
Abstract
Smart and electronic textiles are rapidly advancing with technological progress. Numerous studies have explored the synthesis and application of carbon and graphene-based inks on various substrates. However, there remains a critical need to examine the parameters affecting the fabrication of carbon-based printed designs for e-textiles. This study investigates the effects of weave structure, ink type, and flow rate on the electric resistance and surface characteristics of textile fabrics used as substrates. Two fabric types, plain weave and twill weave, were used with three various types of inks including carbon, graphene-based, and textile reference inks. The best six samples from each weave type were washed and re-evaluated for electric resistance and surface properties, with plain weaves showing superior results. ANOVA statistical analysis revealed that ink type significantly impacts the electrical resistance of printed circuits. A printed patch from a reference ink sample was stitched onto a casual knitted t-shirt, demonstrating the potential for smart textile applications in embodied sensors, piezoelectric materials, and energy harvesting. These printed patches may be used in various smart and e-textile applications for various fields ranging from health, sports, leisure, etc.
Introduction
The capacity of smart fabrics to react to a variety of stimuli is a dramatic step forward in the textile business. They allow for individualized tracking, analysis of performance, and flexibility, making them useful in industries as diverse as medicine, sports, fashion, and the military. These developments envision a future in which textiles are used for more than simply clothes, playing an interactive and practical role in people’s everyday lives while posing new risks and concerns for the environment. 1 Grand View Research predicts the smart textiles industry will be valued at USD 1500 million by 2020 because of the growing importance of this area of technology. Fabric will soon be more than simply a passive material but an active, responsive entity thanks to the integration of electronics and digital technology into textiles, marking a major leap in the wearable technology arena. 2 Smart textiles are divided into two categories: decorative and performance-improving. Decorative smart textiles integrate esthetics with technology, using elements like lighting and sound for fashion purposes. Performance-improving smart textiles, on the other hand, assist human activities by monitoring and reacting to body parameters. 3 Electronic textiles or smart textiles, combine analog textiles with digital components and miniature electronics for a revolutionary advancement in textile technology. The ability to print unique designs is another major advantage of this technology, especially considering the great value that is placed on customized clothing and accessories in the fashion sector. There are several advantages to this method of integrating electronics into wearables, and it has the potential to completely disrupt the wearable technology market.4–6 Using conductive coatings, conventional textiles are converted into electrically conductive materials. Numerous conventional fibers, yarns, and textiles can be covered without sacrificing their flexibility, density, or handling.7–9 The capacity to print or draw electrical circuits directly onto textiles and other surfaces is made possible by these conductive inks. To make conductive inks, normal inks are often mixed with metallic particles like silver, copper, or carbon. Because of the chemical composition of this ink, it is now feasible to print electrical circuits on textiles.10–12 Stoppa and Chiolerio 13 discussed conductive fibers, treated conductive fibers, conductive textiles, conductive inks, and conductive sensors were all discussed in depth. Using electromyography, GPS, steps, body temperature, and posture, Moorhead et al. evaluated the efficacy of “smart clothing” in sports by observing the wearer’s vitals via items like shirts and trousers. The use of phase change materials (PCM) resulted in a coil effect from solid to liquid when the microcapsules morphed from liquid to solid at different temperatures. 14 Silk fiber, carbon nanotubes (Cnts), ionic liquid, and silver nanowires (Agnws) were used to create a temperature and pressure sensor that was calibrated to function between 30°C and 65°C for use in humanoid robots and biomedical prosthetics. The research was conducted on metal and conductive wire, not fabric. 15 The Voltera V-one PCB prototyping printer was used by Wagih 16 to show that direct-write dispenser printing with conductive ink may achieve performance levels comparable to carved copper antennas, suggesting a possible replacement for low-volume photolithography prototypes. Eghan et al. investigated the significant issues that the industry faces, including poor adhesion, ink diffusion, uneven conductive layer generation, deformation, and transiency. The development of suitable composition materials and the application of alternative curing methods, such as heat and UV curing, among others, can address these issues and enable large-scale production. 17
Shin et al. 18 created a sensitive, bendable, monolithically integrated temperature sensor out of metal electrodes and metal oxide to make contributions in areas such as healthcare and robotic systems. Lugoda et al. investigated health monitoring with temperature-sensing yarn, making garments like gloves and socks while underlining the technique’s limitations and using sensors like mercury thermometers and thermistors. The temperature-sensing yarns had no effect on how the clothes draped, sheered, or bent. 19 Wang et al. 20 developed a non-woven graphene composite temperature sensor, known for high sensitivity and accuracy. Lugoda et al. 21 conducted a study with a focus on tracking thermal changes in the skin by Fabricating temperature sensor yarn with protective layers, utilizing materials like titanium and gold. Lugoda et al. modified temperature sensors to be conformal, durable, drape-able, and washable using thermally conductive fiber and polyester-based conductive yarn with copper wire for mechanical strength. A circular warp-knitted framework was used to encase the copper wire. 22 Dimarco et al. studied rotating coil probes for accelerator magnets, emphasizing rigidity, precision, and customization. This study shows a workable plan for creating reliable, flexible, and high-performing magnetic measuring probes, addressing current problems, and paving the way for future advancements. 23 Triano and Collins 24 worked on a low-cost UV laser-based PCB printer to expedite circuit testing, reducing production time and costs. To achieve textile integration and to tailor yarns for different circuit configurations, Ismar et al. developed conductive composite yarn architectures from micrometric copper and polymer. The potential to employ conductive yarns and embroidered circuit boards to create innovative, versatile, and durable e-textiles, opens new possibilities for wearable electronics and smart materials. 25 Idris et al. 26 explored creating UAV wings with carbon fiber composite for de-icing, enabling scalable construction.
Various researchers worked on the printing of textiles, however, detailed investigations on the fabric and ink parameters parameter are not studied yet. In this study, the effect of weave patterns, various printing ink parameters, and flow velocity were investigated in terms of the electric resistance, and uniformity of conductivity on textile fabric. The surface morphology of the fabric was also explored in this study. These printed-circuit-based smart clothes will be a new era of potential use in various applications including sports and medical smart wearables.
Materials and method
Methodology
The experimental process begins with selecting the fabric and ink, followed by designing the pattern using Voltera software. The fabric was then placed on a hard sheet for printing. After printing, the fabric was tested for conductivity performance and surface characteristics. The process flow of the experiments is shown in Figure 1.
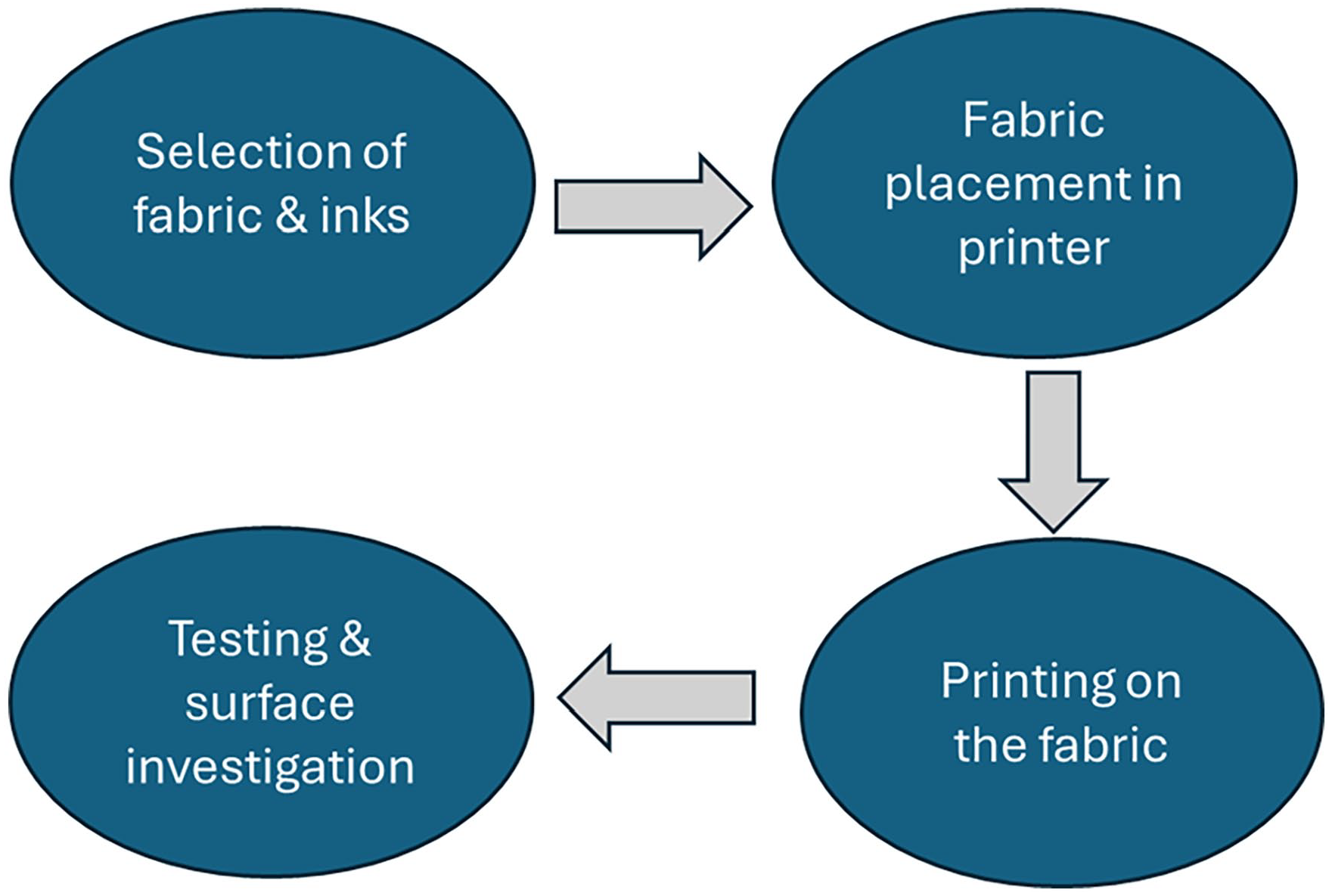
Process flow of the experiments.
The most suitable fabric substrate was selected with the help of available literature. 10 In the subsequent phase, various printing patterns were chosen for the selected fabrics. Arrangements were then made to print these designs on the fabric using the Voltera machine, typically used for printing on hard PCB sheets. 27 The flow rate of the ink was also investigated to check the ink flow and absorption of ink properly on the fabric surface. The design of experiments with three different inks and two different types of fabrics is shown in Table 1 below.
DOE and details of all samples.

Selection of fabric
Fabrics with plain and twill weave structures were used in these experiments. Both fabrics were composed of a 70% polyester and 30% cotton blend. Plain weave is smooth and uniform in all directions and features a sleek finish with very little drape. The second one was woven fabric with a twill 2/1 weave structure. The twill weaves having diagonal lines provide strong textures and drapes that are durable and resistant to damage. Twill weave offers better flexibility compared to plain weave. These fabrics were developed in the laboratory, having GSM 149.5 with 80 ends per inch and 56 picks per inch. Warp yarn was 35/1 Nec, and weft yarn used to have a count of 16/1 Nec. The designs of the woven fabric structures are shown in Figure 2.
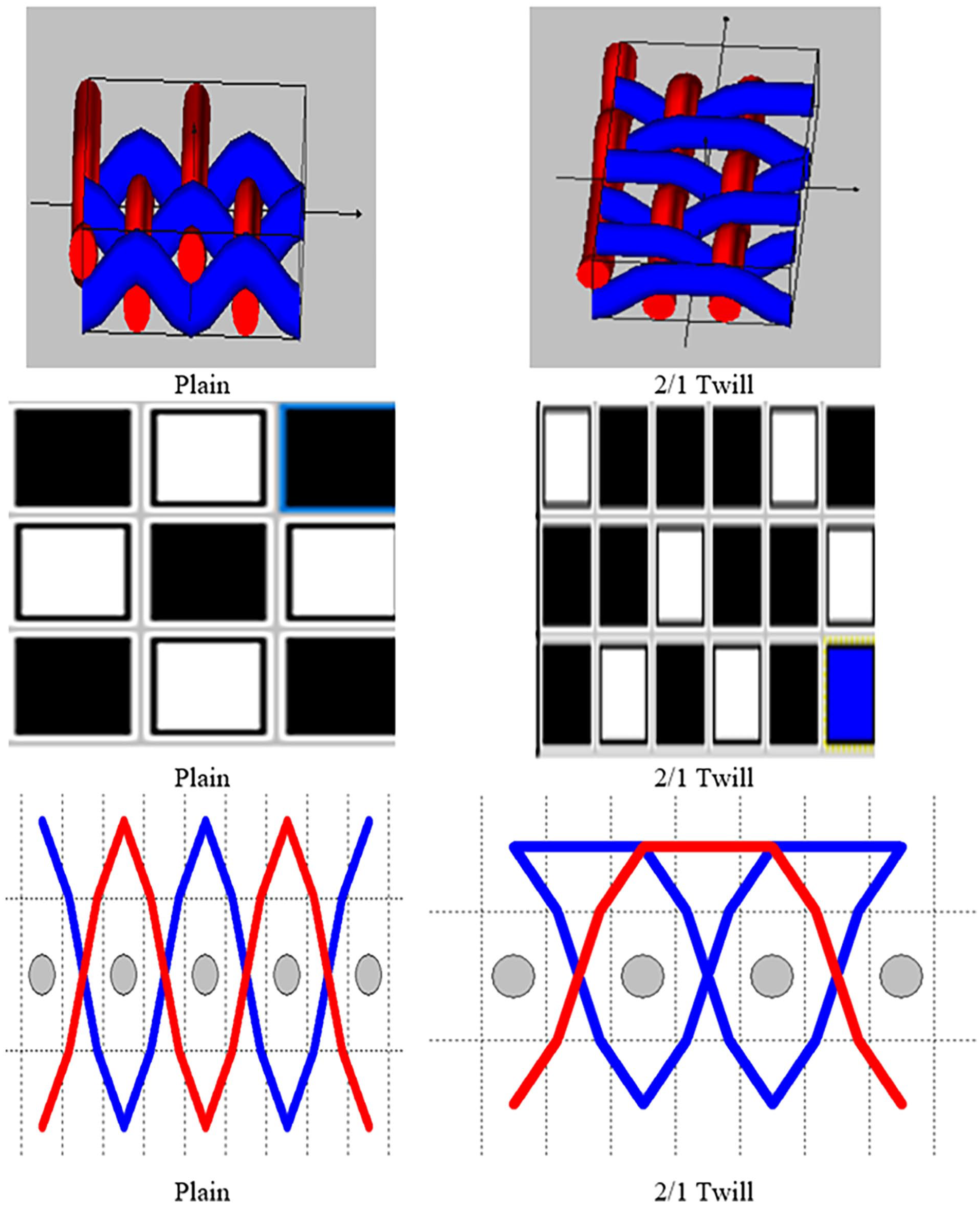
Schematic illustration of woven fabrics.
Selection of ink
In the printing process, three ink types were employed: conductive inks are carbon and graphene, along with a textile reference-based ink. The selection of conductive inks aimed to investigate their capacity in smart textile creation due to their ability to conduct electricity, rendering them apt for applications in printed electronics. Carbon and graphene inks are used because these inks have good conductivity. Carbon-based conductive inks are suited for use in wearable electronics because they are suitable for applications that value flexibility and stretchability. Graphene-based conductive ink is also considered suitable for their use in conductive printing. Both conductive inks were procured from Technestria, India. Meanwhile, the textile reference-based ink, tailored for standard textile printing, served to analyze the surface morphology of the fabrics. Plastisol ink, a widely used screen printing ink, was employed as a textile reference ink. The ink thickness was controlled with a solvent to make it suitable for printing. Its application facilitated the assessment of ink absorption and distribution across fabrics, establishing a benchmark for comparing print quality and the interaction of conductive inks with fabric surfaces.
Printing on the textile substrate
The Voltera V-one printer (Figure 3), powered by the Voltera specialized software, enables accurate and efficient printing on the chosen surfaces. However, this device is developed to print on hard PCB sheets. Some modifications are required to make it possible for fabric printing.

Voletra (V-One) printing machine.
Initially, a hard sheet was placed on the machine’s working area to provide a stable base. The fabric was then positioned on top of this hard sheet and securely clamped with tape to prevent any movement or misplacement during the printing process. Following Figure 4 shows the placed fabric (sample) in the hard sheet for support.
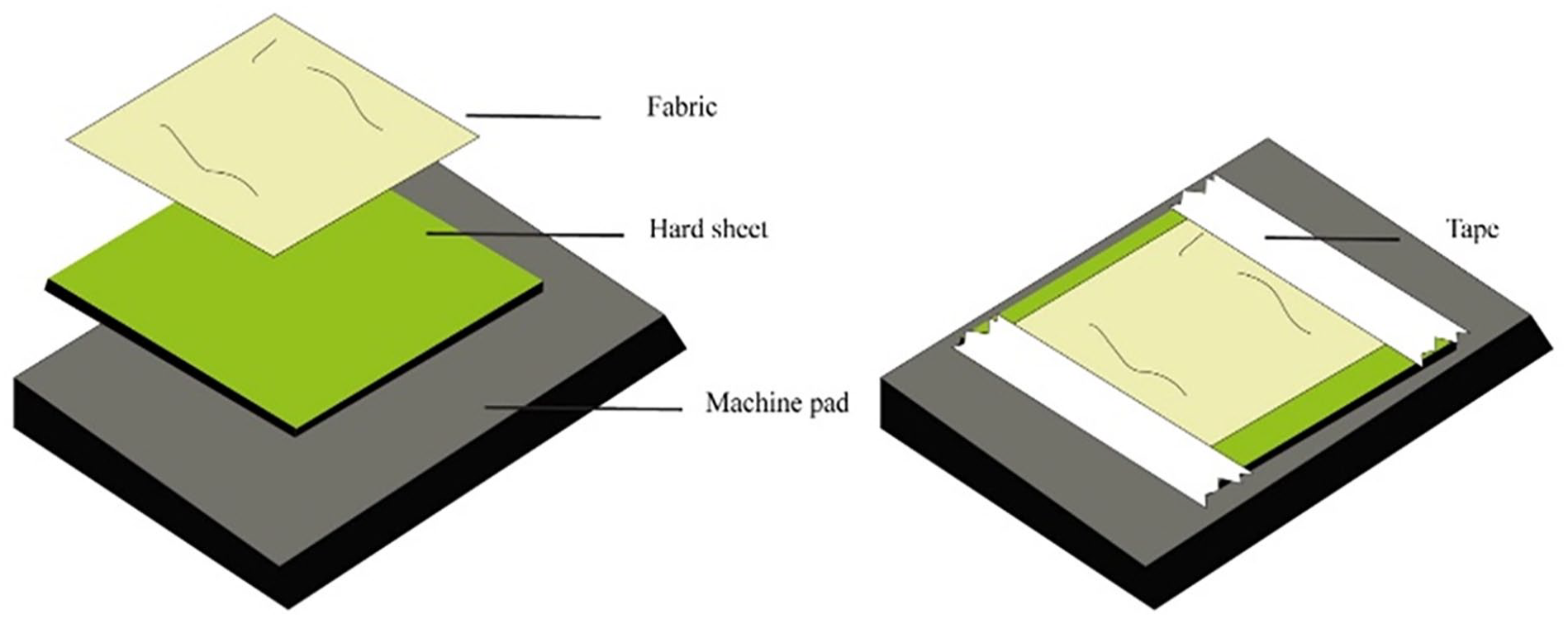
Fabric placed in hard sheet.
Using the Voltera program, a pattern intended for printing on cloth is created. This design is then transferred to a stencil, serving as a guide for applying ink to the cloth. Ensuring that the cloth is clean, dry, and stretched tight is vital to avoid any creases that could distort the design. Precise alignment of the stencil is key, and it is applied to the cloth and secured in place to prevent any movement during printing. Ink is then applied to the cloth using the stencil and the manufacturer’s instructions are followed for drying the ink. Finally, the printed pattern is checked for alignment, homogeneity, and any other quality requirements, ensuring that it meets the desired specifications. This complete process is illustrated in Figure 5 below.
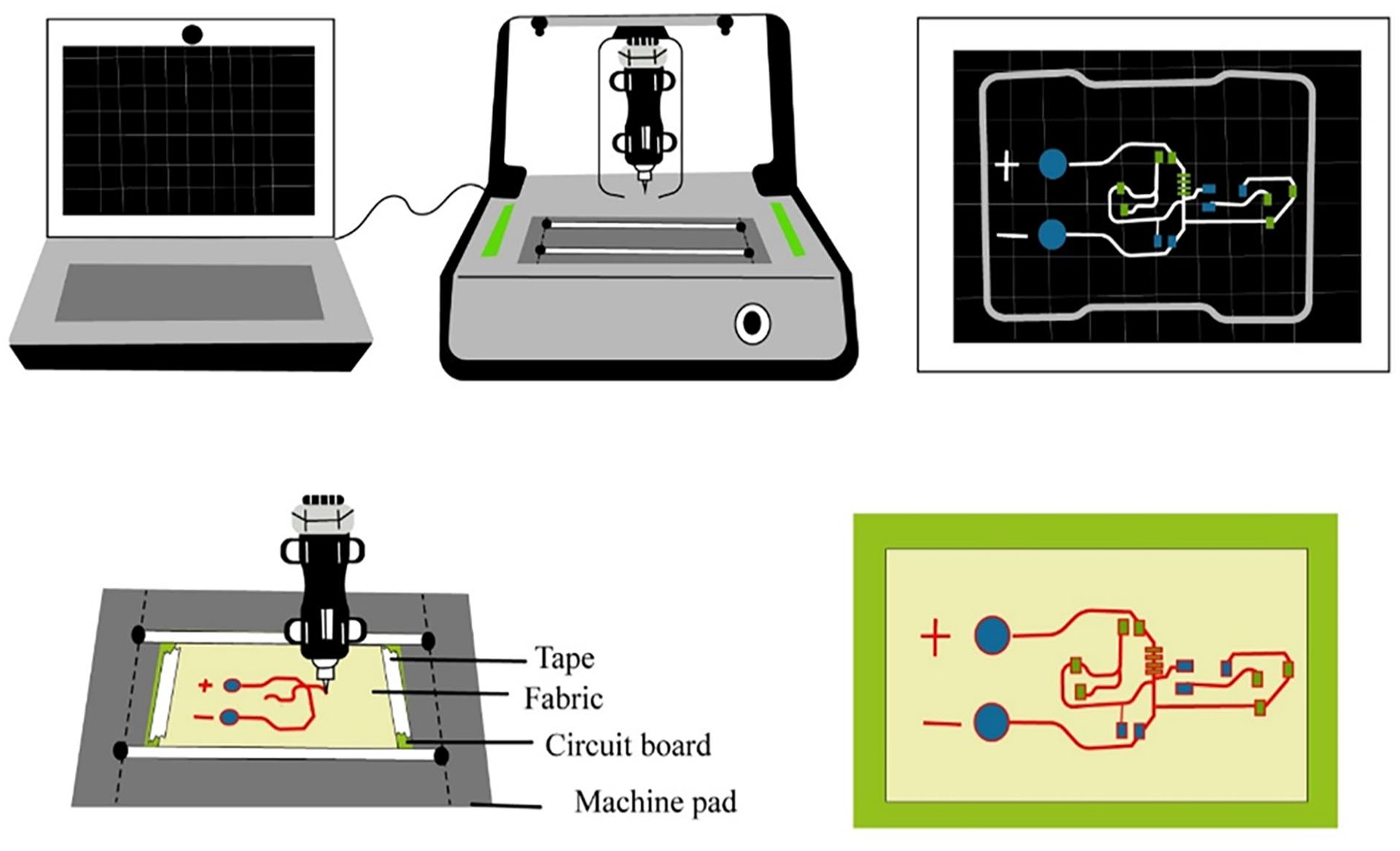
Illustration of the printing process.
These experiments were performed with two different ink flow rates. As discussed earlier, this device is designed for printing on hard PCB sheets that do not absorb the ink. However, in the case of textile fabric, various weave structures have various absorbency levels. Too much absorbed ink and too little absorbency are technical issues smart textiles will face.
Characterization
Electrical resistance
Printed electronics, flexible design, and sensors utilize conductive printing inks that must have regulated electrical resistance, containing elements like silver and copper; their resistance can vary widely based on formulation and use, tailored to the specific demands of an application. The electrical resistance of the fabrics was tested using a Keithley source meter DMM 7510.
Surface characteristics
Surface characteristics of fabric samples including uniformity of the PCBs, surface morphology, and appearance play very important roles in the functional and esthetic aspects of the textiles. Surface characteristics were analyzed with the help of optical microscopy which shows the microscopic view of the fabric’s structures and uniformity of the fabrics. The quality and esthetic appeal of a printed product greatly depend on the uniformity of the printing inks applied to the cloth. The qualities of both the fabric and the ink, as well as the printing method and any treatments used after printing, may all contribute to the final appearance of the printed fabric. Visual inspection is used to determine the consistency and quality of surface morphology and printing on textiles.
Washing
The washing test was carried out using Launder-o-meter (TC-M-25), a standard laboratory equipment designed for textile testing. Samples were washed for 30 min without any detergent to check the impact of mechanical forces working during the wash process. A total of five washing cycles were performed and electrical resistance after washing was measured.
Statistical analysis
An analysis of variance (ANOVA) test is performed for different weave structures, ink types, and flow rates to assess their significance in the electrical resistance values obtained.
Results and discussion
Electrical resistance
The electrical resistance of the fabrics was tested using a Keithley source meter and the values are expressed in the standard units of electrical resistance, Ohm. The first six samples S.1–S.6 are composed of plain fabrics while the next six samples S.7–S.12 are composed of Twill fabrics. It was observed that the Plain fabrics showed higher values of electrical resistance than the twill fabrics (Figure 6). This is because 1/1 plain weave has the maximum yarn interlacing points between warp and weft and twill weave showed a lower value this is because of its relatively low number of yarn interlacing points between warp and weft. 28 Another important factor is that the twill weave has a more flexible nature which results in better impregnation of ink into the substrate, and which tries to overcome the insulating and barrier points within the fabrics so resulting in better conductivity. 29
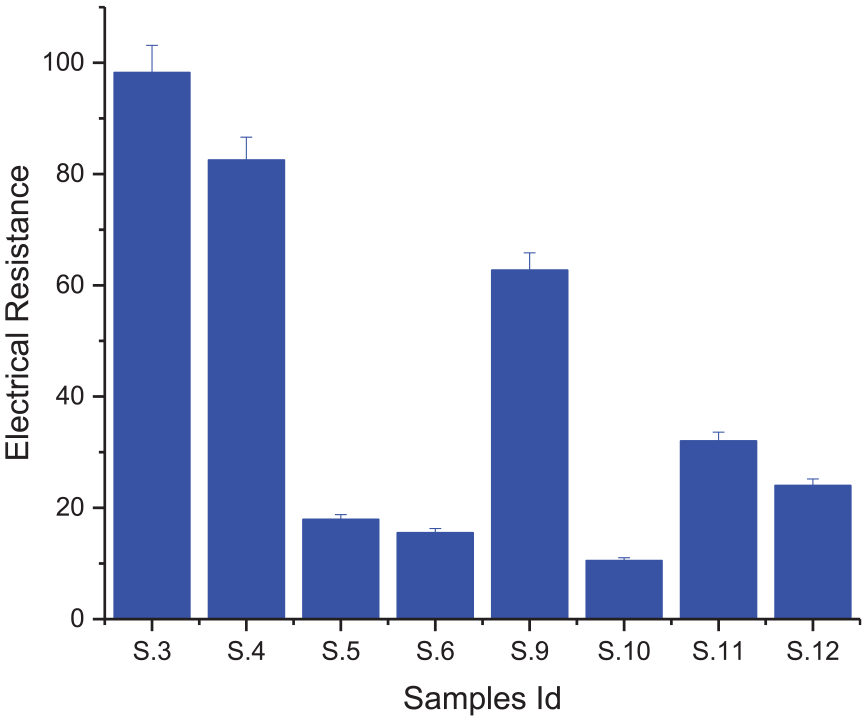
Electrical resistance graph of samples.
Among these samples, samples with higher flow rate (5.0), showed better results. As the flow rate increased, there were more possibilities for enriched absorbency of ink on the fabric surface that gave good-quality printed samples. On the other hand, the low flow rate showed some missing lines especially areas with thin printed circuit lines as is clear when we compare samples S.2 and S.7, and samples S.4 and S.11 as presented in Figure 7.

Printed fabric samples.
It is also observed that the carbon ink resulted in lower electrical resistance values as compared to graphene ink. Samples S.5, S.6, S.11, and S.12 are carbon-based samples and have lower electrical resistance values in both fabric structures and flow rates. Datasheets of conductive inks 30 show that carbon ink has more electrical conductivity as compared to graphene ink. Secondly, it is assumed that carbon ink is more strongly bonded with the textile substrate, and it is also visible in washing results. These are also validated by the main effect plot as shown in Figure 8.
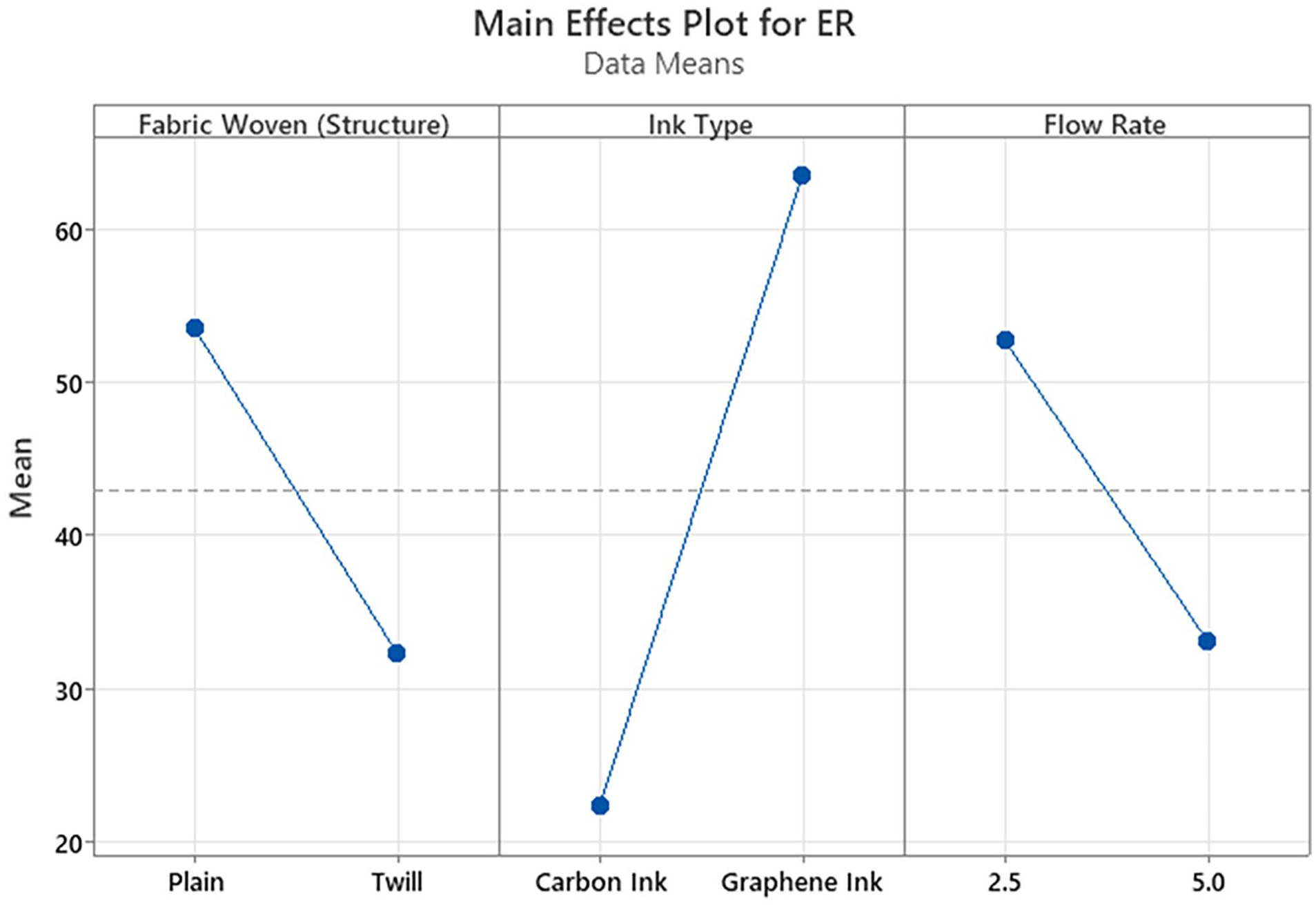
Main effect plot of electric resistance.
S.1, S.2, S.7, and S.8 have no electric resistance values because this ink is textile nonconductive ink used for reference printing only.
Minitab 18 statistical software was used to perform the statistical analysis of the result of electric resistance. An analysis of variance (ANOVA) test was performed to analyze the effect of three factors that is, weave structures, ink types, and flow rate on the electrical resistance values obtained.
The main effect plot of electric resistance is shown in Figure 8 with three variables including fabric structure, ink type, and flow rate. The same trend is observed as we discussed earlier where it was concluded that twill weave has better conductivity as compared to plain weave and increased flow rate improves the conductivity. Among carbon and graphene inks, carbon ink has better conductivity because of the low resistance of ink and better adhesion with the textile substrate.
Washing test
Four samples were selected for a washing test. These samples were washed for 30 min in each cycle and a total of five washing cycles were performed. Normally the effect of washing on the properties of fabrics is unnoticed but in the case of functional materials, it is very important to set the washing parameters carefully. It has been found that the effect of washing parameters such as temperature and rotation speed can cause damage, especially on sensitive parts of smart textile structures. 31 The results of electrical resistances before and after washing are shown in Figure 9. It is observed that in most cases, electrical resistance either remained unchanged or reduced after washing the samples.

Electrical resistance graph of samples after and before wash.
It is believed that upon washing the impurities and contaminants were removed effectively which resulted in a decrease in the electrical resistance of the sample. Any loose bonded ink particles were removed from the surface which resulted in better conductivity after washing.32,33 However, the electrical resistance trend remained the same as shown in Figure 10. Here again, twill weave showed better conductivity as compared to plain weave. Similarly, carbon ink showed more conductivity as compared to graphene ink.

Main effect plot of electric resistance after wash.
Surface characteristics
Surface characteristics of the samples such as surface morphology and surface uniformity were evaluated with the help of optical microscopy. Surface morphology indeed refers to the surface characteristics that indicate the roughness or smoothness of the fabric surface. It involves studying the texture, topography, and any imperfections on the surface, which helps in understanding how the fabric will perform in terms of durability, comfort, and other functional properties. The surface morphology of printed circuit boards (printed design) was investigated. Various parameters affect the surface morphology of the samples such as weave design, fiber & yarn attributes, the uniformity of the printed ink, and fabric characteristics such as compactness & looseness.
The results show that samples S.2, S.4, and S.7 have optimum impregnation of the inks on the fabric surface which results in better printing of design. The quality of the printed design depends on various factors such as the surface characteristics of the fabric samples, ink properties, and flow of ink on the surface. The microscopic images demonstrate that S.9, S.10, and S.11 showed very minute sorption of the ink into the fabric. The low impregnation of the ink onto the surface also results in discontinuity which ultimately affects the performance of the printed circuit.
The uniformity of the printed design is also impacted due to the low impregnation of the ink. 34 To make the printed design suitable for smart textile applications, they should be uniform throughout the printed area. Microscopic images in Figure 11 show the uniformity issues in the designs where ink impregnation is not good.

(a) Microscopic images of samples before washing and (b) microscopic images of the samples after washing.
The low impregnation of ink is caused by wicking behavior, influenced by the yarns, yarns interspacing. The rate at which the ink is applied and transferred longitudinally, and traversal is also a critical/crucial factor affecting. It was found that the ink drop spread rapidly on the compact and thin fabrics. The yarn surface factor is also an important factor in wicking behavior. 35
The quality of printing also depends on the viscosity of the used ink. It is found in the literature that the best printing results can be achieved by using inks having a viscosity in the range of 2.3–4.4 mPas. 36
After washing there was a difference in appearance in the fabric samples observed because of the fading of the ink in the washing process, the fabrics are subjected to various treatments which tend to decrease the fabric’s properties. 37 While washing treatment, the fibers tend to swell and relax which can result in a change in fabric appearance. Moreover, the washing process may help in removing the residual impurities and uneven distribution of ink which can also result in fading of the printed circuit on the fabric samples. 38
Conclusion
This research investigated the influence of various printing parameters, such as ink type, flow rate, and fabric weave design, on the electrical resistance and surface properties of flexible, textile-based printed circuit boards. A printer typically used for hard PCB printing was adapted for these experiments.
The findings demonstrate that the ink type significantly impacts the electrical resistance of the printed textile substrates. Specifically, carbon and graphene-based inks were evaluated, with carbon ink displaying superior electrical resistance compared to graphene ink, a result supported by the main effect plot. Moreover, it was observed that increasing the ink flow rate enhances conductivity by depositing denser ink onto the textile substrate, reducing the likelihood of cracks. However, a higher flow rate becomes counterproductive beyond a certain threshold during the printing process.
The fabric weave design also played a critical role, with twill weave showing higher electrical conductivity than plain weave. This is because the plain weave, with its higher number of yarns interlacing between warp and weft, creates more resistance, while the twill weave, having fewer interlacing points, promotes better conductivity. Additionally, the samples were subjected to five washing cycles, after which the electrical resistance decreased. This improvement in conductivity was attributed to the removal of impurities and loosely bonded ink particles during washing.
While the study successfully explored and optimized key printing parameters for conductive ink on textile substrates, further detailed investigations are recommended. Future research should explore different types of conductive inks and textile structures to achieve better optimization for textile-based circuit boards.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.