
Abstract
Natural fiber-reinforced polymers (NFRPs) are promising sustainable materials for structural retrofitting, yet their durability under chemical and thermal stresses remains underexplored. This study compares bamboo and coconut fiber-reinforced polymer composites exposed to 5% hydrochloric acid, 5% sodium hydroxide, 5% sodium chloride, and temperatures up to 200°C. Laminates were fabricated and tested for tensile and flexural properties, with microstructural analysis via scanning electron microscopy. Bamboo composites showed significant degradation, especially under acidic and saline conditions, with flexural strength reductions up to 67%. In contrast, coconut fiber composites demonstrated greater chemical and thermal resilience, maintaining or improving tensile strength and exhibiting better stability at elevated temperatures due to higher lignin content. These results suggest coconut fiber composites are more suitable for retrofitting applications in aggressive environments. The findings contribute to advancing sustainable construction by identifying natural fiber composites with enhanced durability for environmentally responsible structural rehabilitation.
Keywords
Introduction
Bamboo and coconut fibers have emerged as sustainable natural reinforcements for polymer composites, offering high strength-to-weight ratios, biodegradability, and renewability. Bamboo fiber, derived from lignocellulosic biomass, exhibits remarkable stiffness and tensile strength due to its high cellulose content (about 60%–65%) and well-aligned microfibrils.1,2 Coconut fiber, obtained from the husk of Cocos nucifera, is rich in lignin (15%–47%) and hemicellulose (12%–27%), which enhance its toughness, flexibility, and resistance to degradation.3 –6 These characteristics make both fibers promising for developing green structural materials, particularly for retrofitting and rehabilitation of existing infrastructure.
In the last decade, several studies have explored the mechanical and thermal behavior of bamboo fiber-reinforced polymer (BFRP) composites.7 –9 Hasan et al. 1 reported that bamboo fiber composites possess superior tensile strength and stiffness compared to many other natural fibers, mainly due to the strong fiber–matrix adhesion achieved through alkali treatment. Srisuk et al. 2 demonstrated that epoxy composites made from Bambusa flexuosa stem fibers exhibit high flexural and impact strength, confirming bamboo’s potential for lightweight and load-bearing applications. However, because bamboo fibers are hydrophilic (i.e. they readily absorb water), they often exhibit poor moisture resistance and interfacial debonding when exposed to humid or saline environments. This susceptibility to chemical attack and thermal degradation limits their long-term durability in aggressive service conditions.
Coconut fiber composites, on the other hand, are known for their superior dimensional stability and durability in wet or chemically active environments. Muensri et al. 4 showed that the presence of lignin in coconut coir fibers enhances matrix adhesion and mitigates water absorption. Similarly, studies by Nayak et al. 10 and Stapper et al. 11 confirmed that coconut-based epoxy composites retain good mechanical performance even after exposure to moisture or mild chemical attack. Despite these advantages, coconut fiber composites typically exhibit lower tensile strength and stiffness than bamboo composites, due to their lower cellulose fraction and shorter fiber length. Furthermore, their response to high temperature exposure and combined environmental stresses has been insufficiently explored in the literature.
While several researchers have examined bamboo or coconut fibers individually, few comparative studies have investigated their performance under both chemically and thermally aggressive conditions. Most existing works have focused on isolated mechanical testing at ambient conditions, without evaluating the effects of combined degradation mechanisms, such as simultaneous exposure to acidic or alkaline chemicals and elevated temperatures (thermal aging). This has created a critical knowledge gap regarding their durability when subjected to these stresses, which is essential for materials used in structural retrofitting, where temperature fluctuations and corrosive agents often coexist. Furthermore, limited research has provided microstructural insights into how environmental exposure affects fiber-matrix bonding and failure modes in these natural composites.
The present study addresses these shortcomings by systematically evaluating and comparing the mechanical performance and environmental durability of bamboo and coconut fiber-reinforced polymer composites. The investigation focuses on their behavior under simulated aggressive environments, including acidic, alkaline, and saline media, as well as elevated temperatures up to 200°C. The novelty of this work lies in its integrated approach, which concurrently assesses mechanical degradation, microstructural changes, and environmental resistance of both fibers. By establishing the relative strengths and limitations of bamboo and coconut composites, the study contributes essential data for their application as eco-efficient retrofitting materials in sustainable and resilient infrastructure systems.
Materials and methods
Materials
Bamboo fiber stands out as one of the most readily available and cost-efficient materials used in construction. 12 Approximately 60.8% of bamboo fibers consist of cellulose, with lignin comprising 32.2% and 7% of other substances.1,2 It exhibits good moisture absorption and high strength. In comparison, coconut fibers, which are sourced from coconut shells, are also recognized for their high strength among natural fibers. Coconut fiber is composed of cellulose (21%–40%), lignin (15%–47%), and hemicelluloses (12%–27%).3,5,13 Bamboo and coconut fiber strands with their geometrical features and distribution are presented in Figures 1 and 2, respectively.

(a) Bamboo fiber and (b) fiber geometry and distribution.

(a) Coconut fiber and (b) fiber geometry and distribution.
Epoxy resins, a group of prepolymers and polymers, undergo a chemical reaction with hardeners or curing agents to form durable materials that are useful in various industrial applications.14,15 This substance helps bind the previously mentioned fibers and distribute stresses throughout the fiber composites. Additionally, it enhances the strength, stiffness, durability, and longevity of these composites, making their use significant for this research. In this study, portable running tap water was utilized.
Methods
Sample preparation
Two natural fiber composites, bamboo and coconut fibers, were prepared for this study. Before composite fabrication, bamboo and coconut fibers underwent a pretreatment process aimed at enhancing their interfacial adhesion with the epoxy matrix and eliminating surface contaminants. The fibers were first dried, cleaned, and manually sorted to achieve uniformity. They were separated into small bundles to avoid entanglement and subsequently soaked in a 5% NaOH solution at room temperature for several hours. After soaking, the fibers were thoroughly washed and rinsed with tap water to remove any residual alkali and then dried at ambient conditions for 48 h to ensure complete moisture removal. This pretreatment procedure follows the study by Awoyera et al., 16 which enhances fiber roughness, reduces lignin and hemicellulose content, and improves adhesion between the fibers and polymer matrix during lamination.
The step-by-step laminate fabrication process is described as follows:
Mold preparation
A mold with dimensions of 400 mm × 200 mm × 15 mm was prepared (Figure 3). It was then adequately lubricated for easy extraction of the fiber laminate. A layer of nylon sheet was positioned and spread on the surface of the mold to prevent the laminate from sticking.

(a) Construction of a mold for laminate and (b) placement of nylon sheet on the mold.
Resin mixing and application
The mold was filled with an epoxy resin blended with a hardener in a 2:1 ratio, exhibiting a viscosity of 600–900 mPa·s and a curing time of 48 h at ambient temperature. The mixture was used to saturate and remove the air pockets before and after the addition of each fiber layer. Subsequently, layers of the selected fibers were added to the resin-coated mold to ensure that each layer was properly saturated for a well-bonded product. 17
Compression, curing, and environmental exposure
To facilitate curing, the mold was subjected to constant loading for 48 h, following the procedure outlined in a related study. 18 The applied compression improved laminate formation by promoting heat transfer and improving fiber-matrix consolidation.
After the preparation of the samples, they were cut into specimens with dimensions of 25 mm × 200 mm × 15 mm according to flexural testing standards for plastics and insulating materials 19 and then exposed to various conditions to simulate different real-life situations. The prepared laminates are shown in Figure 4.

Prepared composite samples for testing.
Elevated temperature
The prepared samples were placed in an electric oven and heated at 50°C, 100°C, 150°C, and 200°C for 2 h each. This was done by aligning with industry standards to assess the material stability under temperature variations. 20
Chemical immersion
About 5% NaOH and 5% HCl were prepared in separate immersion baths. The samples of each fiber composite were immersed in these baths for 21 days. This was performed to evaluate the performance of these components in acidic environments and their resistance to chemicals.
Saltwater immersion
A 5% NaCl solution was prepared as the immersion medium. Each fiber-reinforced composite sample was submerged in this saltwater bath for a duration of 3 weeks to simulate prolonged exposure to marine environments and assess its resistance to corrosive degradation. Figure 5 presents the composite specimens following immersion in different types of aggressive media.

Composite samples immersed in chemical solutions.
The selection of 5% concentrations for NaOH, HCl, and NaCl solutions was based on commonly used standards in durability studies of natural fiber composites. Previous research has demonstrated that a 5% NaOH solution effectively simulates alkaline environments encountered in marine and industrial settings, facilitating the evaluation of fiber degradation due to alkali exposure. 21 Similarly, a 5% HCl solution is commonly employed to evaluate the effects of acidic environments on polymer composites, serving as a proxy for acid rain and industrial effluent exposure. 22 The 5% NaCl solution represents typical saline environments, including coastal and marine exposure, which significantly impact the long-term performance of natural fiber-reinforced materials. 23 These concentrations ensure realistic yet controlled conditions to assess material performance in aggressive environments
Tensile and flexural strength
Following exposure to the designated test conditions, the representative specimens were subjected to mechanical characterization in accordance with ASTM D638 standards.19,24 Tensile and flexural properties were assessed using a Universal Testing Machine, applying a loading rate of 15 mm/min for tensile tests and 13 mm/min for flexural strength tests. The test speeds were selected based on ASTM D638 24 for tensile testing and ASTM D790 19 for flexural testing. These standards offer guidelines for loading rates and specimen dimensions to ensure repeatability and reliability in mechanical characterization. The prepared specimens, cut to the required dimensions, were mounted between the grips of the testing machine so that the applied load acted along their longitudinal axis. Six specimens of each fiber laminate were conditioned under different environmental exposures, and their mechanical responses were subsequently measured and analyzed.
Weight change
Weight variations of the tested specimens resulting from exposure to different environmental conditions were systematically recorded. The weight of each composite sample was determined before environmental exposure and again 1 min after removal from the test conditions, allowing for assessment of weight variation attributable to the specific environmental influences. These weights were compared and used to calculate the percentage weight change
The samples were observed and compared before and after exposure to environmental conditions using scanning electron microscopy (SEM). Surface images of the specimen were taken to determine if there was any change in the appearance of the specimen before and after exposure.
Results and discussion
The purpose of this study is to evaluate the performance of polymer samples used as retrofitting materials under different environmental conditions. The results from all experiments were analyzed in detail to reach a conclusive outcome.
Weight change
Figure 6 illustrates the weight variation of composite specimens exposed to sodium hydroxide (NaOH), hydrogen chloride (HCl), and sodium chloride (NaCl) over 3 weeks under distinct environmental conditions. The figure showed significant changes in the weight of the tested composites. The observed weight change in the fiber composites may be attributed to microcrack formation resulting from incomplete fiber impregnation during fabrication, and moisture penetration mechanisms such as diffusion into microcavities and capillary transport through microgaps. These phenomena are often associated with defects at fiber-matrix interfaces. 25 A weight increase was observed in the composite specimens across all environments, with the most significant gain occurring in those exposed to the NaOH solution. In contrast, bamboo specimens immersed in the NaCl solution and coconut specimens in the HCl solution exhibited the least weight change, indicating comparatively limited moisture absorption under these specific conditions. This report aligns with the findings of a related study, 23 which revealed that neutral salts, such as NaCl, generally cause minimal chemical interaction with composite materials. However, the observed weight variations across different chemical environments further underscore the critical importance of selecting appropriate materials and surface treatments to improve composite performance under aggressive settings.

Weight variation in laminates after exposure to chemicals.
Chemical and saltwater immersion
The tensile and flexural properties of the bamboo and coconut composite specimens are shown in Figures 7 and 8, respectively. Flexural testing subjects composite materials to a complex stress profile, consisting of tensile stress on the bottom surface, compressive stress on the top, and shear stress within the core. This combination of stresses can reveal weaknesses in the bonding between fibers and the matrix, as well as the material’s resistance to layers sliding over each other (interlaminar shear resistance). In fiber-reinforced polymers (FRPs), natural fibers are often aligned in one direction, which provides good tensile strength but may limit resistance to bending unless the fiber orientation is optimized for flexural loads. Incomplete fiber impregnation—meaning the resin does not fully penetrate and surround the fibers—or inadequate wetting during fabrication can create microvoids and weak zones at the interface, which are particularly detrimental under bending conditions and further reduce flexural strength. This trend is evident in the experimental data: bamboo FRP initially demonstrated a relatively high tensile strength of 68 MPa, but its flexural strength markedly decreased from 8 to 2.7 MPa following chemical exposure. Coconut FRP, although starting with a lower tensile strength (63 MPa), maintained its tensile properties and demonstrated greater flexural resilience, retaining 5.3 MPa in both NaOH and HCl environments. Exposure to chemical agents or elevated temperatures can compromise the matrix or the fiber–matrix interface, with flexural strength being particularly affected due to its reliance on surface integrity and interlaminar bonding. 26 These findings highlight the importance of optimizing fiber orientation, impregnation quality, and environmental resistance when designing NFRPs for structural applications, especially in chemically aggressive or thermally variable settings.
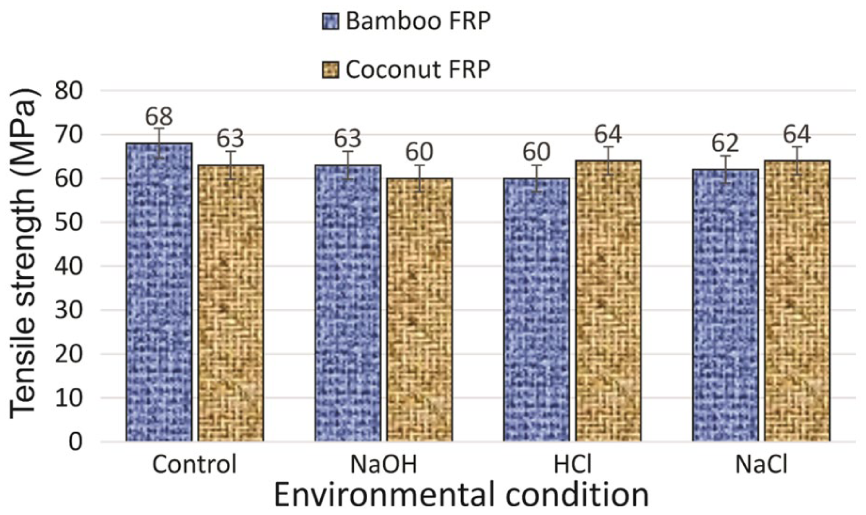
Effect of chemicals on the tensile properties of laminates.

Effect of chemicals on the flexural properties of laminates.
Tensile and flexural properties
The flexural and tensile performance of bamboo and coconut fiber laminates under chemical exposure revealed critical insights into their durability and mechanical behavior. Figures 9 and 10 show the stress-strain curves and post-failure images, respectively, highlighting distinct degradation patterns influenced by fiber type and exposure medium. Such insights are essential for informed material selection in environments characterized by chemical aggressiveness. When exposed to a NaOH solution, the tensile strength of coconut and bamboo composites decreased by 5% and 7% respectively, indicating alkali-induced degradation of cellulose and a corresponding reduction in load-carrying capacity.11,27 Notably, bamboo laminates exhibited a 68% reduction in flexural strength. In contrast, coconut fiber composites maintained their initial flexural performance under identical conditions. This disparity suggests that the bamboo fiber-matrix interface is more susceptible to disruption in alkaline conditions. The difference may stem from variations in interfacial adhesion and the chemical stability of lignin and hemicellulose components inherent to each fiber type.28,29

Stress-strain curves for laminates. (a) Tensile test: bamboo control. (b) Tensile test: bamboo NaOH. (c) Tensile test: bamboo HCl. (d) Tensile test: bamboo NaCl. (e) Tensile test: coconut control. (f) Tensile test: coconut NaOH. (g) Tensile test: coconut HCl. (h) Tensile test: coconut NaCl (Fel – Elastic limit force, Fm – Maximum force, Fl- fracture force).

(a) Failed specimens after the tensile test. (b) Failed specimens after the flexural test.
The composites were also exposed to an acidic medium (5% HCl) for 21 days, revealing a more pronounced reduction in the tensile strength of bamboo laminates compared to other environments. Bamboo composites exhibited notable deterioration under acidic conditions, with chemical interactions leading to an 11% decrease in tensile strength. In contrast, coconut fiber composites exhibited a modest 2% increase in tensile strength after HCl exposure, whereas their flexural strength remained unchanged. Under saltwater conditions (5% NaCl), bamboo composites again experienced a reduction in tensile properties, whereas coconut composites demonstrated an increase in tensile strength but suffered a 50% decline in flexural performance. These variations in mechanical response across different media may be related to differences in microstructural behavior and chemical resilience of each fiber type, particularly in terms of fiber-matrix adhesion and the stability of lignin, cellulose, and hemicellulose components under environmental stress.
Overall, the composites exhibited markedly altered mechanical properties relative to their unexposed counterparts, indicating that chemical exposure affected the fiber-matrix interfacial behavior. The fiber-matrix interaction plays a critical role in determining the mechanical performance of these composites under chemical exposure. Bamboo fibers demonstrate relatively weak interfacial bonding with the polymer matrix, which contributes to their increased susceptibility to degradation in acidic and saline environments. In contrast, the stronger bonding in coconut fiber composites enhances their resistance, minimizing strength loss. The higher lignin content in coconut fibers also maintains structural integrity, preventing excessive deterioration in aggressive conditions. The bamboo fiber composites showed more pronounced changes in mechanical properties than the control fiber and the coconut fiber specimens.
The enhanced physical and mechanical performance of the coconut and bamboo fiber composites can be attributed to the intrinsic properties and microstructural composition of the fibers. Coconut fibers possess a higher lignin content (15%–47%) and lower cellulose-to-lignin ratio compared to bamboo, which contributes to their superior dimensional stability, hydrophobicity, and resistance to degradation in chemical and saline environments. The high lignin content also improves thermal stability and interfacial bonding with the epoxy matrix. Bamboo fibers, on the other hand, contain a higher proportion of cellulose (approximately 60%), which provides higher stiffness and tensile capacity, thereby enhancing initial strength before exposure. However, their relatively lower lignin and higher hemicellulose content make them more susceptible to moisture absorption and chemical attack. Therefore, the composite performance observed in this study is governed by the combined effects of fiber chemical composition, surface roughness (improved through alkali treatment), and the degree of fiber–matrix interfacial adhesion achieved during lamination.
Effect of elevated temperature
Tensile properties
Figure 11(a) illustrates the tensile properties of bamboo and coconut fiber-reinforced composites. Bamboo composites exhibited a slight increase in tensile strength at 50°C, followed by a progressive decline at 100°C, 150°C, and 200°C. This behavior reflects the thermal stability of the constituent fibers. Bamboo fibers, being characterized by a higher cellulose content, are more prone to thermal degradation at elevated temperatures due to the depolymerization of cellulose chains. Conversely, coconut fibers, which contain higher lignin content, retain their structural integrity longer, allowing them to maintain or recover tensile strength at extreme temperatures. This explains why coconut composites show better resistance at 200°C, whereas bamboo composites suffer rapid degradation.
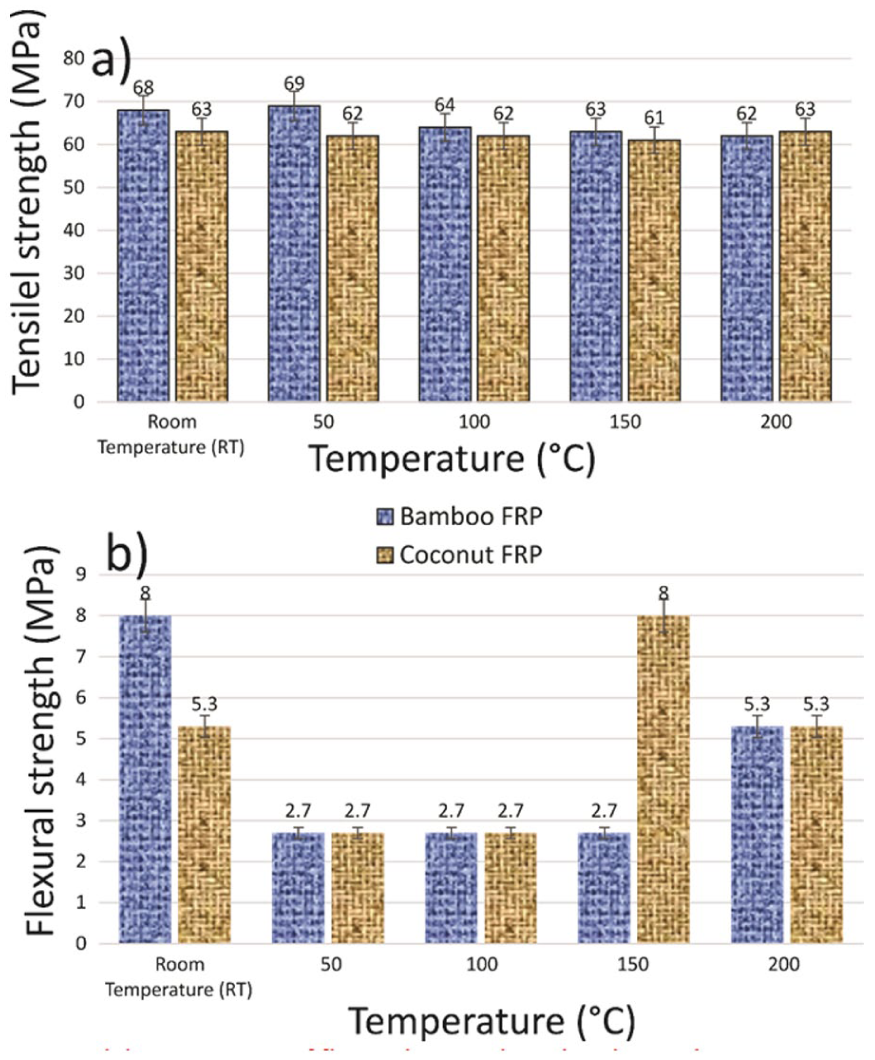
(a) Comparison of flexural strength under elevated temperatures (b) Comparison of flexural strength under elevated temperatures.
The tensile strength increased slightly from 68 MPa at RT to 69 MPa at 50°C; however, it decreased considerably to 64 MPa at 100°C and maintained a 2% decrease from 150 to 200°C. The increased tensile strength can be attributed to the improved adhesion at the fiber-matrix interface, which guarantees a more effective load transfer. This may also be due to the removal of moisture, which helps reduce the likelihood of voids within the composite by improving its tensile strength. Dhakal et al. 30 revealed similar findings, emphasizing the advantages of moderate heating in lowering the moisture-induced degradation of natural fiber composites.
The coconut fiber composites decreased slightly when tested at 50 and 150°C, but increased at 200°C. The strength decreased from 63 MPa at RT to 62 MPa at 50°C; however, the tensile strength remained constant at 100°C. It then decreases to 61 MPa at 150°C and increases to 63 MPa at 200°C. The densification of the coconut fibers at higher temperatures or chemical stabilization may be responsible for his recovery. Comparable findings were reported by Jacob et al., 31 who demonstrated that the elevated lignin content in coconut fibers enhances their thermal stability. The coconut fiber composites performed slightly better than the bamboo fiber composites subjected to elevated temperatures.
Flexural properties
Figure 12(b) illustrates the effect of elevated temperature on the flexural properties of bamboo fiber composites. A marked reduction in flexural strength was observed at 50°C, followed by stabilization at 100 and 150°C, and a subsequent increase at 200°C. As demonstrated by Mann et al., 32 who discovered that lignin plays a role in improving thermal stability in natural fiber composites, this noteworthy improvement suggests that the increased lignin content of coconut fibers may contribute to superior thermal performance at elevated temperatures.

SEM images of bamboo FRP after exposure to different chemical environments (a) bamboo control, (b) bamboo NaOH, (c) bamboo HCL, (d) bamboo NaCl.
The flexural strength decreased significantly from 8 MPa at RT to 2.7 MPa at 50°C, but remained unchanged when tested at 100 and 150°C. This significant decrease at 50°C can be attributed to the softening of the polymer matrix, which compromises the load transfer efficiency. At temperatures of 100°C and 150°C, the polymer structure becomes stable, resulting in consistent performance. Conversely, coconut fiber composites exhibit superior stability, potentially attributable to their elevated lignin content and its contributory role in resisting thermal degradation and preserving flexural strength.
It increased when tested at 200°C from 2.7 to 5.3 MPa. The observed reduction in flexural strength is attributed to the thermal softening and degradation of the polyester matrix at elevated temperatures. Hiremath et al. 33 presented similar results, emphasizing that cellulose and hemicellulose components of natural fibers degrade above certain heat thresholds, resulting in a decline in mechanical performance.
The coconut fiber composites exhibited a 49% decrease in flexural strength at 50°C and remained unchanged when tested at 100°C. The flexural strength increased greatly from 2.7 MPa at 100°C to 8 MPa at 150°C, but decreased by 34% when the composites were tested at 200°C.
Statistical analysis
Table 1 presents the descriptive statistics parameters showing the differences in performance and stability between coconut FRP and Bamboo FRP composites under varying thermal and environmental conditions.
Descriptive statistics data for the laminate’s performance in a different medium.

The high variability in bamboo FRP tensile and flexural strength suggests that its mechanical performance is less predictable under environmental stressors. This can pose challenges in structural applications where consistent material behavior is essential. The variability could be due to inconsistencies in fiber-matrix bonding and differential moisture absorption, which affect durability and long-term performance. In contrast, the lower variability in coconut FRP suggests it may be a more reliable option for applications exposed to fluctuating environmental conditions. The bamboo FRP exhibited a higher mean weight change and lower variability, indicating that it absorbs and reacts more strongly in chemical environments compared to coconut FRP. This behavior is consistent with research by Gholampour and Ozbakkaloglu, 34 who found that the porous structure and hydrophilic cellulose content of bamboo composites allow them to absorb moisture easily.
In contrast, coconut FRP exhibited high variability (24.37%), suggesting considerable differences in reaction depending on the chemical conditions, particularly its sensitivity to acidic environments such as hydrochloric acid (HCl). The capacity of coconut fiber reinforced polymer (FRP) to sustain steady performance under heat stress is consistent with findings by Ugochukwu et al., 35 who observed that natural fibers with a greater lignin content are less susceptible to thermal degradation.
Also, there is a slightly higher mean tensile strength in bamboo FRP compared to Coconut FRP. However, bamboo FRP shows greater variability, indicating a more sensitive response to environmental conditions. In contrast, the coconut FRP exhibits a consistent tensile strength across various environments, demonstrating its reliability in applications subjected to harsh conditions. Similarly, coconut FRP has both a higher mean flexural strength and lower variability, indicating better resilience to flexural stress in environmental exposures compared to Bamboo FRP. Thus, in terms of flexural stability, coconut FRP is potentially more suited.
Overall, both coconut and bamboo fiber-reinforced composites exhibited a gradual decline in tensile strength with increasing temperature. However, coconut FRP demonstrated a lower standard deviation, indicating more consistent performance under thermal stress. While both composites showed variability in flexural strength, coconut FRP displayed lower variability across the tested temperature range.
SEM analysis
Figures 12 and 13 display SEM images of the fracture surfaces of the NFRP specimens before and after 21 days of exposure to various chemical environments. The developed composite specimens, comprising bamboo FRP and coconut FRP, were observed and analyzed. The fracture surface micrographs revealed various failure modes, showing the variation in mechanical properties of the composites. The microstructural analysis further highlights differences in the observed degradation patterns. Bamboo composites exhibit significant matrix cracking and fiber pull-out, indicating weak adhesion at the fiber-matrix interface. This suggests that environmental stressors more easily penetrate and compromise the bamboo composites. In contrast, coconut fiber composites exhibit surface roughening without significant fiber detachment, suggesting a distinct failure mechanism potentially linked to their lignin-rich structure, which contributes to maintaining integrity despite superficial degradation. These variations align with the observed mechanical property trends under chemical and thermal exposure. The SEM micrographs showed evidence of matrix cracking, fiber fracture, and fiber pull-out in the composite specimens.

SEM images of bamboo FRP after exposure to different chemical environments (a) coconut control, (b) coconut NaOH, (c) coconut HCl, (d) coconut NaCl.
Figure 12 presents SEM micrographs of bamboo fiber-reinforced polymer (FRP) composites after exposure to various chemical environments. The control sample (a) displays well-aligned, intact fibers with minimal surface degradation, serving as a baseline for comparison. In contrast, the sample exposed to NaOH (b) reveals significant surface disruption, including a large cavity and multiple micro-pits, indicative of alkaline-induced fiber swelling and matrix erosion. The HCl-treated sample (c) shows partial fiber exposure and dimensional changes, suggesting acid-driven depolymerization of cellulose and weakened interfacial bonding. The NaCl-exposed composite (d) exhibits a rough, granular surface without distinct fiber outlines, pointing to superficial degradation likely caused by salt crystallization and osmotic stress. These observations highlight the distinct failure mechanisms induced by different chemical environments and underscore the vulnerability of cellulose-rich bamboo fibers to chemical attack, particularly under alkaline and acidic conditions.
Figure 13 presents SEM micrographs of coconut FRP composites following exposure to various chemical environments. The control sample (a) shows a well-defined layered structure, with distinct fiber and matrix regions measuring approximately between 21 and 128 µm in thickness, indicating good initial adhesion and structural integrity. After exposure to NaOH (b), the surface becomes rough and irregular, with spherical and uneven features suggesting alkaline-induced swelling and partial matrix degradation. The HCl-treated sample (c) reveals a highly porous structure with interconnected voids, indicative of acid-driven erosion and fiber-matrix debonding. Similarly, the NaCl-exposed composite (d) displays a porous morphology, though with a different pore distribution, implying salt-induced surface degradation without deep structural compromise. Compared to bamboo FRP, coconut composites appear to retain better cohesion under chemical stress, likely due to their lignin-rich composition, which enhances resistance to fiber detachment and preserves overall integrity despite surface-level damage.
Scaling up the production of coconut and bamboo fiber composites offers notable economic and environmental benefits, particularly given the year-round abundance of these fibers in tropical regions. Nonetheless, several critical challenges must be addressed to ensure industrial viability. The high costs associated with fiber extraction and processing continue to pose a significant barrier, particularly as current treatment methods for natural fibers require further optimization to align with the demands of large-scale manufacturing. Equally important is the implementation of sustainable sourcing strategies to mitigate the risk of resource overexploitation and safeguard long-term material availability. Widespread adoption will depend on supportive policy frameworks, advancements in fiber treatment technologies, and the development of cost-effective resin systems that can compete with synthetic alternatives. Importantly, these fibers present a reliable and renewable supply chain capable of sustaining continuous industrial demand. Production costs can be significantly reduced by streamlining labor-intensive stages such as harvesting, drying, and surface treatment, which currently lack the automation and standardization seen in synthetic fiber workflows. Beyond technical feasibility, scaling up presents broader opportunities for socioeconomic development, including job creation and support for local economies. This approach meets global sustainability goals by reducing reliance on synthetic, petroleum-based materials. Bamboo and coconut composites are practical and beneficial for social and environmental aspects in large-scale retrofitting applications.
Conclusions and recommendations
This study presents an experimental investigation into the performance of natural fiber-reinforced polymer composites under varied environmental conditions. Bamboo and coconut fiber-based specimens were fabricated and exposed to controlled laboratory exposures designed to simulate real-world scenarios. To assess their mechanical integrity, the composites underwent tensile and flexural strength testing. Additionally, weight variation was monitored following immersion, providing insight into material stability and environmental sensitivity.
The study provides the following insights and conclusions:
i. All the fiber composite specimens increased in weight after exposure to chemical and saltwater environments. Specimens exposed to alkali solution (5% NaOH) recorded the maximum weight gain.
ii. The tensile strength of bamboo fiber composites is significantly reduced when exposed to chemical and saltwater environments. The acidic solution (5% HCl) had the greatest effect on the tensile strength.
iii. The coconut fiber composites performed better in terms of tensile properties (mean 63.25 MPa) than the bamboo fibers when exposed to chemical and saltwater environments. Specimens exposed to the alkali solution (5% NaOH) exhibited a slight reduction in tensile strength, whereas those subjected to acidic and saline environments showed an increase, indicating a potential strengthening effect under these conditions.
iv. The flexural properties of bamboo fiber composites were greatly reduced for all specimens exposed to chemical and saltwater environments. All exposed specimens had a 67% decrease in flexural strength.
v. The chemical environment did not affect the flexural strength of coconut fiber composites; however, exposure to saltwater significantly reduced their flexural strength.
vi. The tensile strength of bamboo fiber composites increased at 50°C and then decreased with further increases in temperature up to 200°C. The maximum tensile strength of 69 MPa was observed at 50°C.
vii. Coconut fiber composites exhibited a reduction in tensile strength at 50°C, which remained stable up to 100°C, followed by a further decline as the temperature increased to 150°C. Interestingly, at 200°C, the tensile strength slightly recovered, reaching a peak value of 63 MPa.
viii. Flexural strength of bamboo fiber composites decreased at 50°C and maintained the same value with an increase in temperature till 150°C. The strength increased slightly when tested at 200°C.
ix. Flexural testing of coconut fiber composites revealed a peak strength of 8 MPa at 150°C. The flexural strength initially declined with increasing temperature up to 100°C, then rose sharply at 150°C, followed by a subsequent decrease at 200°C.
x. These findings suggest that bamboo composites may be preferable in applications requiring higher initial tensile and flexural strength, such as structural reinforcement in controlled indoor environments. In contrast, coconut fiber composites may be better suited for applications involving chemical exposure or high temperatures, where their resistance may contribute to improved durability. The selection of the appropriate composite should be based on environmental conditions and expected mechanical performance over time. The study shows that though bamboo had higher tensile and flexural strength, coconut fiber composites performed better when exposed to various environments. It allows the potential application of coconut-reinforced polymers as retrofitting materials in buildings.
The following suggestions have been proposed based on research findings to improve results and provide promising solutions for further investigation:
i. Assess the economic feasibility of using bamboo and coconut fiber composites for retrofitting, including material, development, and installation costs.
ii. Future studies should explore additional testing protocols to enhance understanding of the long-term behavior of these composites. Investigations into cyclic humidity exposure, mechanical fatigue testing, and higher chemical concentration environments would provide deeper insights into durability. Additionally, real-world field testing in varied climatic conditions would help validate laboratory findings and improve material adaptation for practical applications. Further investigation is needed to assess the durability and performance of these fiber composites under prolonged exposure to harsh environmental conditions for more accurate results and analysis.
iii. Conduct additional studies on the behavior of other types of fiber composites under various environmental conditions aside from the fibers used in this research to help further the application of natural fiber-reinforced polymers as retrofitting materials in engineering structures.
iv. To achieve a more accurate analysis, advanced mechanical strength tests in addition to those conducted in this study are needed.
v. To promote the development of ecologically friendly and sustainable infrastructure, more research around NFRPs as green retrofitting materials and methods should be supported, consistent with the Sustainable Development Goals (SDGs).
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful for the financial support provided by the Ministry of Science, Technological Development and Innovation of the Republic of Serbia, Contract No. 451-03-136/2025-03/200012.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
The authors confirm that the data supporting the findings of this study are available within the article [and/or] its supplementary materials.