
Abstract
In order to improve the package quality of nonwoven and reduce the defects in the nonwoven production process, the tension fluctuation in the winding process is studied. A winding device is built to package nonwoven, and the measured data of tension fluctuation is obtained. The tension fluctuation characteristic of the measured data is analyzed, and different tension fluctuation simulation curves have been set. Under different simulation curves, the corresponding package stress distribution is calculated, and the influence of tension fluctuation on package quality is analyzed. Accordingly, a fuzzy proportional integral differential (PID) control strategy is proposed to optimize the winding device to improve nonwoven product quality. Matlab establishes the PID and fuzzy PID simulation models, proving that fuzzy PID can significantly improve the system control performance.
Introduction
Nonwoven has the advantages of being lightweight, high strength, breathable, heat-preserving, and low cost, and it is widely used in agriculture, medicine, clothing, industry, and other fields. With the development of related industries, the product use and market demand for nonwoven have diversified, and their type and quantity are also increasing yearly. Winding refers to the material being wound layer by layer onto the tube or roll, during which a particular tension is applied to materials to obtain a regular and tight packing. The winding method can be divided into central and friction winding. The central winding directly drives the package at a constant angular speed, which causes the materials’ take-up speed to vary as the package’s size changes. The friction winding gives the package a constant surface speed, and the materials (surface contacts between the outer surface of the materials on the package and a roller) are taken up at an approximately constant speed. The central winding mainly produces the nonwoven rolls. In the primary winding method, the mandrel rotates and draws the nonwoven sheet, which can adjust the tension in real time. However, limited by the current level of technology, tension fluctuations are inevitable. Therefore, to improve the winding quality, starting with the tension control system is necessary to improve the tension fluctuation in the winding process.
There was relatively little research on the winding control of nonwoven. Yeung et al. 1 introduced fuzzy control and synchronous compensator into high-speed textile winder, which reduced tension fluctuation while increasing operation speed from 800 to 2000 m/min. Koc et al. 2 modeled the winding system of elastic materials, compared an H∞ robust control which reduces the coupling between tension and velocity with the decentralized control based on proportional integral differential (PID), proposed the H∞ robust control with varying gains and a linear parameter varying (LPV) control with smooth scheduling of controllers, and applied them to winding, which improved the control effect. Knittel et al. 3 proposed a multivariable decentralized control strategy for large-scale winding systems. They introduced the overlapping decomposition method, which improved the system’s robustness and the winding process’s tension-velocity coupling. To reduce the packaging defects of flexible materials, Boutaous et al. 4 used an online optimization method based on calculating the winding mechanical model to make the internal stress of the package compatible with the elastic deformation of the material to improve the winding quality. Su and Zhang 5 designed a closed-loop tension control system for fiber winding. They used the dynamic integral PID to control the resistance moment of unwinding to adjust the winding tension and achieved a good control effect. Polyakov et al. 6 studied the electromechanical control system of the winding device of nonwoven and proposed a functional diagram of winding in constant tension. Liang et al. 7 proposed a multi-roll coordinated optimal control of a low-tension roll-to-roll (R2R) system. They designed a multiple-input multiple-output (MIMO) linear-quadratic-integral (LQI) controller, which better eliminates error propagation and amplification.
In the 1940s, proportional integral differential (PID) control appeared and developed gradually. It has a simple structure, easy design, and good linear control effect. In 1965, Zadeh 8 proposed the fuzzy control theory, which can quantitatively express imprecise and qualitative information, breaking through the limitations of accurate models. Fuzzy PID control is a control method combining both advantages. It has a good control effect on nonlinear, time-varying, and fast response systems and is widely used in control systems of different industries. Soyguder et al. 9 used fuzzy PID to control an expert heating, ventilating and air-conditioning (HVAC) system. Compared with fuzzy proportional differential (PD) and traditional PID, fuzzy PID has minimum adjustment time and no steady-state error. Hu et al. 10 took a rotary magnetorheological fluids (MRF) damper as the tension control actuator, designed a tension control system using fuzzy PID control, and validated the advancement of the system by using Matlab/Simulink simulation. Xu et al. 11 used traditional PID and fuzzy PID to simulate the control performance of the position loop for the low-speed alternating current (AC) servo system. Fuzzy PID reduces the influence of friction on servo system performance and improves the tracking accuracy and robustness of the system. Somwanshi et al. 12 used traditional PID and fuzzy PID to control the speed of the direct current (DC) motor, compared their control performance, and verified the superiority of the fuzzy PID controller. To improve the strip quality of the hot strip finishing mill, Park et al. 13 designed a new fuzzy PID control system, significantly reducing the tension control system’s response time and overshoot. Based on the analysis of wind turbine aerodynamics, Dou et al. 14 designed a fuzzy self-tuning PID control of a permanent magnet synchronous motor (PMSM) to meet the requirements of a high-performance variable pitch system. Khodayari and Balochian 15 modeled an autonomous underwater vehicle (AUV) using the first mechanical principles and designed a fuzzy self-adapting PID controller based on a nonlinear MIMO structure. “Obtained results show that the proposed controller is not only robust but also gives excellent dynamic, stunning steady-state characteristics and robust stability compared with a classically tuned PID controller.” To solve the problem of low output accuracy caused by external factors of the hydraulic seedling picking-up system, Jin et al. 16 proposed a control method of the transplanting manipulator based on the fuzzy PID control strategy, improving the stability and control accuracy of the system.
In this paper, the tension fluctuation of nonwoven during the winding process is studied, and a winding device is built for experiments. The general characteristics of winding tension fluctuation are extracted based on the measured tension fluctuation data. Accordingly, the tension simulation curve is set up, and the influence of tension fluctuation on the packaging quality of nonwoven is analyzed. On this basis, fuzzy PID control is proposed to improve the control performance of the winding device, and the traditional PID and fuzzy PID are compared by simulation analysis.
Winding device and nonwoven
Build an experimental device to wind nonwoven, as shown in Figure 1. The nonwoven is driven by the pull roll to uncoil from the unwinding roll through the guide roll, tension sensor, guide roll, and winding roll for winding. The pull roller is driven by an 86-type stepper motor, the winding roller is driven by an 80SY-M02430 type AC servo motor, and the tension sensor is a DSTHL sensor produced in China. The diameters of the unwinding and winding rolls are 46 and 40 mm, respectively. The diameters of the pull roll and guide roll with wrapped rubber are 24 mm.

Nonwoven winding schematic diagram.
A stepping motor drives the pull roll, and the PLC pulse signal controls the motor speed to achieve a constant feeding speed. The tension sensor has a measuring range of 10 N, real-time monitoring of tension changes, and feedback to the PLC control module. The servo motor drives the winding roll, and the analog output of the PLC controls the motor speed. The servo motor speed is adjusted by the PLC control module in real-time to change the speed difference between the servo motor and stepper motor to realize the regulation of winding tension.
The winding tension is calculated using the three-roll tension measurement method. 5 The relative position of the tension sensor and guide roll is shown in Figure 2.

Winding tension calculation.
There is trigonometric relationship between nonwoven’s winding tension T and the tension sensor’s measured value F. The corresponding T and F can be calculated according to different angles β, as follows



Given that AC = 0.05 m, BC = 0.5 m, then the winding tension is

The PLC control module includes a PLC controller, analog input and output module, driver of the stepper motor, and servo motor, which works with a tension sensor. PLC is the core control unit, using PID control mode. The principle of tension control is shown in Figure 3.

Principles of tension control.
In this study, the work is based on thermally bonded nonwovens manufactured by Jialianda Nonwovens Co., Ltd (China) using polypropylene fibers. The contact form between fibers is point bonding, area density is 30 g/m2, and the width of package is 143 mm.
Fluctuation in winding tension
Characteristics of tension fluctuation
The device winds nonwoven with constant tension and monitors their tension fluctuation. For example, the linear speed at 120 r/min is 1.76 m/s, the tension sensors set the target winding tension T = 10 N, then F = 1.99 N calculated by equation (4). The measured value F of the tension sensor in the winding process is shown in Figure 4.

Nonwoven winding process tension sensor measured values.
Since there is a corresponding relationship (equation (4)) between the measured value F of the tension sensor and the actual winding tension T, there is only a numerical difference between the two fluctuations. The tension and time of adjacent peak-trough take the average as the standard value, which is the equilibrium point of this fluctuation. Therefore, the ratio between the amplitude of tension fluctuation and the equilibrium value can be obtained by equation (5), called the “tension fluctuation ratio.” This ratio can effectively describe the fluctuation characteristics of winding tension, regardless of the specific tension value, as shown in Figure 5.

where M is the tension fluctuation ratio, ΔT is the fluctuation amplitude, T′ is the fluctuation equilibrium value, Tmax is the fluctuation peak, and Tmin is the fluctuation trough.

Tension fluctuation ratio time-varying curve.
As shown in Figure 5, the initial tension fluctuation ratio of the winding device is volatile and shows an upward trend. It is caused by the mechanical oscillation started by the winding device. At about 14 s, the operation of the winding device tends to be stable, and the tension fluctuation ratio reaches its maximum. In the winding process, the PLC control module continuously monitors and adjusts the winding tension, and the tension fluctuation ratio gradually decreases and tends to 0. If the starting mechanical oscillation is ignored, the amplitude of tension fluctuation decreases with the winding process, and the winding tension tends to be stable. After about 70 s, F showed an upward trend in Figure 4, but M still decreased and tended to 0 (Figure 5). This is the process of PID adjusting tension to reach the target value.
Simulation curve of tension fluctuation
Based on the characteristics of tension fluctuation, the corresponding tension simulation curve sets to analyze the influence of tension fluctuation on the packaging quality of nonwoven. Assuming that the speed of the winding roll is constant and the thickness of the nonwoven in the package is constant, the radius of roller winding nonwoven steadily increases with time. That is, the radius ratio is linearly positively correlated with time. Given the nonwoven’s target winding tension (T = 10 N), the radius ratio (The radius ratio is the bending radius to the mandrel radius at different radial positions of the package) after winding completed is 6. Considering different tension fluctuation conditions, the tension simulation curve is set differently.
Tension fluctuation with reduced amplitude
The amplitude of tension fluctuation decreases gradually. The simulation curve is shown in Figure 6, and the curve function is as follows
where m is the radius ratio of the bending radius to the mandrel radius at different radial positions of the package, and the bending radius is a physical quantity used to describe the degree of curvature of a nonwoven surface at a certain point.

Tension fluctuation with reduced amplitude.
Tension fluctuation with constant amplitude
The amplitude of tension fluctuation is constant. The simulation curve is shown in Figure 7, and the curve function is as follows


Tension fluctuation with constant amplitude.
Increase the amplitude and period of tension fluctuation
Based on Tension fluctuation with constant amplitude, its fluctuation amplitude and period takes doubled, respectively. The simulation curves are shown in Figures 8 and 9, and the curve function is as follows:



Increase the amplitude of tension fluctuation.
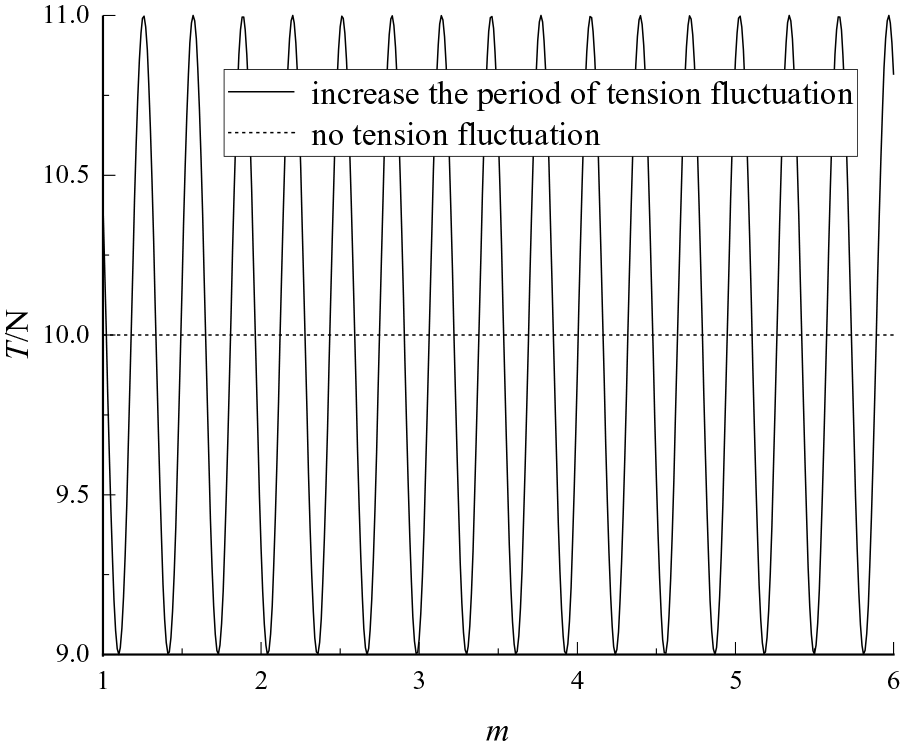
Increase the period of tension fluctuation.
Stress distribution of package
According to previous research results, 17 the inside of package hoop stress σθ distribution expression is

where n is the radius ratio after winding, A is the Nonwoven cross-sectional area, ν is the nonwoven Poisson’s ratio, and m′ is the radius ratio of the outermost layers at some time.
Known nonwoven Poisson’s ratio ν = 0.25, 18 thickness h = 0.2 mm, width b = 150 mm, cross-sectional area A = h × b = 30.4 mm2, winding tension without fluctuation T = 10 N, radius ratio n = 6. The following tension conditions exist.
No fluctuation in winding tension, T(m) = T = 10 N, substituted into equation (10)

Tension fluctuation with reduced amplitude, as in equation (6), substitute into equation (10)

Tension fluctuation with constant amplitude, as in equation (7), substitute into equation (10)

Increase the amplitude and period of tension fluctuation, as in equations (8) and (9), substitute into equation (10)


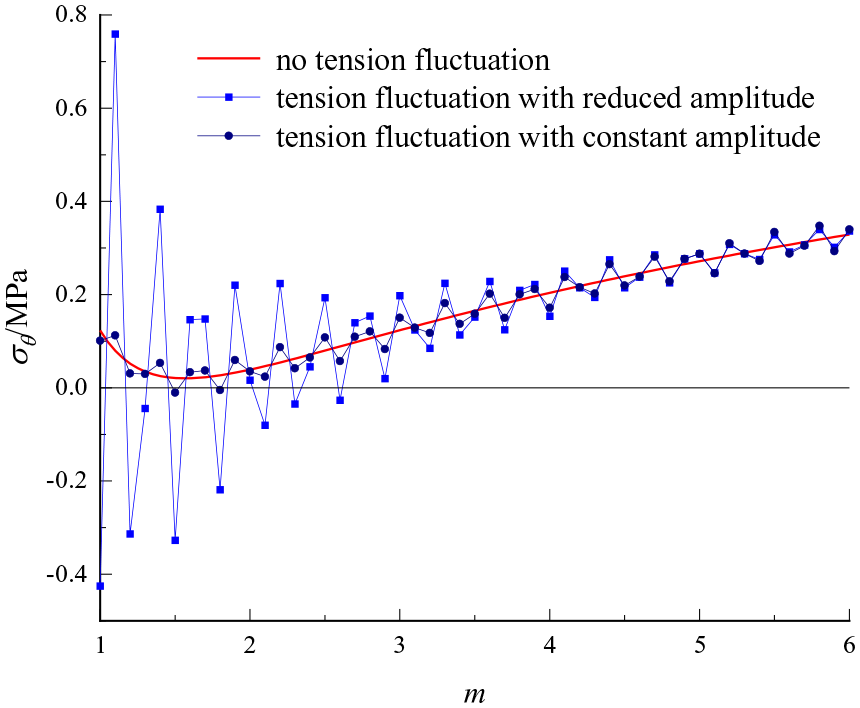
Substitute ν = 0.25, T = 10 N, and n = 6 into equations (11)–(15) and calculate them separately. The hoop stress σθ distribution of package under the different tension conditions, as shown in Figures 10 and 11.
The influence of different tension fluctuation forms on stress distribution.

The influence of changing tension fluctuation parameters on stress distribution.
As shown in Figure 10, the constant tension fluctuates, and the package hoop stress σθ also fluctuates, but the overall distribution trend remains the same. If the tension fluctuates with reduced amplitude, the σθ fluctuation amplitude in the mandrel surface (m = 1) is the largest and gradually decreases with an increase of m. Suppose tension fluctuates with constant amplitude; σθ fluctuation amplitude is also constant. Under the tension fluctuation with reduced amplitude, σθ within the scope of m < 2.6 is extremely obvious negative, namely wrinkles appear. The influence of tension fluctuation on the stress distribution of the package mainly occurs in the initial winding. If the stability time of winding tension reduces (i.e. accelerating the response speed of the tension control system), it can improve the packaging quality of actual production.
As shown in Figure 11, the amplitude and tension fluctuation period increase, but the hoop stress σθ distribution trend remains the same. Insufficient or excess tension may result in a fabric wrinkle or break, directly affecting final product quality and productivity. As the amplitude of tension fluctuation increases, the fluctuation increases its negative significance, and the wrinkle increases.19 –21 On the other hand, if the period of tension fluctuation increases, the period of σθ fluctuation also increases, the stress curve becomes smoother, and the negative decreases until it disappears. 22 Therefore, the winding quality can be improved by reducing the amplitude and increasing the period of tension fluctuation.
Optimize the control system
Fuzzy PID controller
Due to the influence of tension fluctuation on the packaging quality, it is necessary to improve the tension control effect of the nonwoven winding device. Fuzzy PID control is an integrated intelligent control method combining fuzzy and PID control advantages. Therefore, it is suitable for nonlinear and fast response tension control systems to overcome the defect of traditional PID. The control block diagram is shown in Figure 12.

Fuzzy PID control block diagram.
Where e is the control deviation, and ec is the deviation change rate. KP, KI, and KD are the proportional, integral, and differential, respectively.
The variables are fuzzified, expressed in vague language as NB (negative big), NM (negative medium), NS (negative small), ZO (zero), PS (positive small), PM (positive medium), PB (positive big), and the fuzzy domain {−3, −2, −1, 0, 1, 2, 3} is defined. This paper selects the Trimf membership function to facilitate design and calculation, as shown in Figure 13.

Trimf membership function.
Mamdani method is used for fuzzy reasoning, and the fuzzy input variable transforms into a fuzzy control quantity according to the fuzzy rule. The result of fuzzy reasoning must be fuzzified before it can be used as the control quantity; the area center method is used here.
Matlab software is used to build the controller based on a fuzzy PID control algorithm. The membership graph of input and output variables can be obtained by writing the fuzzy control rule into the rule editor, as shown in Figure 14.

Membership relation of variables: (a) KP, (b) KI, and (c) KD.
The offline fuzzy rule query Tables 1–3 can be obtained by outputting the corresponding relation of the values in the controller.
Fuzzy rule query table of KP.

Fuzzy rule query table of KI.

Fuzzy rule query table of KD.

Simulation of Matlab
The transfer function 23 of winding process of nonwoven is obtained by mechanical analysis of winding device.

where G(s) is the transfer function, v1 is the feeding speed, β0 and β are the slip coefficients of nonwoven without tension, and under tension, L is nonwoven conveyor length, E is nonwoven elastic modulus, and A is Nonwoven cross-sectional area.
Given that v1 = 0.612 m/s, β0 = 0.5, β= 0.08, L = 0.53 m, E = 0.33 MPa, A = 30.4 mm2, equation (16) can be written as

The winding tension of nonwoven is 10 N, the allowable deviation of the tension control system sets to be 10%. Can get e ∈ [−1, 1], ec ∈ [−0.2, 0.2], KP ∈ [−0.0045, 0.0045], KI ∈ [−0.00006, 0.00006], KD ∈ [−0.000036, 0.000036],

Simulation model of PID and fuzzy PID control.
Different tensions are set at different stages to simulate tension control in the winding process. For example, set the delay time to 0.1 s and the simulation time to 20 s, and customize the control signal so that the tension jumps from 10 to 9 N at 10 s. The winding tension of nonwoven controlled by PID and fuzzy PID is shown in Figure 16.

Simulation results of tension control.
In the initial response, the response speed of traditional PID and fuzzy PID is faster, while fuzzy PID is slightly faster than traditional PID. Traditional PID overshoot is greater than 5%, while fuzzy PID has almost no overshoot. Fuzzy PID stabilizes about 0.8 s earlier than traditional PID. The control effect of traditional PID and fuzzy PID is good in stable operation. In the 10th s, the tension is adjusted. Fuzzy PID has more minor overshoot, faster response, and more vital anti-interference ability than traditional PID. Using a fuzzy PID control strategy, the control performance and robustness of the system are significantly enhanced. The traditional PID has obviously tension fluctuation, while the fuzzy PID tension change is smooth, which is conducive to improving the packaging quality of nonwoven.
Winding experiment
PLC is programed to realize fuzzy PID control of nonwoven winding devices. The control process is shown in Figure 17. The winding testing tension and effect of nonwoven controlled by traditional PID and fuzzy PID is shown in Figures 18 and 19.
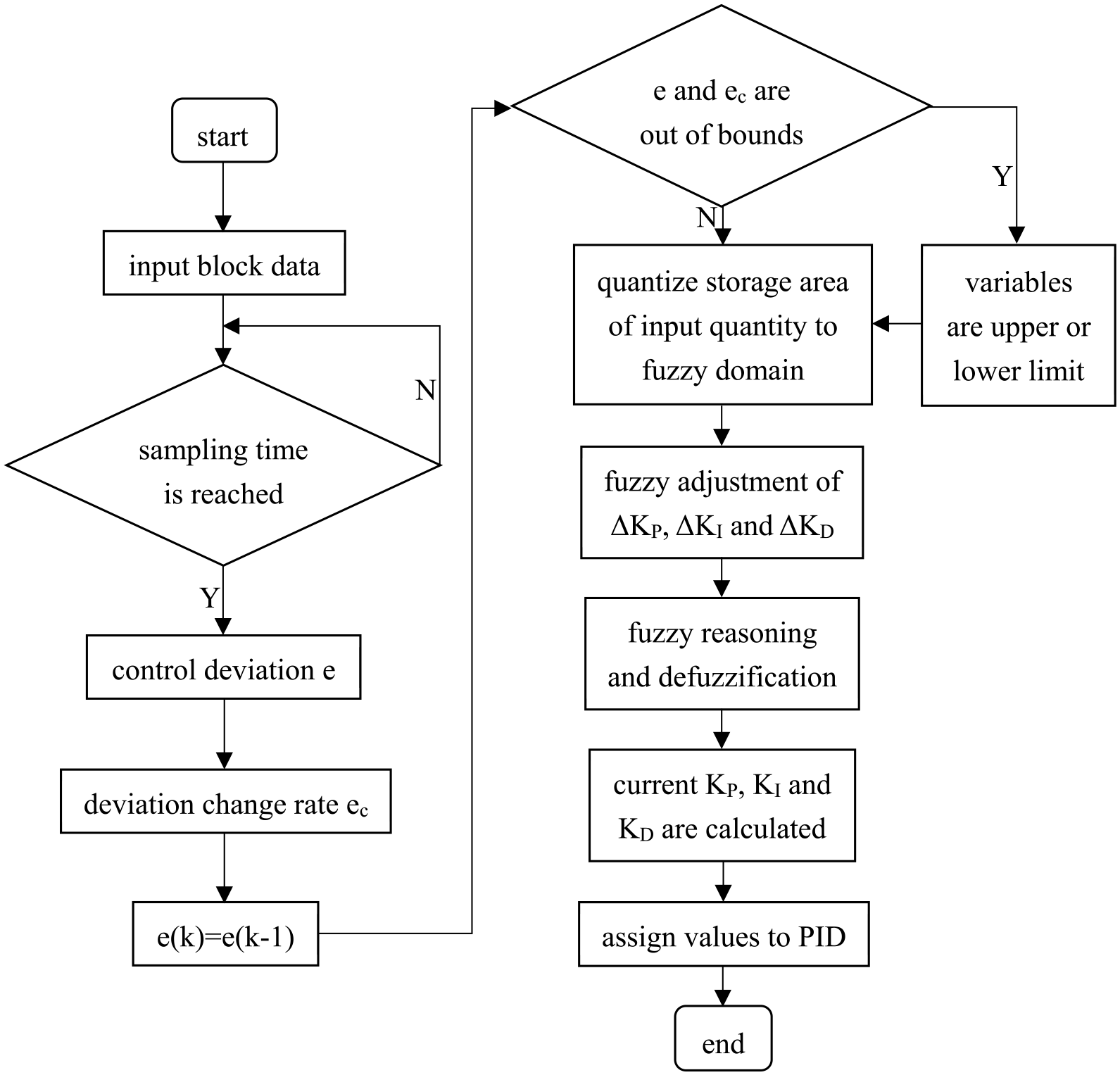
Fuzzy control process in PLC.

Testing data of winding tension.
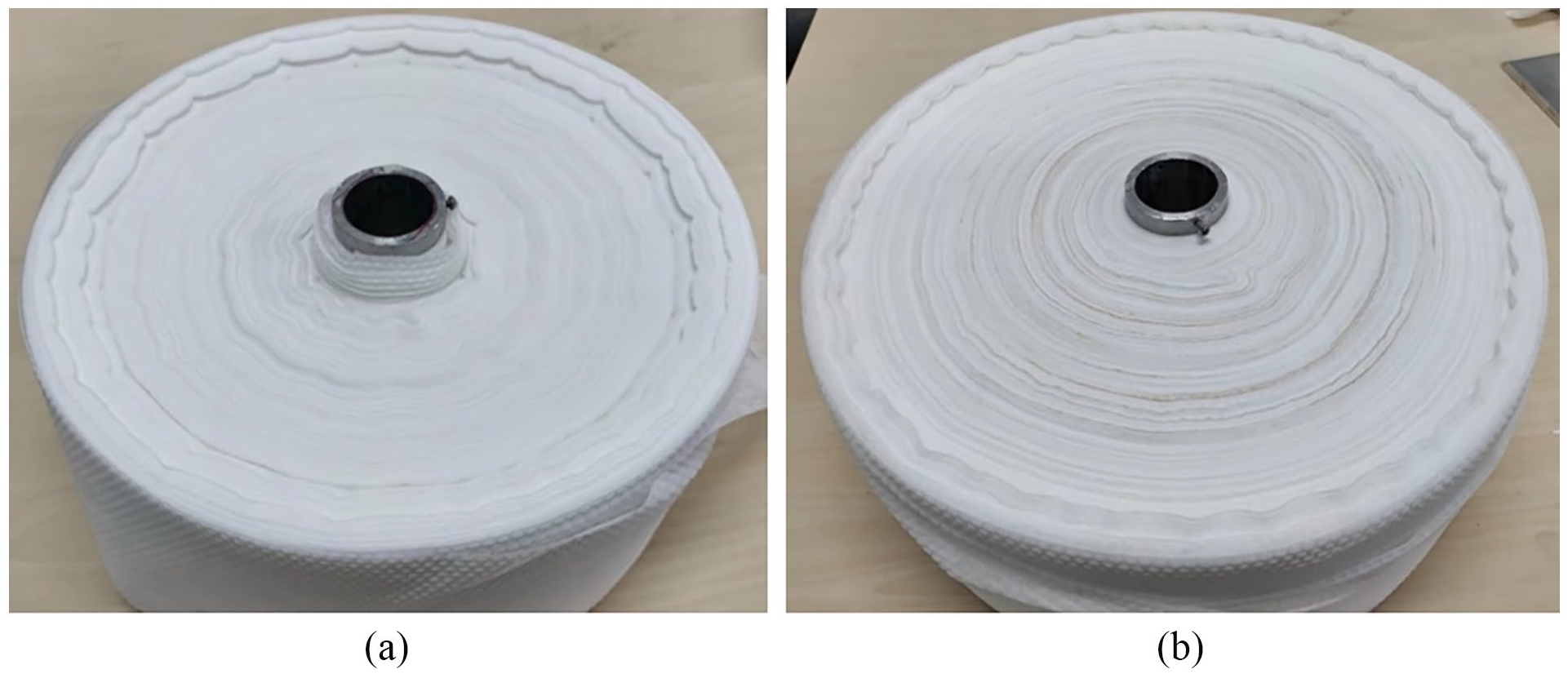
Winding effect of nonwoven: (a) traditional PID and (b) fuzzy PID.
In Figure 18, the fluctuation amplitude of winding tension controlled by PID is more severe than that controlled by fuzzy PID. In Figure 19(a), the nonwoven winding effect of traditional PID control is poor. As a result, there are severe wrinkles in the radius direction, and nonwoven protrudes near the mandrel. In Figure 19(b), for the nonwoven packaging controlled by fuzzy PID, wrinkles only exist near the mandrel and the outer layer of the package, which may be caused by mechanical oscillations during the starting and stopping stages of the device. In most radius directions, the nonwoven is tightly packed and wrinkle-free, and the packing quality is significantly improved. It can be achieved by upgrading the PID control device to the fuzzy PID control method, which allows the control system to dynamically adjust parameters. The winding device’s optimization cost is low.
Conclusion
A winding process device is built to conduct winding experiments on Nonwoven and obtains the measured data of tension fluctuation. The characteristics of tension fluctuation are extracted, the simulation curve is set, and the corresponding package stress distribution is calculated. It is found that the tension fluctuation significantly influences Nonwoven’s packaging quality, and the winding effect can be improved by speeding up the system’s response, reducing the amplitude, and increasing the period of fluctuation. Therefore, the fuzzy PID control strategy of Nonwoven winding is proposed and simulated by Matlab/Simulink. In the simulation analysis, the control effect of fuzzy PID is better than that of traditional PID. Fuzzy PID has good adaptability to nonlinear, time-varying, and fast response tension control systems and has a similar control structure to traditional PID. If fuzzy PID is used instead of conventional PID, the existing control system does not need to change basically, so the optimization cost of the winding device is low.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Bintuan Science and Technology Program (grant number 2023CB009-06, 2018DB001) and the National Natural Science Foundation of China (NSFC) (grant number 62141306, 31760340).