
Abstract
Currently, foamed concrete (FC) is widely employed in building construction and civil engineering works, and by using abundant natural fibers in FC, significant environmental benefits can be obtained. The durability properties of the essential materials acting independently could well be enhanced if the appropriate proportion of natural fiber-strengthened FC were used in the correct volume. This study aimed to develop new composite materials composed of FC and agave fiber (AF). The objective was to ascertain the optimal proportion of AF to be added to FC to increase its durability performance. A low-density FC of 950 kg/m3 was fabricated utilizing varying percentages of AF, namely 0% (control), 1.5%, 3.0%, 4.5%, 6.0%, and 7.5%. The evaluated properties were the shrinkage, workability, density, water absorption, ultrasonic pulse velocity, porosity, compressive strength, and elastic modulus. Using AFs in FC, the optimal shrinkage and ultrasonic pulse velocity were observed. When the weight fractions of AF were increased from 1% to 4.5% in the mixtures, the porosity, workability, and water absorption of FC were significantly reduced. In addition, FC showed a slight increase in the dry density with the rise in the AF’s weight fraction and the increase in the curing age from day-7 to day-56. This research delivers noteworthy data on the durability properties of FC-AF composites, allowing future researchers to study other properties like the structural performance, strength properties, and thermal conductivity of FC-AF composites.
Introduction
The employment of foamed concrete (FC) has been on the rise over the past few years, particularly in the construction of infrastructures and industrialized building systems.1–3 In spite of the fact that FC reduces dead loads, promotes energy conservation, and lowers production costs,4,5 it is believed that FC could be an effective alternative to conventional normal-strength concrete. 6 As a light, air-entrained system, FC consists of a filler, binders, clean water, and surfactants. 7 FC is characterized by a highly air-entrained structure with a cellular microstructure, which can be observed from its conventional properties. 8 During the process of combining the cement slurry matrix with air, it is necessary to introduce a suitable foam into the cement slurry matrix to impart its lightweight properties.9,10 Foam is produced by expanding a solution of water and a foaming ingredient with compressed air.11,12 It has been found that FC exhibits a number of distinctive properties when compared to normal-weight concrete as a result of the presence of air bubbles. 13 As a building material, FC offers a range of benefits, such as low density, excellent thermal insulation, and good acoustic absorption properties, which make it an excellent option for construction.14–16
FC is produced using two techniques, namely by incorporating a preformed foam (surfactant) or a mixture of surfactant into the mortar slurry. As FC hardens, the bubbles disintegrate, resulting in the formation of air spaces of uniform diameter.17,18 The density is typically between 500 and 1900 kg/m3, the compressive strength is generally below 25 N/mm2, and the thermal conductivity of the product is typically between 0.12 and 0.95 W/mK.19,20 In addition to being a thermal insulator, it can also be used as a semi-structural material,21,22 and it is a thermal insulator.23,24 There is an increasing number of studies demonstrating that FC is generally more functionally effective than normal-strength concrete.25,26 In spite of its numerous advantages, it still does not account for more than 20% of the work in the construction field due to the lack of concern, material dependability, long-lasting durability, and practical technology. 27 A number of factors have to be taken into consideration when attempting to develop a stable FC. This includes a variety of factors, such as choosing materials and surfactant types, adding additives (both natural and synthetic fibers), designing the mixture, and utilizing the technologies that are employed during the manufacturing process. 28 In order to maintain the FC’s hardened qualities, properties such as shape, size, and connectivity, are essential components due to their vulnerability to the pore system.29,30 It has been found that these factors have a direct effect on how stress is distributed throughout the material as well as its permeability, which is an indicator of the material’s mechanical properties and durability.31,32
FC typically has fragile properties; however, the addition of fibers can improve the load transfer and ductility of the material by modifying its power to be elastioplastic.5,33,34 The conclusions from this study are crucial in the understanding of the structural applications of FC. 35 By incorporating a 3% fraction of polyvinyl alcohol fibers in FC of 1000 kg/m3 density, Flores-Johnson and Li 36 indicated that the tensile and compressive strengths were increased by 58% and 85%, respectively. The alteration of the FC’s brittle nature into a ductile form is significantly influenced by polyvinyl alcohol fibers. Using polypropylene fibers of 0.25% and 0.50%, the strength properties of FC with 1400 kg/m3 density were enhanced by Jones and McCarthy. 37 At a volume fraction of 0.50%, the flexural and compressive strengths were 58% and 52% greater, respectively. Polypropylene fibers of 0.4% and 0.8% were added to FC to increase the FC’s flexural strength between densities of 600 and 1400 kg/m3. As the fiber percentage expanded from 0.2% to 0.4%, the void structure became stiffer, most notably in the regions surrounding the fibers.
The lightweight nature of FC possesses lot of benefits including lesser super structure, superior thermal insulation, excellent soundproof, very good fire resistance, and outstanding energy absorption nature. Higher porosity and connectivity nature of these pores permit the access of negative substances into the cementitious composite system. Addition of basalt fiber increases the compressive and flexural strengths of FC. 22 Introduction of basalt fiber improves the water absorption, porosity, and mechanical properties. 23 Increase in the foaming agent enhances the insulating properties but decreases the physico-mechanical characteristics of FC. 24 The presence of glass aggregate in the FC improves the physico-mechanical and durability characteristics of FC. To enhance the insulating properties of FC, introduction of expanded perlite in FC leads to higher porosity. However, the introduction of recycled fine aggregates in FC, decreases the thermal insulation. The incorporation of discarded marble powder and rice husk ash in the FC cementitious matrix greatly enhances the properties of FC when subjected to high temperatures and freeze-thaw cycles. 25 The presence of hemp fiber minimizes the degree of the drying shrinkage in FC. On the other hand, the addition of glass fiber enhances the durability characteristics. 26 Adding slag and recycled marble powder remarkably improves the FC’s mechanical and durability properties. 27
Numerous studies have assessed the characteristics of composites based on natural fibers, but these studies have greatly motivated on the properties of normal-strength concrete. As far as FC strengthened with natural fibers is concerned, there is a lack of research. In an investigation conducted by Rozlan and Ganesan, 21 it was revealed that FC with coconut fiber enriched at 0.2% and 0.4% has excellent mechanical properties. These reinforcements increased the FC’s tensile, compressive, and flexural strengths, and impact resistance. A 0.75% sisal fiber addition to FC enhanced its mechanical properties and shrinkage, according to Liu et al. 38 There has been a noteworthy augmentation in the tensile and compressive strengths when sisal fiber was used as reinforcement. 28 According to Flores-Johnson et al., 39 adding henequen fibers to FC could enhance its mechanical properties by improving its strength and durability.
Because of its robust and long-lasting fiber properties, agave fiber (AF) is typically used in cement-based materials. 40 The AF’s chemical composition is made up of roughly 45%–65% cellulose, 6%–10% lignin, and 20%–25% pentosan. The AF’s mechanical characteristics are influenced by a number of variables, such as the density, fiber diameter, and water absorption capacity. AFs have diameters ranging from 5 to 50 µm and tensile strengths between 510 and 860 MPa, according to Biagiotti et al. 41 Based on the results of these studies, the optimal moisture level of AF is approximately 10%. 41 Because of its great tensile strength and resistance to degradation, AF is commonly utilized in several sectors, particularly construction, ropemaking, and fabrics. Enhancing the concrete’s toughness, hardness, and resistance to splitting is the main reason of adding AF, which produces a combination of elements with better stability and resilience. 42 In an investigation on the formation of fracturing phenomena in composites made from cement strengthened with AF, Silva et al. 43 reported that AF adequately bound and stopped the fractures from propagating across the evaluated samples’ stress response zone. Consequently, the composites illustrated superior strength and a greater ability to absorb energy. In addition, studies have displayed that earth-based composites have been improved in rigidity and reduced in cracks. The greatest dry density and maximal water absorption of the soil were decreased when AF was added, as found by Singh and Sharma. 44 Nonetheless, it led to improvements in the compressive strength.
The primary justification for incorporating AF into cement-based materials is its outstanding toughness properties, which outperforms that of other plant-based fibers. 45 Belaadi et al. 46 conducted a study on the tensile stress characteristics of AF. They witnessed the failure occurs following a minor decrease in the strength, followed by fragility and a major decrease in the load-carrying capacity. Tests on multiple specimens resulted in the determination of the maximum durability of AF. Lima et al. 47 found that AF had potential in terms of its ability to withstand splitting and twisting. This makes it suitable for use in concrete planks. Abd-Elrahman et al. 48 concluded that higher concentrations of AF led to a small reduction in the compressive strength. Most investigations have shown that the inclusion of AF improves the splitting tensile and flexural strengths of cement-based materials. This is presumably owing to the fact that AF boosts the elastic modulus of concrete. Sumithra and Dadapheer 49 reported that AF can greatly enhance the properties of concrete. The flexural and tensile strengths are improved by the inclusion of 2% AF.
Therefore, the introduction of fibers to cement-based materials can meaningfully enhance its engineering properties like the flexural, tensile, and fatigue strengths, and impact resistance along with the toughness, ductility, and post-cracking capacity. 50 Addition of silica fume to the concrete composites, will not contribute to the compressive strength that much compared to the durability properties. Addition of the fibers results in the increase in the water absorption in cementitious specimens. The integration of fiber contributes to enhancing the connectivity between the micropores and voids. The inclusion of silica fume significantly impacts the interface region between fiber and matrix, leading to enhanced bonding characteristics and increased strength. This is a result of the decrease in the crystalline and amorphous formations. 50 Furthermore, the inclusion of fiber leads to an enhancement in the toughness index for specimens that are subjected to bending. 51
It should be pointed out that lower dosage of commercially available polypropylene fibers leads to control the plastic shrinkage cracking of concrete. To enhance the ductility, toughness, and impact resistance of concrete, it is necessary to add fibers like polypropylene to concrete. Addition of polypropylene fibers results in the increase in the flexural toughness. 52 The compressive strength of concrete is directly proportional to the volume ratios of polypropylene fibers. The introduction of polypropylene fibers in concrete delays the degradation process by reducing the permeability of concrete and decreasing its drying shrinkage and expansion. The use of steel fibers enhances the mechanical properties of concrete, specifically the strength and modulus of elasticity. 53 The integration of fiber leads to an increase in the strength characteristics, primarily due to the greater rigidity of the matrix. Concrete with fibers having higher aspect ratio has demonstrated enhancement in the tensile strength. Introduction of carbon fibers in concrete results in the improvement of the flexural strength followed by the splitting and compressive strengths. 53
Therefore, the aim of this research is to address the knowledge gap regarding the performance of medium-density FC that is reinforced with natural plant fibers. Currently, there is limited comprehension concerning the way this specific range of the FC’s density performs. Using medium density FC as a lightweight building component has been proposed as a means to mitigate seismic damage risks by minimizing the potential for seismic destruction during the entire building process. 5 Another constraint is the restricted scope of research undertaken on the application of AF to enhance cement-based materials, such as FC, in comparison to other types of natural plant fibers that have been studied. AF has numerous value-added applications thanks to its affordability, low density, and favorable mechanical characteristics. An example of such application is reinforcing of plastic composites, which can be used for numerous purposes. 8 AF can be employed as a reinforcement material for improving the commercial viability of cement composites. Using natural fibers as reinforcement in cement composites has several benefits, many of which can be ascribed to the mechanical and thermal characteristics of these fibers. This study explores the feasibility of integrating AF into the base mix as a method to enhance the strength, morphology, and durability properties of FC.
Materials and methods
Materials
In this investigation, all mixtures were prepared using cement labeled Blue Lions, which ensures that they meet the instructions of BS EN 197-1. 54 Cement was supplied by CIMA Bhd. This cement has an initial setting time of 45 min. In addition, the used filler was high-quality river sand. Fine river sand was chosen for its gradation qualities, cohesiveness, and high surface area. The gradation features of FC are also very important to its use. Fine filler was chosen for this study because it enhances the compacting effectiveness of FC. Figure 1 displays the curve for grading fine river sand according to its size which is in line with ASTM C33-03. 55 FC was also mixed and cured with potable clean water, as required by BS-3148. 56 Foaming was improved by ingesting a protein surfactant called Noraite PA-1. Figure 2 illustrates the preparation and production of stable foam using a Portafoam PM1 foam generator. Surfactant was combined to water at a ratio of 1:33, as depicted in Figure 2(a). To produce a stable form, a Portafoam PM1 foam generator was employed. A foam solution was able to achieve a density of 75 kg/m3 after being injected with air. A protein-based foaming agent has a significant advantage over synthetic foaming agents in terms of the strength and stability. Figure 2(b) indicates the production of stable foam. There were three steps involved in the creation of foam from the Portafoam PM1 foam generator. There was a diffusion of soluble globular proteins from water into the air contact, which then gathered and lowered the surface tension of water. In the second step, proteins were unfolded at the interface by the polar molecules oriented toward water, such that hydrophilic and hydrophobic groups were oriented toward the aqueous phase and nonaqueous phase, respectively, as a result of unfolding. There was also a possibility that partial denaturation and coagulation of the film could be caused by interactions between polypeptides. Upon binding, proteins created a stabilizing coating that encircled bubbles at the interface, which in turn encouraged foam to develop around them.

Grading curve of fine river sand.

Preparation and production of stable foam using Portafoam PM1 foam generator: (a) dilution of foaming agent and (b) production of stable foam.
Figure 3 exhibits AF that was utilized for this research project. As can be seen in Figure 3(a), the length of raw AF was 250 mm. However, in order to achieve the required size of 19 mm, it was first chopped down to the length displayed in Figure 3(b). DRN Technologies Sdn Bhd was the one that supplied us with AF. Each individual AF is made up of a group of cells that are referred to as ultimate cells. To create filament fibers, the overlapping ultimate’s need to be held together by a viscous coating. This leads one to believe that a single fiber is made up of a vascular bundle or set of vascular bundles. The vascular bundle consists of fibrous cells that enclose the tissue transport vessels, forming a dense protective layer. These vessels are what make up the vascular bundle. Each ultimate has the shape of a polygon, and it also has a lumen. The xylem and phloem of an agave leaf, together with many unsheathing cells, are scattered across a pithy matrix to form the leaf fibers of the plant. The cells have variable degrees of lignification, which causes them to become hard, in contrast to the flexible fibers. The fibrovascular bundle as a whole performs the duties of a fiber unit. AFs have a variable diameter along their length, and this diameter is related to the number of ultimates present in the cross-section of fiber. A breakdown of the AF’s chemical composition can be found in Table 1, while Table 2 details the fiber’s mechanical characteristics. Both the cross-sectional and longitudinal views of the shape of AF are presented in Figure 4. AF has the appearance of a helical structure made up of square spires. Additionally, it possesses an oval or irregular shape in its cross-section and a wide lumen. These fibers have an average length of around 9.9 μm for each spiral side, and their average diameter is approximately 2.9 μm. The average diameter is quite small when measured in comparison to that of other natural fibers such as sisal, flax, and coir.

Raw AF employed in this study: (a) raw AF and (b) AF was cut into 19 mm length.
Chemical composition of AF.

Mechanical properties of AF.

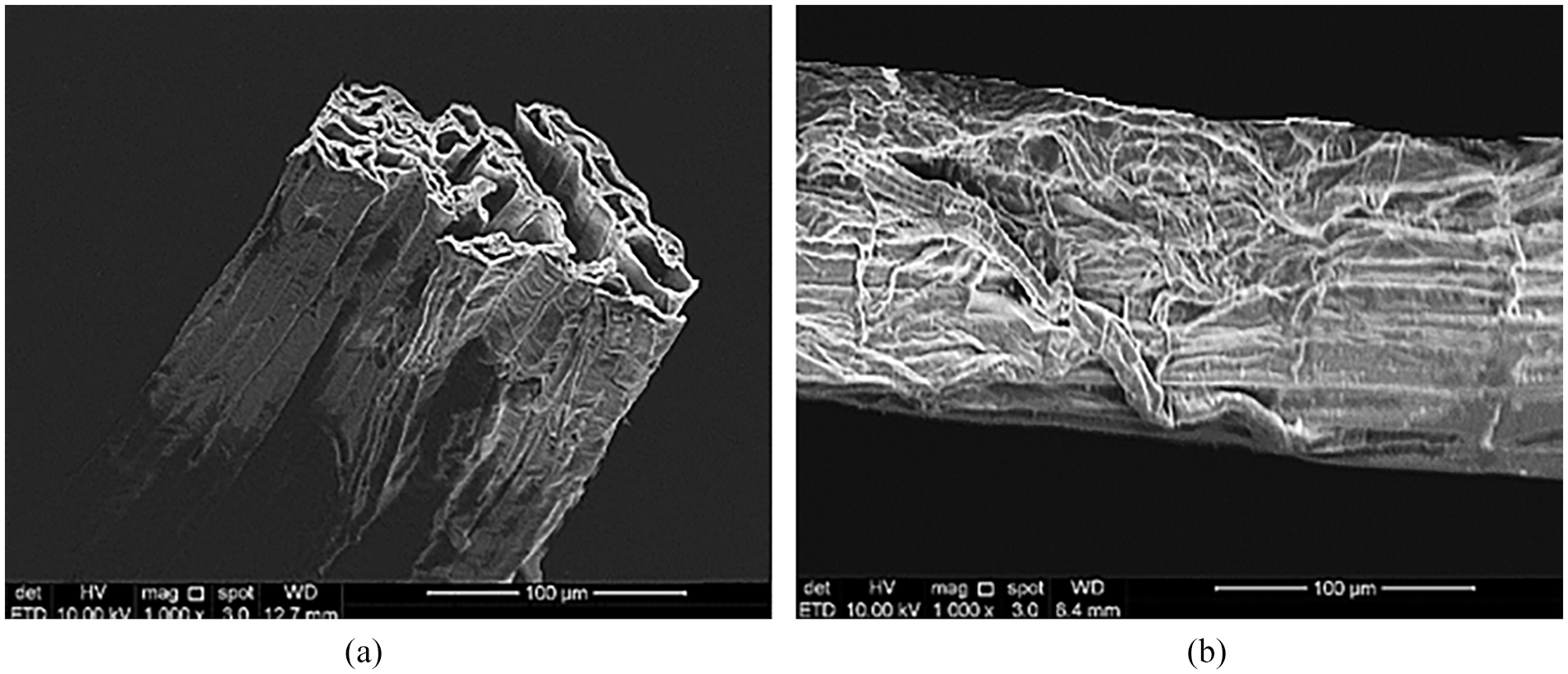
Morphology of AF: (a) cross-sectional view and (b) longitudinal view.
Mix proportioning
Six FC mixtures were made. All the mixtures had a cement-to-sand ratio of 1–1.5. A constant water-to-cement proportion of 0.45 was used. Aside from that, there were 6 different AF’s weight fractions that were utilized namely 0.0%, 1.5%, 3.0%, 4.5%, 6.0%, and 7.5%. All the FC samples were made to have a density of 950 kg/m3. The mix design is outlined in Table 3. CTRL in the table designates the control sample.
Mix design of FC.

Experimental setup
A number of tests were conducted to confirm the durability properties of FC strengthened with AF, including flow table tests, water absorption tests, porosity tests, shrinkage tests, and ultrasonic pulse velocity tests. To ascertain the uniformity and workability of the FC mixtures, a slump flow technique was developed. A slump flow test was done using the vertical and horizontal dispersion diameters of freshly mixed concrete. The slump flow test was successfully completed by comparing the employed 0.0%–7.5% AF. Subsequently, the FC water absorption was established with strict adherence to BS 1881-122. 57 For this water absorption test, the cylindrical FC sample size was 75 mm in diameter and 100 mm in height. The test was done on days 7, 28, and 56. The FC specimens must be dried for 72 h at 105°C in an oven. The FC samples were removed from the oven and allowed to cool for 24 h at room temperature in an airtight container. After the cooling period, the samples were immediately submerged in water for 30 min. This process ensured that the samples were properly cured and ready for further use. The water absorption was determined by calculating the percentage of the dry specimen’s mass that corresponded to the gain in mass experienced after 30 min of immersion. A vacuum saturation apparatus was also used to measure the porosity of FC. 58 After drying out, 100 × 50 mm cylindrical specimens were placed in a desiccator and placed under vacuum for 3 days. A 3-day oven-drying at 100°C was utilized to determine the composition of the oven-dry bulk. After cooling to room temperature, the samples were removed from the oven. It is necessary to know the specimens’ weights to compute the oven-dried mass and prepare the samples for vacuum saturation at the same time. The vacuum pumping procedure continued for a period of 3 days. Additionally, the ASTM C878 standard was followed during the drying shrinkage test. 59 This testing procedure was employed to measure the length variations experienced by expanding FC when it was compressed. The cement’s early hydration phase is characterized by an expansion reaction, which contributes to the creation of internal forces responsible for these length variations. The FC prism with dimensions of 76.2 × 76.2 × 254 mm was prepared. It was encased in a steel cage consisting of a 4.76 mm diameter threaded low-carbon rod and end plates that measured 76.2 × 76.2 × 9.53 mm and were secured with nuts. Drying shrinkage measurements were collected on days 1, 3, 7, 14, 21, 28, and 56. The ultrasonic pulse velocity test was performed in accordance with BS EN 12504-4 on a FC prism that measured 100 mm in width, 100 mm in height, and 500 mm in length. 60 By 28 days, the FC specimen’s moisture profile down the depth should be rather constant. A compressive strength test was also executed using the FC cubes measuring 100 × 100 × 100 mm following BS-EN-12390-3. 61 A total of three samples were prepared and tested at different curing ages of 7, 28, and 56 days. Lastly, the elastic modulus test was conducted to determine their capability to endure the deformation when exposed to stress. In this study, the FC specimens were water cured for 28 days before the test was done. Following ASTM C469, cylindrical specimens measuring 100⌀ × 200 mm were used in this experiment. 62 A total of three specimens were tested to determine the average elastic modulus.
Results and discussion
Slump flow
The FC’s slump flow with varying AF’s weight fractions is illustrated in Figure 5. A continuous decrease in the slump value was observed when the AF’s weight fractions were increased from 0.0% (control) to 7.5% in the FC mixtures. A control FC mix had the largest slump flow of 255 mm, while FC with 7.5% AF had the smallest slump flow of 228 mm. In the slump test, the target ranges were 210 mm and 260 mm. Slump values are significant indicators of how workable freshly mixed FC is. Each FC mixture had a slump flow greater than 210 mm, indicating good self-flowing and self-leveling abilities. 63 With a high proportion of AF in the mix, the slump flow was considerably diminished, resulting in a stiffer FC cementitious paste. 64 In composite mixes with FC, AF particles have angular shapes, which may explain their decreased slump flow. Due to its erratic morphology and greater surface area, AF fragments also cause greater abrasion between each other, leading to lesser slump flow values in the FC mixtures.

Variations in slump flow of FC with AF additions.
Bulk density
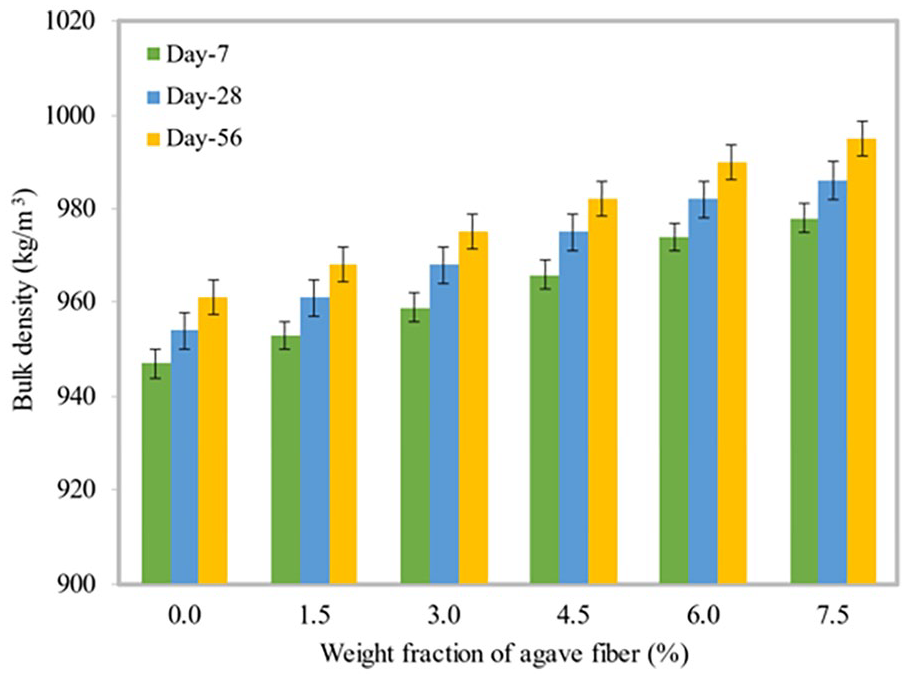
Figure 6 shows the density of FC as a function of the proportion of added AF. The dry density of FC was increased slightly when the weight fraction of AFs was increased. This indicates that FC will become denser as more AFs are added. The general trend is that the dry density of concrete is increased with the addition of AFs, though the rate of increase is relatively small. On day-28, the FC mixture with a 7.5% weight fraction of AF had the highest dry density of 986 kg/m3 when compared to the control FC with a dry density of 954 kg/m3. With a 3.0% weight fraction of AF added on day-7 to FC, the density was 959 kg/m3, and it expanded to 968 kg/m3 on day-28 to reaching 975 kg/m3 on day-56. However, the bulk density remained within the recommended range. For the control, 1.5% AF, 3.0% AF, 4.5% AF, 6.0% AF, and 7.5% AF samples, the differences between the target and bulk density were 11, 18, 25, 32, 40, and 45 kg/m3 on day-56, respectively. Due to the higher specific gravity of AF in the cementitious matrix, the density was enhanced. 65 Furthermore, AF acts as a filler inside the FC matrix, thereby reducing the porosity and voids, which ultimately increases the density. 66
Variations in bulk density of FC with AF additions.
Water absorption
In Figure 7, the water absorption capacity of FC is visualized at various weight fractions of AF. In FC, AF plays a vital role in the reduction of the water absorption. With growing the AF’s weight fractions in FC, the capacity to absorb water gradually declines. The water absorption was lowest on days 7 and 28 for the FC mixtures containing 4.5% AF’s weight fraction. As compared to the control sample, FC containing 4.5% AF reduced its water absorption capacity by 8.8% by day-28. When the weight fraction of AF in FC was increased, the size of the capillary pores was decreased, leading to a reduced rate of the water absorption. FC has tiny pores and a very high volume, which prevent water from infiltrating. During the drying process, AF returned to its original proportions and lost its wetness. Furthermore, the presence of a higher volume of fibers in the matrix resulted in the formation of a C-S-H gel, which effectively decreased the size of the pores and consequently reduced the water absorption. 67 FC composites having AF that contain a greater amount of lignin as fillers should, in theory, exhibit lower water absorption values because of the lignin component that protects AF from hydrothermal degradation. 68 Lignin acts as a barrier against the hydrothermal degradation.

Variations in water absorption of FC with AF additions.
Porosity
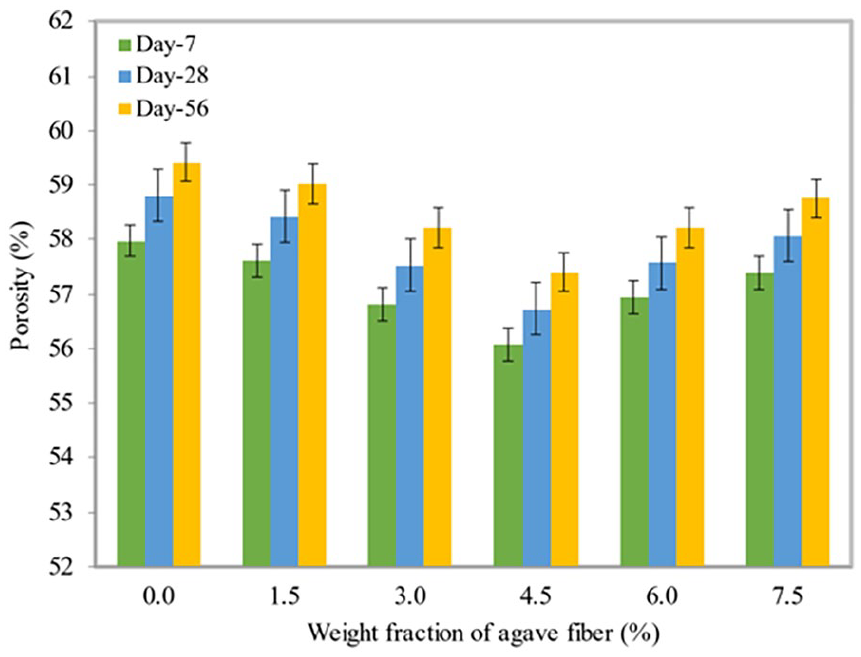
Figure 8 depicts the impact of varying weight fractions of the AF addition to FC on its porosity. When the weight fraction of AF is increased, the porosity is decreased. Based on the results of the study, the lowest percentage of the porosity in FC was 57.40%, with a weight fraction of AF of 4.5%, whereas the highest percentage of the porosity in the control FC specimen on day-56 was 59.42%. Changes in the AF’s morphological variations result in a decrease in the FC’s porosity. An increased volume percentage of AF in FC helps bridge the matrix, thereby decreasing the FC’s porosity. As a result of the reduction in the FC’s water absorption or the effects of void packing caused by the presence of AF, the decrease in the porosity percentage may also be attributed to the diminished FC’s water absorption. The AF’s inclusion in FC can be evaluated based on its porosity finding. The AF’s compatibility with cementitious matrix has a significant impact on the moisture absorption and porosity behavior based on the nature of AF. Due to their exceptional resistance to the porosity and water absorption, AF-FC composites appear to be resistant to the porosity. 69
Variations in porosity of FC with AF additions.
Shrinkage
As demonstrated in Figure 9, the FC’s shrinkage reinforced with varying weight fractions of AF exhibited three distinct forms. Instant shrinkage occured immediately after the beginning of drying and persisted for approximately 7 days. As a result, the percentage of the shrinkage was increased gradually, and after day-28 of drying, the shrinkage occured at a fairly constant rate according to the composition of FC and the weight fraction of AF. Additionally, the shrinkage rate for the mixtures containing AF appeared to be stable, and there was very little to no shrinkage even with an increase in the drying age. Compared to other amounts of the AF addition, the weight fraction of 4.5% had the least drying shrinkage. This was a 67.6% improvement over the control specimen. However, the control FC specimen still experienced the drying shrinkage after day-28 in comparison to the FC specimens with the addition of AF. Based on the water absorption results, the increase in the AF’s weight fractions reduced the rate of the water absorption. The presence of AF in FC plays a crucial role in preventing further shrinkage from occurring. It was observed that AF with a lower absorption ability tend to reduce the drying shrinkage of FC by gradually releasing additional chemically bound and free water that remained in the void spaces over time, resulting in a reduction in the drying shrinkage.

Variations in shrinkage of FC with AF additions.
Ultrasonic pulse velocity
Figure 10 illustrates the effects of various AF’s weight fractions on the FC’s ultrasonic pulse velocity, which tend to increase as AF was increased. Compared to the control mixes, which had the lowest readings of 2074 m/s, the addition of 4.5% AF to FC produced the highest ultrasonic pulse velocity which was 2440 m/s on day-56. The percentage of the improvement was approximately 17.65%. The ultrasonic pulse velocity measurements are influenced by voids and heterogeneities in FC. By increasing the density of FC, the pulse will move faster. Also, if any indication of the FC’s deformity is detected, the time trip will be minimized.

Variations in ultrasonic pulse velocity of FC with AF additions.
Compressive strength
Figure 11 presents the variations in the compressive strength of FC prepared with different weight fractions of AF. It can be clearly seen from Figure 11 that the compressive strength of the FC mixes was increased with an increase in the weight fraction of AF up to an optimal percentage of 4.5%. Above 4.5%, the compressive strength started to decrease dramatically when mixed with a 7.5% weight fraction of AF. On day-28, FC with 4.5% AF had a compressive strength of 23.6% higher than that of the control specimen. The use of AF in FC enhanced its compressive strength due to the fibrous structure’s ability to prevent the crack propagation and fracture formation. The AF’s fibrous nature improved the cellular structure of FC. AF serves as crack arrestors by absorbing energy and hindering the spread of fractures in the cementitious matrix of FC. Furthermore, the presence of AF in FC prevented breakage of cracked surfaces, hence enhanced its durability and resistance to fracture. During the process of the crack growth, the FC cementitious matrix, along with the inclusion of AF, effectively absorbs energy. 70 This absorption of energy helps divert the breaking process and decreases the possibility of further harm occurring. Moreover, by improving the bonding between interfaces, the cohesiveness of the matrices, and the ability to endure fractures, it resulted in superior microstructural features, that are crucial for boosting the strength and durability of FC. 71

Variations in compressive strength of FC with AF additions.
Elastic modulus
The elastic modulus result of FC made with different weight fractions of AF is displayed in Figure 12. The elastic modulus indicates the same trend of enhancement as the compressive strength. FC mixes incorporating 4.5% AF achieved the highest elastic modulus. Beyond 4.5%, the elastic modulus dropped intensely. The elastic modulus recorded for FC made with 4.5% AF was 34.2% higher than that of the control FC specimen. Improvements in the covalent bonding and strength between the matrix of cement can hinder the formation and spread of cracks, hence increasing the resistance to breakage. The basic idea behind this approach is that including the ideal weight fraction of 4.5% AF reduces stress restructuring, leading to the improved fracture toughness and avoiding the formation of cracks. The adhesive bond properties and possible fortification of AF might enhance the attributes of the composite. The viscoelastic properties of AF contribute to the improvement of the fracture resistance and the prevention of expansion of cracks through the promotion of the improved bonding between surfaces. 72 The observed impact is likely due to an increased bonding between the components of mortar (binder and filler) because of the ideal weight fraction of AF. The process entails the formation of a complex structure composed of hydrated cement and fibrous AF that are intertwined with one other. 73 Moreover, AF exhibits effective adhesion with the cementitious matrix because the thin texture of AF fills the voids between particles, enhancing the elastic modulus of FC. 74

Variations in elastic modulus of FC with AF additions.
Morphology assessment
Figure 13 presents a full representation of the morphology of FC. Figure 13(a) shows that FC microstructure comprises two components: the air-void phase, created by introducing foam, and the solid phase, composed of cement paste. Injecting bubbles into the FC matrix creates microporous structures that decrease interfacial adhesion inside the matrix. Figure 13(b) demonstrates that the reinforced FC was strengthened by using 4.5% AF. The fiber was embedded in the cementitious matrix of FC, resulting in a decrease in the quantity and dimensions of the voids.75,76 By incorporating AF into FC, a notable alteration is made to the microstructure of the material. This is due to the AF’s ability to provide bridging pressures that span across fissures in the matrix, as well as its capacity to decrease the occurrence of microcracks. 77 AF plays a significant role in providing the bridging force that spans across the break in the matrix. 78 Clustering of AF was seen when the weight fraction of AF surpassed the ideal quantity, leading to a considerable impact on the morphology of the FC cementitious composite. The agglomeration of AF resulted in the breaking and collapse of the stable foam bubbles, which subsequently caused the formation of large and merged void, as can be seen in Figure 13(c). The morphology of the material is consistent with the results of the compressive strength tests. The highest strength was obtained when the weight fraction of AF was 4.5%. However, when the weight fraction exceeded the optimal value, specifically at 7.5% AF, the compressive strength of the material was decreased noticeably.
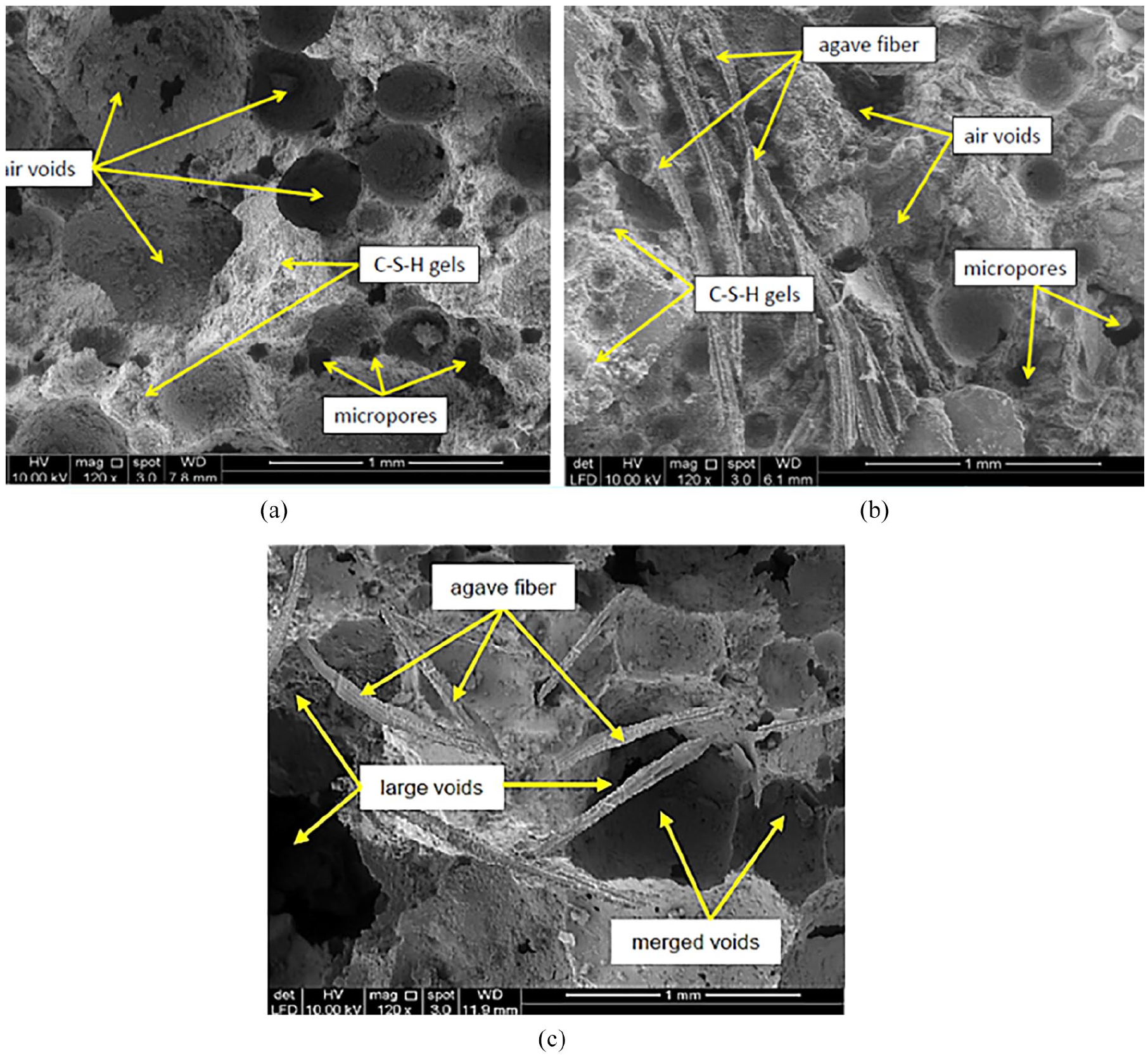
Scanning electron microscopy results of FC: (a) control FC (no fiber addition), (b) FC incorporating 4.5% AF, and (c) FC incorporating 7.5% AF.
Conclusions
The study investigated the fresh-state, morphology, strength, and durability properties of lightweight FC composites that were reinforced with AF. Several properties were assessed, including the workability, density, water absorption, porosity, shrinkage, ultrasonic pulse velocity, compressive strength, and elastic modulus . The following conclusions can be drawn:
As the weight fraction of AF in FC was increased from 0.0% to 7.5%, the slump value was decreased steadily. The slump flow for FC containing 7.5% AF was 228 mm, while the slump flow for the control FC sample was 255 mm.
From day-7 to day-56, the dry density of FC was increased with the increase in the AF’s weight fraction from 0.0% to 7.5%. The results of day-28 revealed that FC strengthened with AF at 7.5% had the highest density of 986 kg/m3, while the control FC sample had the lowest density of 954 kg/m3.
The FC’s water absorption capacity and porosity were greatly impacted by the addition of AF. As the AF’s weight fraction in FC was increased from 0.0% to 4.5%, the permeable porosity and water absorption were gradually decreased.
There were three distinct patterns of the shrinkage associated with FC while drying. Instant shrinkage occured immediately after drying began, and it lasted up to day-7. Depending on the weight fraction of AF in the FC mixtures, the shrinkage was gradually increased until day-28 of drying. In comparison to the other AF’s weight fractions, FC containing 4.5% AF shrank least during drying.
The increase in AFs in FC resulted in a corresponding increase in the ultrasonic pulse velocity, compressive strength, and elastic modulus . The most significant values were obtained when 4.5% AF was added to FC. The fibrous character of AF enhanced the cellular structure of FC. AF functioned as crack arrestors in FC by absorbing energy and impeding the propagation of fractures within the cementitious matrices.
The most ideal results were obtained while including a weight fraction of 4.5% of AF, taking into account its outstanding durability, strength, and workability.
The findings presented in the current study, along with the latest advancements in knowledge, provide inspiration for further examinations as follows:
To investigate the FC-AF hybrid’s long-term performance with respect to its accelerated aging, strength characteristics, and durability, and thorough the scanning electron microscopy evaluation.
To determine the effect of fiber treatment to enhancing cement paste adhesion and minimizing cracking surrounding AF particles in FC, since the existing AF’s interfaces have minimal impact on these properties.
To conduct a parametric analysis that takes into consideration the foam content of the FC mix in terms of the strength, durability, and morphology characteristics.
To examine the size dispersion and morphology of the foam bubbles using a methodical experimental program that involves augmented scanning electron microscopy output. Future research should utilize image processing techniques to quantify the essential characteristics of pore patterns and evaluate their correlation with the engineering characteristics of FC-AF hybrids.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors thank the financial support for this research work from the Ministry of Higher Education, Malaysia under the Fundamental Research Grant Scheme (FRGS/1/2022/TK01/USM/02/3).