
Abstract
The effects of load and reciprocating frequency on reciprocating sliding of ZrO2/steel, Si3N4/steel, and SiC/steel under high water-based emulsion lubrication were studied by the ball-block sliding tester, including a series of tribological behavior and wear mechanisms. Through the analysis of the above characteristics, determine the influence of load and frequency on the friction and wear properties of the ceramic/steel friction pair. The results show that with the increase of load, the friction coefficient of the three ceramic friction pairs decreases, and the wear rate increases continuously. With the increase of frequency, the friction coefficients of ZrO2/steel and Si3N4/steel steadily decrease, the friction coefficient of SiC/steel increases slightly, and the wear rates of the three friction pairs decrease continuously. The comprehensive comparison shows that the ZrO2/steel friction pair shows the best tribological performance under different working conditions, which is more suitable for the friction pair material of high water-based hydraulic components, and the Si3N4/steel friction pair shows better wear resistance when the load is above 50 N.
Keywords
Introduction
In the underground hydraulic support, shearer, conveyor, and other fully mechanized mining equipment, a high water-based emulsion medium piston pump is widely used as a hydraulic power source.1,2 The high water-based emulsion is composed of emulsion and water at a volume ratio of 5:95, and the emulsion is mainly composed of a large number of mineral oil concentrate and trace emulsifiers, corrosion inhibitors, mildew inhibitors, etc. 3 Compared with traditional mineral oil lubrication, the high water-based emulsion has unique advantages such as extensive medium sources, environmental friendliness, and difficult combustion. However, it also has disadvantages such as low viscosity, poor lubrication performance, low film-forming ability, and strong corrosion.4,5 In practical application, the high water-based emulsion medium piston pump realizes the pumping and discharging of the pump by frequent reciprocating motion between the piston and the piston cavity. However, the wear resistance and corrosion resistance of the steel piston in the pump is weak. 6 The piston rod will be worn and corroded seriously after working for some time, resulting in insufficient suction and drainage pressure and oil leakage in the pump, which will reduce the mechanical properties and service life of the pump. Wear is the primary failure mode, so the choice of friction pair materials becomes the critical point of pump development.
In recent years, due to ceramic materials’ excellent properties such as high strength, corrosion resistance, and high-temperature resistance, they have been extensively researched in the field of tribology.7–9 Ji et al. 10 studied the friction and wear behavior of YG6 cemented carbides on Al2O3 and Si3N4 ceramics under dry friction conditions. It was found that although the friction coefficient of the two ceramics was less affected by load and sliding speed, the wear rate of Si3N4/YG6 was lower and more stable than that of Al2O3/YG6, and the wear mechanism was mainly oxidation wear and diffusion wear. Wang et al. 11 compared the tribological behavior of Si3N4, SiC, Al2O3, WC, and ZrO2 ceramics with Cr/GLC films in seawater. The result showed that the Hydrolysis of Si3N4 and SiC ceramics in water to produce Si(OH)x, and its lubrication performance was much better than that of the other three ceramics. Suh et al. 12 studied the tribological properties of three different structural ceramics (SiC, ZrO2, Al2O3) and ZrO2 ceramics under dry friction conditions. The result showed that the friction films containing Si and Zr were formed during the friction between SiC and ZrO2 ceramics, which played a good role in friction and lubrication. Therefore, the application of ceramic materials in mechanical equipment of large hydraulic systems can effectively improve the mechanical efficiency and service life of hydraulic components.
At present, the application of ceramic materials in the industrial field mainly includes the production of pure ceramic parts or the spraying of ceramic coating on the surface of parts.13,14 Cao et al. 15 prepared Ni60 ceramic coatings with different TiC contents on the surface of 1045 steel by laser melting coating method and found that the addition of TiC powder could effectively improve the wear resistance and corrosion resistance of the coating. When the TiC content was 20 and 30 wt%, the friction and wear properties of the coating were the best, which could effectively improve the service life of the coated parts. İşcan 16 found that the coating process can significantly improve the combustion performance of test fuel and reduce pollutant emissions by coating zirconia ceramic coating materials on the surface of the engine piston and valve. Li 17 prepared the asymmetric silicon nitride porous ceramic membrane by phase transformation casting and silicon powder nitridation reaction sintering and used SiCNO ceramic to modify the ceramic membrane. The results showed that the modified silicon nitride ceramic membrane could effectively separate the oil-water mixture, which was suitable for improving the environmental pollution of water resources. Through the analysis of the above research, it is found that the wear resistance and corrosion resistance of ceramic materials are far better than those of steel. Therefore, if the easily worn piston rod of the high water-based hydraulic pump applies the ceramic coating, which can effectively reduce the friction and wear between the piston and the cavity friction pair, and improve the lubrication performance of the emulsion hydraulic pump. In addition, the high-temperature self-lubricating and thermal stability of ceramic materials can also reduce the adverse effect of friction heat on the tribological properties of hydraulic components.18,19
However, most of the current literature reports are focused on the study of friction and wear properties of ceramic materials under dry friction or water lubrication, and there are few reports on the literature research on ceramic materials in lubrication state of high-water-based emulsion. Moreover, since the friction and wear process of ceramics under high water-based emulsion lubrication is affected by oil, water, and other factors, the established research results cannot be used. 20 Therefore, this study uses load and speed as two experimental set-up variables do comprehensively tests and analyzes the friction coefficient, wear amount, and wear mechanism of different ceramic/steel friction pairs under each variable. The influence of load and speed on the friction and wear behavior and mechanism of ceramic friction pair are summarized, and then the best matching working condition parameters of ceramic-steel matching pair are obtained, which provides a theoretical reference for the design and application of ceramic materials in high water-based emulsion medium hydraulic components in the future.
Materials and methods
Experimental simplified model and sample
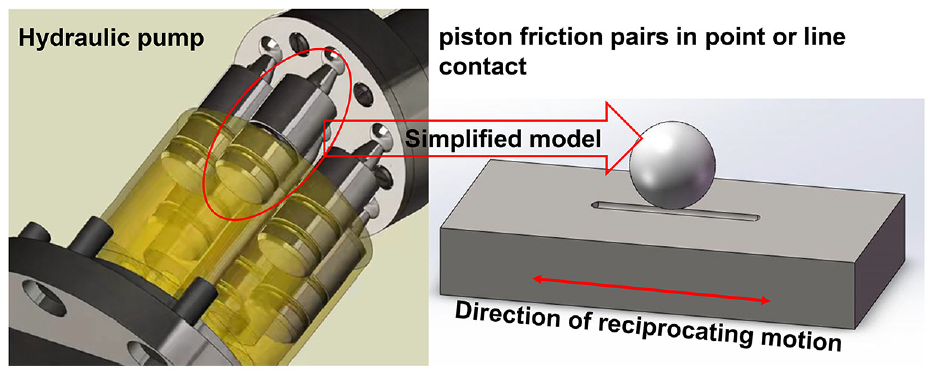
To test the friction and wear properties between pistons with different ceramic materials and the steel piston cavity, this study simplified them into a ball-block friction pair shown in Figure 1. As shown in the figure, the above samples are high-precision ceramic balls, ZrO2, Si3N4, and SiC ceramics (the properties of the materials are shown in Table 1), the size is 6.525 mm, and the surface roughness is Ra ≤ 0.025 µm. The lower sample was a 1045 steel block, with a size of 30 mm × 15 mm × 6 mm and surface roughness of Ra ≤ 0.2 µm.
Simplified test model.
Main property parameters of ceramic samples.

Friction and wear test
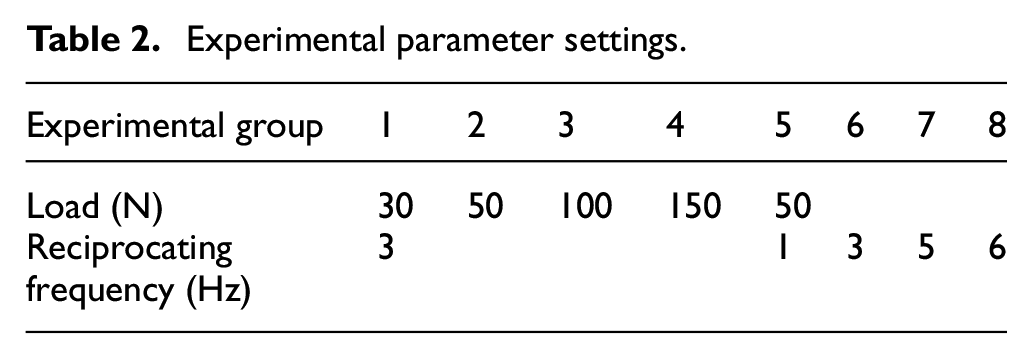
The test adopts the highly integrated multifunctional friction and wears tester MFT-5000 (Rtec, USA), as shown in Figure 2. The ceramic ball of the upper sample was fixed on the loader to realize vertical loading, and the 1045 steel block of the lower sample was clamped on the reciprocating sliding platform to achieve horizontal reciprocating motion. The reciprocating stroke was 6 mm, the work time was 30 min, and the ambient temperature was room temperature (18°C). The study simulates the lubrication environment of high water-based emulsion by installing a pool on a reciprocating motion platform. The original emulsion type of high water-based emulsion was HFAE10-5(W) hydraulic support emulsion for the coal mine. And the high water-based emulsion is mixed with 5% volume of emulsion and 95% volume of deionized water 1 day in advance. This experiment referred to the actual working conditions of the emulsion medium hydraulic pump and selected four representative parameters in the load and frequency (as shown in Table 2). In the experiment, each test was repeated at least twice.

Working structure of friction and wear tester.
Experimental parameter settings.
After the experiment, the samples were placed in anhydrous ethanol for ultrasonic cleaning for 15 min, and then dried with a hair dryer. Subsequently, the morphology of the wear scar was measured by white light interference three-dimensional topography instrument and Gwyddion software, and the wear rate of the wear scar was calculated by the average value of the three measurement statistics. Finally, a scanning electron microscope (SEM) equipped with an energy dispersive spectrometer (EDS) attachment was performed to analyze the microstructure and morphologies of the wear scar.
Results and discussion
The effect of load variation on friction and wear
When the reciprocating frequency is 3 Hz, the curve of friction coefficient with time under different load conditions is shown in Figure 3(a). It can be seen from Figure 3(a) that the friction coefficient of each ceramic is relatively low at the beginning stage, but changes dramatically with the increase of time. It increases rapidly or drops sharply within about 5 min, and then gradually tends to be stable. This shows that the ceramic friction pair has a more obvious running-in period in the initial contact. During this period, the rough peak points of the two contact surfaces of the ceramic friction pair are first worn, resulting in a sharp fluctuation of the friction coefficient. 21 However, due to the lubrication of high water-based emulsion, the friction coefficient curve tends to be stable with the increase in running-in time. By comparing the friction coefficient curves of each ceramic under two loads, it can be seen that the increase of load is helpful to reduce the fluctuation range of friction coefficient and shorten the running-in period.

(a) The variation curve of ceramic friction coefficient with time and (b) the variation curve of friction coefficient with load (3 Hz).
Figure 3(b) shows the variation curves of friction coefficients of ZrO2, Si3N4, and SiC ceramics with the load. When the reciprocating frequency is 3 Hz, the friction coefficient of ZrO2 varies from 0.09 to 0.11. The friction coefficient decreases with the increase of load, and the friction coefficient is the minimum compared with other ceramics. The friction coefficient of Si3N4 decreases with the load growth in the range of 0.104–0.112. The variation range of the friction coefficient curve of SiC is relatively constant, about 0.116, and the friction coefficient curve decreases slowly after 50 N. From the overall trend, the friction coefficients of the three ceramic/steel friction pairs decrease with the increase of load. This is due to when the high water-based emulsion is used as the working medium, the contact surface of the friction pair is easy to form hydrodynamic lubrication, which makes the friction coefficient lower. When the load increases, the formation of dynamic lubrication film will be weakened, and the friction coefficient will increase. However, the increase in load will lead to an increase in contact wear. For ceramic friction pair, it is helpful to promote the occurrence of friction chemical reaction, and the formation of oxide film plays a role in bearing and lubrication, which reduces the friction coefficient. Therefore, the friction coefficient of each ceramic friction pair still shows a downward trend with the increase of load, but the downward trend is reduced.22,23
Figure 4 shows the curves of the wear rate of the contact surface of the steel block after the wear of different ceramic friction pairs with the load. As shown in the Figure 4, the wear rates of the three ceramics increase with the increase of load. And above 100 N, the wear rate increases sharply. This is because the growth of contact pressure makes the bearing capacity of lubricating film exceed a definite critical value, resulting in poor lubrication, aggravated wear, and the descent range of friction coefficient also slowing down. 24 Among them, the wear rate of SiC ceramic is in the range of 1.25–8 × 10−6 mm3/(N m), and the wear rate increases the largest. When below 50 N, the wear rate of Si3N4 is the maximum compared with other ceramics, and above 100 N, its wear rate is the minimum compared with other ceramics. The wear rate of ZrO2 ceramics is stable below 50 N, about 1.39 × 10−6 mm3/(N m), and above 50 N, the wear rate increases sharply.
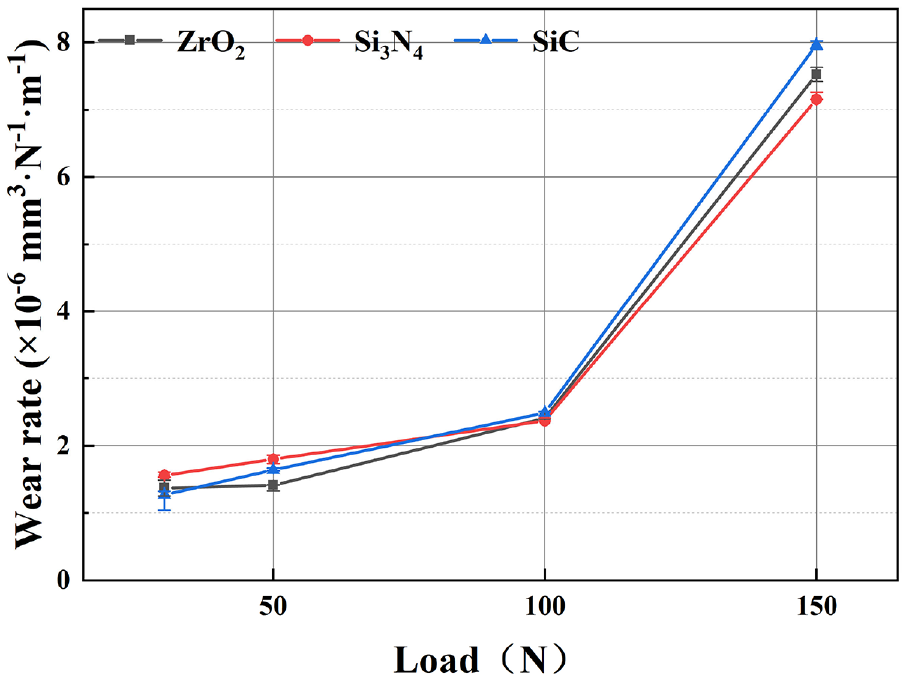
The curves of steel block wear rate with load at 3 Hz reciprocating frequency.
Figure 5 shows the wear scars morphology and cross-section profile of the contact surface of three kinds of ceramic/steel under different loads. This test adopts the 3D topography instrument and Gwyddion software (microscopic image processing) to observe the morphology and section profile curve of the wear scars, and the width and depth of the wear scars are calculated.
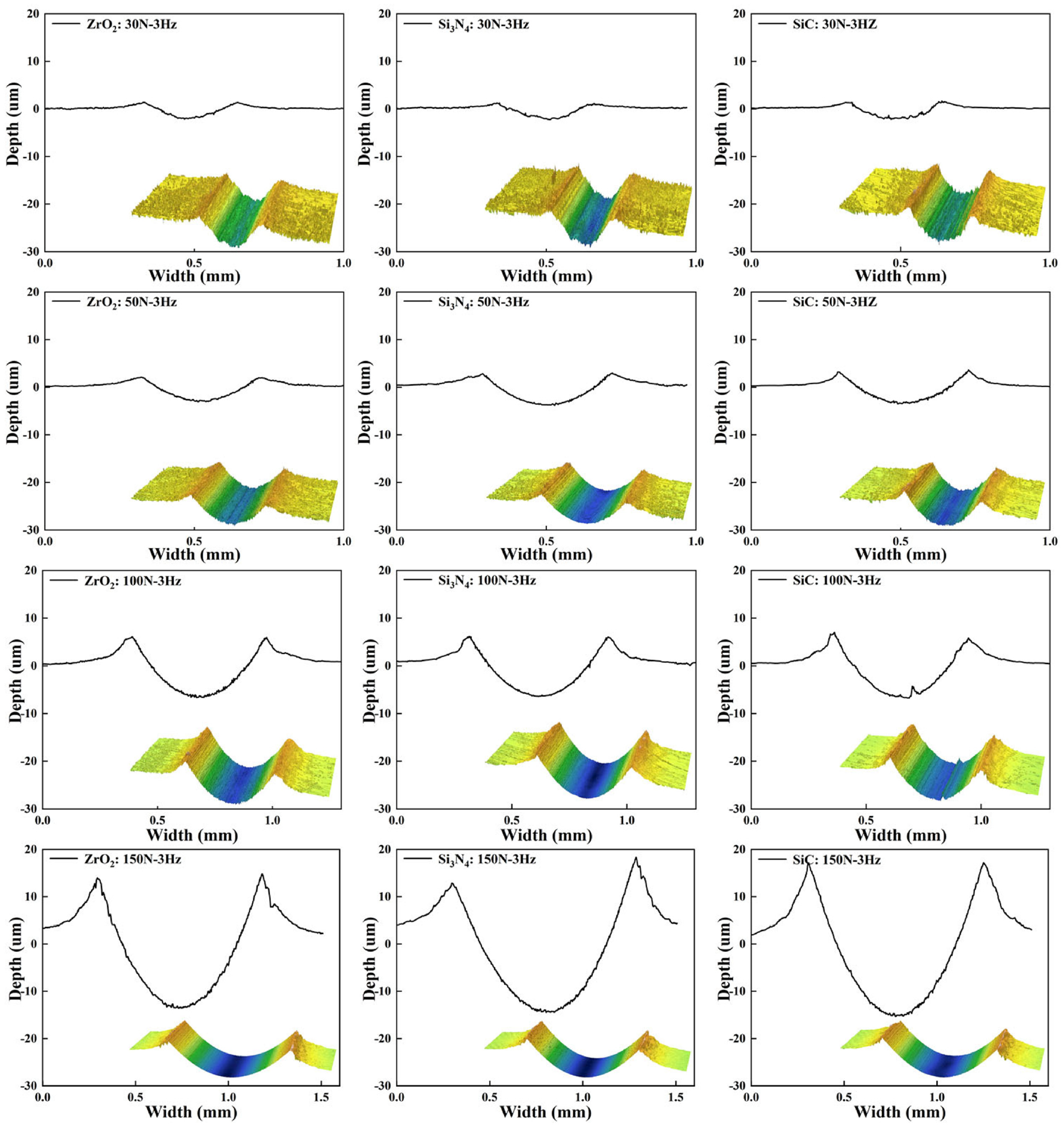
The wear scars morphology and cross-section profile of the steel contact surface after sliding against ceramics under different loads.
As shown in Figure 5, the three-dimensional (3D) morphology size of each ceramic after wear has a good correspondence with the change law of wear rate. And with the increase of load, the depth and width of the wear track contour of the three kinds of ceramic/steel accessories gradually increase. According to the analysis of the surface morphology of the wear scars and the smoothness of the cross-section profile curves (especially the bottom of the curve), it can be seen that when the load is 30 N, the bottom of the profile curves fluctuates after the wear of the three ceramic/steel pairs, indicating that there are grooves in the wear scars, and the wear behavior is mainly the abrasive wear caused by the participation of the wear debris. Among them, the profile bottom curve of the SiC/steel friction pair fluctuates most, indicating that the abrasive wear of the friction pair is the most serious. This is because of the high hardness of SiC material, large debris particles are not easy to be broken in the wear process, resulting in serious plowing on the contact surface, and the friction coefficient of SiC is much larger than that of other ceramic friction pairs.
With the increase of load, the contour curves of the three ceramics gradually tend to be smooth (Figure 5). This may be due to the growth of contact pressure promoting the friction chemical reaction between ceramic materials and water to generate hydroxide film, which plays a role in friction reduction and lubrication.25,26 At the same time, the increase of load will also lead to the continuous grinding and grinding of the debris in the wear process. The tiny debris will continuously grind and polish the wear contact surface, making the contour curve of the contact surface smoother after wear. Therefore, the contour curve of the wear scar under 150 N load is smoother. 27
The effect of frequency variation on friction and wear
Figure 6(a) shows the curves of friction coefficients of three kinds of ceramics with different frequencies changing with time under 50 N load. As shown in the figure, the friction coefficients of the three ceramic friction pairs have an obvious running-in period and stable wear stage before and after the change of velocity, and the duration of the running-in period decreases with the increase of velocity, and the fluctuation amplitude of the friction coefficient curve also decreases.

(a) The variation curve of ceramic friction coefficient with time and (b) the variation curve of friction coefficient with frequency (50 N).
Figure 6(b) is the friction coefficient curve of ZrO2, Si3N4, and SiC ceramics with sliding speed under 50 N load. As shown in the figure, the friction coefficient of ZrO2 ceramic decreases with the increase of reciprocating frequency, and the friction coefficient is the smallest among all ceramic and steel mating pairs. When the friction coefficient curve of Si3N4 ceramics is below 5 Hz, the friction coefficient decreases gradually with the increase of frequency but rises slightly when the frequency is above 6 Hz. Compared with other ceramics, SiC has the maximum friction coefficient. With the increase of frequency, the friction coefficient of SiC increases gradually and decreases slightly at 6 Hz. In the figure, the friction coefficients of ZrO2 and Si3N4 decrease with the increase of frequency. This is due to when the lubricating medium is the fluid, the greater the sliding velocity is, the smaller the pressure of the micro-convex contact on the friction surface is, which enhances the film-forming ability of the lubricating film in the emulsion medium and reduces the friction coefficient. 28 Due to the high hardness of SiC, the wear debris is not easy to be broken during the wear process and remains in the formation of three-body wear. With the increase of frequency, the damage of the lubrication film on the contact surface is aggravated, and the friction coefficient increases.
Figure 7 shows the curve of the wear rate of the contact surface with frequency after the steel block is worn. In the figure, the wear rate of each ceramic after wear decreases with the increase of reciprocating frequency. This shows that under the load of 50 N, the increase of reciprocating frequency has little effect on the variation of wear volume of ceramic/steel friction pair. And the reciprocating frequency is inversely proportional to the wear rate by the wear rate computing formula, so the wear rate decreases with the increase of frequency. In the figure, the wear rate of ZrO2 ranges is 0.65–4.81 × 10−6 mm3/(N m), and the wear rate of ZrO2 is the smallest compared with other ceramics. When the frequency is below 5 Hz, the wear rate of Si3N4 ceramics is the highest compared with other ceramics. And the wear rate of SiC ceramics is the highest higher than 5 Hz. The wear rates of Si3N4 and SiC decrease range reduce significantly after 3 Hz.

The curves of ceramic friction coefficient with frequency at 50 N load.
Figure 8 shows the wear scars morphology and planning profile of ZrO2, Si3N4, and SiC ceramic/steel pairs at 1 and 6 Hz. By comparing the contact surface profile curve and roughness of different ceramics under 1 and 6 Hz frequency can know that the wear scars profile curve of ZrO2 and Si3N4 ceramics is smoother with the increase of reciprocating frequency, and the roughness value of the wear scar also decreases. This is due to the wear debris being easier to be removed from the friction pair with the increase of reciprocating frequency, which improves the lubrication performance, makes the cross-section contour curve of the wear scar smoother, and reduces the roughness value. While the hard debris particles generated by SiC wear, plowing corresponds to the contact surface of the steel block, which also causes severe wear on the contact surface of the ceramic ball. 29 Therefore, even if the debris is removed with the increase of reciprocating frequency, the rough wear contact surface of the ceramic ball will also cause serious plowing on the inner surface of the wear scar and increase the roughness of the contact surface.

The wear scars 3D morphology and cross-section profile of the steel contact surface after sliding against ceramics under 50 loads: (a) ZrO2: 1 Hz, (b) ZrO2: 6 Hz, (c) Si3N4: 1 Hz, (d) Si3N4: 6 Hz, (e) SiC: 1 Hz, and (f) SiC: 6 Hz.
Wear morphology
Figure 9 shows under 50 N–3 Hz the wear scars morphology (SEM) of the steel after sliding against different ceramics and the EDS results for the various areas denoted by capital letters. The insert in the figure is a low-rate image of the corresponding wear surface. As shown in Figure 9(a), plastic deformation can be observed on the contact surface of the steel block after ZrO2 wear, accompanied by micro-cracks and debris accumulation. According to the results of EDS analysis (A and B regions in Figure 9(a)), the wear debris on the contact surface is mainly composed of Fe and O and contains a small amount of Si and Zr elements. Among the Si element content belongs to the normal range of 1045 steel element content. This indicates that the contact surface of the steel is subjected to wear and oxidation during the friction process, resulting in the formation of friction oxides, and plastic deformation occurs under the action of reciprocating shear stress, presenting a ripple pattern perpendicular to the sliding direction. And the low content of zirconium in the contact surface of the steel block also shows that the friction chemical reaction of ZrO2 ceramics is not active. The micro-cracks are caused by plastic deformation of friction contact surface under shear stress.

The wear scars morphology (SEM) images of the steel after sliding against different ceramics: (a) ZrO2, (b) Si3N4, (c) SiC under 50 N–3 Hz and the EDS results for the various areas denoted by capital letters.
Figure 9(b) is the surface morphology and EDS analysis results of Si3N4/steel after wear. As shown in Figure 9(b), there is a shallow friction film and a massive accumulation of debris on the steel block’s worn surface, and the friction film in some areas is removed by friction. According to the EDS analysis results (C area in Figure 9(b)), the friction film mainly includes Fe, Si, and O elements. Among Si content is 1%, far more than the conventional 1045 steel, which shows that the friction chemical reaction occurs in the wear process of the Si3N4/steel friction pair. Moreover, the EDS results of the new contact surface exposed after friction film was removed (D area in Figure 9(b)) and the EDS results of the accumulated wear debris (E area in Figure 9(b)) also showed that the content of the O element is higher and the content of Si element is more than 0.3%, while further indicates that the friction chemical reaction occurs in the wear process of Si3N4 ceramics, resulting in the formation of Si(OH)x and SiO2 friction films, which improves the lubrication performance between the friction pairs.30,31 In addition, the wear-removed area of the friction film has a mass of tiny pits, indicating that there are grain fracture and pull-out phenomena in the wear process. This is mainly due to the strong adhesion of the friction film to the steel contact surface. When the friction film is worn, the adhesive force leads to the fracture and pull-out of the crystal grain. 32
Figure 9(c) shows the wear morphology of the SiC/steel friction pair. There is a lot of plowing on the wear contact surface and a small number of debris particles scattered. Some areas are seriously damaged and accompanied by micro cracks. According to the EDS analysis results (F area in Figure 9(c)), the oxygen content in the plowing area was generally low, and the silicon content did not increase. It indicates that no friction chemical reaction occurred on the plow surface, and the oxidation wear was also weak. However, the EDS analysis results in the severe wear failure region (G region in Figure 9(c)) showed that the oxygen content was 18.4%, and the Si element increased slightly. This is mainly due to the high hardness and low fracture toughness of SiC, 33 and the generated wear debris causes uneven stress in some areas of the contact surface during the friction process, which makes the hard wear debris particles crush the friction contact surface, resulting in the expansion of micro cracks, and is worn and oxidized in the subsequent friction process.
Figure 10 shows the contact surface optical micrographs of different ceramic friction pairs under 50 N–3 Hz conditions. As shown in the figure, the size of the wear scars well reveals the wear volume of the ceramic ball after wearing under this condition, quasi the wear rate of the ceramic ball is Si3N4 > ZrO2 > SiC, and the wear rate of the steel block is Si3N4 > SiC > ZrO2, which are close to each other. Many studies have shown that ZrO2 and Si3N4 ceramics can undergo the following friction chemical reactions between friction and water to generate oxidation products and hydroxides, which are attached to the friction contact surface and play the role of friction reduction and lubrication.34,35 Meanwhile, comparing the friction chemical reaction Gibbs free energy of the two ceramics:





The wear contact surface optical micrographs of different ceramics: (a) ZrO2, (b) Si3N4, (c) SiC under 50 N–3 Hz conditions.
Where △

It also has good lubrication performance. 36 However, the active friction chemical reaction of Si3N4 will also lead to a sharp increase in wear. The high wear rate is mainly due to the friction film generated by the friction chemical reaction is easy to be worn and destroyed, and the newly exposed contact surface will be oxidized again.
It can be seen from Figure 9 that although there is also a friction film on the worn surface of ZrO2, it has been worn and destroyed. The EDS analysis results show that the content of zirconium on the worn surface is extremely low, but the oxygen content is high, indicating that the chemical reaction of ZrO2 is not active in the friction process, and the metal oxide film (FeO, Fe2O3) may play a major role in reducing wear and lubrication during the friction process. 37 At the same time, ZrO2 ceramics also have good self-lubricating properties, 38 which is the main reason why its friction coefficient and wear rate are lower than those of Si3N4 ceramics.
Tribological mechanisms
Three different ceramic and steel have various friction contact surface morphology, wear mechanism, and oxidation degrees when reciprocating sliding under high water-based emulsion lubrication. While these differences also affect the engineering application of ceramic/steel pairs in high water-based emulsion hydraulic components. Therefore, determining the tribological mechanism of different ceramic/steel friction pairs can provide the theoretical basis for the design and application of ceramic hydraulic components in the future. Based on the above analyses, the tribological mechanisms of different friction pairs were determined as follows:
ZrO2/steel
The friction coefficient and wear rate of the ZrO2/steel friction pair are the smallest. When ZrO2 is reciprocating with steel friction pair, the contact surface of the steel block is preferentially oxidized to wear, forming oxidation products with low shear strength, which play the role of bearing and lubrication. In addition, according to EDS analysis results, the main oxide composition is iron oxide. At low speed and low load, the contact surface of the ZrO2 friction pair mainly occurs in plastic plowing, but with the increase in load and speed, oxidation wears gradually intensify. Therefore, the wear mechanism of the ZrO2/steel friction pair is mainly oxidation wear and plastic deformation.
Si3N4/steel
When Si3N4 was coupled with steel, the wear contact surface formed the friction film, and EDS analysis results found that the film contained a high proportion of Si and O elements. It indicated that Si3N4 had a friction oxidation reaction with water in a high water-based fluid during the friction process, and the wear contact surface formed oxide film or hydroxide film containing Si, which played a role in reducing friction and lubrication. However, due to the low shear strength of the friction film, the friction film is removed by wear under the action of reciprocating shear force, and the new contact surface generated by wear removal is oxidized again. However, due to the low shear strength of the friction film, the friction film is removed by wear under the action of reciprocating shear force, and the new contact surface generated by wear removal is oxidized again. It makes the wear contact surface of the Si3N4/steel friction pair always in the dynamic cycle process of the formation, removal, and regeneration of the friction film, resulting in the high wear rate of the Si3N4/steel friction pair. And with the growth of load, the friction chemical reaction becomes more active, making the wear rate lower. With the increase of speed, the removal of friction film becomes more serious, making the wear worse. Therefore, the wear mechanism of the Si3N4/steel friction pair is mainly tribochemical wear and adhesive wear.
SiC/steel
The SiC/steel friction pair has the maximum friction coefficient. There is plowing phenomenon on the wear contact surface of the steel block, and no friction film formed. Moreover, according to EDS analysis results, no oxidation wear occurred on the friction contact surface during plowing. The formation of plow marks is mainly due to the hardness of SiC being much greater than that of steel, which makes the wear debris particles are not easy to be broken during the wear process. The wear debris will move together with the friction pair, constantly plow the wear contact surface, resulting in a large friction coefficient and wear volume. Therefore, the primary wear mechanism of the SiC/steel friction pair is three-body abrasion.
At present, the test mainly simulates the motion process of the friction pair of high-water-based hydraulic components by ball-block reciprocating sliding and explores the optimal friction pair materials and working conditions. It provides a theoretical basis for the practical application of ceramic materials in high-water-based hydraulic components. However, the motion simulation of the friction pair of hydraulic components in this paper only stays on the simplified test model, lacking the test verification of the actual working model of hydraulic components. Meanwhile, ceramic materials are mostly coated or fused to reduce manufacturing costs in practical engineering applications. This paper only considers the experimental study of pure ceramic materials but also lacks the influence of friction heat on the lubrication performance of high water-based emulsion. These contents need further experimental study in the future.
Conclusions
In this study, the effects of load and reciprocating frequency on the tribological behavior and wear mechanism of ZrO2/steel, Si3N4/steel, and SiC/steel ceramic friction pairs under high water-based emulsion lubrication were studied. Through the analysis of the above experimental results, the following conclusions can be drawn:
With the increase of load by the test parameters in the study, the friction coefficients of ZrO2/steel, Si3N4/steel, and SiC/steel friction pairs gradually decrease, and their wear rates continuously increase. With the increase of reciprocating frequency, the friction coefficient of ZrO2/steel and Si3N4/steel decreases, the friction coefficient of SiC/steel grows slightly, and the wear rate of the three ceramic friction pairs increases continuously. Among the three ceramic friction pairs, the friction coefficient of ZrO2/steel is the smallest, and the wear rate is the smallest when the wear rate is less than 100 N; when the load is more than 100 N, the wear rate of Si3N4/steel is the lowest.
The wear mechanism of three ceramic friction pairs under low frequency and low load is mainly plow wear. While with the increase of load and speed, the wear mechanism of the ZrO2/steel friction pair gradually turns to be dominated by oxidation wear and plastic deformation; the main wear mechanisms of the Si3N4/steel friction pair are tribochemical wear and adhesive wear; the primary wear mechanism of SiC/steel friction pair is three-body abrasion.
The comprehensive comparison shows that with the increase of load and reciprocating frequency, the ZrO2/steel friction pair shows good wear resistance and lubrication performance in high water-based emulsion, which is more suitable for friction pair material as high water-based hydraulic components. And the Si3N4/steel pair is more suitable for the friction pair material of high water-based hydraulic components with a large load.
Footnotes
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: the work is supported by Fundamental Research Program of Shanxi Province (Grant No. 20210302123209); and the Key R&D Projects of Shanxi Province (International Scientific and Technological Cooperation, Grant No. 201803D421041).