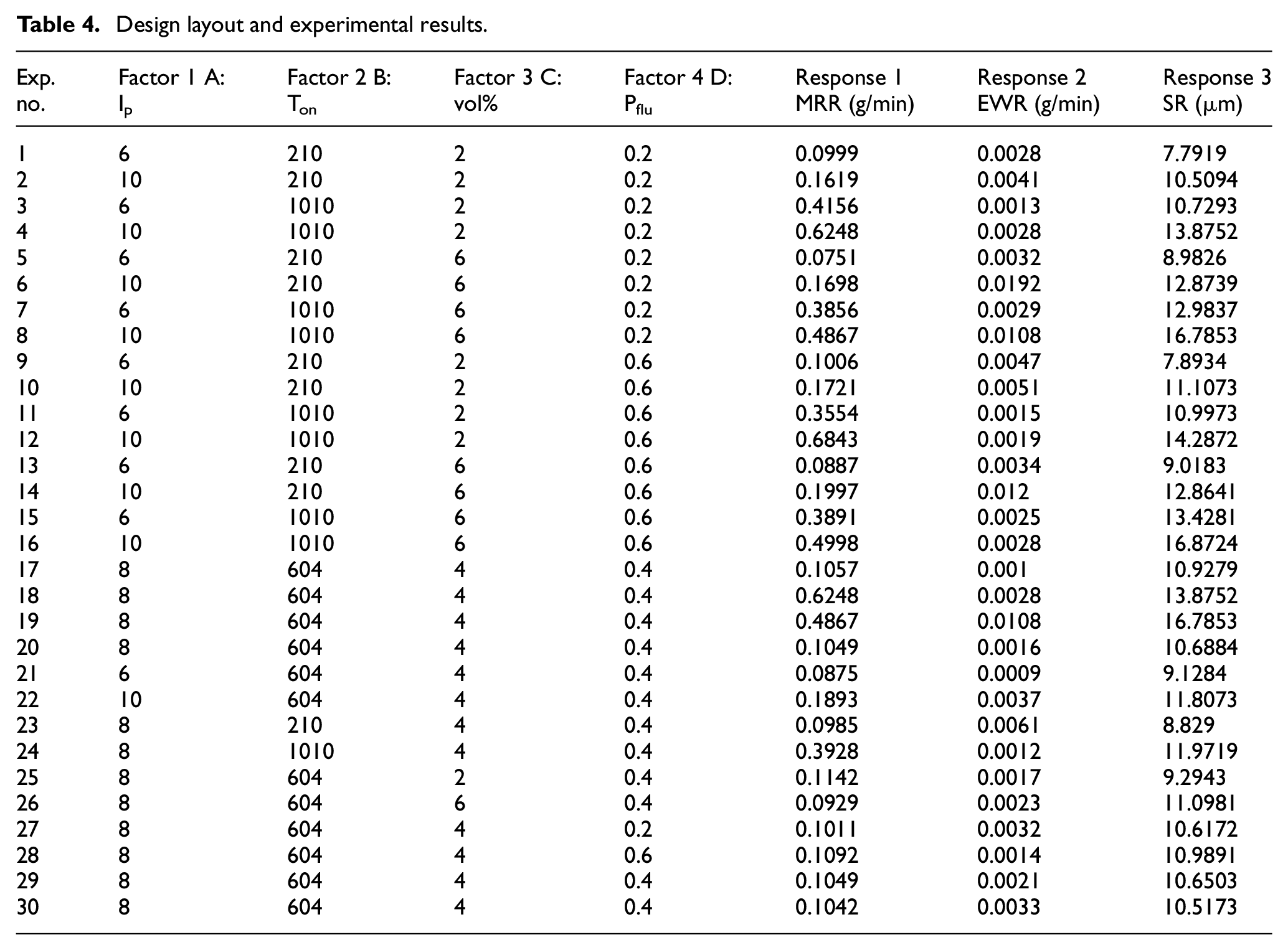
A total of 30 experimental trails have been conducted based on experimental design with a combination of four distinct process parameters in this study. The process variables and their operating domain with actual and coded factors have been revealed in Table 3. The results obtain after conducting the experimental runs have been shown in Table 4.
EDM Machining parameters with their levels.
Design layout and experimental results.
Performing experiments
Die-sinking EDM machine were used to carry out the experiments for time duration of 20 min so as to minimize the redundancy of errors as tabulated in Table 4. The work piece materials of size 20 mm × 30 mm and 5 mm thick and 10 mm diameter of electrolytic copper electrode was served as EDM tool. Circular electrode has been preferred to accumulate higher MRR and lower TWR. The spark eroded materials and the debris particles from the machining zone has been removed by using impulse jet flushing system technique with hydrocarbon oil as the dielectric fluid. The MRR and TWR values have been measured by the weight difference method employing a digital weight balance of 0.001 g precision. Figure 3 have been delineated the schematic of the machining process.
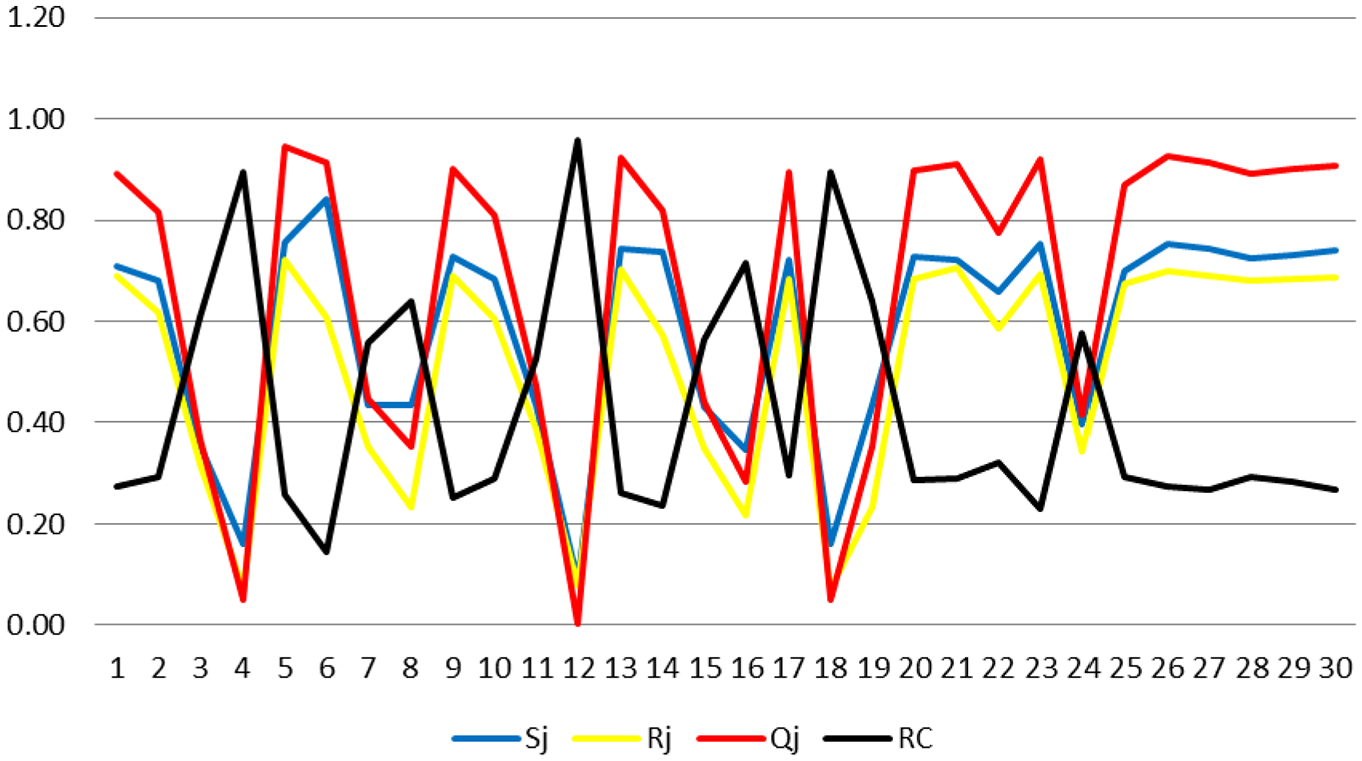
Plot of
Parametric analysis using TOPSIS and VIKOR
The Technique for Order of Preference for Similarity to Ideal Solution also known as TOPSIS is one of the most extensively used method for solving MCDM problems.41–43 It compares the alternatives solution by measuring the ideal and anti-ideal solutions at a distance from a positive ideal solution. To generate maximum profit and to minimize the cost criteria, the decision maker has preferred the positive ideal solution and the negative ideal solution has been preferred by the decision maker to minimize the profit criteria and to maximize the cost criteria. Hence, the best alternative choice is closest to the positive ideal solution and furthest from the negative ideal solution too.
The following steps are involved in TOPSIS method:
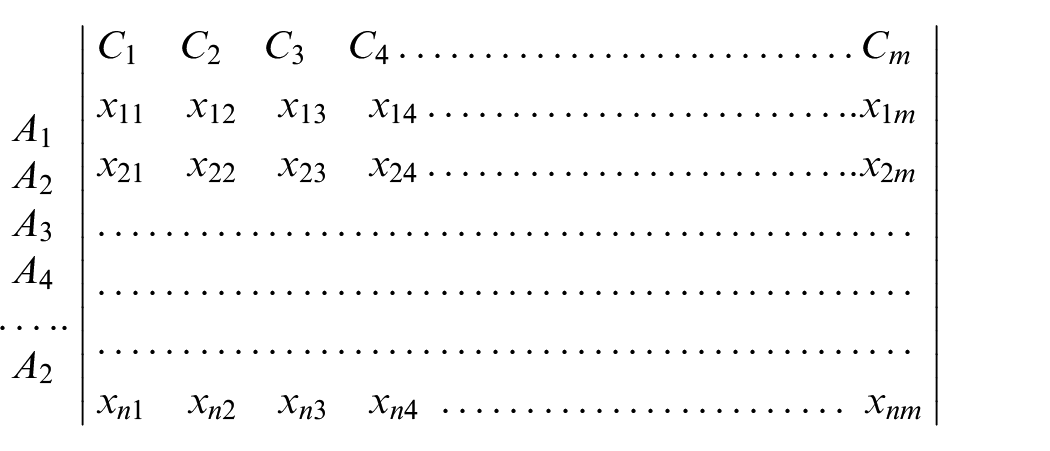
Step 1: Determination of decision matrix “X.”
It has been consider that there are “n” numbers of possible alternatives decision-makers, called
Step 2: Evaluation for the normalized decision matrix
The decision matrix

Where,
Step 3: Calculation of the weighted normalized decision matrix
Different weight age have been assigned to the evaluation criteria, depending upon the requirement of the decision makers, Hence, it is required to evaluate the weighted normalized decision matrix.
The criteria weights to be to be assumed as

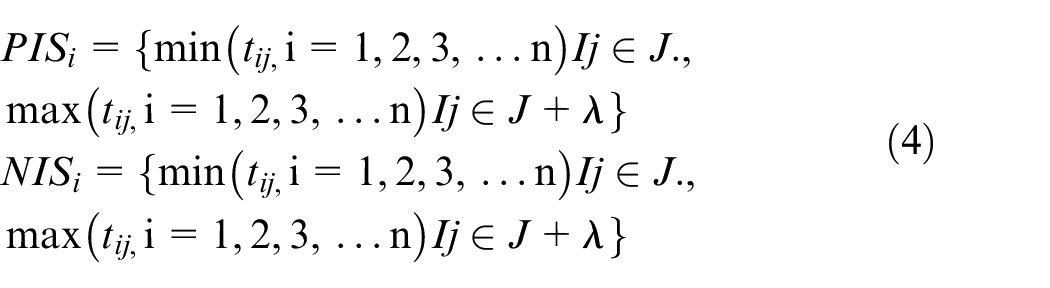
Step 4: Evaluating the positive and the negative ideal solution
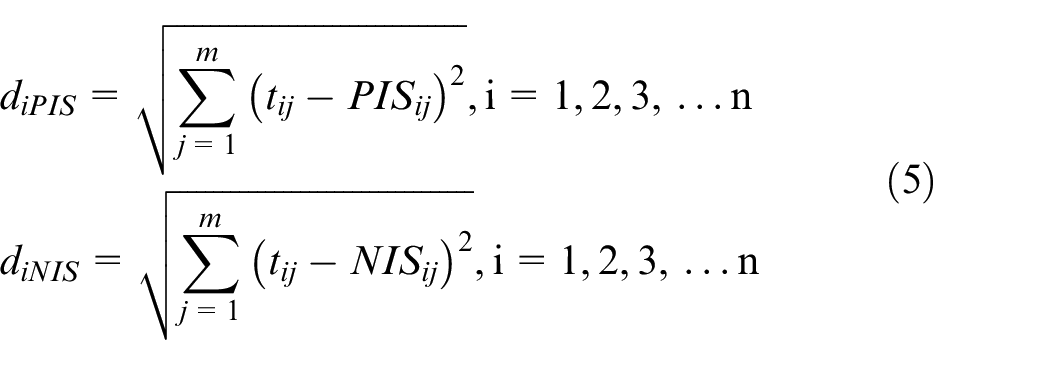
Step 5: Calculation of distance from each alternative to the PIS and NIS,
Step 6: Evaluation of the relative proximity of each alternative to the positive ideal solution and negative ideal solution.

It must be noted here that,
Step 7: Ranking of alternatives
Based on the closeness relative to the ideal solution, the alternatives are ranked accordingly.
It must be noted that TOPSIS minimizes the deviation to the ideal alternatives and maximizes the deviation to the nastiest solutions.
A stepwise TOPSIS flowchart is shown in Figure 4.
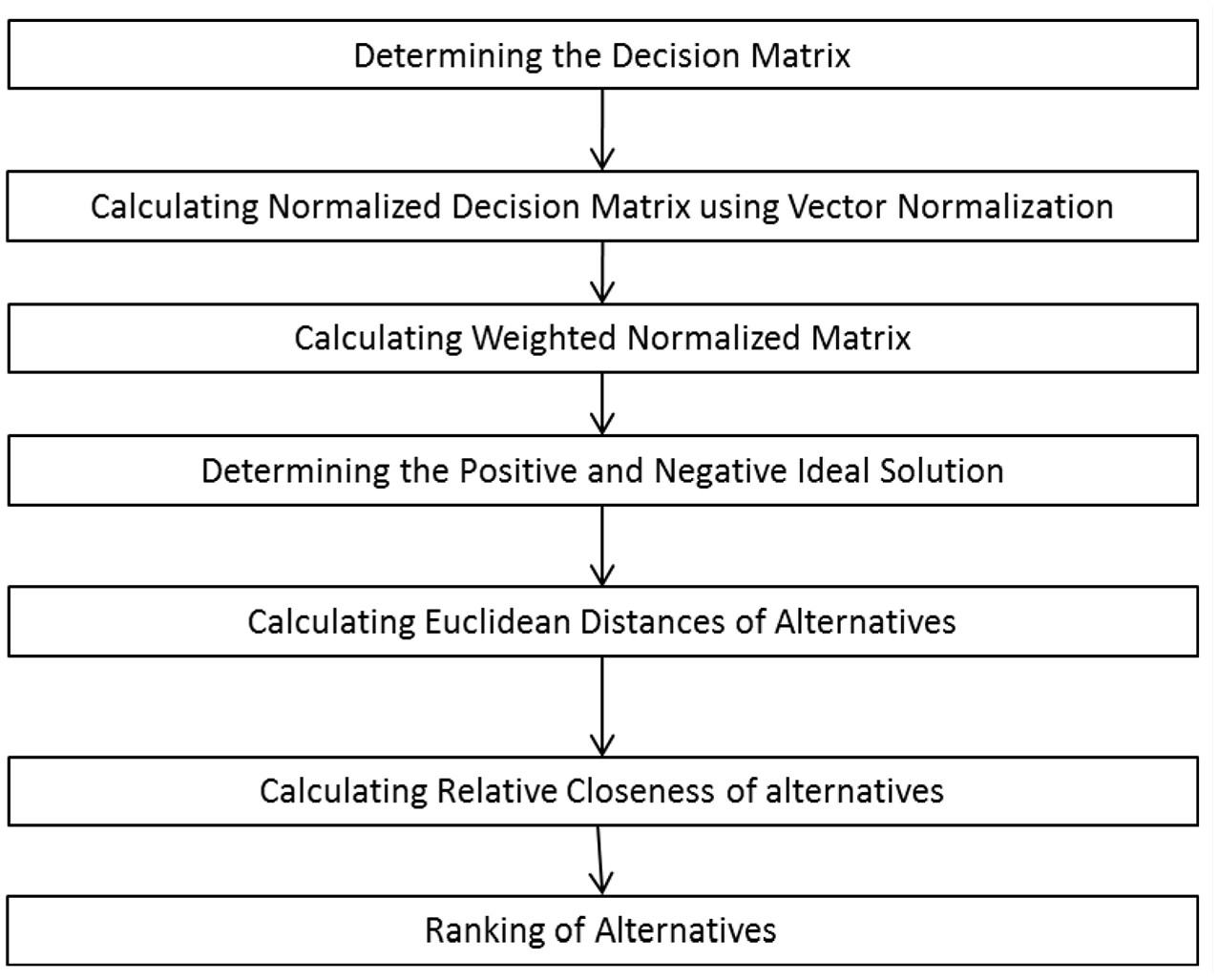
Step-wise TOPSIS flow chart.
The Multi criteria decision optimization for a complex system has also analyses by VIKOR. It determines compromise ranking-list from the compromise solution followed by the weight stability intervals for preference stability of the compromise solution obtained with the initial weights. Most prominently the VIKOR method has been focuses on selecting and ranking from a set of alternatives, during conflicting criteria consideration. It was developed by Serafim Opricovic, and based on the measure of closeness to the ideal solution, 49 the ranking index has been made.
The alternatives are denoted by
The maximum group utility (majority rule), have been provide the solution for
The compromise solution, also known as
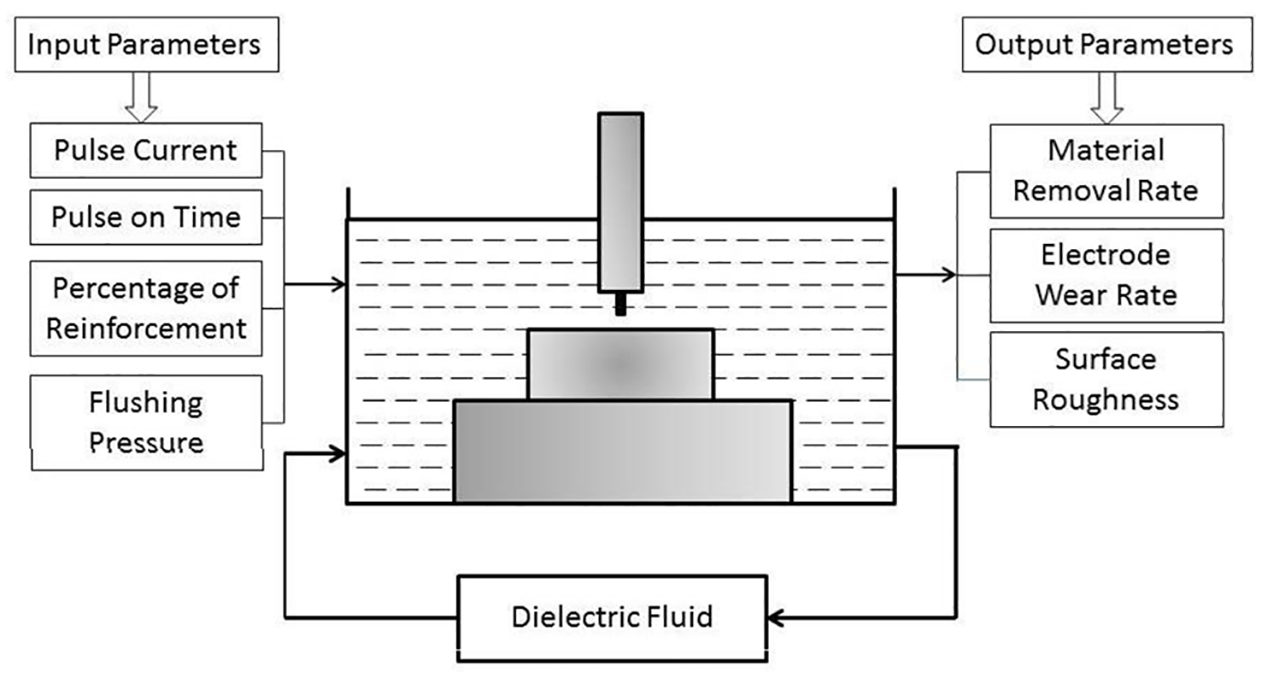
Schematic diagram of die sinking EDM setup.
The steps involved in VIKOR to determine the comprise solution are as follows:
(a) Determination of the

Moreover, if “i” denotes cost criteria then

(b) Computation of Utility Measure (

And

Here,
(c) Evaluate the values of

Here,

Where,
(d) The alternatives Ranking in ascending order for
(e) A compromise solution has been proposed as an alternative (
(i) Condition 1: adequate advantage

(ii) Condition 2: adequate stability in decision making
For being the compromise solution, the alternative have been considered to be the best ranked by
Selection by the rule of majority: (when
By agreement: (
With prohibition (
Here, the weight strategy is represents by
Violations of any of these conditions, results in prose compromise solutions which composed as:
If, Condition 2 is not satisfied, the alternatives are
If, Condition 1 is not satisfied, the alternatives
A stepwise VIKOR process applied here is exposed in Figure 6.
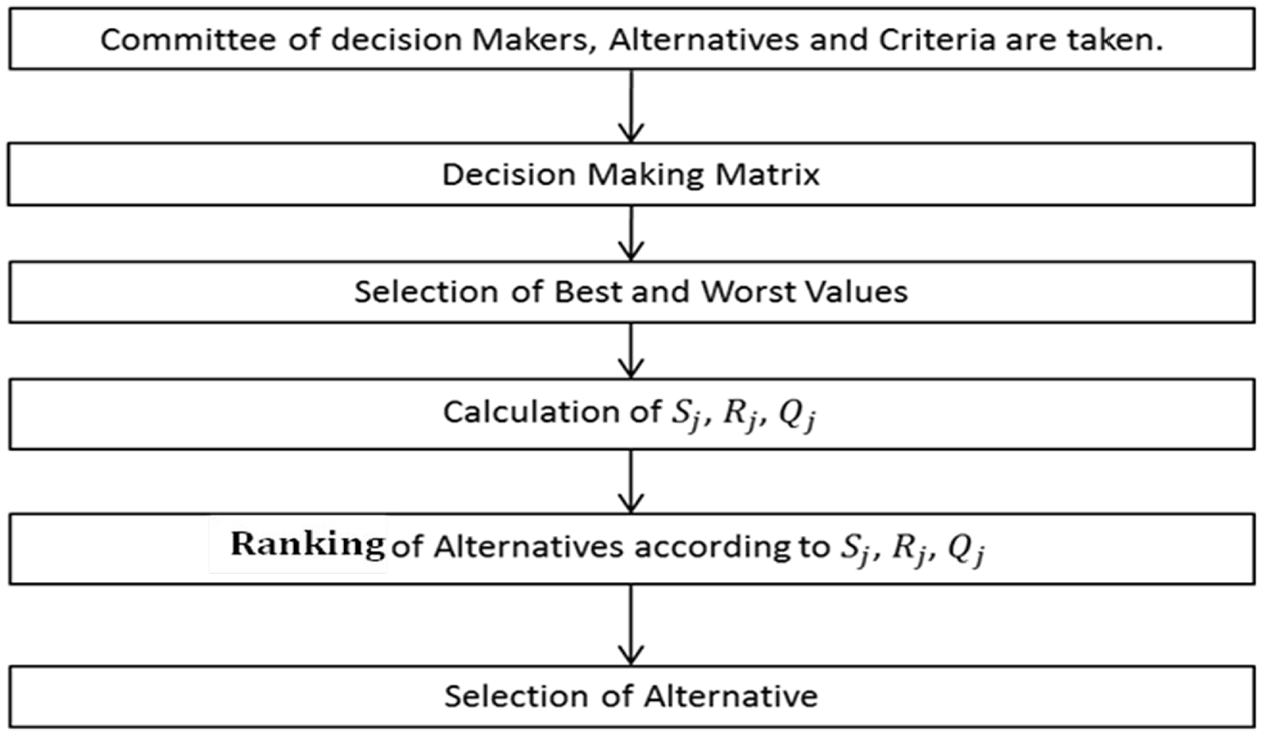
A stepwise VIKOR process.
Weight calculation through AHP
Both the methods, TOPSIS and VIKOR, use criteria weights to calculate the optimal alternatives. There are several techniques to evaluate the weight criteria. In the present study, the Analytical Hierarchical Process have been implemented for the evaluation of the weight criteria. The AHP method has been used extensively in solving the multiple criteria decision-making problems. 45 The purpose of AHP has been capturing the expert’s knowledge in the field of application. The AHP method helps user to derive priorities among criteria and alternatives, thereby providing measures of judgment consistency of the expert. The AHP process was based on pair wise evaluation criteria.
To find the weights for the criteria by AHP following steps are involved –
(a) Developing a pair wise evaluation matrix for each criterion.
The pair wise evaluation matrix G ia a

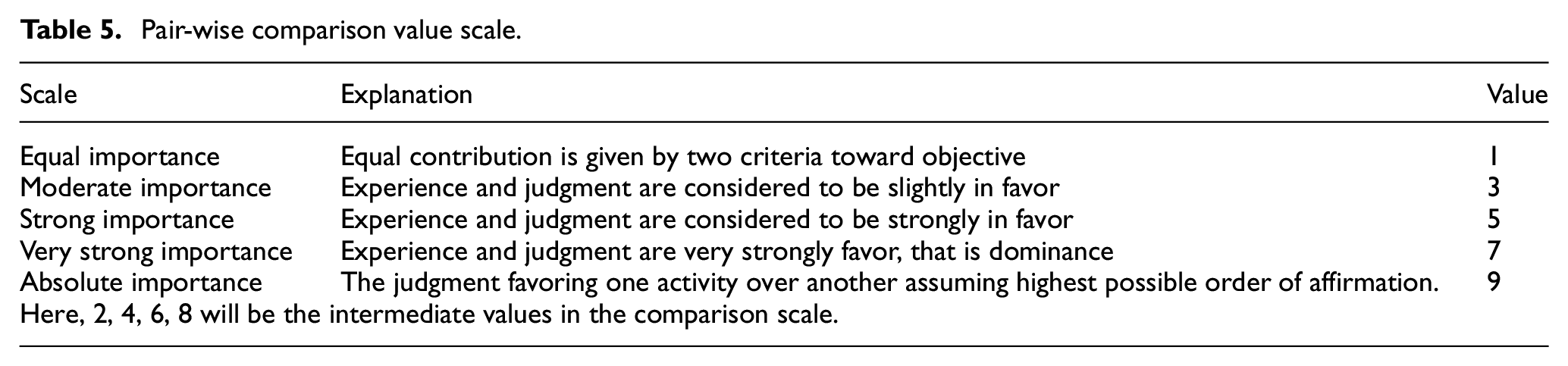
The relative significance between the two criteria is evaluated based on the numerical scale of 1 to 9 as depicted in Table 1. 46
In AHP method the number of evaluation criteria should never exceed nine, it because of following reasons –
Following the study published by George A Miller with the limits of capacity for human toward information processing. 47
As per Saaty and Ozdemir, the number of pair wise comparisons increases with the number of criteria, it is
An essential pairwise comparison matrix is shown below –
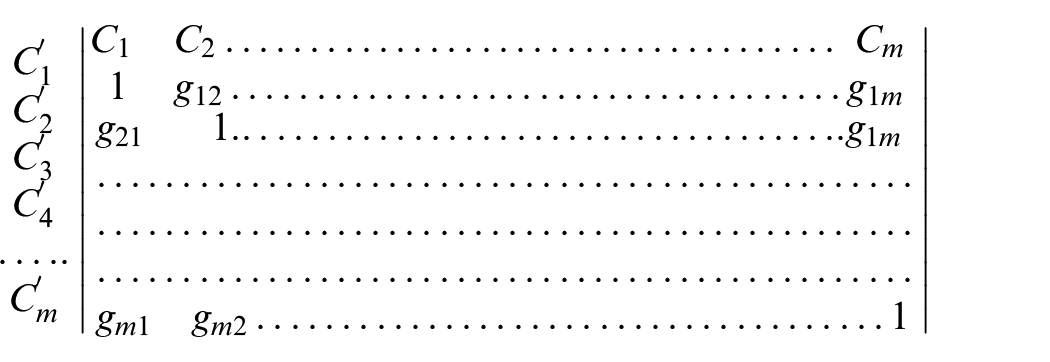
Here,
(b) Normalization of matrix G
The normalized pairwise comparison matrix is derived from the matrix G by putting one in a column containing total sum of the entries. It means now the following expression calculates each entry of the normalized matrix.

(c) Criteria weight vector
The criteria weight vector was calculated from the average values of the entries on each row of the normalized pairwise comparison matrix.

The consistency of the calculated weight vector can be checked by calculating the consistency ration of the calculation.
Results and discussions
In the present study, selection of an optimal alternative for the electric discharge machining through two MCDM techniques, namely called TOPSIS and VIKOR, have been implemented. TOPSIS will give a single best alternative while VIKOR may provide a compromise solution or a set of compromise solutions. Depending on the result of both these methods, one will get the optimal solution for the machining process.
Before proceeding forward, it is essential to find the criteria weight, as both TOPSIS and VIKOR method applies criteria weight to find the optimal solution. The weight of the criteria is found using AHP (as discussed earlier).
It involved following steps to find the weight of the criteria –
Step 1: Pair wise comparison matrix.
The pair wise comparison matrix for the problem is shown in Table 5.
Pair-wise comparison value scale.
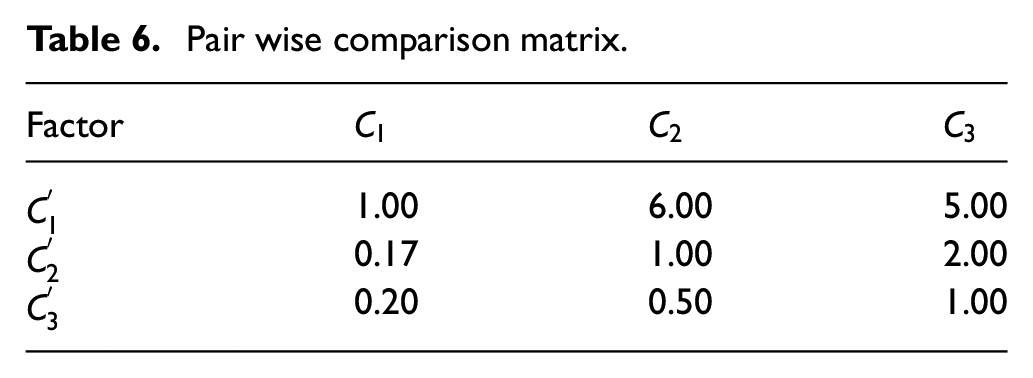
Step 2: Normalization of matrix G
The normalized pairwise comparison matrix for the problem is calculated as per the equation (11) and shown in Table 6.
Pair wise comparison matrix.
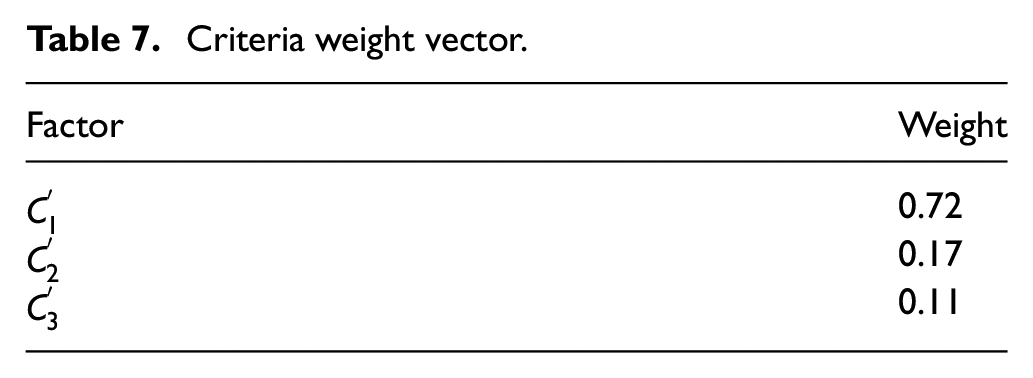
Step 3: Criteria weight vector
The criteria weight vector is calculated using equation (12) and shown in Table 7.
Criteria weight vector.
The consistency ration calculated for the above AHP calculation was found to be less than 0.1. Therefore, the judgment made of the calculation was consistent.
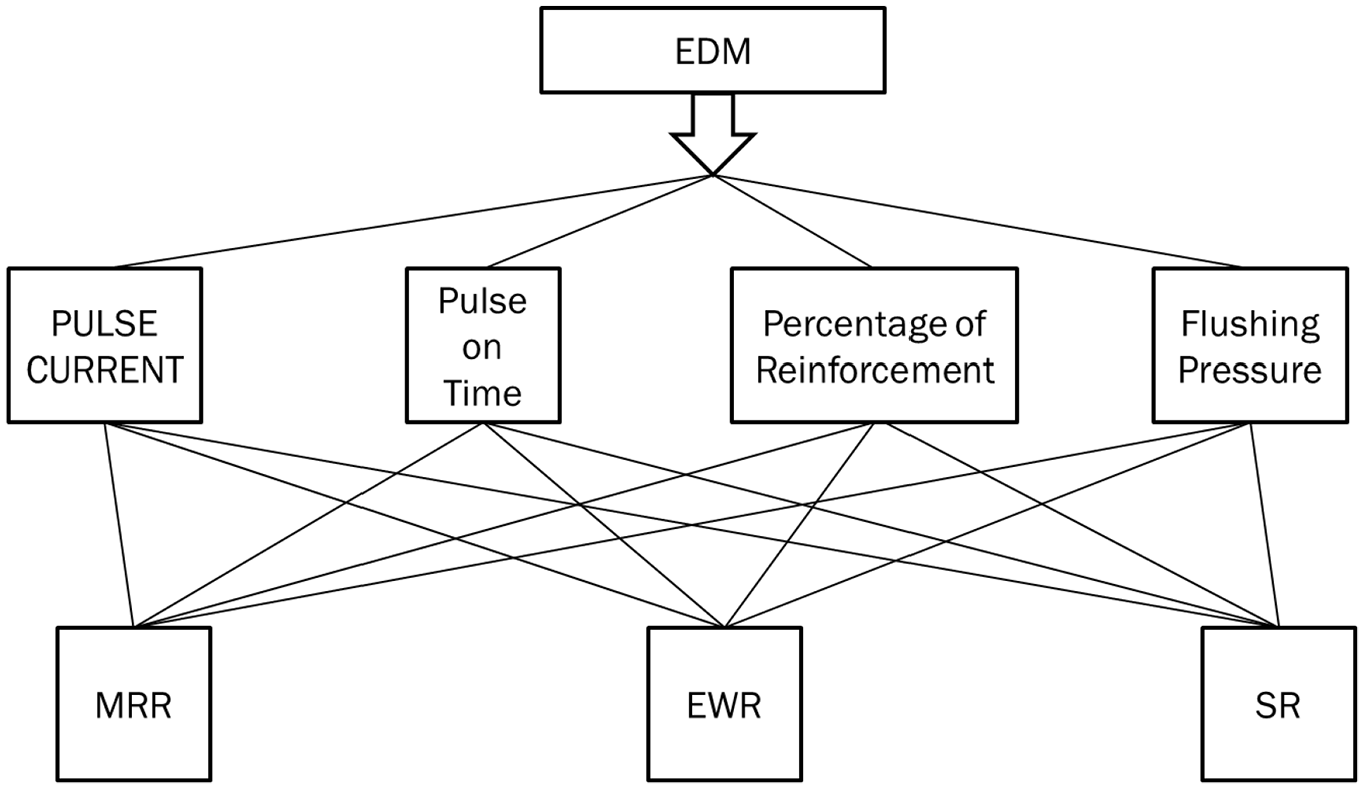
After calculation of the weight vector criteria, the optimal value of machining through TOPSIS and VIKOR was calculated. As both the methods use decision matrix for calculation therefore while experimenting a group of four decision-makers namely Pulse Current (
Decision-making module.
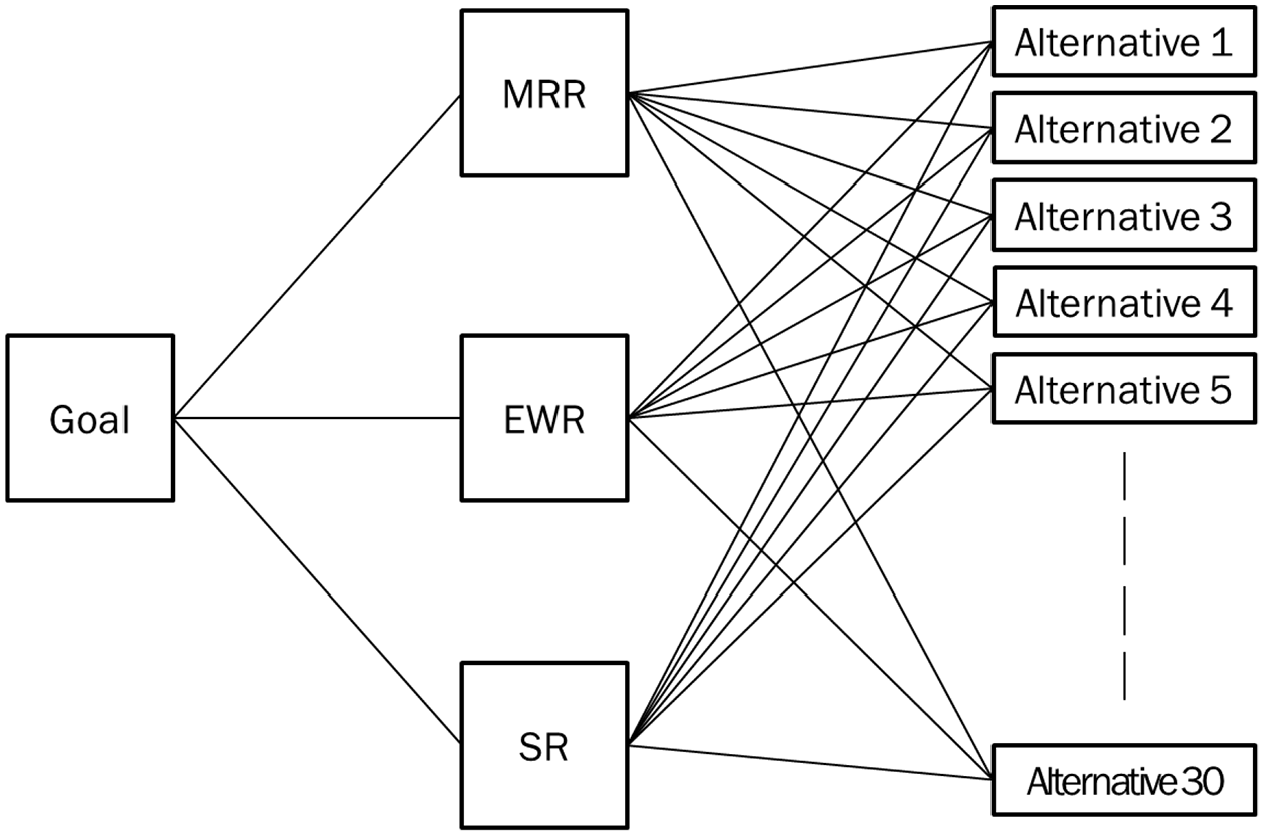
Decision making by hierarchical structure.
The computational procedure involved in TOPSIS is summarized as follows –
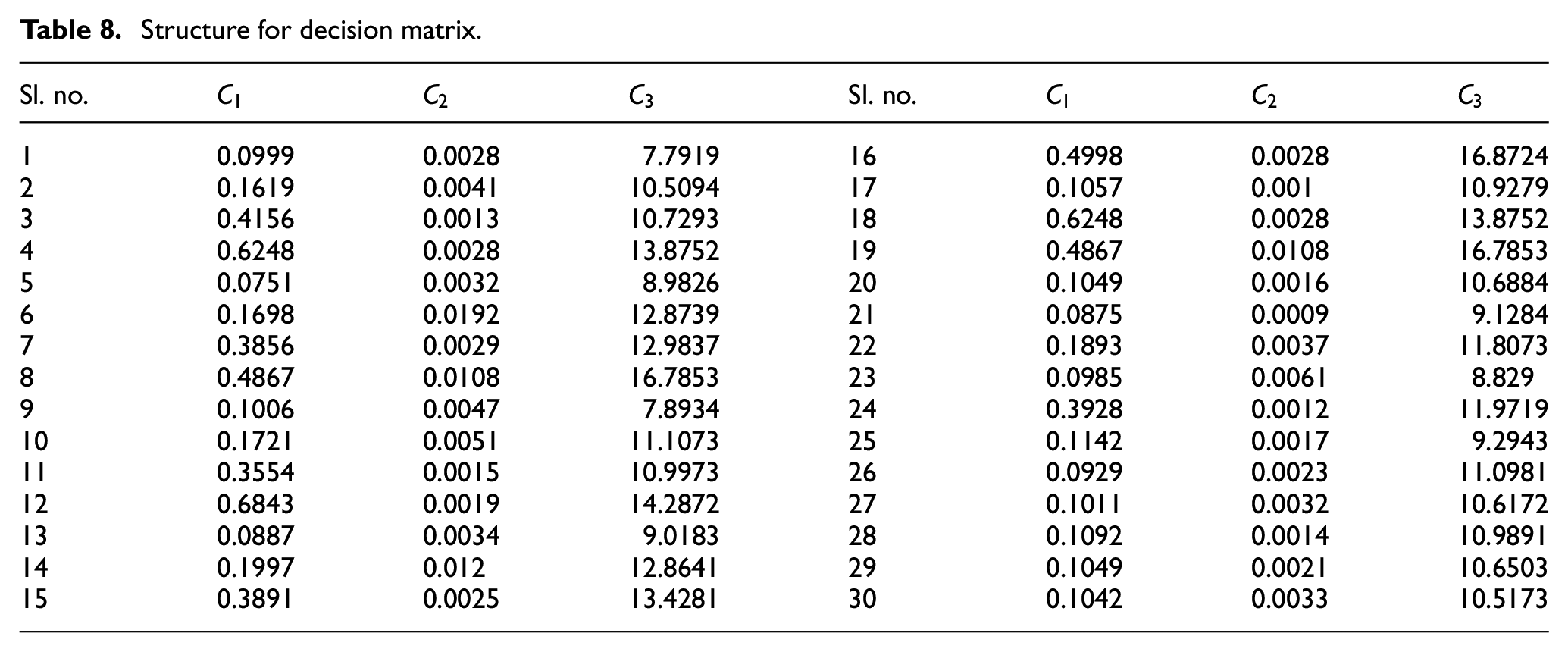
Step 1: The decision matrix is delineated in Table 8.
Structure for decision matrix.
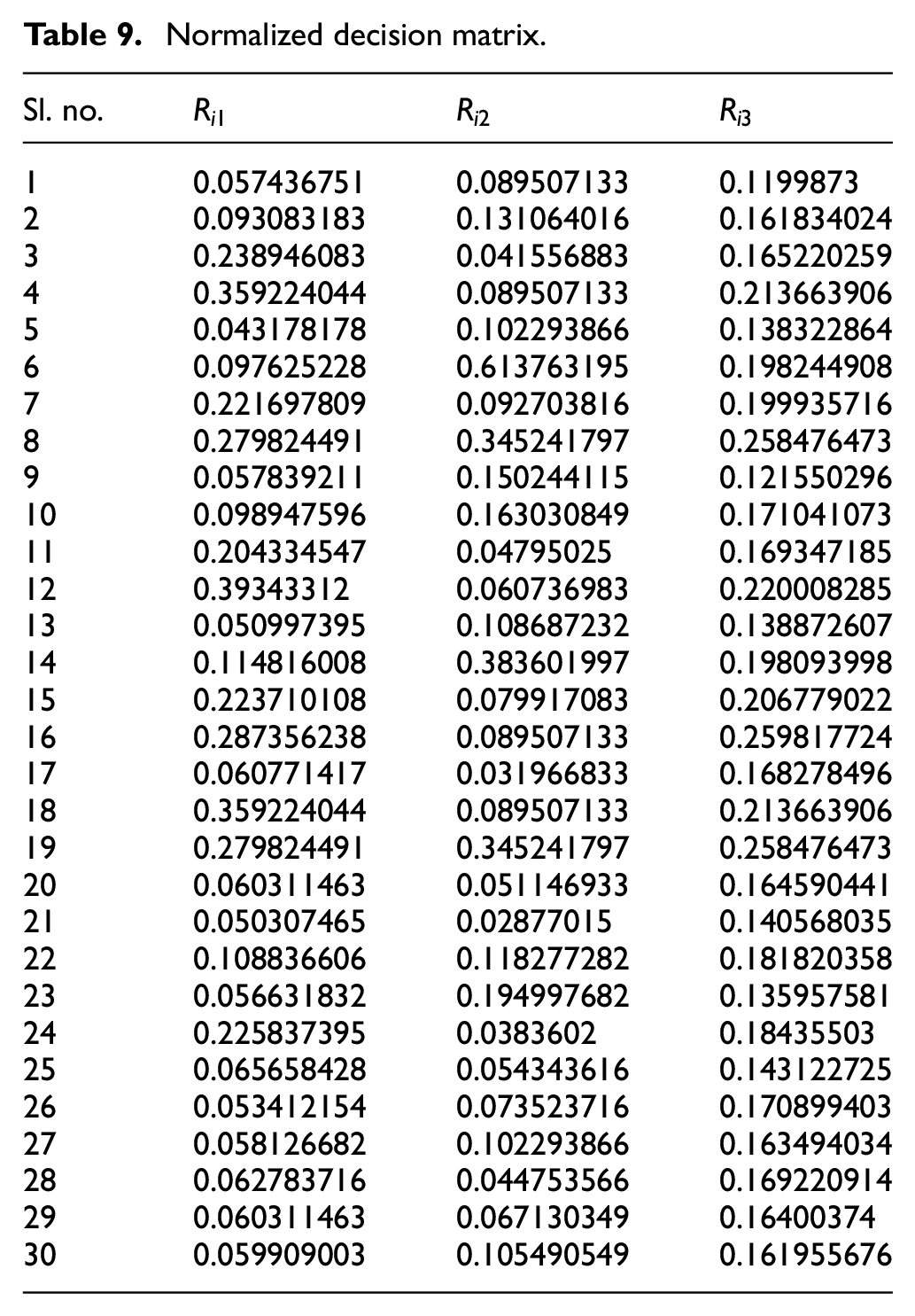
Step 2: The normalized decision matrix R is calculated following equation (2) and is depicted in Table 9.
Normalized decision matrix.
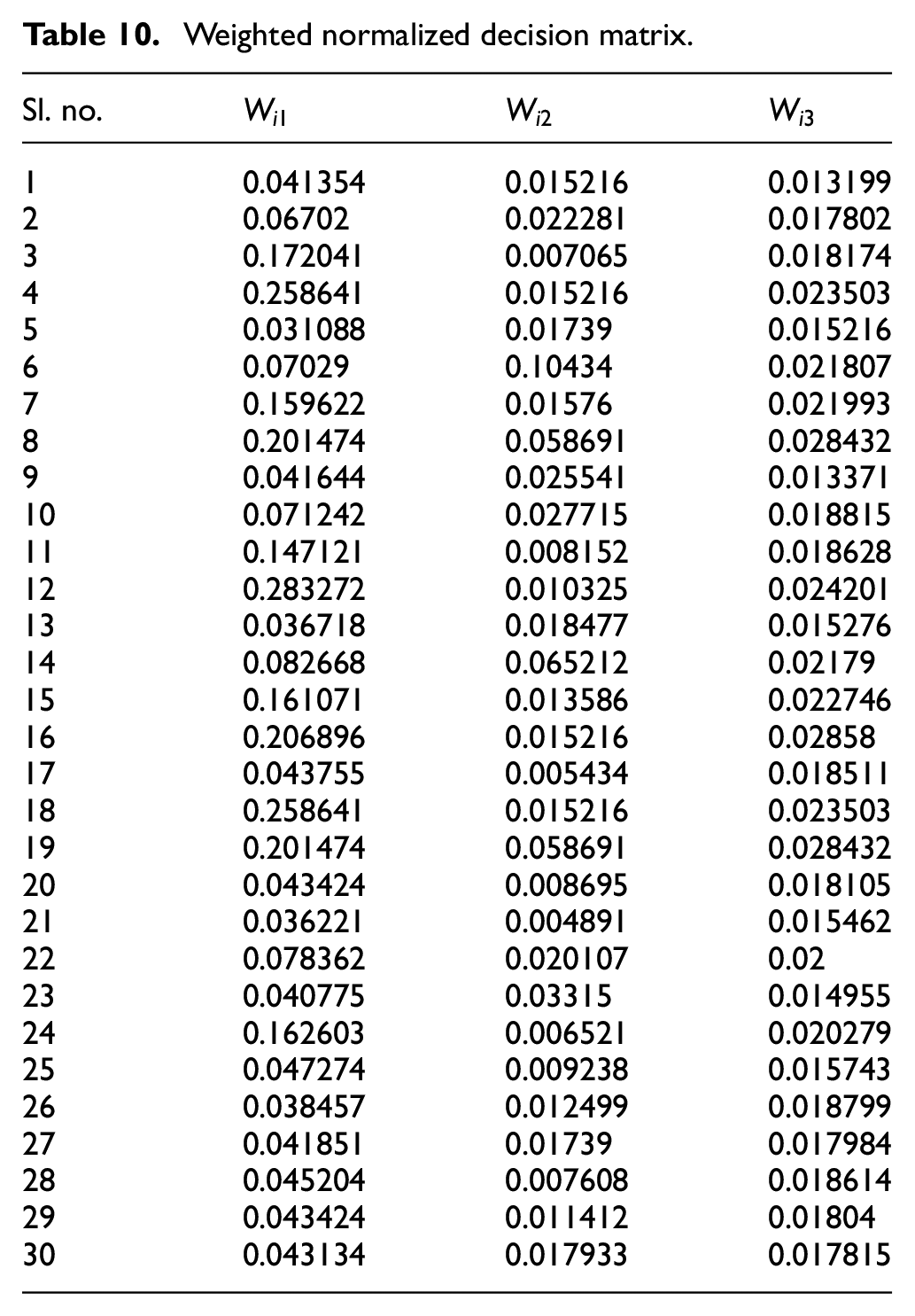
Step 3: The decision matrix for weighted normalized data is calculated by considering the weight calculated through AHP and is shown in Table 10.
Weighted normalized decision matrix.
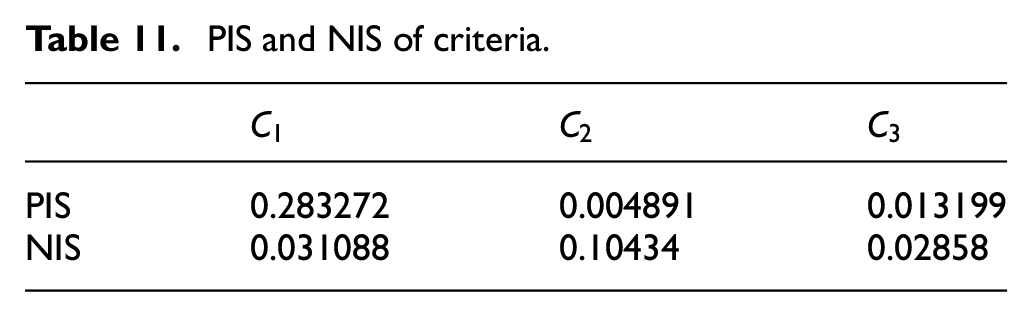
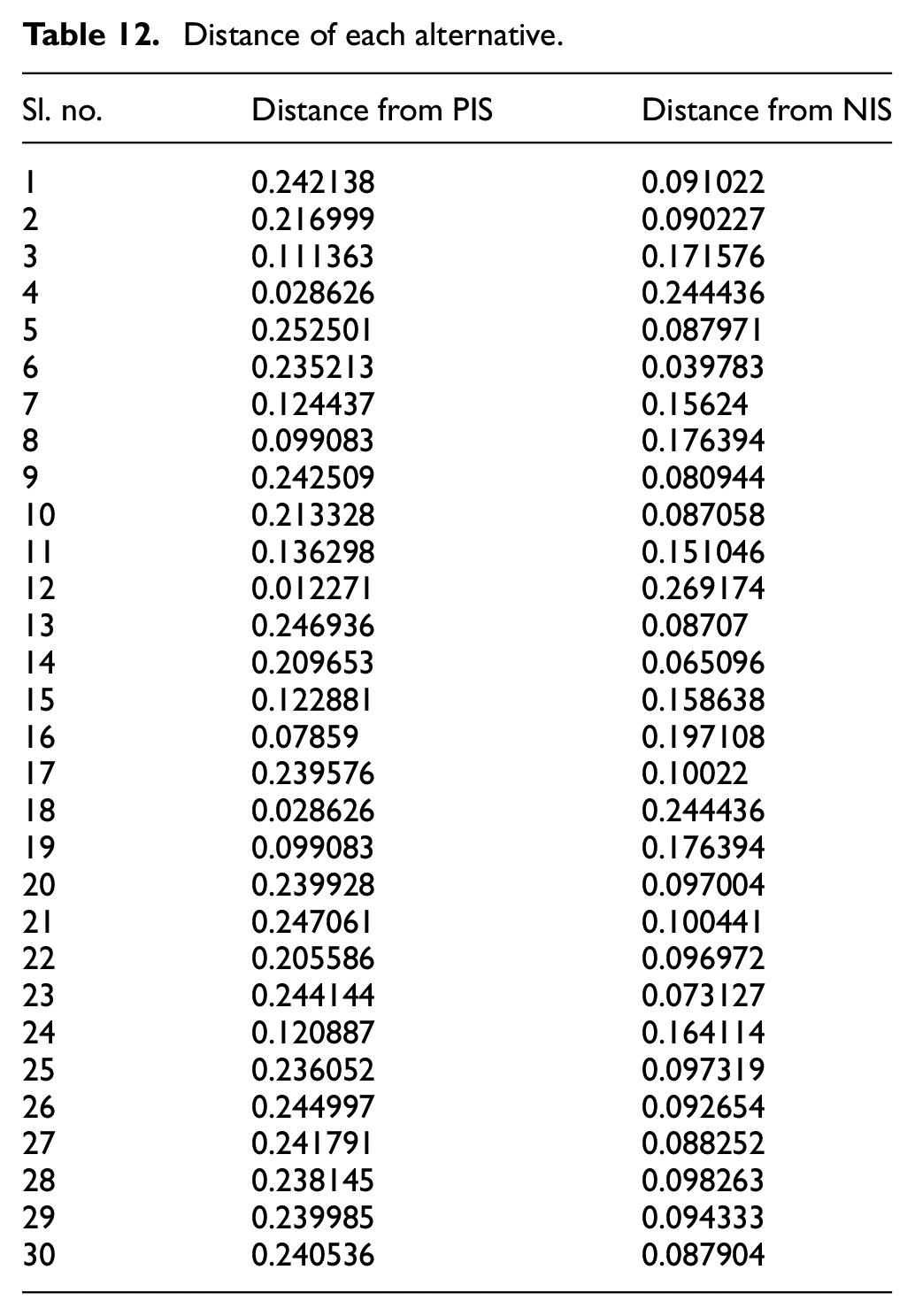
Step 4: The ideal solutions (positive and negative) along with the distance of every alternative to PIS and NIS is calculated. The PIS and NIS are shown in Table 11, and the space of every alternative is shown in Table 12.
PIS and NIS of criteria.
Distance of each alternative.
Step 5: The relative proximity of each alternative to the positive ideal solution and the negative ideal solution is evaluated and ranked accordingly. The ranked alternatives are shown in Table 13.
Ranking of alternative.
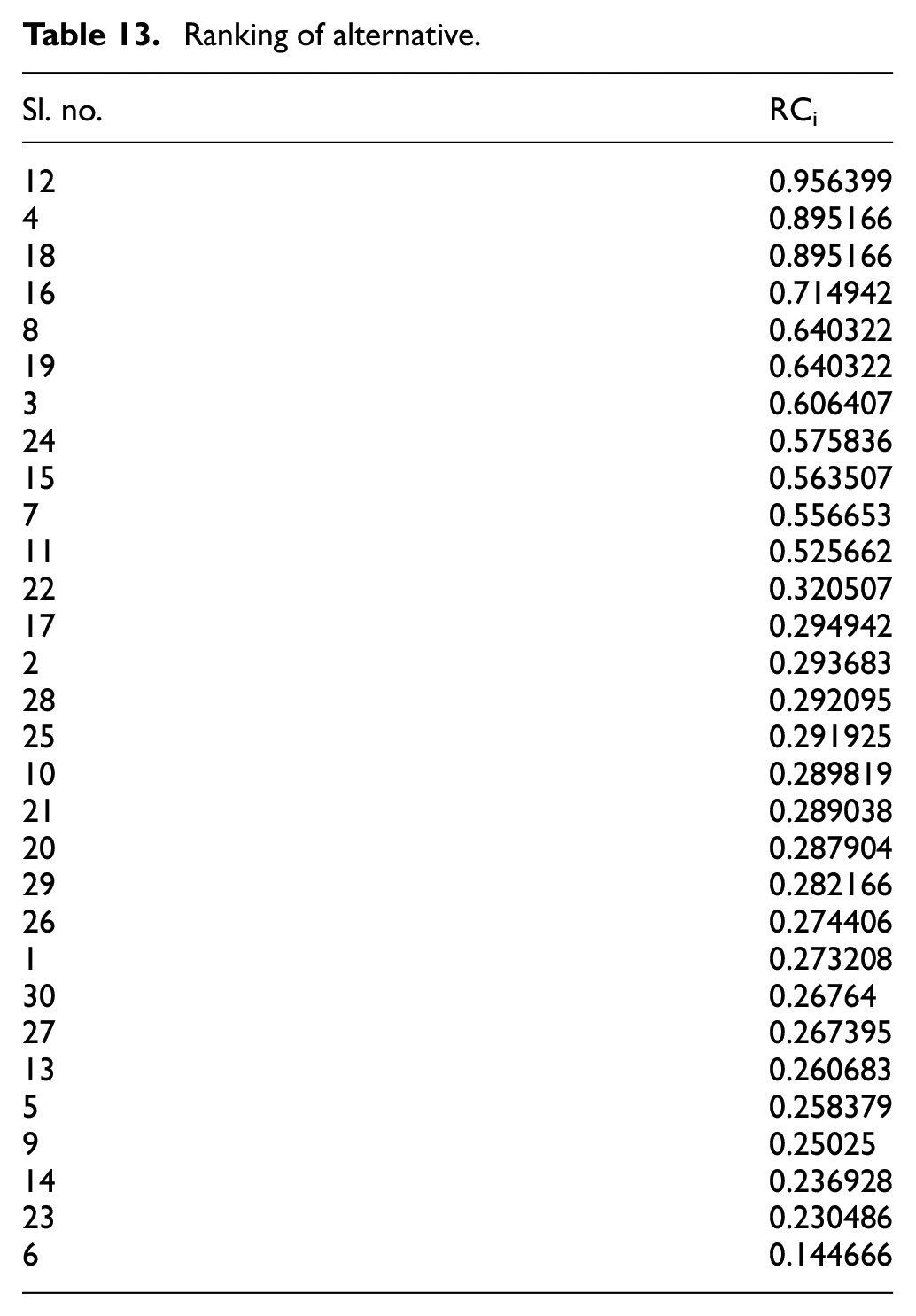
As per the TOPSIS method, the best alternative was found to be the 12th alternative because of its highest proximity to the ideal solution.
In correspondence to the VIKOR technique, the alternatives are denoted as, and the steps involved in VIKOR are as follows –
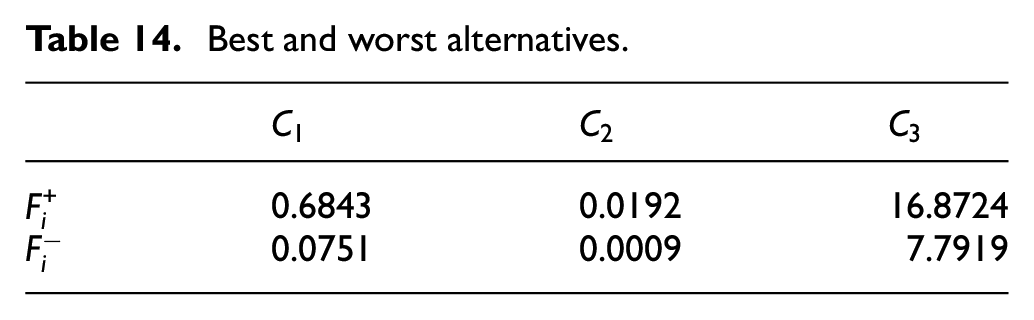
Step 1: The best and worst alternatives of all criteria functions are shown in Table 14.
Best and worst alternatives.
Step 2: The
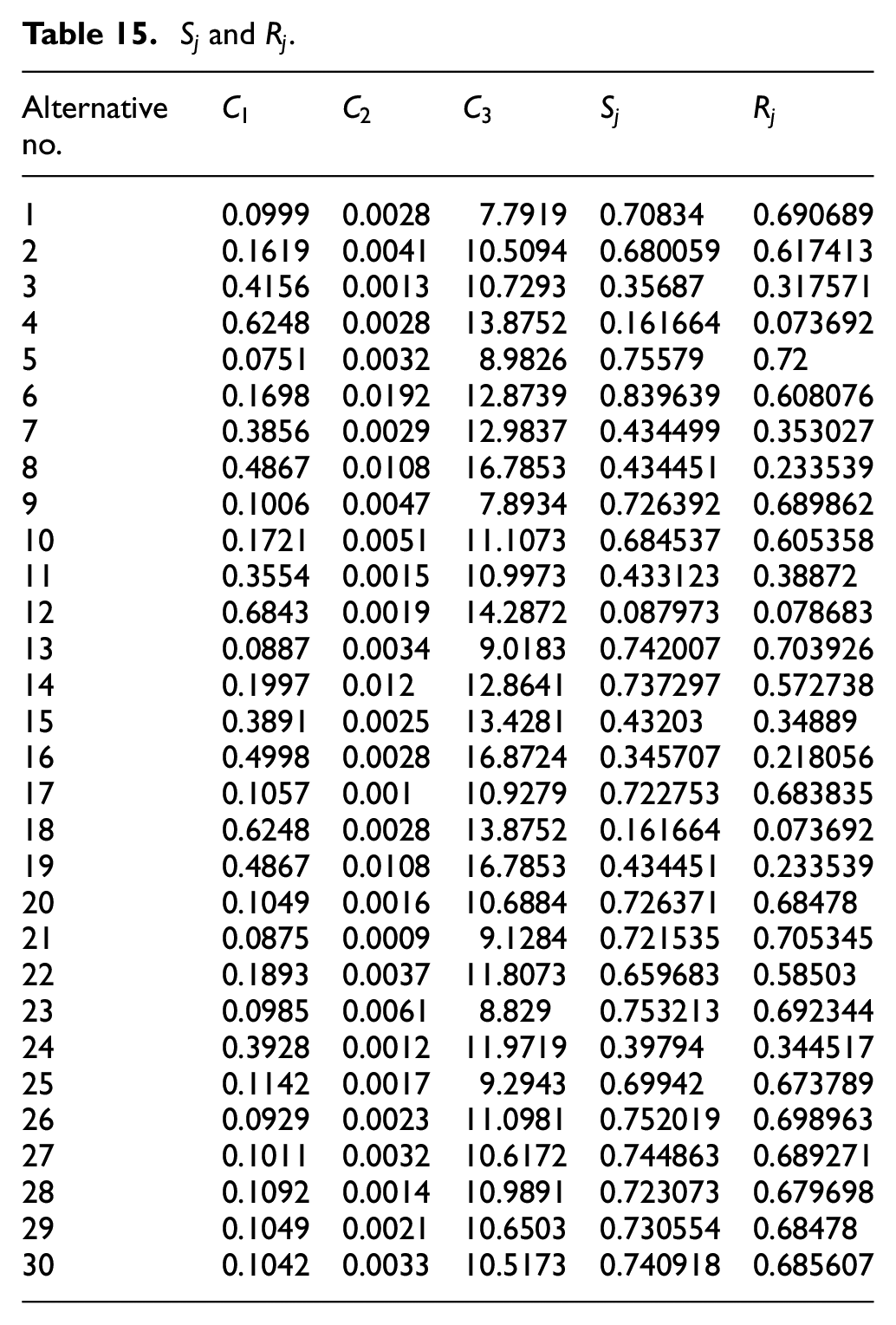
Step 3: The
Value of
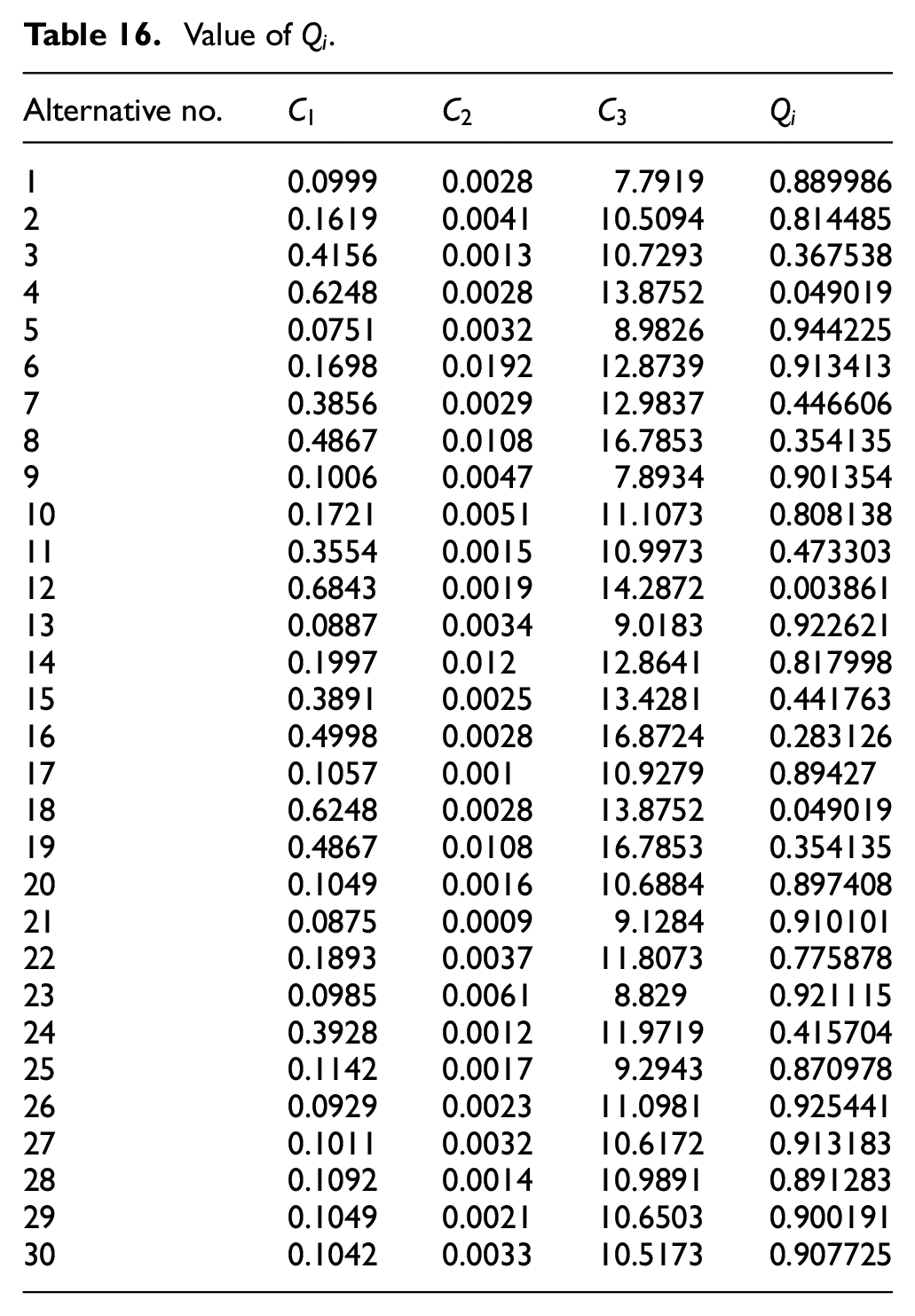
Step 4: All the alternatives were ranked in ascending order as per their
Ranking of alternatives as per VIKOR.
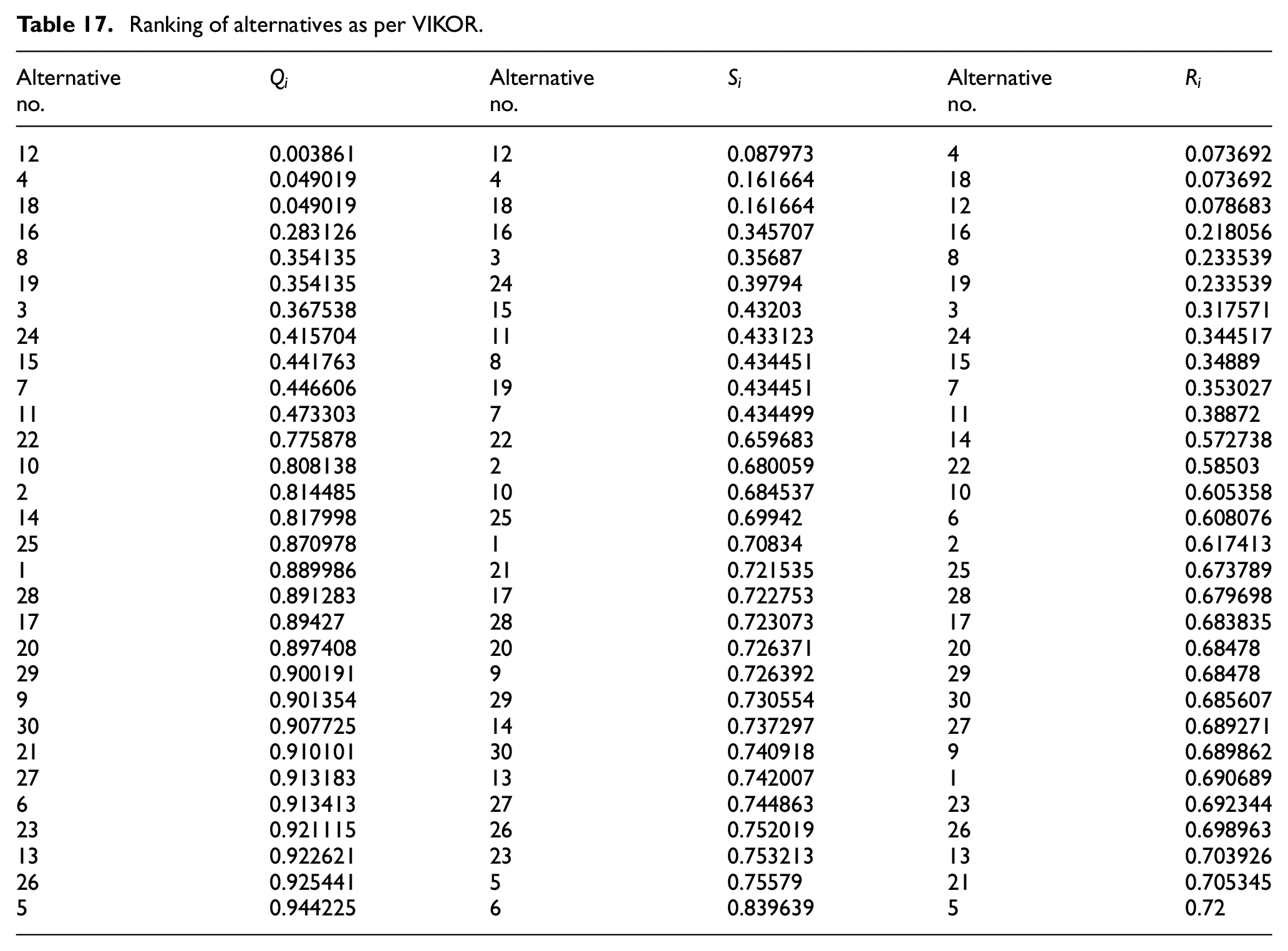
It was found that the alternative number 12 was the best alternative as per the ranking of
Comparison of alternatives
A confirmatory test becomes essential to validate the TOPSIS and VIKOR results obtained. The parameters combination for Alternative 12, which has observed to be the most suitable solution as directed by both the applied methods, was considered. Similarly to ensure that the result was optimal, alternative 18 and 4 were also chosen. The outcomes are summarized in Table 18.
Judgment of alternatives.
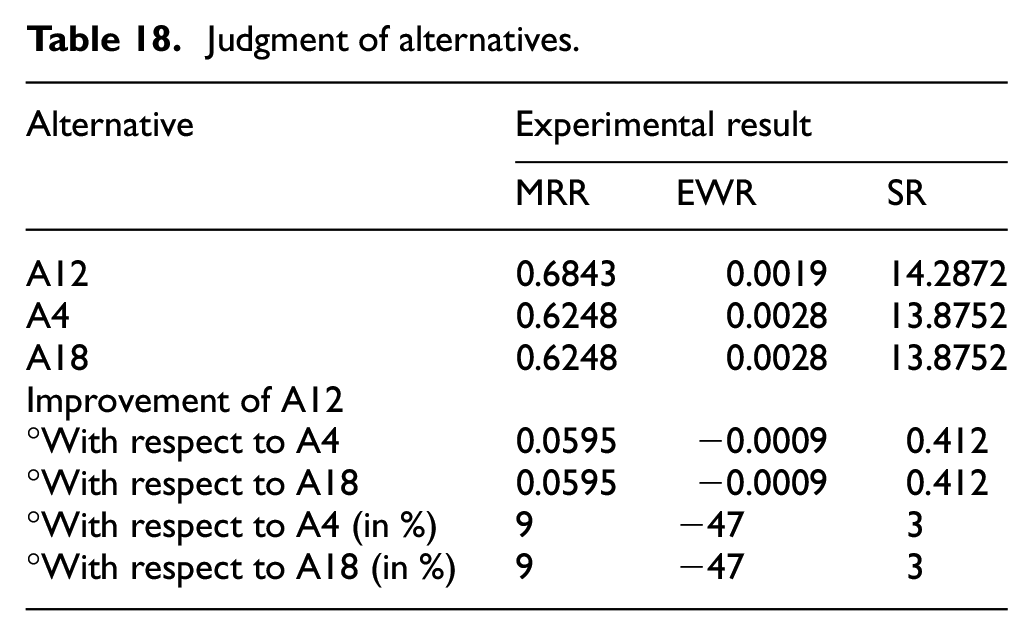
In machining of AMCs it is essential to have good MRR. It was observed that the surface roughness of AMCs would have been compromised against of rest performance measures because of the presence of non-conductive cenospheres. Using optimum machining condition (selected) there is an improvement of 9% in MRR value and 47% less electrode wear rate has been obtained. The above is considerable improvement in the experimental results which shows the effectiveness of TOPSIS and VIKOR process.
Conclusions
Successful implementation and thereby prediction of optimum processing by multi criteria decision-making approach have found to be less efficient due to lack of real time data and other machining discrepancies mean while prejudice. It has been identified that multiple criteria issues during machining adhere to imprecise and uncertain data and the methods applied. The present approach has been proposed followed by AHP technique to calculate the criteria weight and applied it to both the TOPSIS and VIKOR methods for the newly prepared AA6061-cenosphere AMCs. The decision-making module was constructed with a committee of four decision makers, and three different criteria is evaluated the results. Hence all the alternatives were ranked accordingly by both the methods. It can be concluded that both the applied MCDM approaches, TOPSIS and VIKOR accrue the similar possible optimal solution (alternative 12) with process parameters of pulse current 10 A, pulse on time 1010 µs, percentage of reinforcement as 2% and flushing pressure as 0.6 MPa. Hence, in EDM processing conditions, both TOPSIS and VIKOR accumulate the same result as desired. It has been concluded that the computational effort applied to obtain the optimal processing conditions for ED machining of the AMCs are efficient and effective. The generated results and approach have been discussed would helps by providing the necessary database and guidelines for obtaining optimal processing conditions in the manufacturing industry. As the multi-criteria problems adhere to uncertain and imprecise data, therefore the current study has a further scope of optimization through fuzzy extended MCDM techniques.
Highlights
Compo-casting processing route was used to fabricate the cenosphere reinforced AMC.
EDM has been employed to investigate the machinability of the prepared AMC.
Influence of process variables can be estimated by TOPSIS and VIKOR based MCDM approach.
Novelty statement
Although there were several study has been reported relating to optimization of process parameters by TOPSIS and VIKOR implementing along/or in conjunction with other techniques so as to further furnishing of the optimized results. This study in particular for obtaining the optimum processing condition while examine the machinability of newly prepared AMC’s. The nonconductive cenosphere particles may barricades the machining process by declining the electrical conductivity of AMC with increasing its percentage incorporation. The experiments explore the difficulties obtaining during machining and thereby select an optimal processing condition.
Novelty of the study:
This study in particular to obtain the optimal procession condition implementing TOPSIS in conjunction with VIKOR technique during machining through EDM.
The incorporation of cenosphere particles leads to lower electrical conductivity of the AMC’s during machining with EDM which alter the machining operation has making the observation in particular.
Adverse characteristics of machining for the newly prepared AMC’s along with selection of optimal processing condition for conflicting multiple responses incorporating combination of different MCDM approaches is the prime novelty of the research.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.