
Abstract
The machining precision and its consistency of turbine disk fir-tree slots have a direct influence on the performance of aero-engine rotor components. However, the structural dimensions of fir-tree slot are small, and the cutting performance of materials is extremely poor, which lead to great difficulty in machining and very few available machining methods. With the application of new materials in the aero-engines, the machining precision and quality requirements of fir-tree slots are further improved. Therefore, many research achievements on the high-efficiency, high-quality and low-cost machining technology of turbine disk fir-tree slots have been obtained. By summarizing and classifying the machining methods of aero-engine turbine disk fir-tree slots, a brief review on the characteristics of different methods are presented in detail, which provide a reference for selecting the appropriate machining method of turbine disk fir-tree slots in the field of aviation manufacturing. Meanwhile, combined with the research and application status of machining technology of turbine disk fir-tree slots, it is presented that multi-process compound machining is an effective method to realize high-efficiency, high-quality and low-cost precision machining of turbine disk fir-tree slots, such as wire electro discharge machining (wire-EDM) and profiled grinding, wire electrochemical machining (wire-ECM) and profiled grinding, wire-EDM and broaching, milling and broaching.
Introduction
It is very important that the fracture failure of rotating parts is over 80% in the field of mechanical fracture failure of aero-engine.1–3 The turbine disk is the key load-bearing rotating part of aero-engine, which needs to work reliably for a long time under the high temperature and pressure. Therefore, its manufacturing technology level has an important impact on the performance and reliability of aero-engine. If the key dimensions of slot change by 1%, the stress will change by more than 9%. 4 Meanwhile, it is also an important symbol of aero-engine manufacturing level. The turbine blades are mounted on turbine disk by the slots. In order to bear large centrifugal force, gas pressure and potentially high vibration, the profile of slot is generally similar to a fir tree, which can divide the load to the bearing flanks of the profiled groove,5–8 as shown in Figure 1. Therefore, the machining precision of slot is very harsh, the processing quality is directly affect the safety and reliability of aero-engine.

Turbine disk of aero-engine.
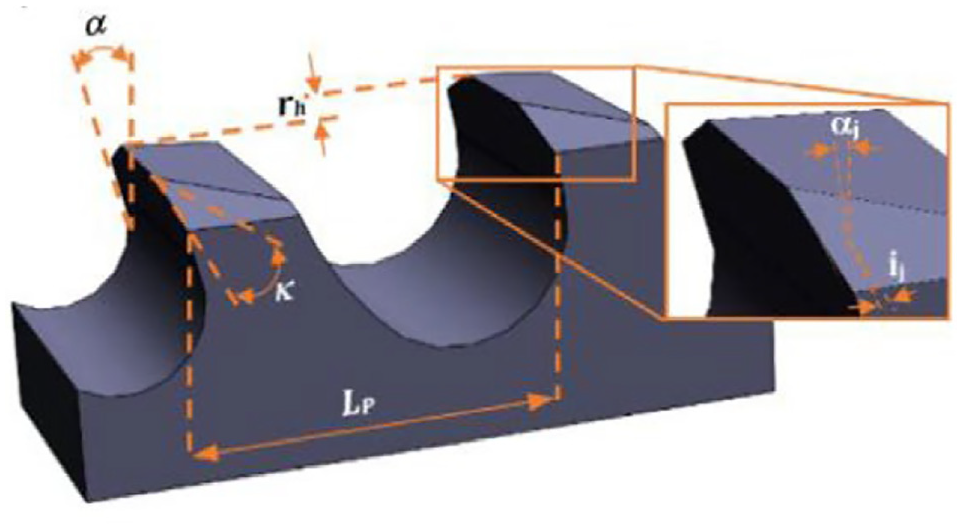
The turbine disk has a high speed during the working, which can reach more than 15,000 r/min. 9 Therefore, the fir-tree slot is subjected to a great centrifugal force in high temperature working environment, and it is easy to produce fatigue damage at the root of fir-tree slot.5–7,10,11 Meanwhile, the dimensions of aero-engine turbine disk slots is small, the width d may be less than 4 mm and the radius of arc r may be about 0.3 mm, 12 as shown in Figure 2. In order to ensure the reliability, the fir-tree slots have high requirements on the profile precision, surface quality and its consistency.3,6,13 At the same time, the high strength and heat resistance nickel-base alloy, powder metallurgy superalloy are commonly used to manufacture turbine disk, such as Inconel 718, GH4133, Udimet 720, FGH96, FGH97, and RR1000, etc. These materials have excellent mechanical properties, which result in extremely poor machinability. Therefore, it is very difficult to guarantee the machining quality and stability of fir-tree slots.14,15

The structural dimensions of fir-tree slot.
Usually, dozens of fir-tree slots are evenly distributed on the outer edge of turbine disk, which are generally straight grooves. Meanwhile, the symmetry plane of slot has a certain angle with the axis of turbine disk. 16 According to the structural characteristics of turbine disk fir-tree slot, broaching is the commonly used for machining the turbine disk fir-tree slot, which can offer very high productivity and surface quality when the conditions are selected properly. The researchers have carried out extensive and in-depth research on turbine disk fir-tree slot broaching technology and many achievements have been obtained.
With the increasing requirements of material properties, machining quality and process flexibility of turbine disk, wire electro discharge machining (wire-EDM), electrochemical machining (ECM), and profiled grinding have been gradually studied and applied, which provide other methods for machining of turbine disk fir-tree slot. However, machining methods have different own characteristics, which need to be selected according to the different characteristics of slots. By summarizing and classifying the characteristics of machining methods of slots, a reference for selecting the appropriate machining method is provided. Meanwhile, combined with the research and application status of machining technology, it is presented that multi-process compound machining is an effective method to realize good flexibility, high-quality and low-cost precision machining of turbine disk fir-tree slots.
Broaching
At present, broaching is the most commonly used for turbine disk slots, as shown in Figure 3.17,18 Broaching equipment of HOFFMANN, FORST, NACHI, and HANITA are widely used in the field of turbine disk slot machining, which are the premise and foundation. After in-depth research and rapid development, broaching equipment has been improved from conventional hydraulic internal broaching to CNC high-speed side broaching,14,19 as shown in Figure 4. The broaching speed can reach 25–30 m/min, 20 which further improves the efficiency of broaching and the stability of processing quality.

Broaching tool and broaching of turbine disk fir-tree slots. 17
Broaching machine tool of turbine disk. 14
In addition to broaching machine, broaching tool and process are the key factors, which have been deeply and comprehensively studied. Niu et al. 13 and Xu et al. 21 developed a broaching tool structure with replaceable broach teeth, which improved the utilization rate and reduces the cost of broaching tool. Li 22 optimized the material and geometric structure of broaching tool to avoid or reduce the phenomenon of cracks in the processing. Jiang et al.23,24 optimized the broaching process, broaching tool material and structure, which improved the broaching efficiency and reduced the overall deformation of turbine disk after broaching. Mandrile et al. 25 developed a broaching force prediction model and the model prediction error was less than 10%, which provided a theoretical reference for the design of the broaching tool and optimizing parameters. Ozturk and Budak 26 and Özlü et al. 27 carried out modeling and simulation optimization for the angle parameters of the HSS broaching tool, which reduced the broaching force by about 26%–38%, shortened the length of broaching tool, and provided an effective method for optimizing the parameters of HSS broaching tool, as shown in Figure 5. Stoney et al. 28 proposed to monitor the broaching process of the turbine disk slot by detecting the stress wave and strain of broaching tool, which can improve the reliability of broaching process.
Typical broach teeth. 27
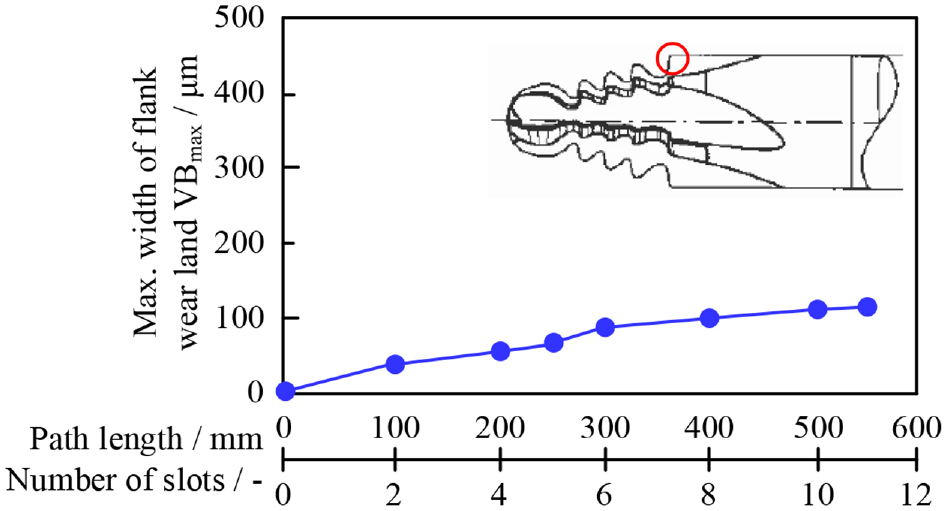
With the development and application of high-speed broaching machine tool, the material of slot broaching tool is gradually developing from HSS to cemented carbide, which can allow for a distinct reduction in manufacturing costs and an increased productivity. 29 Vogtel et al. put forward a broach structure of carbide inserts, optimized the shape of broach tooth for superalloy materials, and further improved the machining efficiency and ability for turbine disk slots. The experimental results showed that the processing efficiency of cemented carbide broaching tool was 4–10 times that of HSS broaching tool, the broaching force was reduced by nearly 35%, the thickness of the deformed layer of machined surface was reduced by about 50%,30,31 as shown in Figure 6. Meanwhile, the wear law of surface coated and uncoated carbide broach inserts were preliminarily studied, which provided important experimental data reference for the popularization and application of high-speed broaching technology for turbine disk slots.

Experimental results of broaching with HSS and cemented carbide tools. 30
Broaching is the standard process for machining complex-shaped turbine disk slots, which has high machining efficiency and surface quality stability with roughing and finishing possible within one stroke. However, with the development of the material properties, requirements for machining accuracy and surface quality of turbine disk slots, the shortcomings of broaching have become increasingly prominent.32–34
The validation and changeover times of broaching process is relatively long and the process flexibility is poor.33,35 In the early stage of slot broaching, it is necessary to prepare more than a dozen or even dozens of broaching tools according to the size of slots to complete rough, semi-fine, and fine broaching respectively, and the broaching edge geometry and parameters need to be optimized according to the broaching experiment results. So, the design and verification time of broaching tool may be very long. On the other hand, the cutting performance of turbine disk material is extremely poor. With medium and low broaching speeds, the broaching force is very high and the broaching tool wears quickly. In order to meet the requirements of machining quality, it is necessary to replace the broaching tool frequently, which further affects the flexibility of broaching.
The processing cost of slot broaching is very high. 33 Slot broaching machine tool needs high rigidity, precision and power, so it is very expensive and the daily maintenance cost is also high. In the process of slot broaching, broaching tool wear very fast, which leads to further increase in processing cost. Therefore, broaching is suitable for mass machining of turbine disk slots.
Because of high broaching force, the deformation of turbine disk is large after broaching. The materials of turbine disk need forging treatment generally and the internal stress is high. Meanwhile, the rough, semi-fine and fine broaching of slots are within one stroke, and the broaching force is extremely large, which can be more than 10,000 N. 17 Even in the case of excellent installation rigidity of turbine disk, the overall deformation of turbine disk is large after broaching, which affects the profile accuracy and position accuracy of slots.
Broaching tool can only feed along a straight line, machine the straight slots and cannot machine the turbine disk arc slots, which limits the application of circular slots in aero-engine turbine disk. The bearing capacity and reliability of arc slot are better than those of straight slot.
Milling
Profiled milling is also one of the important processing methods of turbine disk slots, especially in the field of machining steam turbine disk fir-tree slots,36–38 as shown in Figure 7.

Milling of steam turbine disk fir-tree slots: (a) arc fir-tree slots on steam turbine disk 36 and (b) profiled milling for steam turbine disk slots.
Compared with aero-engine turbine disk, the structural size of steam turbine fir-tree slots is larger, the machinability of material is better, the rigidity and effective life of tool is better, profiled milling is more suitable for the machining of the steam turbine disk slots. But, the width of aero-engine turbine disk slots is basically in the range of 4–20 mm. 12 The machinability of material is extremely poor. So, utilizing the profiled milling, the rigidity of tool is poor and the wear is fast. The profile accuracy, surface quality of slot are difficult to meet the design requirement. Klocke et al. used ceramic milling tool (end milling the bottom of slot) and cemented carbide milling tool (side milling the teeth of slot) to carry out experimental research on high efficient milling of slot in the Allvac 718 plus turbine disk. The experimental results showed that six slots can be machined by a conformal milling tools, and a deformation layer of about 9 μm happened on the machined surface, 39 as shown in Figure 8. Meanwhile, Klocke et al. 18 used ceramic milling tools for the rough machining of turbine disk slots. By optimizing tool materials and milling parameters, each tool can finish 20–30 slots for rough machining. If utilizing rough milling with ceramic cutters, finish milling with carbide cutters and additional broaching to improve the geometric accuracy of slots, the processing economic will be increased significantly.
Profiled finish milling of slots with carbide cutters. 39
Milling is widely used in the field of machining the steam turbine disk slots, especially for machining the arc slots. Its processing efficiency is high, the process is flexible, and the cost is relatively low. However, profiled milling is less used in the machining of aero-engine turbine disk slots, mainly because the cutting performance of engine turbine disk material is poor, and the tool wear is fast. It is difficult to guarantee the profile accuracy and surface quality of slots. Milling with ceramic tools can improve the cutting efficiency. However, it very difficult to make ceramic cutter have a fir-tree profile shape, and realize the profiled milling of turbine disk slots. Moreover, the machined surface with ceramic tools has an obvious plastic deformation layer, which can only be used for rough machining of slots. If combining with the finish machining process, such as broaching, it can obtain a very significant overall process effect.
Wire-EDM
Wire-EDM is an electrical machining method developed in the 1960 s, which is widely used in the field of die manufacturing industry. 15 In the field of aviation and aerospace manufacturing, wire-EDM is rarely used in the finish machining of main parts due to the major process shortcomings, such as recast layer on the machined surface, large surface roughness, microcracks, high tensile residual stress, and low machining efficiency.40,41 In particular, there is an obvious recast layer on the machined surface, which leads to the fatigue performance of the specimens to be reduced by nearly 30%. 42 However, with the rapid development of wire-EDM wire, electronic control system, and wire-EDM processing technology in the past 15 years, wire-EDM has gradually received further research and preliminary application in the finish machining of aviation parts. 40 In addition, the advantages of wire-EDM for high-temperature and difficult-to-cut materials have been fully demonstrated in the machining of turbine disk slots,32,43 as shown in Figure 9.

Wire-EDM of turbine disk fir-tree slots: (a) sample blade root slots in turbine disks and (b) wire-EDM of fir-tree root slots. 43
Sharma et al. studied the feasibility of machining Inconel 706 slots by wire-EDM. The results showed that the feed speed can reach 6 m/min utilizing standard brass wire to machine 10 mm thickness specimens, but the thickness of machined surface recast layer was between 10 and 50 μm. 44 Pu optimized the fixture, machining process and parameters of wire-EDM for a superalloy turbine disk slots. Utilizing one-time rough machining and three-time finish machining, the profile error of slots after wire-EDM was 0.007–0.017 mm, and the surface recast layer was less than 5 μm, which basically meets the requirements of turbine disk slots. 45 Burek et al. further optimized wire-EDM parameters. After one-time rough and finish machining, the profile error of the Inconel 718 turbine disk slots reached ±5 ∼±25 μm, the surface roughness Ra was about 0.8–1.25 μm, and the thickness of the surface recast layer did not exceed 5 μm. 46 Klocke et al. used a nickel-plated copper wire and monitoring technology for wire-EDM electrical parameters to improve the machining quality. The experimental results were obtained that the profile error of the Inconel 718 turbine disk slots can reach ±5 μm, the surface roughness Ra was less than 0.8 μm, and the thickness of surface recast layer was about 2 μm after one-time rough machining and two-time finish machining, 33 as shown in Figure 10. Meanwhile, compared with conventional copper wire, the high-speed wire-EDM utilizing nickel-plated electrode wire can improve the machining efficiency of slots about 33%. 47

Wire-EDM for fir-tree slots. 33
Soo et al. developed a comparative study on the fatigue performance of Ti6246 alloy specimens with recast layer thickness of about 2 μm after precision wire-EDM and specimens without recast layer after milling. The results showed that the fatigue life of the former is slightly less than that of the latter by about 5%–8%.43,48 Welling compared the bending fatigue performance of Inconel 718 specimens after wire-EDM and broaching, and obtained that the fatigue life of specimens after wire-EDM was about 2% lower than that after broaching, as shown in Figure 11. 49 The above research results show that when the thickness of surface recast layer is less than 2 μm, it has little effect on the fatigue performance of the specimen, and the machining precision of wire-EDM can be used for the actual turbine disk.

Influence of broaching and wire-EDM on the fatigue performance of specimens 49 : (a) specimens machined by different processes, (b) surface roughness of specimens, and (c) fatigue performance of specimens.
In order to further improve the application of wire-EDM in the field of turbine disk slots machining, Bergs et al. found that the turbine disk needs to be rotated at an angle in the radial direction when the slot was machined by wire-EDM, which increased the flushing distance of the coolant to machining area, seriously affected the discharge effect and the stability of wire-EDM, and led to a significant decrease in the machining efficiency and surface quality of wire-EDM. Even after two-time finish machining, the thickness of the recast layer on the machined surface was still more than 3.5 μm, which had a great influence on the low-cycle fatigue performance of slots. 50 Meanwhile, Wang et al. proposed a slot profile error automatic monitoring technology for wire-EDM turbine disk, and the profile error of slot reduced by 25%. 34 At the same time, based on the deep learning technology, an efficient three-coordinate automatic measurement technology for the profile accuracy of turbine disk slots was proposed, which promoted the application of wire-EDM technology in the actual turbine disk. 51
At present, the research achievements of wire-EDM in the machining of turbine disk slots show that the profile error and surface roughness of slots can meet the design requirements, the profile error can reach ±5 μm, the surface roughness Ra is less than 0.8 μm, and the thickness of surface recast layer is about 2 μm after the wire-EDM finish machining. 33 However, the recast layer cannot be removed completely, especially at the area of inner radius, the thickness of recast layer and surface roughness are generally larger than those at the area of straight section, which has a slight negative influence on the fatigue performance of slots.
Profiled grinding
Because the machining performance of turbine disk material is poor, high speed grinding using superabrasive grinding wheel has been gradually attracted the attention of researchers. Packman and Vaillette proposed side grinding of slots in different areas using superabrasive grinding wheel, so as to improve the efficiency of rough machining and reduce the machining cost. 52 In order to make grinding apply to the finish machining of slots, Lanes proposed a cup-shaped grinding wheel and technological method, which can be used for finish machining the slot of turbine disk, 53 as shown in Figure 12. But the corresponding grinding application verification was not carried out.

Grinding of turbine disk fir-tree slots using a cup shaped grinding wheel. 53
With the development of manufacturing technology of high-speed spindle and superabrasive electroplated grinding wheel, high-speed profiled grinding is gradually applied to the machining field of turbine disk slots.54–56 Mantel developed a grinding method of slot by using superabrasive grinding wheel for the side rough grinding and profiled grinding wheel for the finish machining. 57 Meanwhile, the application verification of grinding Udimet 720 turbine disk slots by electroplated CBN and diamond grinding wheel was carried out. The grain size of grinding wheel was optimized, and the wear of grinding wheel was observed, as shown in Figure 13. 58 The research results showed that the precision profiled grinding of fir-tree slot can be completed by using profiled electroplated grinding wheel, and the machined surface roughness Ra was between 1.2 and 1.8 μm. When the removal amount of material reaches 3500 mm3, the grinding wheel had no obvious wear. 59

Grinding of turbine disk fir-tree slots using a profiled grinding wheel. 58
On the basis of previous research achievements, combined with wire-EDM for rough machining and profiled grinding for finish machining, Yu put forward a compound machining method of slots, 60 as shown in Figure 14.

Process technology of wire-EDM and profiled grinding for turbine disk fir-tree slot. 60
Li et al. further optimized the profiled grinding parameters and process by using electroplated CBN grinding wheels. Utilizing the electroplated CBN grinding wheels and single-sided local profiled grinding process, the application verification of grinding FGH96 slots was carried out, 61 as shown in Figure 15. The experimental results showed that after grinding slots with 600 # electroplated CBN grinding wheel, the profile error of slots was within ±0.012 mm, the surface roughness Ra was about 0.6 μm, and the service life of grinding wheel can basically meet the production needs.

Profiled grinding of fir-tree slots using an electroplated grinding wheel: (a) local profiled grinding method of one-side profile of slot 61 and (b) single-sided local profiled grinding on slots in FGH96 aero-engine turbine disk.
The profiled grinding of turbine disk slots by using electroplated grinding wheel was proposed, and the experimental results showed that the precision grinding of slots can be realized by using low-cost electroplated superabrasive grinding wheel and low-cost four-axis machine tool, which provided a low-cost flexible process method for machining fir-tree slots. On the other hand, both the machined surface after grinding and conventional broaching need surface strengthening treatment. The influence law and coupling mechanism of two different processes and surface strengthening process on the finishing surface integrity and high temperature fatigue performance of the slots need further study. According to the experimental results, the related technological process and parameters should be optimized, so that the profiled grinding technology of the slots can be widely used in real turbine disk.
Conclusions and future development
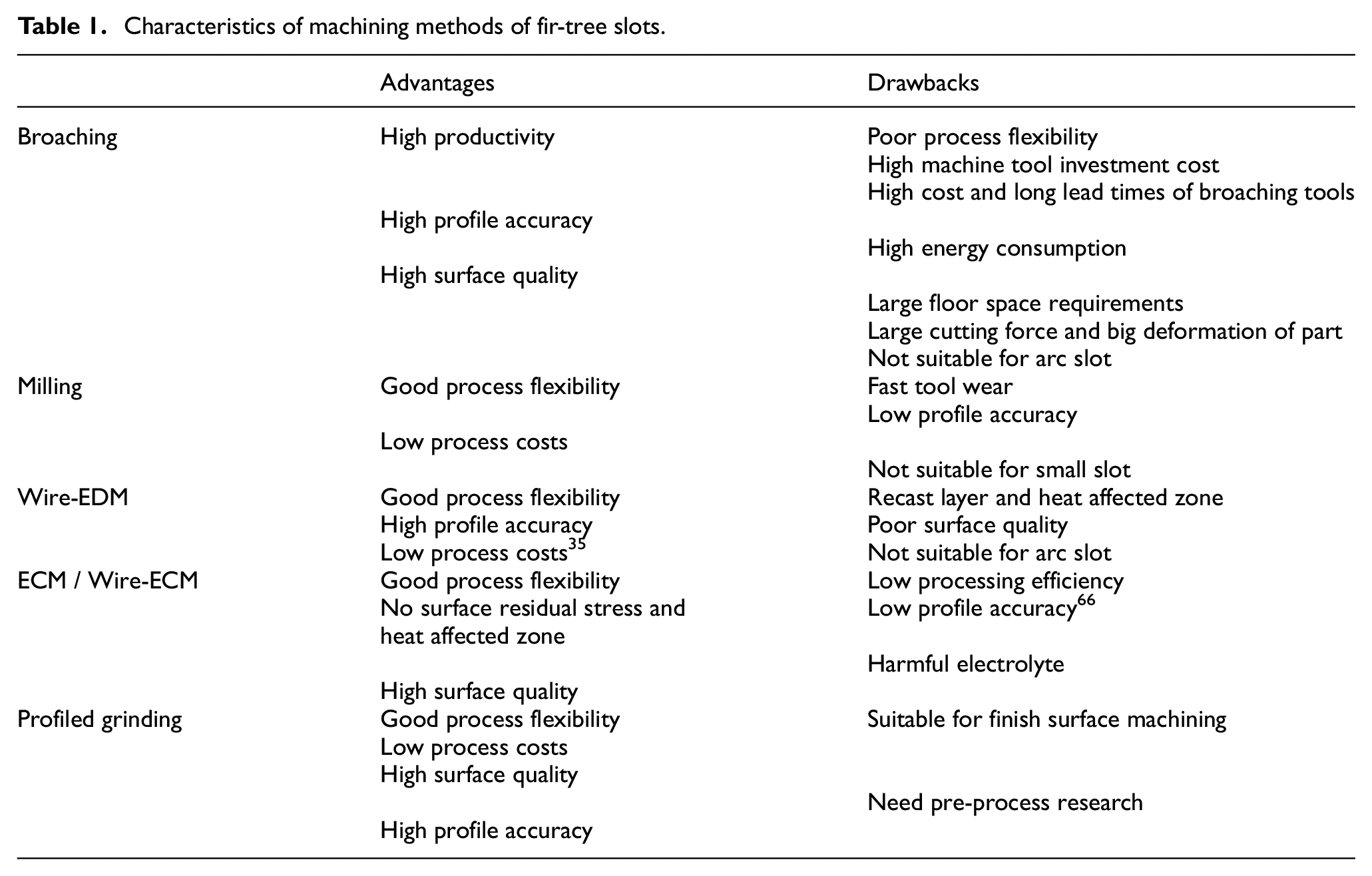
According to the previous research results and technology application, characteristics of machining methods of fir-tree slots are shown in Table 1. Broaching is still the main machining method of turbine disk slot. Meanwhile, the new machining theories and technologies, such as advanced wire-EDM and profiled superabrasive wheel grinding, have developed rapidly, which provide a beneficial supplement for the precision, low-cost and flexible machining of turbine disk slot. At the same time, wire-ECM technology, ECM utilizing a tool cathode with many flushing holes have also been paid attention to by researchers, and preliminary experimental research has been carried out. Especially, the feed speed of ECM on machining the turbine disk slot can reach 3.5 mm/min, and the material removal rate can reach 882.6 mm3/min. 62 These machining methods have a rapid development and provide new processes for efficient and low-cost machining of turbine disk slots.15,62–65
Characteristics of machining methods of fir-tree slots.
However, with the improvement of aero-engine performance, the material performance of turbine disk and the design requirements of slot are also improved. The machining methods with high efficiency, high quality, high flexibility, and low cost need to be further studied.
Multi-process compound machining technology is an important study field to further improve the machining efficiency and accuracy stability of turbine disk slot, and reduce the machining cost by utilizing the compound machining technology of side grinding, side milling, fast feed wire-EDM, ECM with high speed broaching, profiled grinding. Side grinding, side milling, fast feed wire-EDM, ECM have high machining efficiency, the tool life is long, the cost of required equipment is relatively low, which can well meet the requirements of high-efficiency and low-cost machining of difficult-to-cut materials of turbine disk, quickly remove materials, reduce the amount of material removal in the finishing process. Meanwhile, rough machining of slot can release the residual stress in turbine disk material and reduce the overall deformation of turbine disk. For the difficult-to-cut materials of turbine disk, the micro-removal ability of high-speed broaching and profiled grinding, the small cutting force or grinding force, and good accuracy consistency of tools or grinding wheels can make the precision of slot meet the design requirements. In addition, multi-process compound machining can give full play to the advantages of rough and finish machining processes.
Study on the law and mechanism of the coupling effect of finishing process on the surface integrity and fatigue behavior of slot. Grinding and broaching have different cutting mechanisms, and the surface integrity and the influence on the fatigue performance of slot are also quite different. In order to ensure the reliability of turbine disk, it is necessary to deeply study the surface integrity and its influence mechanism and main factors on fatigue performance of slot after the coupling of slot finishing technology, and scientifically evaluate and control the machined surface integrity.
Research and application verification of machining technology of engine turbine disk arc slot. Arc slot has the characteristics of strong bearing capacity and high connection stability, so it has been gradually applied to the new aero-engine turbine disk. The machining technology of arc slot is very few. In order to meet the rapid development of new aero-engine, it is necessary to carry out comprehensive and in-depth research and application verification on the machining technology of arc slot.
Footnotes
Handling Editor: Chenhui Liang
Author contributions
Yu Jianhua was responsible for analyzing the references and draft writing of the manuscript. Li Xun was responsible for analyzing the references and summarizing. Zhao Wenshuo was responsible for classifying the references. Qin Bin was responsible for classifying the references. Zhang Yu was responsible for overall framework and summarizing the references.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was co-supported by the National Science and Technology Major Project of China [Grant No. 2018ZX04005001] and Natural Science Foundation of China [Grant No. 51875028].