
Abstract
Fused deposition modeling (FDM) is utilized in the textile and apparel industry due to its adaptability, low cost, and high productivity. Promoting the efficient, diversified, and sustainable development of the textile and apparel industry, and to broaden the scope of application for FDM technology. This paper discusses the fundamental principles, design, and manufacturing processes of FDM printing of textiles and garments, as well as a summary of the commonly used materials for FDM printing of textiles and garments and their associated performance parameters. By examining the forming quality of textiles and garments, we analyze the influencing factors in the four phases of computer aided design (CAD) modeling, model slicing, forming processing, and post-finishing, and propose solutions to potential issues. Finally, case studies are used to summarise the primary applications of FDM in textile and apparel manufacturing, and the challenges and prospects of FDM in textiles and apparel are discussed. The application of FDM in the textiles and apparel industry not only promotes the advancement of manufacturing technology innovation, but also demonstrates a broader range of application value in terms of design development, functional properties, material combinations, and other factors.
Keywords
Introduction
The existing manufacturing technologies can be classified into three primary categories based on their manufacturing principles: subtractive, formative, and additive manufacturing. Subtractive manufacturing refers to the process of fabricating products by the removal of material. 1 The aforementioned technique encompasses the utilization of cutting, milling, drilling, or grinding processes to manipulate the raw material into the intended configuration and dimensions. Formative manufacturing refers to the process of fabricating products by the alteration of material shape, as opposed to the conventional method of material removal. 2 The process often entails the application of plastic deformation, thermoforming, or pressure machining techniques to manipulate the material into the intended configuration. Compared to subtractive and formative manufacturing, additive manufacturing is a highly dynamic and promising manufacturing innovation technology that fabricates objects by adding materials layer by layer. 3 In just a few decades it has been widely used in many fields such as construction, aerospace, energy, automotive, civil engineering, biomedical, textile, and fashion. 4
Additive manufacturing, commonly referred to as 3D printing, is recognized as one of the 21 disruptive technologies that have catalyzed the emergence of the fourth industrial revolution. The utilization of 3D printing encompasses various advanced technologies across multiple disciplines, including materials science and chemistry, digital modeling technology, electromechanical control technology, and information technology. 5 Currently, there exists a wide range of 3D printing technologies, 6 which can be categorized based on the forming method employed. These include light-curing forming, material extrusion, jet forming, powder bed fusion forming, directed energy deposition technology, stacked solid manufacturing, and composite forming technology. 5 Various forming methods incorporate distinct types of technology. For instance, light curing forming technology encompasses stereo lithography appearance (SLA), digital light processing (DLP), continuous liquid interface manufacture (CLIP), and liquid crystal display (LCD).7–10 Various types of light-curing forming each have their own advantages and disadvantages, making them suitable for different application scenarios. SLA is ideal for applications requiring high precision and excellent surface quality, but it is slow and has high material costs. DLP is suitable for medium to small-sized complex models that require high speed and precision, but it is limited by projector resolution and material variety. CLIP is suitable for production-grade parts that require ultra-high speed and high quality, but the equipment and material costs are high. LCD is ideal for manufacturing medium to small-sized high-precision models at a lower cost, but attention must be paid to screen lifespan and post-processing needs. Common material extrusion forming technology is based on thermal extrusion, the main types of technology are FDM, direct ink writing (DIW), and melted extrude manufacturing (MEM).11–13 FDM is widely used in commercial manufacturing due to its low equipment and material costs and ease of operation, but the models it prints have lower precision and surface quality.14,15 DIW is suitable for high-end applications involving multi-materials and functional integration, especially in the biomedical and electronics fields, but it requires specialized material preparation and post-processing. MEM is ideal for large-scale and high-strength industrial applications, offering good mechanical properties and interlayer bonding, but the equipment and material costs are high. Powder jet and binder jet are two distinct jet forming processes, primarily distinguished by the utilization of dissimilar materials. The primary categories encompass binder jetting (BJ) and polyjet.16,17 BJ is suitable for applications that require multiple material choices, rapid prototyping, and do not need high precision, especially in industrial manufacturing and large-scale production. However, its post-processing is more complex, and the precision and strength of untreated prints are relatively low. PolyJet is ideal for applications requiring high precision, multi-material, and multi-color printing, with excellent surface quality, but it has limited material options and higher costs. Several approaches for targeted energy deposition have been developed, including laser-engineered net shaping(LENS), electron beam freeform Fabrication (EBF), and wire arc additive manufacturing (WAAM).18–20 LENS technology is suitable for applications requiring high precision, high complexity, and high performance, such as aerospace and medical devices, but it has high equipment costs and slower speeds. EBF technology is ideal for manufacturing large, high-melting-point metal parts with high energy efficiency, but it has complex equipment and poor surface quality. WAAM technology is suitable for large-scale, low-cost, and rapid manufacturing applications, such as in the maritime and heavy industries, but it has lower precision and surface quality. Laminated object manufacturing (LOM) is widely recognized as the principal representative technique within the domain of laminated solid manufacturing technology. 21 LOM technology has low material costs and fast manufacturing speeds, making it suitable for producing large models. However, due to its limited precision and restricted material choices, LOM technology is not suitable for producing parts that require high precision and high performance. In recent years, scholars have incorporated novel control, fabrication, and manipulation techniques into conventional 3D printing technology, to overcome the existing limitations in this field. The aforementioned scenario has led to the emergence of composite forming technology, wherein many processes collaborate in a single forming process and modify the material properties to provide superior forming outcomes compared to a single energy field or process. Composite forming technologies include supersonic laser deposition (SLD), laser-arc hybrid welding, micro casting-forging-milling composite manufacturing, and laser-electrochemical composite deposition.22–26 SLD synchronously introduces laser irradiation during the cold spraying process, combining the advantages of cold spraying and laser heating. The high-energy laser beam heats and softens the deposited and substrate materials without melting them, enhancing their plastic deformation capabilities while reducing the critical deposition velocity of the deposited material. This allows for low-cost, high-efficiency, and high-quality deposition at temperatures below the material’s melting point.27–29 Laser-arc hybrid welding technology utilizes both laser and arc as heat sources, offering advantages such as lower equipment costs, higher process stability, good printing quality, and the ability to use various materials. Micro casting-forging-milling composite manufacturing technology features simple equipment, easy control, and good material recyclability. Laser-electrochemical composite deposition technology offers high localization, high deposition rates, and strong bonding between the deposited layer and the substrate. These technologies significantly enhance the performance and surface quality of fabricated parts. However, the complexity of equipment and process control and the limited application range remain challenges that need to be addressed.
In response to the rapid increase in demand for 3D printing, the textile and apparel industry has begun implementing 3D printing technology in a variety of methods for product design innovation and production. SLA, DLP, FDM, DIW, BJ, PolyJet, and SLS are the technologies most frequently used in textiles and apparel. 30 Although many 3D printing technologies can be utilized in the textile and fashion industries, the final the final forming results vary due to material and process limitations. results vary due to material and process limitations. Aiman Akhtar created a stunning Halloween costume using SLA-printed resin material. 31 The costume features intricate hollow designs, with an arched interlocking structure above the shoulders. The back includes armor-like elements connected to the shoulder straps, while the front chest area has ample internal space to allow optical fibers to pass through. This costume is different from traditional clothing styles and cannot be achieved through conventional manufacturing processes, as shown in Figure 1(a). Woei and Low of Melbourne’s XYZWorkshop adapted skeleton structures to fashion design by using FDM to print a garment inspired by electrolyzed water and cheongsams, 32 as shown in Figure 1(b). FDM printing technology is also capable of printing garments with extremely vibrant effects. Goldstein collaborated with Stratasys to create the “We Are Able” apparel collection, 33 as shown in Figure 1(c). The collection combines PolyJet technology and a 3D body scanner to demonstrate the effective combination of vibrant Japanese embroidery and cutting-edge manufacturing. Flexible textiles are also commonly manufactured using FDM technology. Beecroft has used SLS to print nylon powders to create knitted fabrics with strands bent into loops and strung on top of one another that exhibit exceptional flexibility and ductility, 34 as shown in Figure 1(d). The 3D Systems Spectrum Z510 is a printer for powder binder injection in three dimensions. Timberland’s footwear division uses the Spectrum Z510 to develop prototypes, which has drastically increased the efficiency of prototype development and decreased production costs. 35 Figure 1(e) shows an insole and sole made by Timberland using adhesive jetting technology. The 3D printing technology has tremendous potential for application in the fields of smart textiles and apparel, in addition to everyday wearables. Peng et al. fabricated a flower-shaped actuator using liquid crystal elastomers (LCEs) printed with a DLP printer, 36 with the LCEs demonstrated in white and the DLP-printed substrate in pink in Figure 1(f). Since the active LCE fibers are biassed to be distributed near the upper surface, heating causes the LCE fibers to contract, causing the petals to bend upward. The structure of the petal will revert to its original flat form upon cooling. These actuators apply to smart textiles and smart clothing. Roach et al. also devised a method for using DIW to print reversibly driven LCE fibers. 37 LCE fibers can be knitted, woven, and stitched to create a variety of intelligent textiles as shown in Figure 1(g). As the early and most widely used 3D printing technology, FDM has a relatively stable system. It can produce textile and fashion prototypes quickly, effectively shortening the design and development cycle, and it only uses the required materials to print textiles and fashion, effectively reducing material waste. Furthermore, it can realize complex geometric shapes and structures, giving designers more room for innovation, these advantages make FDM technology used in the field of textiles and fashion. This paper focuses on the application and development of FDM in the field of textiles and fashion, which not only provides new opportunities for the production and manufacturing of textiles and fashion, but also provides a more diverse, convenient, and environmentally friendly path for the textile and fashion industries to develop.
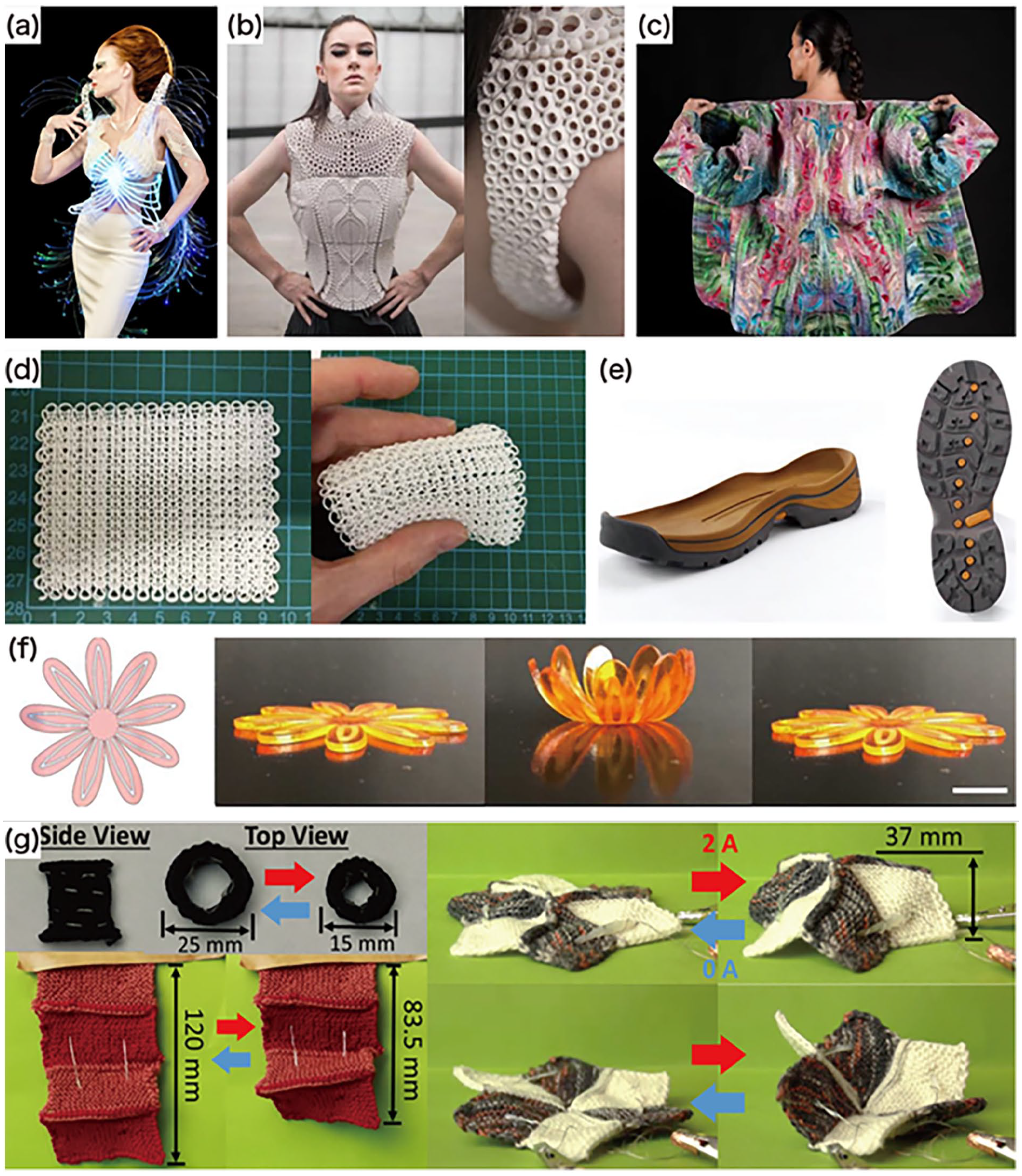
3D printed textile and apparel products: (a) halloween costume, 31 (b) clothing inspired by electrolyzed water and cheongsams, 32 (c) “we are able” apparel collection, 33 (d) nylon knitted fabric, 34 (e) 3D printed insoles and soles made by Timberland, 35 (f) flower-shaped actuator, 36 and (g) various smart textiles made of LCE fibers. 37
FDM technology for the textile and fashion industry
FDM, also known as fused filament fabrication (FFF), was first developed by Scott Crump in 1988. 38 In 1992, the American company Stratasys introduced the first industrial-grade 3D printer based on FDM technology, the “3D Modeler,” marking the commercial debut of FDM technology. In the mid-2000s, the introduction of desktop FDM printers increased public awareness of FDM technology. These compact, low-cost printers made FDM accessible to hobbyists, creators, and small businesses, driving the popularity of 3D printing. 39 With the advent of materials with higher melting points, such as polyetherimide (PEI) and poly (ether-ether-ketone) (PEEK), high-temperature FDM printers were developed. 40 These high-performance FDM printers have enabled aerospace, automotive, and other demanding industries to develop new applications. The researchers have also created FDM printers with multiple extruders to enable multi-material and multi-color printing. This innovation significantly enhances the capabilities of traditional FDM printers, which typically use a single extruder to print one type of material or color at a time. With multiple extruders, these printers can simultaneously print different types of materials, such as flexible and rigid plastics, conductive materials, and even composite materials.41–43 This versatility is crucial for creating complex parts with varying properties in a single print job. By using different materials, various functions can be integrated into one part. For example, an object can have both soft and hard sections, conductive paths for electronics, and more. Additionally, multiple extruders allow for the use of different colored filaments, enabling the production of multi-colored objects without the need for post-processing or painting. FDM has also been combined with other manufacturing techniques, such as CNC machining and robotic systems, to create hybrid printing technologies.44,45 Multimodal systems optimize production for specific applications by combining FDM and other 3D printing processes. As a result of ongoing research, the development of new materials, and improvements in printer design, FDM printing technology is expected to play an increasingly essential role in textile and fashion manufacturing.
FDM printing process for textiles and fashion
The filamentary thermoplastic material is fed into a high-temperature heated block within the extrusion head according to the FDM forming principle, the material is rapidly converted to a molten state by high-temperature heating in the hot melt chamber of the heating block, and the molten liquid is then extruded from the nozzle by squeezing. At this time, the nozzle will be printed according to the software-sliced and layered three-dimensional model for printing, the nozzle in the construction platform according to the pre-designed model cross-section of the shape of the pile of material filling, simultaneously the nozzle in the horizontal plane (x, y) in the linkage of translation and the vertical direction (z) upward movement. After a layer of cross-section is filled, the construction platform reduces the thickness of one layer by a predetermined increment, and then the next layer is filled; after such layer-by-layer layering and filling, the desired 3D object is obtained, as shown in Figure 2. In addition, as the printing height increases, the area and shape of the layer sheet contour will change. Once the shape of the layer sheet has changed to a larger extent, the layer contour cannot provide sufficient positioning and support for the current layer, necessitating the design of several auxiliary structures to ensure a smooth forming process.46,47
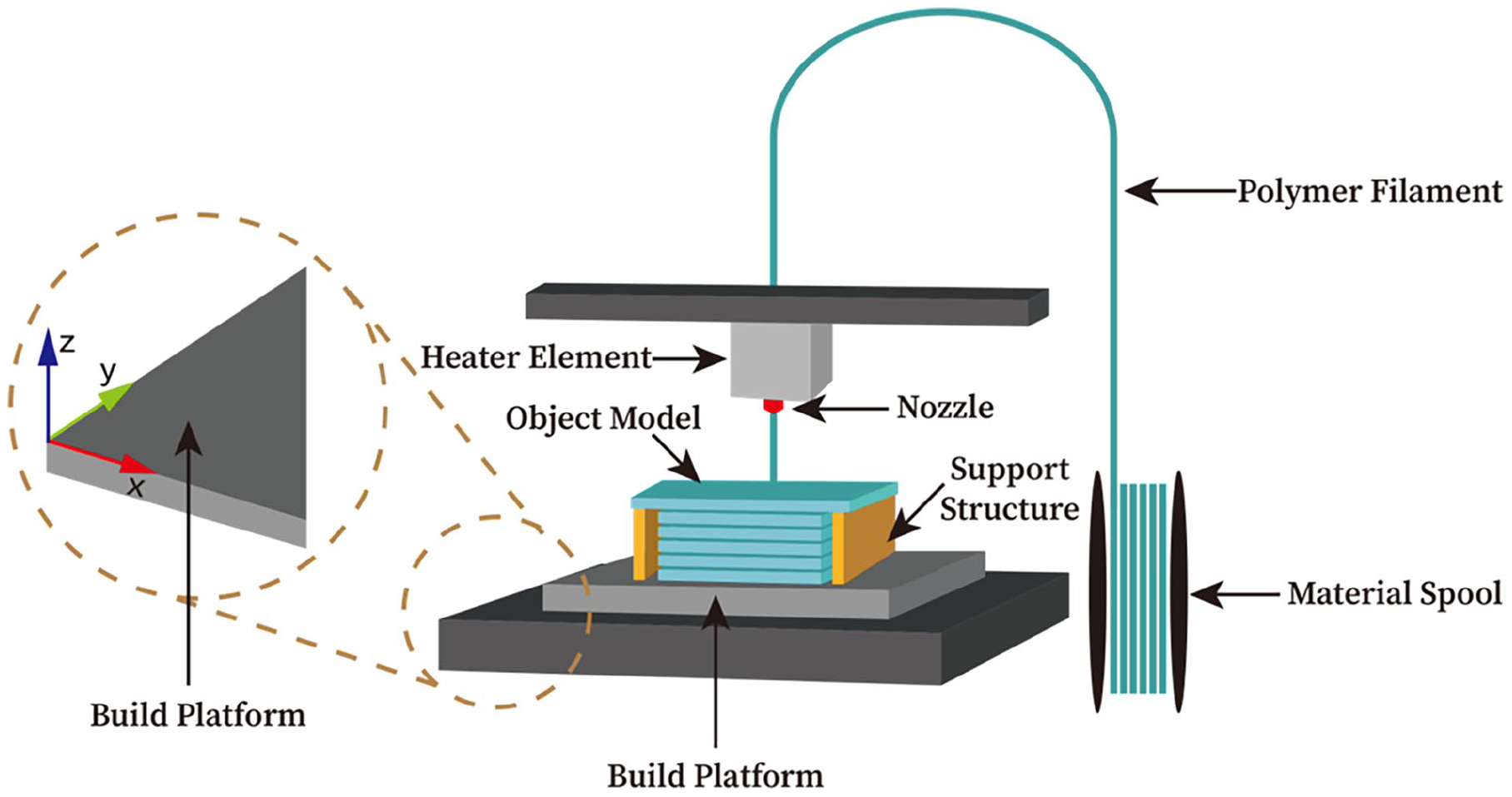
Basic principle of FDM printing.
FDM printing of textiles typically involves creating a digital 3D model of the object to be printed, slicing the model into horizontally thin layers using slicing software, preparing the 3D printer for printing, printing the object, removing the support structure, and post-processing. 48 The process of FDM printing clothing on this basis can be specifically divided into several steps determining design goals, creating design prototypes, optimizing the design, preparing the print file, material selection and parameter setting, printing and post-processing, trying on and adjusting, as shown in Figure 3. Determining the design objectives involves defining the intended clothing styles, functions, and characteristics, as well as the wearer’s uses, preferences, and requirements. The CAD software is then used to generate a 3D digital model of the garment based on the design objectives, and the constructed digital model of the garment is converted into the STL file format suitable for FDM printers, and the necessary adjustments and settings are made. Next, the STL file needs to be imported into the slicing software to establish the appropriate parameters for the digital garment model, such as the print temperature, print speed, and fill density. After completing the relevant garment model printable processing, the model file is uploaded to the FDM printer, the material appropriate for printing is chosen based on the garment design, and the garment forming and processing process commences. FDM utilizes supports to support void structures or overhanging structures in the printed object, and such supports need to be removed after printing is complete. 49 In addition, the surface of FDM print-molded objects is rough, and some models need to be trimmed and surface-treated. After completing the preceding stages, it is necessary to evaluate the comfort, fit, and functionality of the printed garment, which can be worn for feedback, and to make adjustments and improvements where necessary. Finally, the printed garments are treated and embellished, such as by cleaning, dying, and painting, to achieve the desired result.

Flow of FDM printed garments.
FDM printing materials for textiles and fashion
The basic principles of FDM devices dictate that the technology prints filamentary materials. Its material requirements mainly include: can adapt to the cumulative mode of manufacturing layer by layer, can quickly realize intra-layer manufacturing and inter-layer bonding, the parts have a certain degree of dimensional accuracy and dimensional stability, as well as a certain degree of mechanical properties and performance stability. 50 The greatest advantage of FDM technology as a non-laser forming manufacturing system is the wide range of forming materials, such as acrylonitrile-butadiene-styrene copolymers (ABS), polylactic acid (PLA), polyamide/nylon (PA), polycarbonate (PC), thermoplastic polyurethane (TPU), and polypropylene (PP) are the most commonly used polymer materials. 51 In addition, FDM can print high-performance polymer materials such as PEEK, poly(ether-ketone-ketone)(PEKK), and PEI,52,53 as well as flexible polymer materials such as thermoplastic elastomers (TPEs), bendLay, and elastoplastic (EP).54–56 In addition to being used directly for FDM printing of textiles and fashion, polymer materials can be combined with metal particles, carbon nanotubes, graphene, wool, and hemp fiber to create high-performance composites with excellent properties that can be used to create products with smart properties.57,58
Although a wide variety of materials can be utilized for FDM printing, 59 the choice of material is crucial for FDM printing of textile-like or flexible garments to guarantee that the printed textiles and garments are pleasant, malleable, and have the desired textile-like properties. Currently, thermoplastic polymer materials, 60 such as ABS, PLA, PC, TPU, and PA, dominate the materials used in the production of commonplace textiles and fashion. Using FDM technology to print textiles and garments requires consideration of the material’s printing temperature, heat-resistant temperature, shrinkage, tensile strength, and bending strength. Additionally, different material types have different performance parameters, such as ABS and PC having a higher printing temperature than PLA. PC has the maximum heat-resistant temperature, while PLA has the lowest; therefore, garments made from PLA should not be worn in environments where the temperature is excessively high. In addition, PLA has the least amount of shrinkage compared to ABS and PA. The tensile strength of PLA, PC, and PA is better, whereas the tensile strength of TPU is inferior. Table 1 lists the performance parameters of materials commonly used for FDM printing of textiles and apparel. In addition, the materials used in FDM technology to print textiles and garments are divided into two categories: the forming material used to print textiles and garment parts and the support material used to support textiles and garments parts, which is primarily used to prevent the deformation and collapse of the void or overhanging structure. In order to make the support easier to remove, it is sometimes possible to use a soluble material as a support, which can be removed by simply dissolving it. 26 However, the available materials for FDM-printed textiles and garments are still very limited due to the reality of the wide variety of textiles and garments products and the complexity of the materials used to manufacture them and their combinations. Due to the inadequate strength, toughness, and functionality of conventional thermoplastic polymer-based manufactured models. Some researchers and developers have added reinforcing materials such as fibers or infill particles to flexible materials to improve their performance and also to provide printed textiles and garments with distinctive aesthetics.61,62
Performance parameters of materials commonly used for FDM printing of textiles and fashion.

Advantages and disadvantages of FDM printing for textiles and fashion
FDM is usually more cost-effective than other 3D printing technologies. Printers and raw materials are inexpensive, and the cost of equipment repair and maintenance is lower. 63 FDM technology is a practical option for a wide range of applications, from hobbyists to industrial prototyping, due to its reduced ownership cost. 64 FDM also provides greater design flexibility, enabling users to create complex geometries and intricate details that may be difficult to accomplish with conventional manufacturing techniques. This design versatility enables the production of customized and individualized goods. FDM also excels in rapid design production, allowing designers to convert digital textile and fashion design models into 3D solids in a brief amount of time, thereby shortening the product development cycle and time to market. FDM is extremely efficient in terms of material usage, depositing only the required quantity of print material and reducing waste more than traditional subtractive fashion manufacturing techniques. Furthermore, FDM can print textiles and fashions on demand, eliminating the need for enormous stockpiles and lowering storage costs. FDM is suited for a wide range of product types, from ordinary wearable products to smart wearable gadgets, and its numerous advantages make it the preferred choice for innovative textile and fashion applications.
Although FDM has many advantages, it also has some disadvantages and limitations to consider. The layer-by-layer deposition process of FDM results in noticeable stripes on the surface of printed textiles and fashions, leading to a relatively lower print resolution than other 3D printing technologies. 65 To obtain fine details and smooth surfaces, slower print velocities and smaller layer heights may be necessary, which could lengthen the printing process. Moreover, the surface finish of FDM prints is not as glossy as that of textiles and apparel produced by other 3D printing methods or conventional manufacturing techniques. Therefore, post-processing is required to enhance the aesthetics of the final product. Although a wide variety of thermoplastic materials can be used with FDM, the material alternatives are limited in comparison to other 3D printing technologies. Materials utilized in applications requiring specific properties, such as high thermal resistance or biocompatibility, may not be readily accessible for FDM. While FDM can create support structures, removing these support structures after printing can be challenging, particularly for complex geometries and delicate features. Removing support structures can leave surfaces that are rough or irregular, requiring additional machining. FDM print speeds are also comparatively sluggish, particularly when producing objects with a high resolution or larger dimensions. Complex patterns and structures in textiles and apparel can also slow down print velocities and lengthen production times. The manufacturing volume of FDM printers also restricts the maximum dimension of printable objects. Despite these drawbacks, ongoing research and development of FDM technology continues to resolve a portion of them.
Forming influences for FDM printed textiles and fashion
FDM is an integrated manufacturing process that incorporates CAD/CAM, CNC, materials, process parameterization, and post-processing, each of which can affect the part’s precision and mechanical properties. 66 The forming quality of FDM-printed textiles and apparel is influenced by three stages: the CAD styling stage, the forming processing stage, and the finishing stage. Forming influences in the CAD modeling stage are errors in the garment 3D modeling, STL file conversion, slicing, and processing processes. The impact of the forming stage refers to the negative effects on the printed component caused by apparatus operation or improper operation during the printing process. Problems that arise during the post-processing of the printed component are the determining factors in the final phase. Regarding the various factors influencing the forming of textiles and garments produced by the FDM printing process, the majority of them cannot be completely avoided or eliminated, but they can be debugged and improved to ensure that the model’s final result matches the desired vision.
CAD modeling stage
The CAD modeling phase is essential for achieving high-quality forming for FDM-printed textiles and apparel. This phase centers on the preparation of print-ready files, including 3D modeling of the garment, model data processing, and model slicing. Three-dimensional modeling of textiles and clothing is a process of describing and defining them digitally. There are two methods for creating 3D models of textiles and apparel using 3D printing technology. The first, known as forward design, involves manually creating a 3D model of the design concept on a computer using CAD software. 67 All 3D modeling techniques, such as polygonal modeling, NURBS modeling, subdivision surface modeling, solid modeling, direct modeling, contouring, parametric design, etc., apply to textile and fashion 3D modeling. 5 Zheng et al. utilized NURBS surface and B-spline surface modeling techniques, employing VC++ and OpenGL as development tools, to achieve three-dimensional modeling of variable cross-section yarns.68–70 Li et al. used 3DS MAX software for modeling, achieving a three-dimensional representation of fabric structures.71,72 Wang et al. implemented three-dimensional parametric simulation of fabric structures in a network environment using VRML combined with JAVA. 73 Shang et al. used JavaScript and C# programming languages to achieve structural simulation of simple woven jacquard fabrics based on models. 74 The second is to perform 3D scanning or automatic measurement of extant textile and fashion objects, and then generate 3D computer models using reverse engineering or inverse design, an automated modeling technique. 75 Shi and Liu 76 used a handheld 3D scanner to acquire point cloud data of a skirt to construct a three-dimensional digital model. Liu et al. 77 applied laser scanning to capture surface signals of clothing, extracting three wrinkle feature signals: wrinkle amplitude, wrinkle differential curvature, and total spectrum energy of the wrinkles. Based on these three features, which correlate well with subjective ratings, they used neural networks and automatic learning methods to establish a model between subjective ratings and objective parameters. Whether a model is constructed using forward design or reverse engineering, its printability must be considered, including the object’s size, wall thickness, and structural integrity. FDM printing is based on three-dimensional CAD models, which must typically be converted to the STL format before being imported into the 3D printer for manufacturing. In other words, once the model construction is complete, the model data must be converted from 3D to 2D information, which directly impacts the quality of molded parts. Digital textile and apparel models are utilized to approximate the surface data of a CAD entity via a series of triangular faces. 78 Each triangular facet consists of four data items, including the three vertices of the triangle and a normal vector pointing to the exterior of the entity. At the junction of poly surface models, defects such as overlaps, voids, and distortions can occur, influencing their surface accuracy. In general, the fitting precision can be enhanced by expanding the number of triangular faces. However, increasing the number of triangular faces can effectively improve forming precision and reduce errors, but it cannot eliminate them. In addition, it may cause an increase in STL file storage, a decrease in software processing speed, and an increase in forming time, reducing processing efficiency.
Model slicing stage
After the model data processing is completed, it is necessary to perform model layered slicing processing, which refers to the textile and apparel three-dimensional CAD model for the stacking direction (generally z-direction) of the discretization process, the specific process is a series of planar intercepts parallel to the x-y coordinate plane of the STL solid data model and then access to the geometric information in each layer. The geometric information contained in each layer slice is combined to form the data for the entire solid model. By slicing the model, a three-dimensional machining problem can be converted to a two-dimensional machining problem, simplifying the machining process. In the process of layered slicing of textile and clothing models, the three-dimensional model is divided into two-dimensional planes in layers. As a result, the slicing not only destroys the continuity of the model’s surface but also results in errors in shape and size. This type of error manifests itself primarily in two forms, one of which is a result of the layering thickness and forming direction of the part measurement error. For the forming direction size error, the layering thickness has little effect on its precision; the key is to make the manufactured part’s layering direction height value an integer multiple of the layering thickness. Second, during the process of layer-by-layer stacking of prototype parts, a series of noticeable stripes emerge on the surface of the parts, resulting in discrepancies between the dimensions of the actual molded parts and the dimensions of the design model. Generally, the error caused by layered slicing is unavoidable, and it can only be reduced by diminishing the thickness of the layering or by employing alternative slicing techniques, such as adaptive layering, CAD direct layering, and surface layering, etc., to reduce the error of the step effect. Luo and Wang 79 proposed a method to quickly determine the optimal slicing direction to minimize volumetric errors and enhance the shape accuracy of the manufactured entity. Wang developed a slicing software framework for STL models using Matlab, which includes five major processes: file reading, contour extraction, layer object generation, path planning, and G-code export. The slicing software incorporates rapid external adaptive and surface blended layering methods to improve manufacturing efficiency and accuracy. 80 In addition, the pertinent printing parameters must be set during the model-slicing phase.
The physical and mechanical properties of FDM-printed textiles and garments are influenced by processing parameters. 81 To produce models with optimal performance, it is necessary to optimize the FDM printing process’s various processing parameters. Relevant parameters include nozzle and forming stage temperature, extrusion speed, number of layers, layer height, raster angle, fill density, and cooling fan speed, and minor variations in operating and processing parameters can result in substantial variations in the forming quality of the part,82–84 and any small changes in operating and processing parameters can lead to significant changes in the forming quality of the part. 85 The FDM printing temperature is dependent on the filament’s viscosity. Extremely high temperatures increase the viscosity of the polymer material, which can, for instance, result in poor forming or inaccurate dimensions. When the temperature increases from 200°C to 220°C, the material’s tensile strength increases, however, as the temperature continues to rise, the printed model’s tensile strength decreases. 86 In addition to print temperature, print speed is also an important factor in the quality of FDM forming . If the printing speed is too rapid and the current layer of material has not yet cooled and solidified, continuing to superimpose a new layer of material in a semi-molten state may cause deformation. The intensity of the model is affected by the grating angle due to the anisotropic properties of the material. 87 The tensile strength increases from 0° to 45° to 90°, with 90° having the lowest tensile strength. 88 The mechanical strength of an FDM-fabricated model is contingent upon the filler’s geometry and density. Additionally, layer height and thickness influence the model’s mechanical strength. Depending on the structure and performance requirements of the printed part, the position of the part on the forming platform during the printing process may be different, and the horizontal, vertical, and perpendicular construction directions are mainly considered.89–91 In addition to the aforementioned variables that affect print quality, the type and characteristics of the print material are also important considerations. When printing textiles and garments using the FDM process, different parameter settings achieve various goals in terms of forming quality and process efficiency, however, any consideration of factors should be predicated on optimizing model quality and process efficiency.
Forming process stage
The forming procedure for textiles and apparel begins by loading the slice model created during the CAD modeling phase into the FDM printer. The system begins initialization, which is the process of zeroing the x, y, and z-axis, after cleaning the build platform. 91 The heating unit and build platform are then preheated, and once the desired temperature is attained, the print model command can be executed, and the FDM printer will begin producing the stack automatically. 91 A computer-controlled motor-driven feeding mechanism continuously feeds filament material to the nozzle, where the filament material is heated to a molten state by a heater. Based on the layered cross-section information, the nozzle is moved along a specific path and speed, the molten material is extruded from the nozzle, and the first layer is then bonded to the build platform. 92 During this process, you must carefully observe the bonding between the first layer of material and the building platform. If you discover that the material is not properly bonded to the building platform, you must immediately cancel the printing process, investigate the causes of the issue, and make the necessary adjustments. Common causes of this type of problem include low temperatures on the build platform, the distance of the build platform from the nozzle, and unclean surfaces on the build platform. Moreover, it is susceptible to under- and over-extrusion during the textile and garment forming process. Insufficient material extrusion will lead to poor printing results, the model surface is not flat, and the model is unevenly thin and thick, at this time, you need to check whether the printing temperature settings are reasonable, whether the gear in the heating unit is tightened, whether the nozzle is clogged. Over-extrusion can result in issues such as structural deformation of the printed model and increased material usage. Check whether the print temperature is too high, which causes the extruded material to begin constructing a new layer before it has cooled and solidified, causing over-extrusion. In addition, nozzles that do not perform the extrusion task correctly may result in excessive extrusion, necessitating calibration work on the extrusion assembly. In addition, if the printing of textiles and clothing surfaces appears heavy shadows, vibration lines or wire drawing also needs to make timely and appropriate adjustments to ensure the forming quality of the printed product. Common problems in the forming process include various forming quality errors induced by the forming process, and to minimize these errors, the forming equipment must be routinely tested and maintained.
Post-processing stage
The post-treatment stage is the process of finishing the surfaces of textile and apparel components after nozzle extrusion is completed. Reprocessing operations can be carried out manually, semi-automatically, or automatically, and are typically categorized into two technologies: mechanical and chemical reprocessing. 93 Mechanical post-processing techniques are replicated from conventional metal surface treatment techniques, but the nature of the materials applied to FDM-printed textiles and apparel differs from that of metallic materials, necessitating the use of distinct post-processing techniques. Hand sanding and machine sanding are common mechanical finishing procedures. Frequently, trimmers, diagonal pliers, files, and tweezers are utilized to cut, scrape, and remove superfluous material when performing hand sanding. While this may be time-consuming and labor-intensive, it hardly changes the overall shape of the part. Machine sanding can be carried out using sandpaper, and the surface finish can be greatly improved. This process can be done using increasing grades of sandpaper, starting with a larger grade of sandpaper to remove bumps and scratches, and then moving to a smaller grade of sandpaper for fine sanding. However, the use of mechanical finishing methods for complex shapes and structures is still difficult, and the use of media to grind printed parts may result in changes such as the smoothing of sharp edges or the thinning of thickness, thereby affecting the shape and size stability of the parts. Mechanical post-processing is a common technique used for post-processing FDM-printed textiles or fashion items. Chen et al. used flexible polylactic acid (PLA) as the material and employed Repeier-Host software to slice and layer the fabric model. 94 Using FDM technology for model printing, they developed four types of breathable 3D-printed fabric: tissue-like structure, plain weave-like structure, star-shaped structure, and weft plain stitch-like structure. After printing, they removed the support materials and outer edge contours of the printed fabric, and used files and sandpaper for secondary processing to make the fabric’s appearance more refined and its applicability stronger. Compared to the mechanical post-treatment technology, the chemical post-treatment technology can better ensure the size and shape stability by contacting the liquid material with the surface of the parts. Coating a printed component is one of the most common techniques. This form of application is typically carried out with spray paints, and coatings. Coatings are applied to the surface of textiles and garments to smooth and even the product’s surface, as well as to improve its performance or introduce new functional characteristics. In addition, dip-coating is a popular post-treatment technique, which consists of dipping printed parts into various reinforcing liquids to reduce surface irregularity and improve mechanical properties. For instance, acetone, as a primary component of cleaning agents, has excellent surface stripping properties and is widely used for polishing and finishing products. A common method involves immersing FDM-printed textiles or fashion items in an acetone solution for a specified duration to achieve the desired surface smoothness. This process also enhances the bending strength, water resistance, humidity tolerance, and abrasion resistance of the printed items. 95 Additionally, water-based Epsom salts, wax, acrylic resin protein, and cyanoacrylate can be used as strengthening agents for surface treatment of FDM-printed objects, 96 reducing surface roughness and enhancing mechanical properties. Chemical finishing techniques can enhance and beautify printed parts to a certain extent, but the post-processing of composites with various properties and whether they can be used on a large scale must be investigated further.
FDM printing for textile and fashion application
Flexible textiles
Textiles are the raw materials used to produce clothing, and they must possess properties such as dimensional stability, shrinkage resistance, stiffness, flexibility, and flame resistance. As FDM technology is still in its early stages of development, there are still shortcomings in both equipment and materials, and the printed textiles fail to meet people’s basic requirements. In order to further expand the application of FDM printing technology in the textile and fashion industries, researchers began exploring solutions to the fundamental properties of textiles from a structural morphology perspective. Researchers from Amsterdam-based Freedom of Creation company, along with Philip Delamore from the London College of Fashion, co-developed a series of seamless, flexible textiles printed with FDM. 97 These textiles are formed by combining multiple small interlocking components, as shown in Figure 4(a). The researchers involved printed products that resembled the structure of traditional textiles. Partsch et al. produced three distinct plain textiles using FDM technology to print ABS filaments. 98 To reduce the complexity of the manufactured elements, the textile structures were designed with simple geometries. The cross-sectional dimension or thickness of the fiber/yarn material is not a primary consideration for conventionally woven textiles due to their well-established production processes and material utilization. However, FDM printing technology is still in its early stages of development, there are still equipment and material deficiencies, the thickness of the printed textiles is thicker and less flexible, and the use of these textiles to create clothing that is stiff and thick cannot meet the fundamental wearing requirements for clothing. To solve such problems, Fajardo et al. used FDM technology to print PLA filaments to fabricate two flexible textiles. 99 The cylindrical unit structure of a braided chain link and the prismatic element structure of a braided connection are depicted Figure 4(b). The cylindrical element specimen consists of 161 elements arranged longitudinally, with 3 and 4 elements repeated per transverse row. The prismatic element specimens contained 143 elements, which were also arranged in repeating patterns of three and four elements per transverse row. They combine the flexibility and pliability of conventional knitted fabrics with the mechanical properties of PLA-based materials. In addition, Takahashi et al. developed a woven fabric with FDM printing, 100 as shown Figure 4(c). In this method of weaving, fixed weft yarns are used as pillars, and the extruded fibers are woven transversely on the precisely arranged pillars by controlling the movement of the print head to produce a printed woven fabric with a vertical angle. They also experimented with woven fabrics printed with different-colored materials and designed and fabricated textiles with unique patterns using this type of printing.

Fashion design
The biggest advantage of 3D printed clothing is that it can be integrated to manufacture the entire clothing item without the need to sew the individual parts together, eliminating the repetitive aspects of paneling and sample making. The ability to produce completely formed garments without the limitations of conventional manufacturing processes provides designers with a great deal of freedom to achieve any desired aesthetic. Noa Raviv designed the “Hard Copy” collection in collaboration with Stratasys using an Objet500 Connex3 multi-material 3D printer to print Rigid Opaque polymer. 101 The collection was inspired by classical art and natural organisms. As shown in Figure 5(a), the completed pieces were printed with a tulle-like, lightweight texture and then sewn by hand to create a garment with the illusion of reality and virtuality, 2D and 3D. Designer Maria Alejandra Mora-Sanchez collaborated with Cosine Additive to create a Loom dress made of FDM-printed TPU material, 102 shown in Figure 5(b). By combining textile and 3D printing technologies, the Loom dress is intended to be a garment that can adapt to changes in body size in terms of flexibility, practicality, and scalability. Furthermore, considering the wearing requirements of different body shapes, it serves as a reference for the development of FDM printing technology in the field of functional apparel. While FDM technology has limitations when it comes to the direct production of flexible textiles, some researchers have attempted to integrate 3D-printed elements with conventional fabrics. Figure 5(c) depicts TECHNē, a clothing line designed by fashion designer Giusti in collaboration with the 3D printing digital fabrication facility Superforma Fablab. 103 Giusti utilized the Superforma Delta WASP 3MT printer to deposit TPU material directly onto a stretched textile surface to create intricate 3D textures and geometric shapes. The TECHNē series seeks to address the fact that garments printed using FDM technology are not as soft as conventional garments; by printing directly onto the fabric, it adds innovations to the fabric texture of the garment and increases the comfort of 3D printed garments. In addition, Liu et al. also demonstrated a vessels dress printed by FDM directly on textile at the 3D printed fashion show at Southeast University, 104 as shown in Figure 5(d). Their experiments demonstrate that 3D printed product development based on computational design, which spans the fields of architectural design, fashion design, information technology, and automation technology, while also bridging cultural spirit, artistic emotion, mathematical logic, and practical technology, will become an integral part of fashion design practice. Kang and Kim 105 utilized FDM technology to print a hinged garment. They first printed the triangular hinge components and then assembled them using pins, making it easy to assemble and providing a better fit to the human body. This garment, based on the multi-curvature characteristics of the human body, adjusts the size of local triangular facets of the garment’s digital model to conform to different areas of the body by adjusting the positions of the triangular vertices, converting intersections to control points, or adding new control points along the edges.

Fashion accessories
Traditional fashion accessories production requires many steps, including plate making, rubber mold pressing, rubber mold opening, wax injection, and mold restoration at a high cost in terms of materials, space, equipment, labor, and time. Due to the technological limitations of the traditional processing industry, several outstanding jewelry designs can only exist in their conceptual form. FDM printing technology is not limited by these factors, and Jenny Wu designed and developed the first set of FDM-printed LACE jewelry in collaboration with Stratasys 3D Printing. 106 The Tangens necklace from the LACE collection was created by printing flexible nylon material using Stratasys’ Fortus 400mc FDM 3D printer. As illustrated in Figure 6(a), the design of this necklace comprises several interlocking parts joined together, mixing line-based geometric designs with complicated organic movements to produce an edgy and stylish appeal. FDM technology has higher advantages in shoe production, in addition to jewelry. FDM printing and forming is faster than traditional shoe sample creation, allowing designers to acquire prototype shoes in the least amount of time. Aurora Irvo 3D Printing Studio printed a sneaker using an FDM commercial grade 3D printer and PLA material in less than 2 days. FDM-printed footwear can be designed to be lightweight according to the requirements of various shoe components, thereby minimizing the overall shoe weight. This contributes to minimizing the wearer’s burden, enhancing wearing comfort, and, to some extent, enhancing athletic performance. Peak launched a 3D-printed racing shoe “future ultra light,” which has a TPU upper using the FDM process, 107 as shown in Figure 6(b). Layers of TPU fibers, which are lighter and keep the foot dry and comfortable throughout the entire exercise, are woven into the 3D-printed upper of the FDM shoe. It simultaneously reduces weight and energy consumption during extended-distance runs. Take the 3D printed upper running shoes in size US9 for example, its single gram refers to only 197 g. In addition to being used to create uppers, the FDM process is also commonly used to 3D print soles. Colorful 3D introduced a 3D printed sneaker produced by FDM technology called Lattiz, in which the sole was produced using the FDM process as well as TPU material, 108 as shown in Figure 6(c). In addition, Shanghai Fuzzy Company has collaborated with Jordan to produce Not 010 3D printed shoes, whose soles and uppers are completed using 3D printing technology and whose 3D printed uppers are printed using FDM technology, 109 as depicted in Figure 6(d).

Smart textiles and apparel
In recent years, 3D-printed smart textile apparel has also been a research hotspot. Smart e-textiles incorporate electronic components including sensors, microcontrollers, actuators, connecting devices, energy sources, etc. Traditional electronic components are typically manufactured from metals, plastics, and other difficult-to-manufacture materials. FDM technology can fabricate electronic components by directly printing materials with special properties onto a textile substrate, enabling the textile to detect, store, and communicate information, as well as analyze and process the detection data, and react to the results of the analysis and processing, among other functions. Grimmelsmann et al. utilized FDM printing to directly print SMD-LED electronic components on textiles with woven Shieldex yarn circuit paths. The SMD-LED was composed of three components: conductive black Proto-Pasta filament, non-conductive white PLA material, and an LED. 110 The black conductive component fills the structure and functions primarily as an electrical connection. The white portion is a standard PLA filament that functions as a connecting and fixing element. The conductive black filament is connected to the Shieldex yarn, which illuminates the LEDs on the textile, as shown in Figure 7(a). Zhang et al. used shape memory polymer (SMP), and PLA to print circular braided tubes with shape memory behavior and resilience by FDM technique, 111 as shown in Figure 7(b). The remarkable shape memory behavior and mechanical properties as well as the flexibility of microstructure design confirm the potential of 3D printed textile composites for functional applications. Yang et al. constructed PCNF (phosphorylated cellulose fiber) textile fabrics based on FDM technology. 112 The PCNF’s uniformly dispersed single-walled carbon nanotubes (SWNIs) form a network structure that efficiently gathers heat and promptly transfers it to the solid-solid phase change chain for heat storage. Simultaneously, it easily absorbs and reflects electromagnetic waves, resulting in FDM-printed PCNF textiles and clothing with excellent heat regulation and radiation resistance, as shown in Figure 7(c). In addition to this, there is great potential in terms of FDM-printed smart wearables that can provide special functionality depending on the end-use application, in addition to comfort and aesthetic value. Cheng-Yu et al. 113 employed FDM technology to print PLA material to create an FBG smart ring, which primarily comprises a single-mode fiber Bragg grating sensor and an FDM printed ring, as shown in Figure 7(d). The smart ring manufacturing process has the benefits of being simple to use, quick prototyping, high resolution, cheap cost, and time-saving.

Conclusion
The integration of FDM 3D printing technology into textile and fashion design represents a significant step forward, offering new opportunities for creativity, customization, and sustainability. This review summarizes the latest research and applications of FDM technology in the textile and fashion fields, outlining the processes for FDM printing of textiles and garments. It also analyzes the factors influencing the quality of the printed products and demonstrates the potential of FDM to revolutionize traditional manufacturing processes in the fashion industry by creating intricate and personalized designs while reducing material waste. However, there are some pressing limitations in FDM printing of textiles and fashion that need to be addressed. One of the primary challenges is the limited range of materials compatible with FDM, which affects the texture, flexibility, and overall feel of the printed textiles. Additionally, the relatively slow printing speed of current FDM machines is not conducive to mass production, making it more suited for bespoke and small-scale productions. These limitations highlight important areas for future research. Researchers should focus on developing new materials that are compatible with FDM technology and possess properties similar to traditional textiles. Advances in multi-material printing and hybrid manufacturing techniques could enhance the functionality and aesthetic appeal of 3D printed textiles. Additionally, improving the speed and efficiency of FDM printers is crucial for making this technology more practical for large-scale manufacturing. Future research should also investigate the environmental impact of FDM 3D printing in the fashion industry, from the production process to the end-of-life disposal of printed garments. Understanding consumer perceptions and market readiness for 3D printed fashion items will be essential for designers and manufacturers looking to adopt this technology. Exploring the potential for integrating FDM with other digital technologies, such as AI and IoT, could further expand its applications and benefits. In conclusion, while FDM 3D printing technology presents certain limitations, its potential to transform the textile and fashion design industry is substantial. By addressing these challenges through targeted research and development, the industry can unlock new levels of sustainability, innovation, and customization, shaping a more advanced and efficient future for fashion design.
Footnotes
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Jiangxi Provincial Department of Education “14th Five-Year Plan” Educational Science Planning Project (22QN059) and Independent research project for doctoral students of Minzu University of China (BZKY2024113) .