
Abstract
This article investigates the effect of pulse on time, peak current and pulse off time on wire electro discharge machining characteristics of Ti50Ni42.4Cu7.6 shape memory alloy. A Ti50Ni42.4Cu7.6 alloy was prepared by conventional tungsten arc melting. The machining experiments were performed as per Box–Behnken design on computer control wire electro discharge machining machine using molybdenum wire electrode. The relationships between the process parameters (pulse on time, peak current and pulse off time) and wire electro discharge machining responses (surface roughness and material removal rate) have been established using response surface methodology–based quadratic models. The analysis of variance has been employed to test the significance of the developed second-order mathematical models. The parametric analysis–based results reveal that low peak current with prolonged pulse on duration leads to reduced surface roughness. However, combination of low peak current with low pulse on time is beneficial for achieving better material removal rate for machining of shape memory alloy.
Keywords
Introduction
In the past few decades, shape memory alloys (SMAs) are known to exhibit recoverable strains of the order of 10%. Near-equiatomic TiNi stands as well-known SMA because of its good shape memory effect.1–3 The shape memory effect results from thermoelastic martensitic transformation. Hence, SMAs find many engineering applications such as coupling, sealing, actuators and so on. SMAs provide simple and virtually leak-proof couplings for pneumatic or hydraulic lines. 2 SMAs have been exploited in mechanical and electromechanical control systems to provide precise mechanical response to small and repeated temperature changes. These alloys are also used in wide range in the area of aerospace, automobile, medical and dental applications.2–4 The addition of copper content in the alloy increases the transformation temperature, quick actuation response, high damping capacity and good fatigue properties. 5
The conventional machining of TiNi is difficult due to its pseudoelastic and severe strain-hardening properties. 6 Hence, nonconventional machining processes such as laser beam machining (LBM), electric discharge machining (EDM) and abrasive water jet machining (AWJM) are widely used. The wire electro discharge machining (WEDM) is a versatile method to machine hardened alloys and SMAs. In WEDM, material removal is affected by spark erosion, since the wire electrode is fed through the workpiece. 7 The use of copper electrode increases the surface hardness due to the formation of titanium carbide on the surface. The use of graphite electrode gives higher material removal rate (MRR) and lower electrode wear due to higher melting temperature. The aluminum electrode gives the best surface finish, while the graphite electrode has higher surface roughness. 8 Thermal nature of this process always produces recast and underlying heat-affected zone on the surface being machined and develops a residual tensile stress that often causes microcracks.9,10
The forecast of surface roughness is vital for all the materials that experience manufacturing processes. Chen et al. 11 reported that NiAlFe alloy has larger surface roughness when compared to TiNiZr SMA during EDM. This may be due to the generation of intensively stroked discharge amount and larger deeper crater at higher discharge current and pulse duration. Gökler and Ozanözgü 12 observed the suitable combination of cutting parameters and offset parameter for WEDM to achieve the desired surface roughness. Theisen and Schuermann 13 found that surface topography of electro discharge machined NiTi depends on the working parameters. Increase in current intensity results in increased working energy. Thus, discharge craters become deeper and wider, contributing to relatively larger surface roughness. Han et al. 14 reported that the surface roughness values were almost similar at shorter and longer pulse duration of discharge current with high and low peak values, but the surface morphologies were different.
Chen et al. 15 showed that during EDM, MRR of TiNiCr and TiNiZr alloy, lower pulse duration and discharge current resulted in precise machining. The hardening effect of outer layer is originated by the formation of recast layer, and thickness of this layer varies with respect to pulse duration. The thickness of the recast layer varies with the pulse duration and exhibits minimum value at maximal MRR. Mahapatra and Patnaik 16 made an attempt to determine the machining parameters for performance measures such as MRR, surface roughness and kerf in the WEDM. The discharge current, pulse duration and dielectric flow rate play a major role in maximization of MRR and minimization of surface roughness. Haddad et al. 17 studied the machining parameters such as discharge voltage, current, pulse off and spindle rotation rate on the machining performance. The authors concluded that pulse off time and spindle rotation are reciprocally affecting the MRR. The current and voltage is significantly affecting the surface roughness (Ra) and directly proportional.
Although some research has been carried out to study the effects of parameters affecting the WEDM process, but as observed from literature survey, to the best of authors’ knowledge, there is no systematic analysis of the process parameter influencing on surface roughness, and MRR during WEDM of SMA has been reported. Hence, the present research is intended to determining the effects of three process parameters, namely, pulse on time, peak current and pulse off time on surface roughness and MRR during machining of Ti50Ni42.4Cu7.6 SMA. Hence, in the current investigations, the experiments were performed as per Box–Behnken design (BBD) to study the interaction effects of process parameters on surface characteristics of Ti50Ni42.4Cu7.6 SMA using molybdenum wire electrode. The influence of process parameters is investigated simultaneously to analyze their effects using response surface methodology (RSM)-based quadratic models.
Methodology
The RSM is a compilation of statistical and mathematical techniques, largely used for modeling, analyzing and optimizing the problem(s), in which the desired performance criterion is influenced by numerous factors. 18 The appropriate estimate for the proper functional relationship between the preferred response and independently controlled parameters has been established through the mathematical model. The polynomial of higher degree such as second-order mathematical model is employed if there is curvature in the design space. The regression methods are used to analyze the data from the design of experiments (DOEs). DOE is a systematic planning of experiments, which gives an option to study the direct effect of each process parameters as well as the interactions among the process parameters with least number of experiments for attaining the optimum conditions.
A functional relationship for the desired output (Y) with the controllable parameters
where
Experimental details
Work material
Ti50Ni42.4Cu7.6 SMA was used as work material, which was prepared by conventional tungsten arc melting technique. The titanium purity of 96 wt%, nickel of 98 wt% and copper of 95 wt% totaling about 10 g were melted and remelted at least six times in an argon atmosphere (argon purity of 99.94%). The melted buttons were homogenized at 900 °C for 5 h. The obtained TiNiCu alloys were annealed at 750 °C in argon atmosphere for 45 min, followed by furnace cooling. The homogenized buttons were again melted to form a rod of 80 mm height and 4 mm diameter. The rod of 70 mm height was carefully cut from the diamond saw cutting machine.
DOE and experimentation
For constructing the RSM-based quadratic models, planning of experiments is crucial, and hence, DOE concept is used for minimizing the experiments. Three parameters, namely, pulse on time, peak current and pulse off time, are selected as the controllable factors, which influence the proposed performance characteristics of WEDM, such as surface roughness and MRR. The tool wear is found to be negligible; hence, this factor is neglected in the present investigation. The limits of the input variables were selected based on previous studies by Haddad et al. 17 and are kept as wide as possible to obtain the variation in response parameters. Three levels for each of the input variables were selected, and thus, 15 trials based on BBD were conducted. 18 The selected process parameters and their identified levels for single-pass cutting operation and the design matrix for the present investigation as per BBD are presented in Table 1. The other parameters such as table feed rate of 30 µ/s, discharge voltage of 50 V, molybdenum wire diameter of 0.18 mm and deionized water as dielectric fluid of pressure 2.4 kg/cm2 were kept constant throughout the experiments.
Box–Behnken design matrix, experimental layout plan along with the performance characteristics.
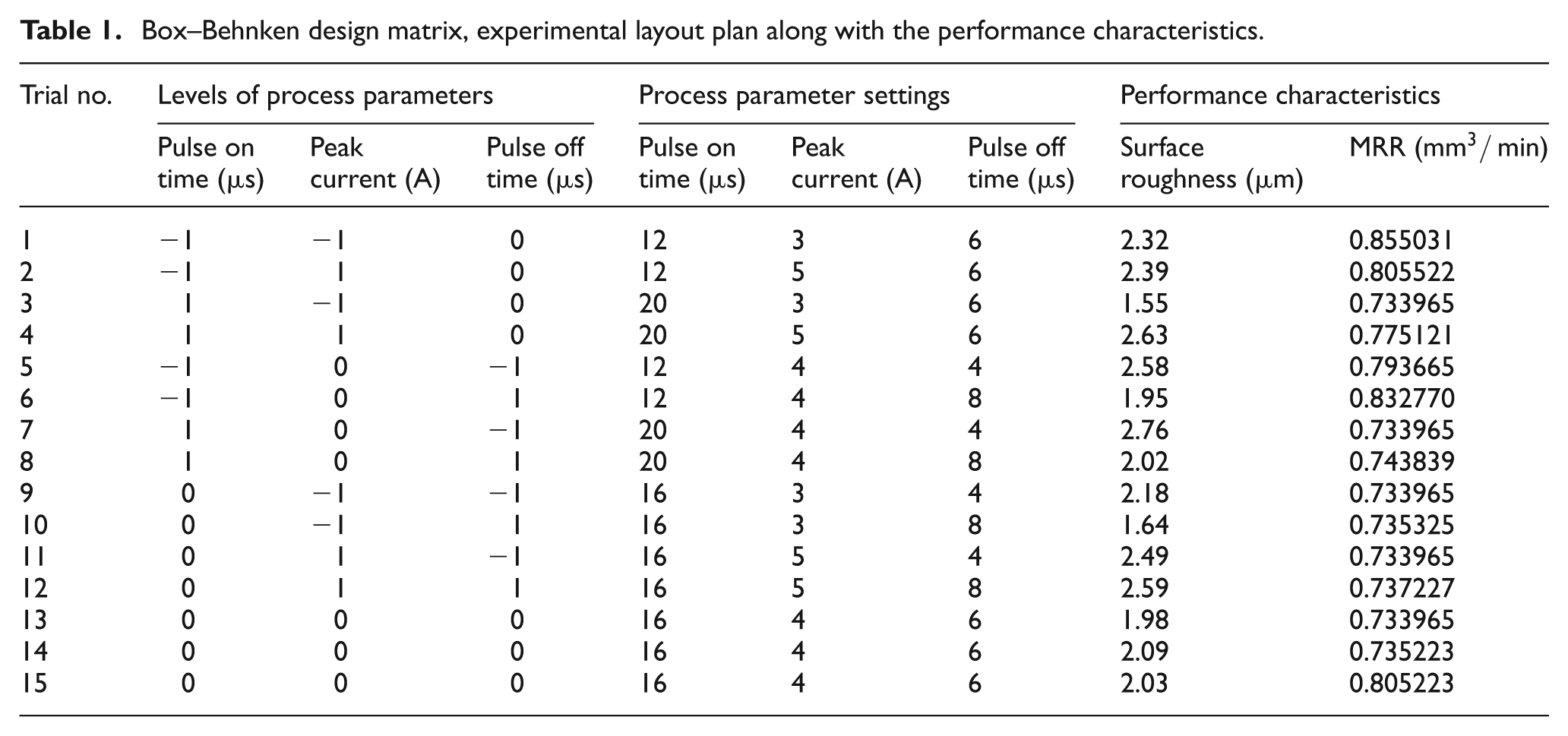
For each experimental run of BBD, the specified input parameter combination is set and the specimens of Ti50Ni42.4Cu7.6 SMA were machined using molybdenum wire electrode. In order to avoid the error creeping into the system, the trials were randomized. Two performance characteristics such as surface roughness (Ra) and material removal rate (MRR) were evaluated for each of the trials of BBD. The surface roughness was measured as per ISO/DIS 4287/1E using “Talysurf” surface texture measuring instrument. The centerline average surface roughness of the work material was measured with 0.8 mm cutoff value. The roughness value was measured at three equally spaced locations around the circumference of the workpiece, and the mean surface roughness (Ra) was taken as the process response.
The MRR is calculated as
The machining time was determined using a stopwatch. The measured values, surface roughness (Ra) and MRR of the present investigation are summarized in Table 1.
Results and discussion
Development of mathematical models
In this work, the quadratic models based on RSM for surface roughness (Ra) and MRR have been constructed with pulse on time (ton), peak current (I) and pulse off time (toff) as the input variables. The proposed quadratic model with two-factor interactions is expressed as 18
where Y is the desired performance characteristic and bo, b1, …, b23 are the regression coefficients of the proposed model to be determined. The regression coefficients of RSM-based models are computed using the equation 18
where b is the matrix of factor estimates; X is the matrix of regressors that contains linear, interaction and quadratic terms; XT is the transpose of X and Y is the matrix of desired machining criterion. The proposed quadratic models to predict the surface roughness (Ra) and MRR during machining of Ti50Ni42.4Cu7.6 SMA using molybdenum wire electrode are given by 18
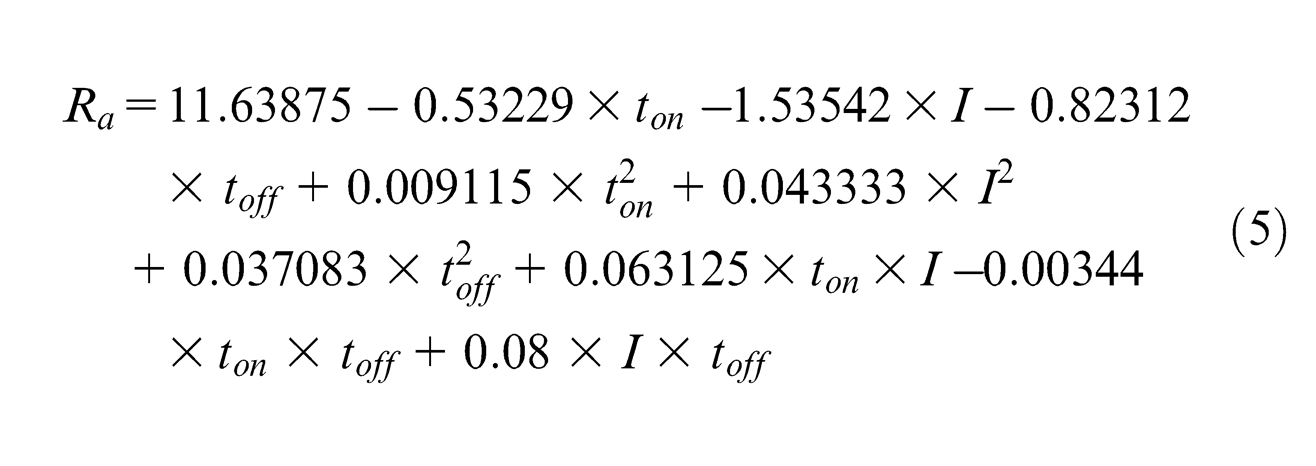
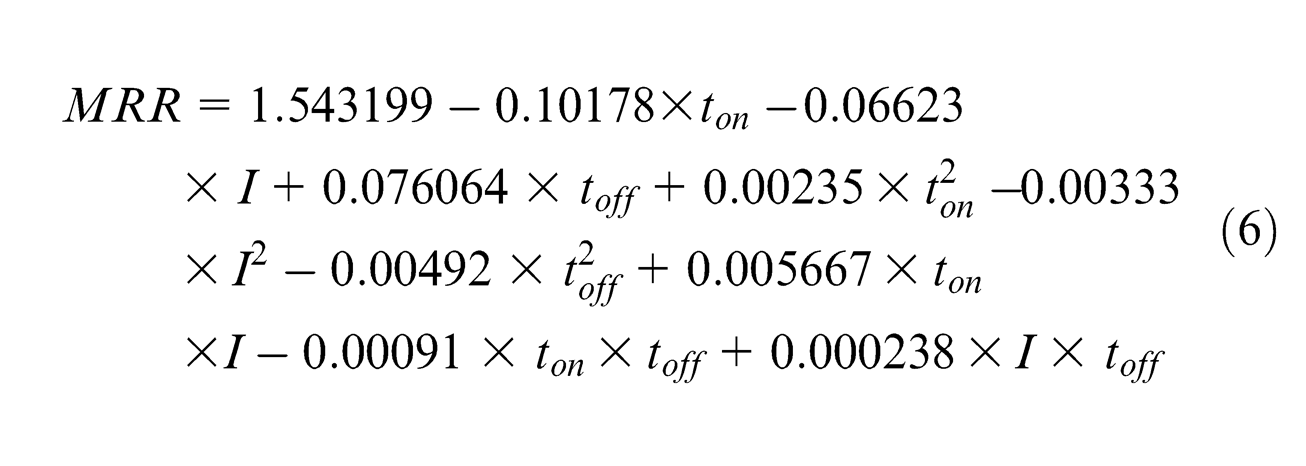
where ton and toff are expressed in µs; I in A; Ra in µm and MRR in mm3/min.
The significance of the developed mathematical models has been tested through the analysis of variance (ANOVA) and coefficient of determination (R2) 18 and is presented in Table 2, which clearly indicates the adequacy of the developed models. The residual analysis 18 has also been employed to check the accuracy of the developed models. The normal probability plots for surface roughness and MRR are shown in Figure 1, wherein the residuals closely follow the straight lines, clearly indicating that the errors are normally distributed.
Summary of ANOVA and R2 values for mathematical models of performance characteristics.
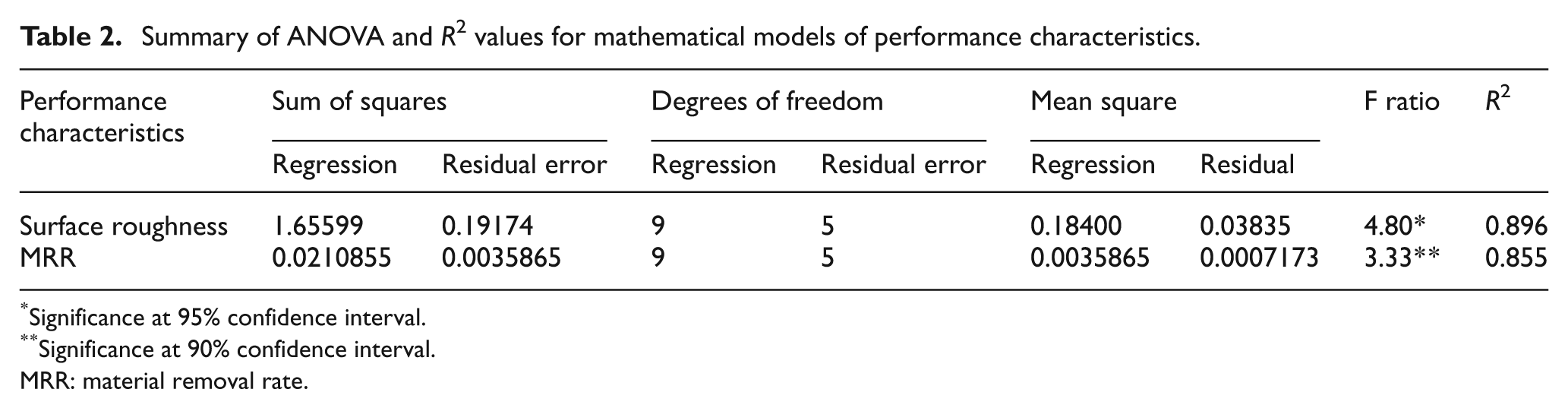
Significance at 95% confidence interval.
Significance at 90% confidence interval.
MRR: material removal rate.
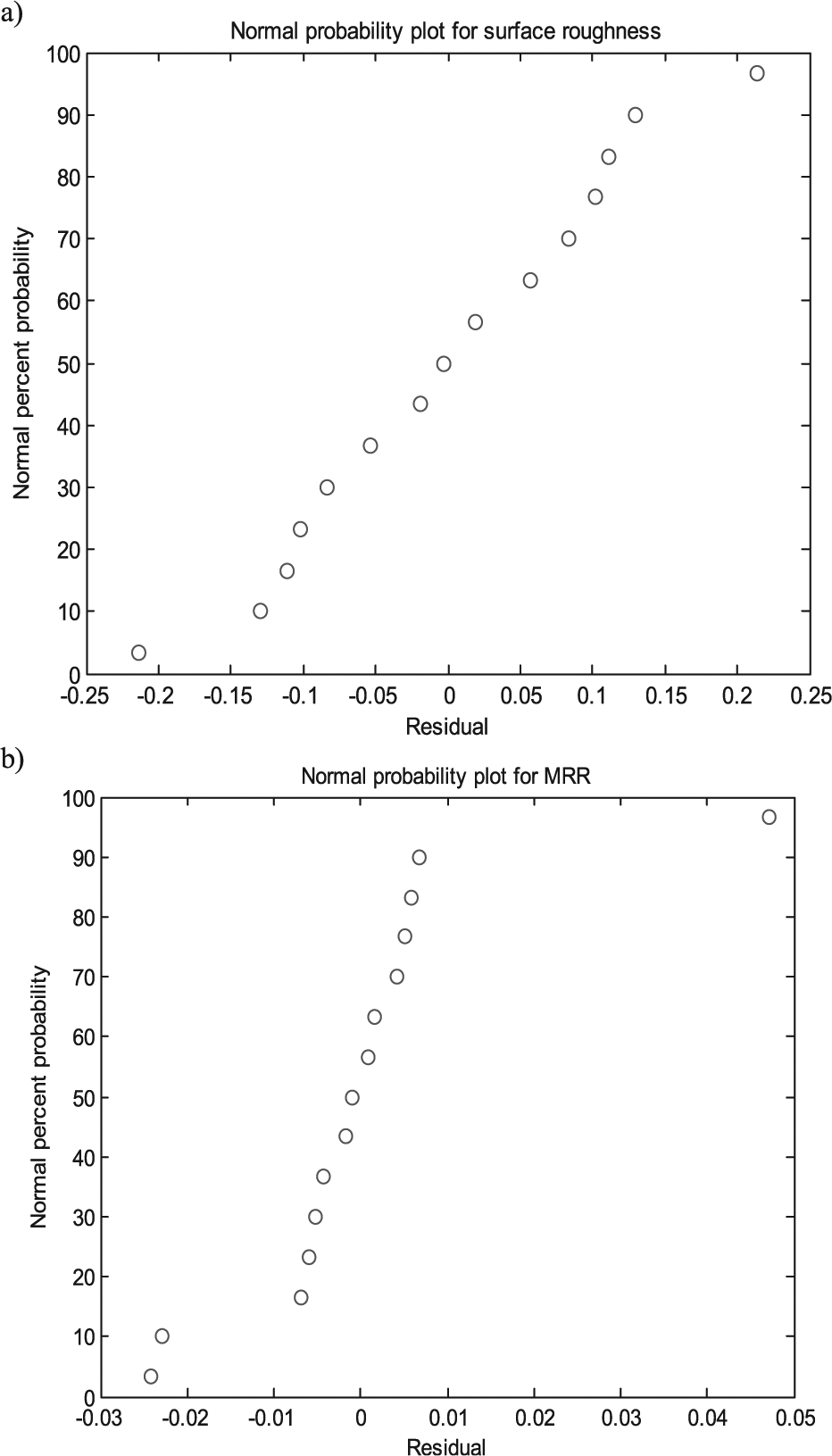
Normal probability plots of residuals for (a) surface roughness and (b) MRR.
Equations (5) and (6) are used to ensure the correctness of the developed mathematical models. The precision of the model is determined by
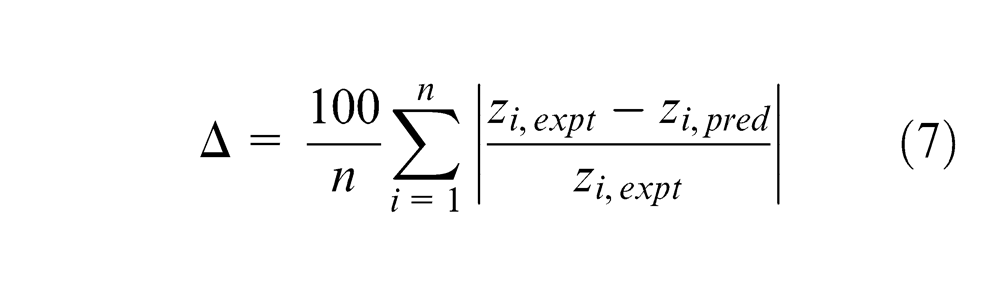
where zi,expt is the experimental value of machining criterion related to ith trial, zi,pred is the predicted value of machining criterion related to ith trial and n is the number of trials. For the experimental data, the prediction accuracy was observed as 6% and 11%, respectively, for surface roughness and MRR models. The predicted and experimental values of the proposed WEDM performance characteristics are illustrated in Figure 2. It is seen from this figure that there exists close correlation between the experimental and the predicted values, and also no abnormal variations is seen between these two values. Hence, the proposed mathematical models can be employed for the prediction of WEDM characteristics.
Comparison of experimental and predicted values of WEDM performance characteristics.
Parametric analysis of machining parameters
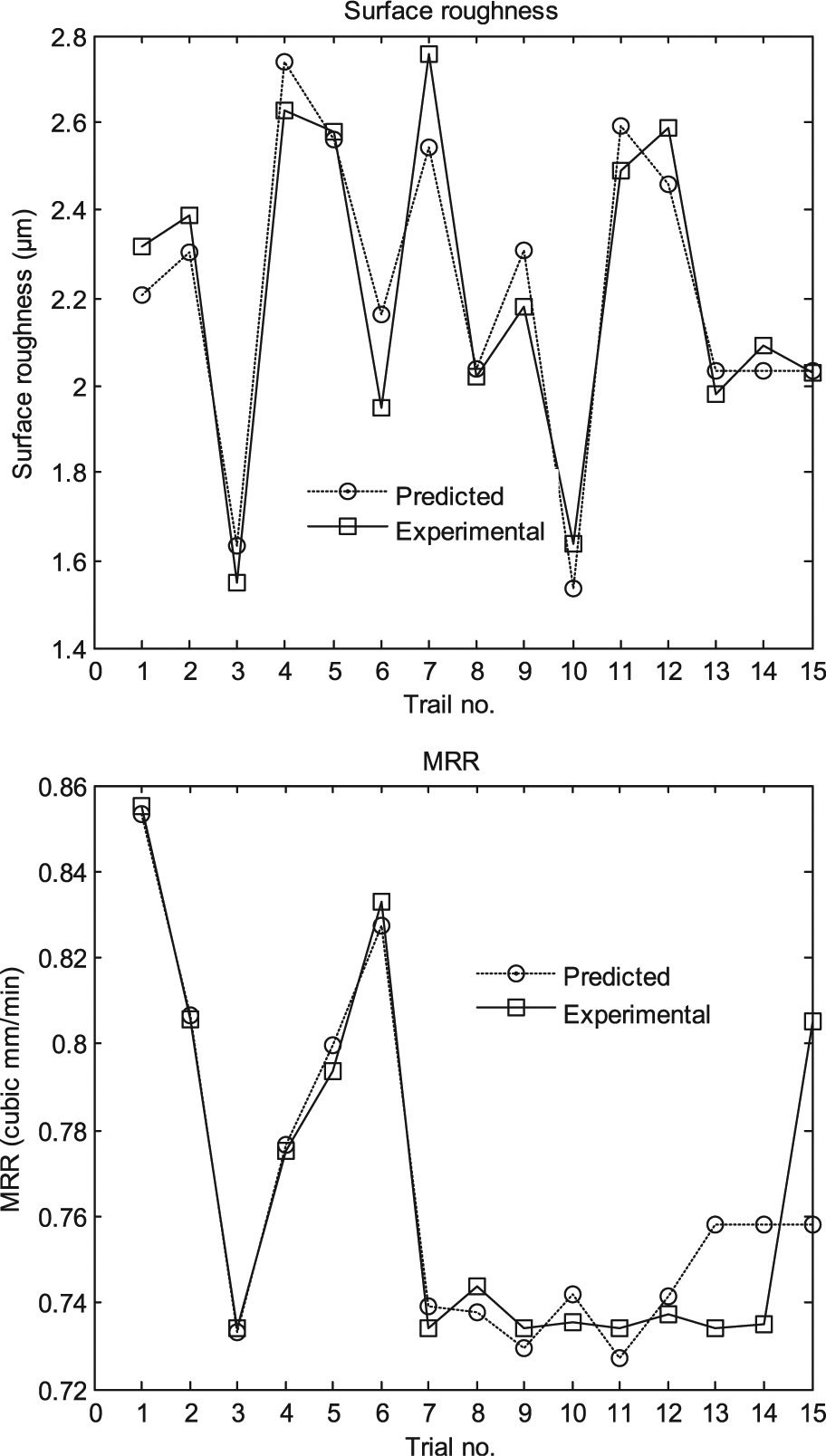
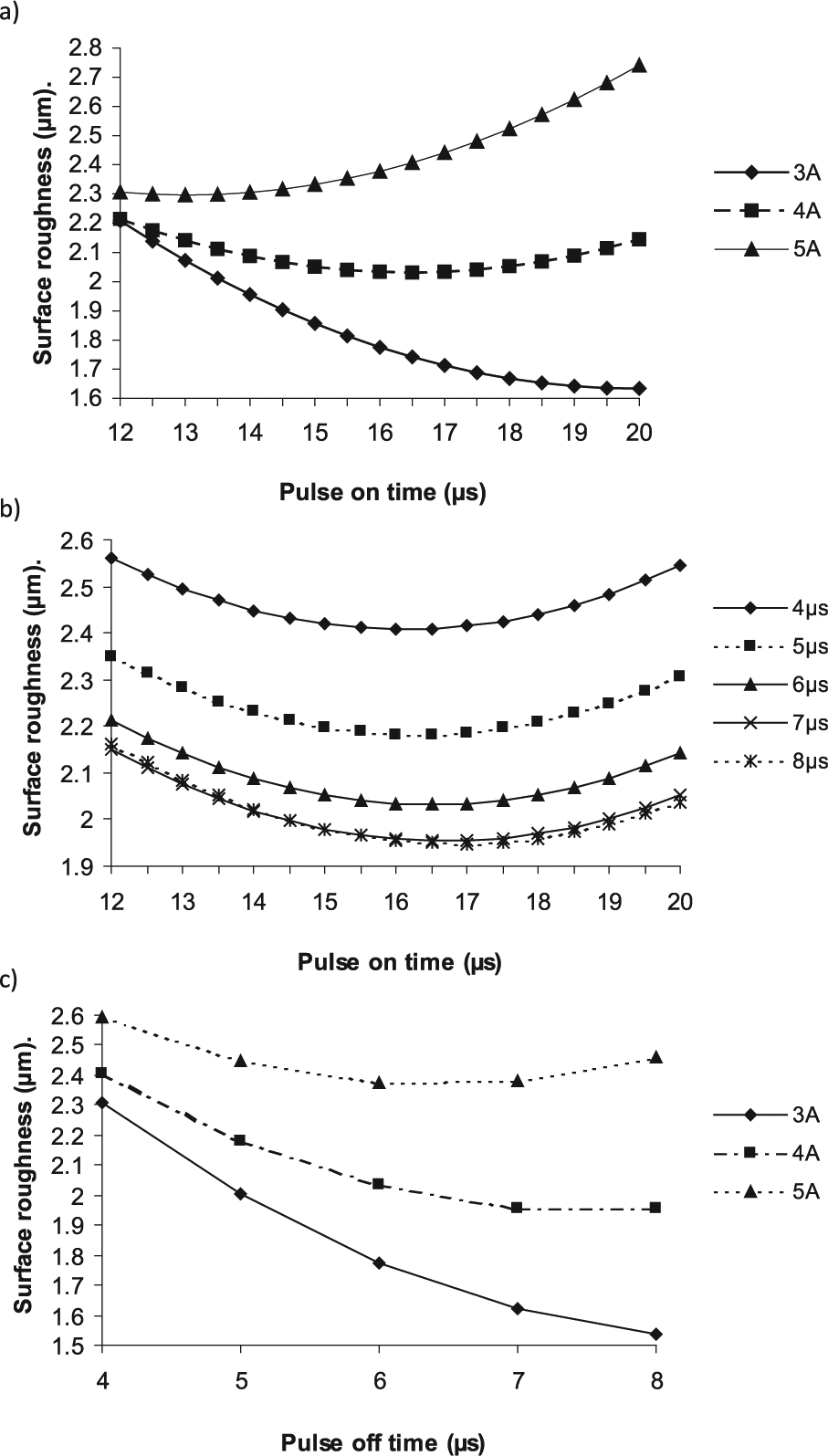
The developed RSM-based models of surface roughness (Equation 5) and MRR (Equation 6) are used for the prediction of concerned machining criterion by substituting the values of pulse on time (ton), peak current (I) and pulse off time (toff) within the ranges of the identified input variables. The two-factor interaction effects due to pulse on time (ton)–peak current (I), pulse on time (ton)–pulse off time (toff) and peak current–pulse off time (toff) on surface roughness (Ra) and MRR during WEDM of Ti50Ni42.4Cu7.6 SMA were analyzed and are presented in Figures 3 and 4. These graphs were plotted taking into account two input variables at a time, whereas the third input variable was kept at the middle level.
Interaction effects of process parameters on surface roughness in WEDM (a) Interaction of Pulse on time and Peak current, (b) Interaction of Pulse off time and Pulse on time, and (c) Interaction of Peak current and Pulse off time.
Interaction effects of process parameters on MRR in WEDM.
Surface roughness
Figure 3 shows the interaction effects of input variables on surface roughness. As seen from Figure 3(a), for a low value of peak current (3 A), the surface roughness nonlinearly reduces with increased pulse on time, whereas roughness increases for a higher peak current (5 A). However, surface roughness almost remains constant with prolonged pulse on time for a medium value peak current (4 A). It is obvious that higher pulse on time with high peak current results in high discharge energy, and thus, violent sparks and impulsive forces are produced causing larger crater formation and increased surface roughness. On the other hand, at shorter pulse duration, lower discharge energy and lower intensity of spark are generated and hence reduced surface roughness. The decrease in surface roughness is also due to shallow crater of larger diameter on the surface of alloy. 8 With increased discharge current from 3 to 5 A, the intensity of spark rate is higher causing worsening of material surface and hence higher surface roughness. Further increase in pulse duration from 12 to 20 µs allows greater spark discharge energy to melt the alloy and creates larger crater, thus higher surface roughness has been observed. It can also be explained by the fact that, at lower discharge current and pulse duration, sufficient flushing rate of fluid pressure is generated to sweep away the melted material from the machined surface. The melting of material occurs at higher pulse duration and peak current and resolidified on surface. It results in insufficient flushing pressure, thus higher surface roughness was recorded at higher pulse duration and peak current. The obtained results are also in good agreement with the study of Hsieh et al. 19
Liao et al. 20 stated that the dominant factor affecting surface roughness is pulse on time and depends on the size of spark crater. To obtain a flat crater, it is important to keep the electrical discharging energy at smaller level by setting small pulse on time since most WEDM machines were designed to discharge with the electrical discharging current proportional to the pulse on time. Hence, in this study, lower surface roughness was observed at lower pulse on time. Higher pulse on time of 20 µs with low peak current of 3 A is found to be beneficial for minimizing surface roughness. It is also evident from Figure 3(a) that surface roughness is highly sensitive to pulse on duration at higher values of peak current when compared to lower values. The higher current produces higher discharge energy sparks, which strike on the surface resulting in more amount of erosion of material and hence higher surface roughness. Furthermore, materials having low melting temperature and low thermal conductivity exhibit higher surface roughness. 11 At lower current, the discharge energy is less resulting in the resolidification of melted material due to insufficient time for flushing. The resolidified material results in unrealistic improvement in the surface finish of the machined surface, and hence the reduced surface roughness.
The variation due to pulse on time and pulse off time on surface roughness is depicted in Figure 3(b). It can be seen from this figure that surface roughness exhibits clearly a nonlinear behavior due to the combined effect of pulse on time and pulse off time. For all values of pulse off time specified, the surface roughness decreases with increased pulse on duration up to 16 µs and the surface roughness increases with increased pulse on time beyond 16 µs. The minimum surface roughness is observed for a combination of higher pulse off duration (8 µs) with medium value pulse on duration (16 µs). At higher pulse off time, melting and evaporation of material mainly depend on the discharge energy. Furthermore, eroded material is swept away from the surface by the dielectric flushing. Hence, it can be concluded that increase in pulse off duration reduces the discharge frequency per unit time and thus lower surface roughness will be obtained.
Figure 3(c) indicates the nonlinear behavior of surface roughness in relation to the involved machining parameters. For low (3 A) and medium (4 A) values of peak current, the surface roughness drastically reduces with pulse off time, whereas the surface roughness decreases with pulse off duration up to 6 µs and roughness increases further beyond 6 µs for a higher peak current of 5 A. Higher surface roughness was noticed at a combination of lower pulse off duration with high peak current. It may be due to the fact that discharge energy increases at higher peak current with lower pulse off time, resulting in larger crater formation and thus causing higher surface roughness. The cooling rate is greater at lower pulse off time, allowing spherical coarse grains growth resulting in reduction of surface energy and hence greater surface roughness. 21 The increase in pulse off time decreases the grain size, thus surface roughness decreases. However, the increase in current density leads to higher surface roughness. The increase in current density increases the working energy that leads to wide and deep crater. It may be due to the fact that during such machining conditions, the material melts and smear on the machined surface.
Figure 5 shows the scanning electron microscopy (SEM) images in the machined surface of Ti50Ni42.4Cu7.6 SMA for two different conditions. The globules of debris, overlapping craters and pockmarks formed by entrapped gases escaping from the re-deposited material and also microcracks are clearly observed. The sizes of these are smaller in Figure 5(a) as compared to Figure 5(b) essentially due to lower peak current (3 A), and hence, smoother surface is observed. At low peak current, low amount of pulse energy is supplied. The molten material is removed by sheet or ligament formation, and hence, proper removal of material leads to lower surface roughness. On the other hand, higher surface roughness is clearly evidenced in Figure 5(b) due to larger peak current (5 A).
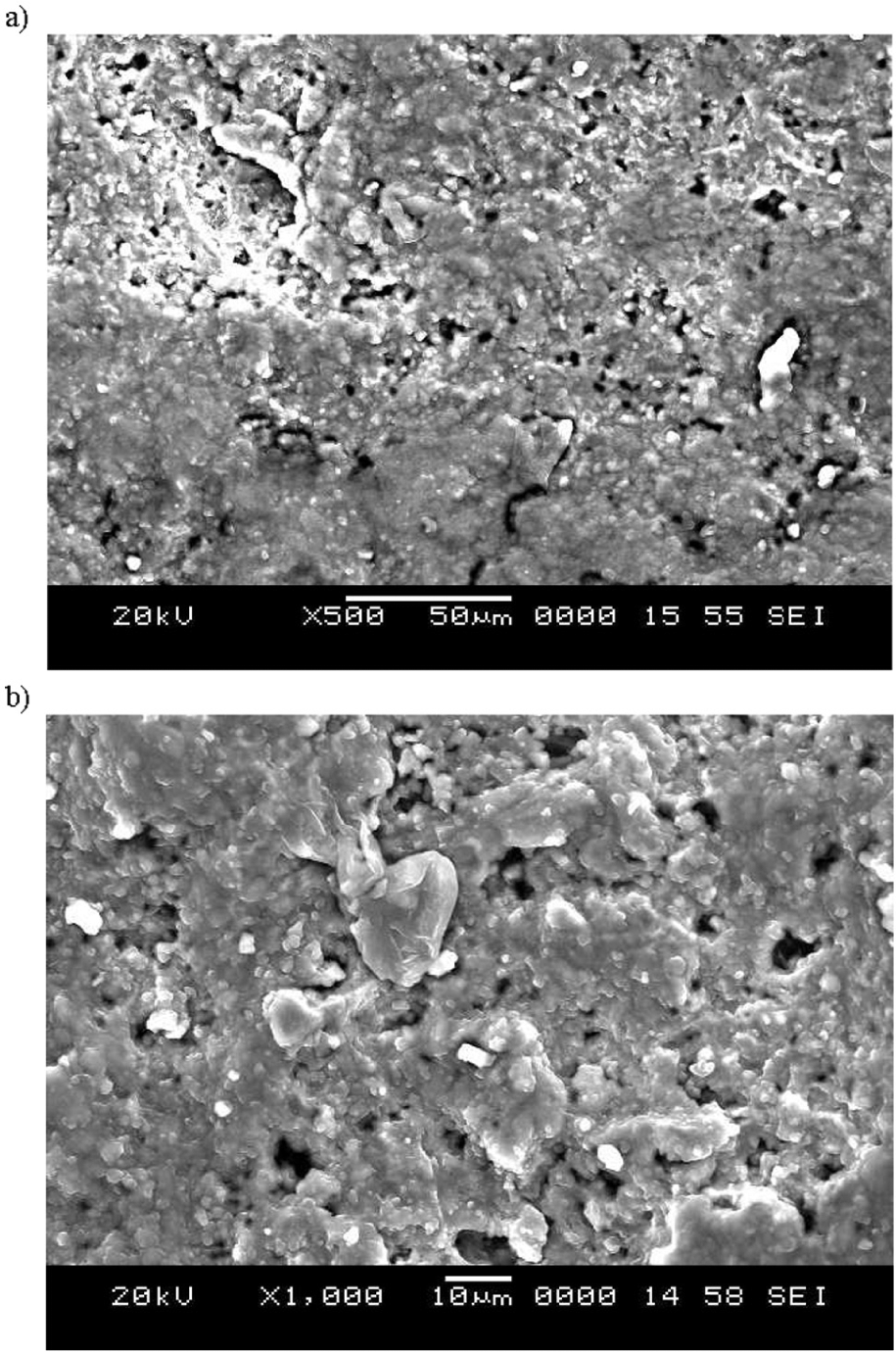
SEM images of Ti50Ni42.4Cu7.6 shape memory alloy. (a) Pulse on time: 20 µs; pulse off time: 6 µs; peak current: 3 A. (b) Pulse on time: 20 µs; pulse off time: 6 µs; peak current: 5 A.
MRR
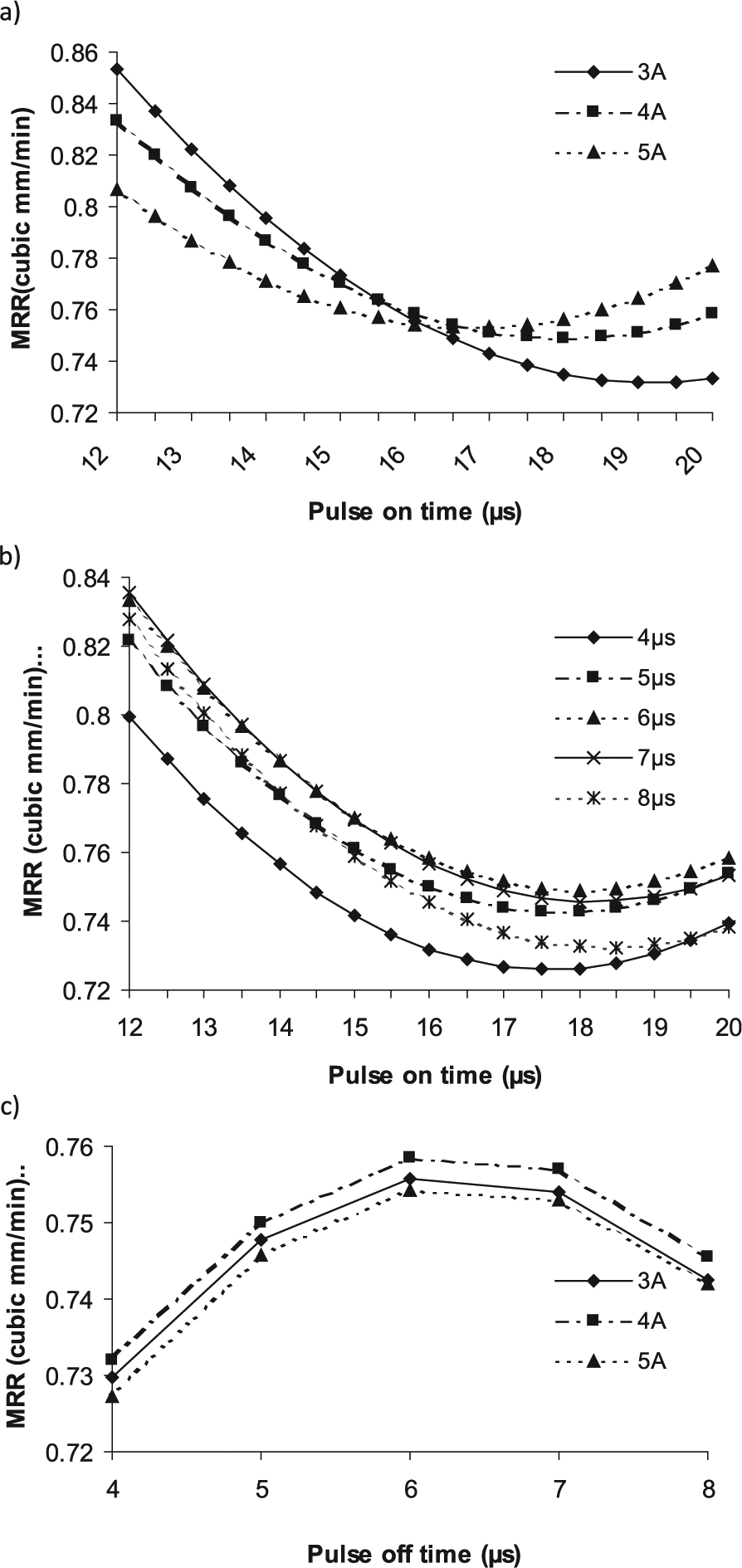
Figure 4 presents the MRR behavior in relation to process parameters. It is seen from Figure 4(a) that for a low value (3 A) of peak current, MRR drastically decreases with increase in pulse on duration in the range 12–20 µs. On the other hand, MRR also nonlinearly decreases with increased pulse on time up to 16 µs and then almost remains constant beyond 16 µs for a medium value (4 A) of peak current, whereas MRR increases with further increase in pulse on time beyond 16 µs for a high value (5 A) of peak current. It is evident from the figure that beyond 16 µs pulse on time, MRR increases with increased peak current. The probable reason might be, within a single–pulse, more electrical energy is conducted into the machining zone and more work material is removed. It is also reported that higher discharge current gives high current density. 15 This will in turn increase the material melting and improves the impulsive forces in the dielectric medium and helps to remove melted material away from the machined surface. In the present investigation, the maximum MRR is observed at a combination of low peak current with low pulse on time. It is observed from the figure that the maximum MRR is observed at a combination of low peak current with low pulse on time. The reason might be, initially, the discharge energy rapidly melts and evaporates the material. With prolonged pulse on time, the plasma channel expands and hence the machined covered area widens and subsequently, the average energy density is decreased leading to lower MRR. 11 It was reported that 11 for increasing MRR, it is necessary to consider the combination of current and pulse duration parameters instead of increasing only pulse duration.
The behavior of MRR with pulse on time for different values of pulse off time is illustrated in Figure 4(b). In general, MRR decreases sharply with increased pulse on time up to 17 µs for any value of pulse off time specified in the range 4–8 µs. However, beyond 17 µs there is no appreciable change in MRR is observed. Low pulse on duration with high pulse off time is advantageous for maximizing the MRR.
The interaction effects of pulse off time and peak current on MRR (Figure 4(c)) reveal that, initially, the MRR has exhibited increased nonlinear behavior with pulse off duration and MRR is maximum at half way of pulse off time duration (6 µs) and then suddenly starts decreasing with further increase in pulse off time duration for all values of the peak current specified in the investigation. The increased MRR with pulse off time is largely due to correct flushing of debris with adequate pulse off time duration or else the debris could make the spark contaminated and unstable, thus decreasing MRR. It is also observed from Figure 4(c) that MRR is insensitive to pulse off time for any value of peak current and the MRR is relatively less susceptible to pulse off time for different values of peak current within the ranges of process parameters studied.
Conclusion
The effects of process parameters on surface roughness and MRR of machined components by WEDM of Ti50Ni42.4Cu7.6 SMA have been investigated experimentally. The experiments were conducted as per BBD to explore the effects of machining parameters such as pulse on time, peak current and pulse off time on the proposed performance characteristics. The second-order quadratic models of surface roughness and MRR were developed using RSM. The ANOVA has been carried out to test the significance of models. Based on the experimental results and subsequent analysis, the following conclusions are drawn.
The surface roughness decreases nonlinearly with increased pulse on time for low value of peak current, whereas roughness increases for higher peak current. The surface roughness is sensitive to pulse on time at higher peak current values when compared to lower peak current values.
For achieving minimal surface roughness, higher pulse off duration of 8 µs with medium pulse on duration of 16 µs is essential. On the other hand, higher pulse on time with low peak current is required for reducing surface roughness.
Smaller sizes of craters, microcracks and globules of debris were observed in lower peak current due to low amount of pulse energy supplied. The MRR increases with the increase in peak current beyond pulse on time 16 µs. The higher MRR is obtained for a combination of low peak current with low pulse on time. For maximizing MRR, lower pulse on time with higher pulse off time and medium peak current with medium value of pulse off time duration are desirable.
Footnotes
Funding
This research received no specific grant from any funding agency in the public, commercial or not-for-profit sectors.