
Abstract
In this research, the mechanical and physical properties of hybrid aloe vera (AV) and raffia palm (RP) fibers-reinforced polyester composite materials were characterized. The AV fiber was extracted using water retting technique from the stem of the AV plant, and the RP fiber was extracted using mechanical retting technique by hammering manually form petiole of the RP plant. These fibers were treated with an alkaline solution, and the composite materials were developed using a hand lay-up technique. The weight percentages (wt.%) of AV and RP fibers were varied from 0 to 30 wt.%, while maintaining a constant 70 wt.% polyester matrix content. A fixed ply angle arrangement of 0°, 90°, 45°, −45°, 90°, 0° was used for all samples. When the weight percentage amount of RP fiber increased, the increments of tensile strength, compressive strength, and flexural strength were observed; however, these properties decreased as the weight percentage of AV fibers increased. The maximum tensile, compressive, and flexural strengths were observed on the sample S-5 (0% AV/30% RP/70% polyester matrix), with values of 120.4, 131.13, and 201.4 MPa, respectively. Sample S-4 (10% AV/20% RP/70% polyester matrix) exhibited the maximum impact strength of 1.21 J/mm². Unlike the tensile, compressive, and flexural strength properties, the impact test findings were not significantly influenced by the hybridization of AV and RP fibers. The water absorption test revealed that the sample S-1 (30% AV/0% RP/70% polyester matrix) had the lowest water absorption value of 1.91 wt.%, while the maximum water absorption (3.15 wt.%) was observed on the S-5 sample. In general, by hybridizing RP and AV fibers, it was possible to develop a composite material with moderate mechanical properties and moisture resistance.
Keywords
Introduction
A fiber-reinforced composite is the most technologically important group, where the dispersed phase is in the form of fibers. Fibers are the principal load-carrying elements of high strength and modulus. However, the matrix keeps the fibers in the desired location and orientation, acts as a load transfer medium between fibers, and protects them from environmental damages due to elevated temperatures and humidity. Distinct interfaces (boundaries) exist between them.1–4
Growing environmental protection and new legislation have stimulated the use of bio-based fiber-reinforced polymer composites to meet industrial weight requirements. New technologies dealing with environmental issues have recently attracted a lot of attention. Sources that are found naturally play a dominant role in the economic and social activities of the world and contribute significantly to the gross national product of countries.3,5–7 Natural fibers extracted from plants are receiving more attention from researchers, scientists, and academics due to their environmentally friendly nature and sustainability. Natural fibers such as sisal, bamboo, raffia palm, flax, jute, and others are utilized in a wide range of engineering applications due to their comparative properties such as light weight, low cost, good mechanical capabilities, low energy consumption, and biodegradability. Developing countries demand natural fibers for refining their economic conditions due to their cheap, sustainable, and easily available characteristics.5,8,9
The effectiveness of natural fibers as reinforcement can be improved by enhancing the interfacial adhesion between the fiber and the polymer matrix through various fiber surface treatments, including alkaline treatment, silane treatment, and acetylation treatment.10,11 The primary fundamental issues with employing natural fibers as reinforcement for polymer composites are their hydrophilic properties and the hydrophobic properties of the polymer matrix. However, the hydrophilic qualities of the natural fibers can be diminished by applying a chemical treatment. 4 In order to effectively use fibers as reinforcement, the fiber surface must be modified to create an improved interfacial bonding between the fiber and matrix, thereby eliminating the hemicellulose, pectin, and partially or completely the lignin.12–15 The main chemical composition of aloe vera (AV) fiber was determined to be 64.9 wt.% cellulose, 4.1 wt.% lignin, 25.1 wt.% hemicelluloses, and 5.9 wt.% extractives. 13 Treated and untreated raffia palm (RP) fibers were also investigated. The findings of the study explored that 10 wt.% alkali-treated dry fibers had 65.29% cellulose, which is a 22% increase. 11 Furthermore, according to the study outlined by Vijay et al., 16 alkali-treated parthenium hysterophorus fiber showed an 8.9% increase in cellulose content compared to untreated parthenium hysterophorus fiber.
A hybrid composite is a combination of two or more different types of fiber in which one type of fiber balances the deficiencies of another. Hybridization of two types of fibers can offer advantages over using each of the fibers alone in a single polymer matrix. Hybrid composite materials offer a combination of strength and modulus that is either comparable to or better than many pure materials.17,18 The drawback of one fiber’s properties could be offset by the virtue of the other. Good results in impact behavior were observed from hybrid fiber composites, suggesting that natural fibers have the potential to replace glass in many applications that do not require very high load-bearing capabilities.19,20 Unidirectional lamina fiber arrangement gives maximum tensile strength but is weak in the transverse direction. Thus, the combination of orientation angles enables the material to resist loads in other directions: 0° for axial loads, ±45° for shear loads, and 90° for side loads.21,22
Water absorption is a major challenge when using natural fibers to reinforce polymer matrices. It leads to the breakdown of the fiber-matrix interface, loss of efficiency in load transfer between the matrix and the fibers, and ultimately a reduction in the strength and stiffness of the composites. The effect of moisture absorption results in poor interfacial adhesion between the fiber and matrix regions, leading to a reduction in mechanical properties. Matrix cracking, voids, and delamination were observed in water-immersed samples due to water penetration, which causes a decline in strength and modulus.23,24 Several research works have reported on the effect of water absorption in natural fiber-reinforced composites, such as sisal fiber and jute/banana fiber. These studies have shown that a high rate of water absorption occurs at the beginning of the wetting test, but the rate of absorption decreases asymptotically with time and finally becomes constant.25,26 As indicated by Gupta and Srivastava, 25 after about 44 h, there was no significant change.
Among the biodegradable reinforcements, a new kind of natural cellulosic fiber could be extracted from the AV stem. AV is a tropical plant whose name derives from the Arabic word “alloeh,” meaning “shining bitter substance,” while “vera” in Latin means “true.”27,28 This plant’s leaves have recently been used in medicinal and cosmetic applications. 29 Mostly, for research on chemical, pharmaceutical, and economic points of view, the leaves, roots, and flowers are the applicable parts of the AV plant. 30 However, natural fibers can be obtained from its stem as a supplementary application. The literature review has revealed that no study has been carried out on AV stem fiber for the preparation of polymer matrix composites.
RP is one of 20 species of palms native to tropical regions of Africa. It is distinguished by its compound pinnate leaves, which are the biggest leaves in the plant family.31,32 RP trees exist in different cities of Ethiopia as street embellishments, where fiber can be extracted from its leaves, petioles, and stem. RP is most commonly utilized as a roadway embellishment and for environmental preservation. Its fronds are removed and left behind, allowing fibers to be extracted from the petioles. 11
AV and RP fibers hybrid-reinforced polyester composite materials have not been previously investigated. As a result, this study was conducted to develop AV and RP fibers hybrid-reinforced polyester composite materials and characterize their tensile strength, compressive strength, flexural strength, impact strength, and water absorption properties. The fiber of the AV plant was extracted from the stem, whereas the RP fiber was extracted from the petioles of the plant. In this work, investigations were made to characterize AV and RP fibers solely as well as by hybridizing them with different weight fractions of each other at a constant fiber orientation, which was helpful to compare the properties of the developed composite samples.
Materials and methods
The flowchart of the development and characterization of the hybrid fibers of AV and RP reinforced with polyester composite material is shown in Figure 1.

Flowchart of the development and characterization of AV and RP fibers hybrid reinforced polyester composite material.
Materials
Fibers extracted from the AV plant stem (Figure 2(a)) and RP plant petioles (Figure 2(b)) were utilized for developing composite materials. General-purpose unsaturated polyester resin (ZC-3001 UPR Bisphenol Resin) and its corresponding hardener (MEKP), as well as mold release agent (Wax P-500), were used for the development of the composite materials.

Plants: (a) AV plant and its fiber and (b) RP plant and its fiber.
Methods
Fibers extraction
AV plant stems were harvested from Mersa, Amhara, Ethiopia. Leaves and the outermost bark were removed, and the stems were split vertically into two pieces with a sickle.
Then, the stems were dried by exposure to the atmosphere (drying under a shade) for 15 days. The AV fiber was extracted using a water retting technique. The split and dried stems were soaked in moving water for 30 days, after which the fiber was taken out. The fiber was washed thoroughly with pure water to remove waxy substances and allowed to dry under sunlight, as shown the AV fiber extraction steps in Figure 3.
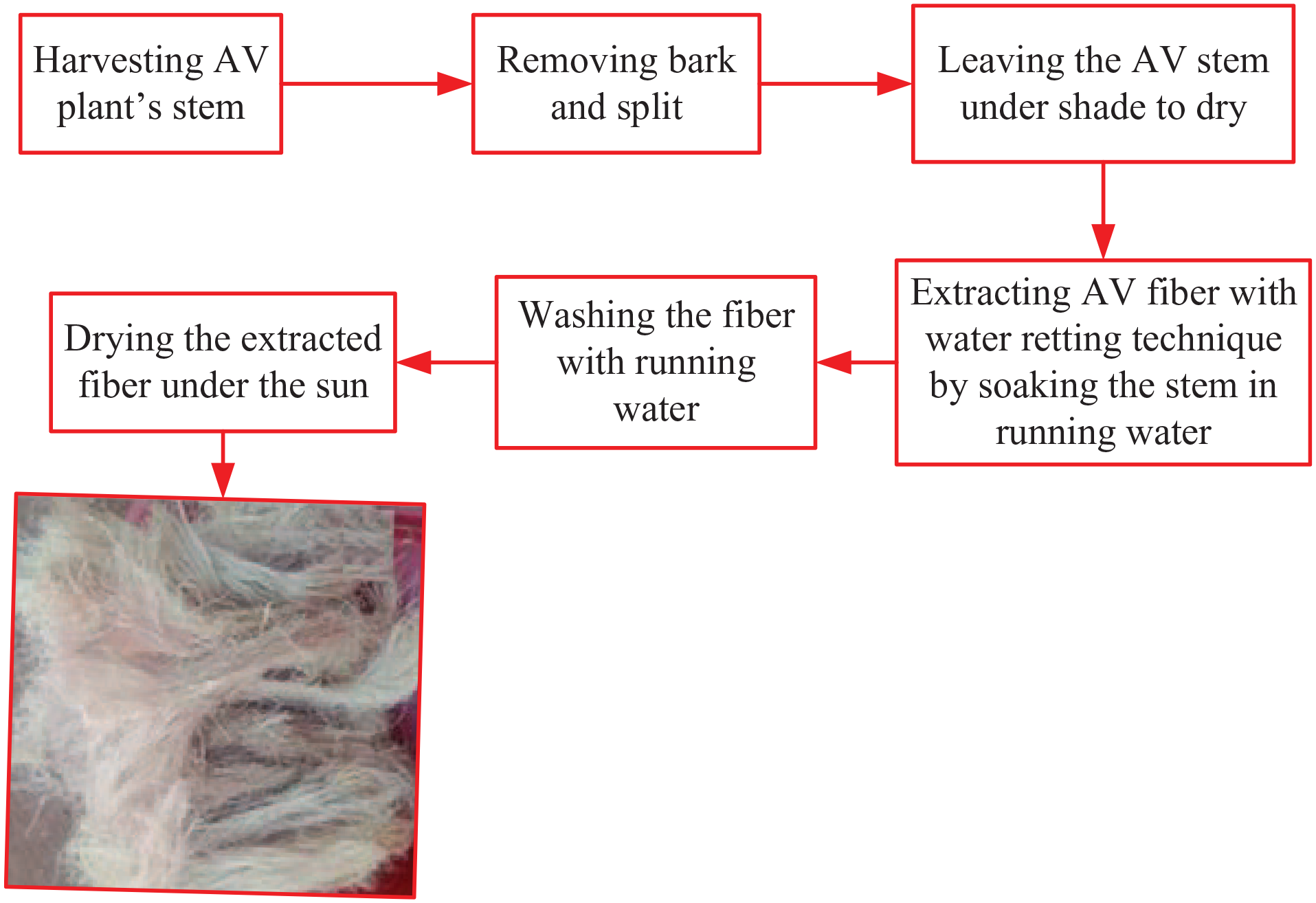
AV fiber extraction steps.
RP leftover fronds, with lengths varying from 1.5 to 2.5 m, were collected. The prickle leaves on the petioles were removed using a sickle, and the petioles were cut down to the required length. With mechanical retting, by gently hammering the stalk, long and thin fibers were separated. Finally, the fibers were washed thoroughly and sun-dried. The RP fiber extraction steps are shown in Figure 4.

RP fiber extraction steps.
Alkali treatment
Following the method outlined in the literatures,12–14,33 an alkaline treatment of AV and RP fibers was performed to remove hemicellulose, pectin, and lignin. Sodium hydroxide (NaOH) pellets, distilled water, and hydrochloric acid (HCl) were used for surface treatment. The cleaned AV and RP fibers were soaked in an 8% NaOH solution for 1 h at room temperature as part of the alkali treatment process. The fibers were then cleaned several times with distilled water, followed by immersing the fibers in 5% HCl, which is very dilute, to remove the NaOH adhering to the surface of the fibers. The fibers were washed thoroughly with tap water several times and sun-dried.
Measurements of mass and density and test of single fiber strength
The mass of the alkaline treated AV and RP fibers were measured using the four-digit electronic balance shown in Figure 5.
Mass measurement: (a) AV fiber and (b) RP fiber.
The densities of AV and RP fibers were obtained using pycnometer method according to ASTM D 2320-98. Fibers were cut to a small size using scissors. For AV and RP fibers, three experimental trials were conducted at ambient temperature of 30°C and distilled water was used as working fluid. The steps of density measurement were: measuring mass of empty pycnometer bottle (

The densities of the fibers were taken the average density values, and 1.4621 and 1.4219 g/cm³ were obtained for AV and RP fibers, respectively.
Tensile strength properties of AV and RP single fibers were determined according to ASTM D3822-14 standard
35
using a 20 N capacity load-cell MesdanLab strength testing machine. Fibers were conditioned for 24 h to maintain 20

Single fiber’s tensile strength test: (a) MesdanLab strength testing machine and (b) single fiber test configuration.
Fabrication of composite materials
Depending on the testing standard dimensions and considering cutter allowance, the mold was designed and fabricated with dimensions of 400 × 300 × 4 mm, from which a composite material having dimensions of 320 × 220 × 4 mm was prepared based on mass and volume fractions of AV fiber, RP fiber and matrix using equation (2). 37 The mold had three main components: an upper plate, a lower plate, and a thickness guide plate. The thickness of the guide that was placed between the two other plates was equivalent to the laminate thickness, so that it protected over-pressing.

Where;
Unidirectional fibers were used to examine the effect of hybridization while preparing composites with different weight fractions of each other. Six plies of unidirectional fibers in different orientations were applied for composite sample preparation. The stacking sequences of laminated hybrid composite structures for each laminate are summarized in Table 1 and Figure 7. The utilized fiber angle-ply lamina (0°, 90°, and ±45° orientations) enable the composite material to resist axial, shear, and side loads.
Composition and plies arrangement for composite samples.


Fibers: (a) orientation angles and (b) stacking sequence of plies.
The rule of mixtures was used to predict only the tensile strengths of the developed composite materials using the tensile strengths and volume fractions of AV fiber, RP fiber and matrix. The five samples of composite materials were prepared with six plies each of them with fixed ply angle arrangement of 0°, 90°, 45°, −45°, 90°, 0° as shown in Figure 7. In such different angle plies, the rule of mixes is crucial for predicting the composite structure’s overall behavior. The average tensile strength of each composite material (S-1, S-2, S-3, S-4, and S-5) was calculated with the rule of mixtures using equation (3). 38

Where;
This equation was be simplified when fiber was at 90° and ±45°. Fibers could not have contribution for the tensile strength at 90°. The tensile strengths AV and RP fibers of ply at which their fibers were oriented at ±45° were also multiplied by 0.5 since the contribution fibers could have low contribution for the tensile strength. The obtained average tensile strengths of composite materials are shown on Table 2.
Average tensile strengths of composite materials using rule of mixtures.

The composite material was fabricated using the hand lay-up technique. The reinforcement fibers were placed gently in the required orientation to ensure the uniform thickness of the resultant composite, and the resin was applied over the layers. After adding the resin, rolling was performed by holding both edges of the fibers. At the closure of the mold, the upper mold was closed from one edge to the other to prevent disturbing the positioned fiber direction. Additionally, to prevent air entrapment during fabrication, a thin plastic sheet was used to cover the mold and then pressed gently and uniformly. The composites were then allowed to cure at ambient conditions for about 12 h before being removed from the mold.
Experimental testing conditions
A universal testing machine (UTM) model WAW-600D was utilized to carry out tensile strength, compressive strength, and flexural strength experimental tests, as shown in Figure 8. The standards used for testing tensile strength, compressive strength, and flexural strength were ASTM D3039, ASTM D695, and ASTM D7264, respectively. The maximum flexural strength of a specimen under three-point bending was obtained by dividing the maximum bending moment, which is a function of the applied load and the span length of the specimen, by the moment of resistance, which is also a function of the width and thickness of the specimen. From each composite sample, three similar specimens were tested and their average results were taken for characterization of tensile strength, compressive strength, and flexural strength.

Universal testing machine during testing: (a) tensile strength, (b) compressive strength, and (c) flexural strength.
Impact strength tests were also performed using a JBS-500B model impact testing machine with a 250 kJ capacity hammer, as shown in Figure 9. The standard used for testing impact strength was ASTM D6110. In this test, impact strength was obtained by dividing the absorbed energy by the cross-sectional area of the notched specimen. From each composite sample, three similar specimens were tested for characterization of impact strength, and the average results were taken.

Specimen under impact testing: (a) before and (b) after.
For water absorption, the prepared specimens, as per the standard ASTM D570, were weighed before and after being immersed in distilled water at room temperature (25°C) with a 0.0001 precision electronic analytical balance. As indicated by researchers Gupta and Srivastava 25 and Pujari et al., 26 immersion was performed for about 48 h. Water absorption was obtained by dividing the weight difference before and after immersion by the initial weight of the specimen. From each composite sample, three similar specimens were tested for characterization of water absorption, and the average results were taken.
The specimens, shown in Figure 10, were cut from the developed composite using a hacksaw cutter as per their standard dimensions. After the specimens were prepared, they were polished to get flat surfaces.

Prepared specimens: (a) tension test specimens, (b) compression test specimens (c) Flexural test specimens, (d) impact test specimens, and (e) water absorption test specimens.
Results and discussions
Tensile strength test
From tensile test results, it was easy to compare the ultimate tensile strength values between samples. Plots shown in Figure 11 were drawn using average stresses and strains of distinct composite samples. The S-5 (0% AV/30% RP/70% polyester matrix) sample had the greatest tensile strength result. In other samples, tensile strengths increased with increasing RP fiber content throughout the composite samples. It was clear that the tensile strengths of composites decreased as RP fiber proportions decreased and AV fiber contents increased. This was due to the RP fiber’s stronger effect than AV fiber. The S-5 sample has a maximum tensile strength value of 120.4 MPa, which is superior to the S-1 (30% AV/0% RP/70% polyester matrix) sample by 15.47%. On the other hand, the S-3 (15% AV/15% RP/70% polyester matrix) sample has a tensile strength of 114 MPa, which is greater than the S-1 composite by 9.33%. At this value, we noted that hybridization yielded average tensile strength results for the hybrid fibers.

Comparison of ultimate tensile strength between samples.
Although the S-1 (30% AV/0% RP/70% polyester) sample had the lowest tensile strength compared to the other samples, it was 30.3% greater than polyester’s tensile strength (80 MPa). Besides, the S-5 (0% AV/30% RP/70% polyester) sample improved the tensile strength of pure polyester by 50.5%, compared with the highest tensile strength results reported by Kocak et al., 6 Mbeche et al., 36 and Jena 39 In contrast to those characterized with the same methods, S-5’s tensile strength in the present work was 9.5% higher than that of a pineapple fiber-reinforced polyester composite material, 40 but being 39.2% lower than that of a unidirectional flax fiber-reinforced polyester composite material. 41 On the other hand, S-3 in the present work was better from hybrid sisal/sorghum-bicolor/coconut-coir fiber-reinforced polyester composite material 42 by 26%.
Compressive strength test
For each composite sample, the compressive strength test was conducted three times, and the experimental results were measured. The average values of the stresses and strains were then plotted as shown in Figure 12. From these figures, it is observed that the S-5 (0% AV/30% RP/70% polyester) composite sample showed the highest compressive strength result of 131.13 MPa. However, the lowest compressive strength result of 106.73 MPa was obtained from the S-1 composite sample. It was identified that the hybrid composite samples had non-dispersed performance in terms of compressive behavior. There was not much gap between the results of the hybrid composites; 120.87, 122.2, and 122.73 MPa were obtained from S-2, S-3, and S-4 samples, respectively. The compressive strength quality increased as the RP fiber content increased similarly as the tensile strength test results, even if slight increment was observed through the samples. This confirmed that RP fiber had a greater reinforcing ability than AV fiber due to the RP single fiber had better strength quality than AV fiber. On the other hand, the compressive strength attained from S-5 composite in the present work was greater by 16% and 26% than the compressive strength of sisal fiber-reinforced polyester composite 43 and the compressive strength of Gomuti fiber-reinforced polyester composite material, 44 while comparison was made with previous literature.
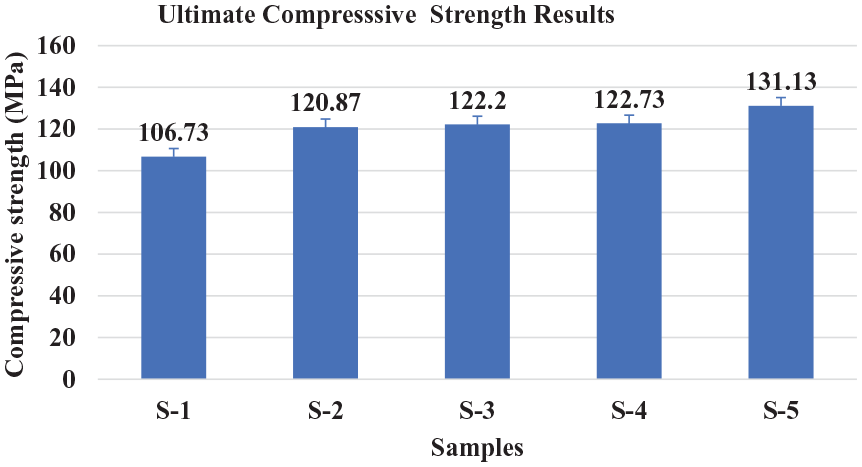
Comparison of ultimate compressive strength between samples.
Flexural strength test
Flexural (three-point bending) test specimens for AV and RP hybrid fiber-reinforced polyester composites were tested. Specimens were deflected after applying the load at the center of the span length. As a result, the flexural properties of peak load and maximum deflection were automatically recorded by the UTM microprocessor and plotted as shown in Figure 13. Three specimens were tested for each sample, and the average results of the flexural strength and maximum deformation were calculated. The maximum flexural strength result was obtained from the S-5 sample. In this test, the specimen was subjected to both tension and compression. Therefore, it was obvious to observe corresponding results to the tensile and compression test results. Additionally, when the RP fiber proportion increased, the flexural strength increased up to a maximum of 201.4 MPa. The influences of AV and RP fiber proportions on flexural strength were compared as shown in Figure 13.

Comparison of maximum flexural strength between samples.
As the increase of RP fiber and decrease of AV fiber in the hybrid composite, the flexural strength increased. This proved that RP fiber had a stronger effect than AV fiber on the flexural strength of the samples. The flexural strength of the S-5 composite was greater by 11.5% than the S-1 composite. However, compared to the flexural strength of earlier research, S-1 in this work was 90%, 125%, and 177% higher than that of polyester composite materials made of jute, 45 sisal, 45 and hemp46,47 fibers respectively.
Impact strength test
From the experimental investigation, the lowest impact strength of 0.98 J/mm² was obtained from the S-1 sample. However, the highest impact strength of 1.21 J/mm² was obtained from the S-4 sample, as shown in Figure 14. There was no significant change between the other three samples: S-2, S-3, and S-5 attained 1.18, 1.17, and 1.15 J/mm², respectively. It was observed that hybridization did not significantly affect the impact strength results, as there was neither an increment nor a decrement in the results, unlike the tensile, compressive, and flexural test results. This indicates the relationship between the material’s structure and its ability to absorb and dissipate energy. There might be no linear synergy between fibers or the hybrid fibers may interact through a nonlinear manner. The interaction between the fibers and the matrix may change with varying proportions of hybrid fibers. The bamboo fiber polyester composite material fabricated through the hand-layup technique and experimented with the Charpy impact taster 48 achieved an impact strength of 4.2 J/mm2, which was significantly higher than the current work. Conversely, from palm leaf stalk fiber polyester composite, 0.96 J/mm2 impact strength was attained 49 which was lowered by 26%.

Comparison of impact strength between samples.
Water absorption test
The maximum moisture absorption rate of 3.15 wt.% was obtained at the S-5 sample, as shown in Figure 15. However, the S-1 composite sample had a lower water absorption rate of 1.91 wt.%. Polyester composites reinforced with RP fiber absorbed more water than those reinforced with AV fiber. The increase in water absorption was an unwanted outcome. Thus, AV fiber polyester composites had better characteristics than RP fiber polyester composites in terms of moisture resistance quality. The moisture resistance quality increased as the AV fiber proportion increased in the hybrid composite material.

Comparison of water absorption between samples.
The AV polyester composite material attained the best moisture resistance quality, due to the possibilities such as contaminants’ elimination from the fiber surface, stronger mechanical interaction with the matrix, and less hydrophilic properties of AV fiber. This conclusion relied on the finding that the surface treatment was utilized for improving the bonding quality, preventing the fibers and polyester matrix from de-bonding 11 ; for that reason, the AV fiber was more responsive than the RP fiber.
As the weight percentage addition of AV fiber the tensile strength, compressive strength, flexural strength, and impact strength of the composite were decreased; and the water resistance quality was reversely improved. On the contrary, adding RP fiber greatly improved the composite’s mechanical strength characteristics while lowering its water resistance behavior. This suggested that the RP fiber greatly contributed to the composite’s mechanical strength, while its hydrophilic characteristic negatively affected the composite’s moisture resistance quality. Consequently, it was possible to obtain intermediate strength and moisture resistance qualities by hybridizing RP fiber with AV fiber. On the other hand, it was particularly necessary to compare the S-1 sample, which had the lowest mechanical strength among the other samples, to pure (unreinforced) polyester, as there was no need to investigate the AV stem fiber if its strength characteristics were lower than or equal to the pure polyester. As expected, the AV polyester composite tensile strength obtained from this experiment was 30.3% higher than the unreinforced polyester tensile strength, as stated by the literatures.6,36,39
Validation of rule of mixtures for tensile strength
The maximum and minimum tensile strengths that were obtained using rule of mixture are 204.6 and 185.5 MPa, respectively as shown in Table 2; however, the maximum and minimum tensile strengths that were obtained using experimental work are 120.4 and 104.27 MPa, respectively as shown in Figure 11. Based on obtained results, the differences between theoretical and experimental results are high as shown the comparison in Figure 16. Although differences are high, both values have the trend as RP fiber increase. The possible reasons for such differences might be factors including the stress concentrations, fiber-matrix interface, and manufacturing procedures can all have an impact on actual strength.

Comparison of theoretical and experimental tensile strengths between samples.
Conclusions
The mechanical and water absorption properties of hybrid AV and RP fibers reinforced polyester resin composite materials were characterized in this research. The following conclusions were drawn from the experimental findings:
The maximum tensile, compressive, and flexural strengths were observed in the S-5 (0% AV/30% RP/70% polyester matrix) sample, with values of 120.4, 131.13, and 201.4 MPa, respectively. Conversely, the minimum tensile, compressive, and flexural strengths were found in the S-1 (30% AV/0% RP/70% polyester matrix) sample, with values of 104.27, 106.73, and 180.59 MPa, respectively.
As the weight percentage of RP fibers increased, the maximum tensile, compressive, and flexural strengths also increased. Conversely, these properties decreased as the weight percentage of AV fibers increased.
The S-4 (10% AV/20% RP/70% polyester matrix) sample exhibited the maximum impact strength of 1.21 J/mm², while the S-1 sample had the lowest impact strength of 0.98 J/mm². Unlike the tensile, compressive, and flexural strength properties, the impact test findings were not significantly influenced by the hybridization of AV and RP fibers.
The water absorption test revealed that the S-1 sample had the lowest water uptake (1.91 wt.%), while the maximum water absorption (3.15 wt.%) was observed on the S-5 sample. This suggests that the AV fiber adhered better to the matrix and had a higher hydrophobic potential than the RP fiber.
In general, the mechanical properties of the composite material increased with increasing RP fiber content. Conversely, its moisture resistance increased with increasing AV fiber content. By hybridizing RP and AV fibers, it was possible to develop a composite material with moderate mechanical properties and moisture resistance.
Footnotes
Authors’ contributions
Both authors contributed equally to this work.
Data availability
All necessary data are included in the research paper.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.