
Abstract
During the composite fiber tape winding process, tension fluctuation has a serious impact on the performance parameters of winding products, such as strength, compactness, resin content, fatigue resistance, and stress uniformity. Because of the influence of dynamic performance of tension control system caused by the torque motor, external disturbance, sensitivity of the parameter variation, inverter dead zone, ripple torque, cogging torque, nonlinear friction, and measurement noise, a fuzzy proportion integral derivative (PID) controller based on robust extended Kalman filter (REKF) is proposed, which considers membership function optimization of nonlinear dynamic fuzzy control system as systematic identification through designating activated membership function of input and output variable in each control step, and then, online adjustment of the activated membership functions is used to reduce the control error by REKF. By adjusting the shape and position of membership function, the designed controller can be adapted to the dynamic conditions. Simulation and experimental results show that overall performance of the control system has been significantly improved. Compared with traditional fuzzy PID, the fuzzy PID controller based on REKF has strong anti-interference performance and robustness, and the winding tension control precision has been increased by 40–42%.
Introduction
Composite material is composed of two or more kinds of materials in certain process, which is different from the original materials. It has the priority in weight, strength, modulus, material and structure designing, corrosion resistance, fatigue resistance, and large area overall molding. 1–2 As a result, composite material has been widely applied in aerospace craft, sailing ships, carrier rocket, high-speed rail, new energy materials, and other industry fields, which is considered as the primary alternative of aerospace structural design in future. 3–4 During the molding, the material molding and structure molding are complete at the same time. Therefore, the performance is susceptible to molding process, determined by the molding regulation 5 High-quality composite molding is closed to parameters such as tension selection, control, and matching. Tension is one of the main factors affecting the quality of composite products. The fiber lateral migration and overhead in molding surface will be caused by improper tension control. Generally, molding tension control system will make the tension in a low value to avoid defects. 6
In the view of control, winding tension control system of composite material is a complex nonlinear and uncertain system, which makes the system modeling and feedback controller design challenging. Some researchers have already proposed related control strategy to solve the problem. Shi et al. 7,8 designed the fuzzy self-tuning PID controller based on the winding process features, the mechanical device, and the mathematical model of winding tension. The result shows that the model was reliable, and the control method could be implemented and guaranteed the closed bonding between fibrous bands. Wu and Zhang 9 designed a unique neural network for pipe filament winding and optimized the winding tension by error back propagation. The results meet the requirement of filament winding tension distribution. Gassmann and Knittel 10 proposed an optimal linear parameter varying (LPV) method to control the PI robustness, by studying the coupling relationship between the winding tension and winding speed. He also optimized control parameters based on the genetic algorithm, which was verified by simulation. Akkus et al. 11 designed a fiber winding tension equipment controlled by PID. It can calibrate the system through closed loop control. The results were desired and the precision of winding tension can be controlled within 10%.
The design of the fuzzy control rules mainly depends on the knowledge and experience, and presently, there is no method to design and test the rationality control rule of system, the number of rules, input and output variable partition, and whether the shape and position of membership function is rationality. The traditional fuzzy PID controller cannot adapt to complex condition with larger parameter perturbation. 12 Therefore, traditional fuzzy PID control should be combined with other control strategies such as robust control, intelligent control, and forecast control to overcome its own shortcomings. The control error can be reduced by online optimization and adjustment of the input and output variables’ shape and position of membership function to adapt to dynamic conditions and interference. It is an effective solution to combines the Kalman estimation strategy combined with fuzzy PID control. The traditional Kalman filter is only applied to nonlinear or only with smaller systems contained Gaussian noise, 13 but the actual physical model contains parameter uncertainties and unknown outside interference. Therefore, it has to be solved that making the Kalman filter controller robustness. In the study by He and Wang, 14 an integrated control strategy is proposed, which includes forward feedback compensation of the winding velocity, fuzzy control of the winding velocity, and unwinding tension. An adaptive fuzzy total sliding-mode controller is proposed by Kung et al., 15 which comprises a special fuzzy sliding-mode controller and an adaptive tuner. The former is a main controller, which is designed without reaching phase to retain the merits of a total sliding-mode controller and the latter is used to adjust the translation width online for further robustness and optimal performance.
Based on the above analysis, online optimization of fuzzy PID controller based on robust extended Kalman filter (REKF) is presented in this article. The REKF is combining EKF with robust estimate technology to make the EKF having certain robustness. Then, REKF is used for online optimization of the input and output membership function of fuzzy PID controller, so as to minimize the error function of control system. Then, according to the error function of control, the activated membership function is online optimized. The set of fuzzy PID control parameters is similar to status variables indicating the performance of the controller. Once the state vector and the system condition are completely adapted, the control error will tend to zero. In other words, the control error is caused by the controller deficiency and the environment noise. If the optimization process of fuzzy PID controller is considered as a filter, the ideal state vector set of the controller can be used as a process model, and the set of state vectors for system control is the measurement model. Therefore, considering the difference between process model and measurement model, the error measurement is related to control error. The REKF is mainly used to directly estimate the fuzzy PID controller in next step of ideal state vector based on the current control error, current state vector, and current information. Then, membership functions and fuzzy rules which are updated online at the same time make the system error function to obtain the minimum value. In this way, the fuzzy PID controller based on REKF has stronger ability to learn, even in the condition of complex or the presence of outside interference, and the controller also shows good control performance.
Mathematical modeling of winding tension control system
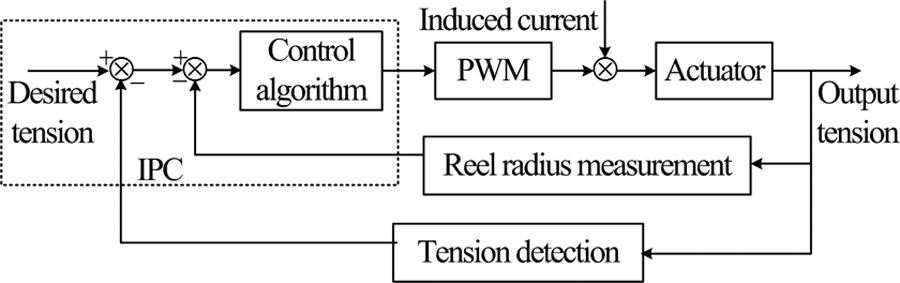
Figure 1 shows the structure of fiber tape winding tension control system, which is mainly composed of the controller, executive component, detection device, auxiliary device, and so on. 16 Moving car can be seen as the fixture, fixing the overlapping two fiber tapes. The actuator operation is controlled by torque motor, and its transfer function is shown in Figure 2. Pressure sensor is used to test the real time tension and get the feedback instantly through the preamplifier, filter, and A/D conversion. Diameter changes can be instantly measured by the machine, and then, the feedback signal can be tested by the potentiometer and signal processing circuit, which will provide the accurate mathematical model for the tension control system. Industrial computer is the core of tension control system. It is mainly used to control the winding process and coordinate the movement of each part, which also can do the real-time analysis and processing.
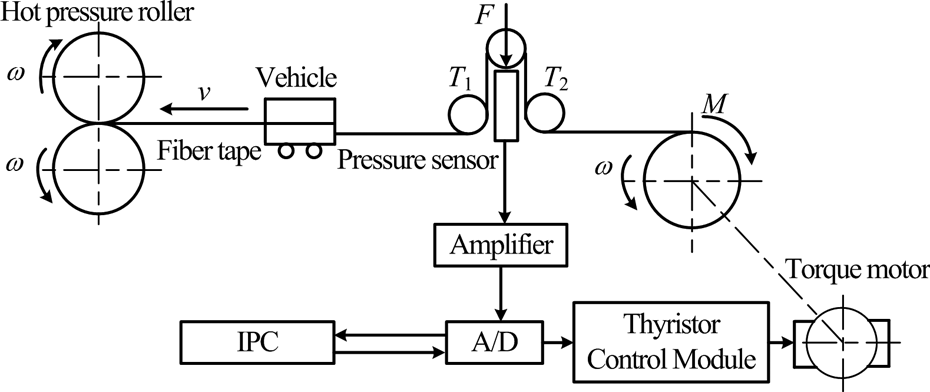
The winding tension control system.
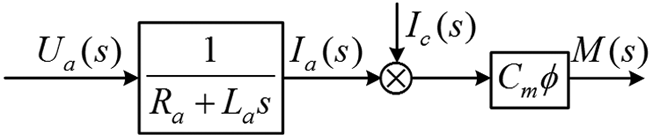
Transfer function of torque motor.
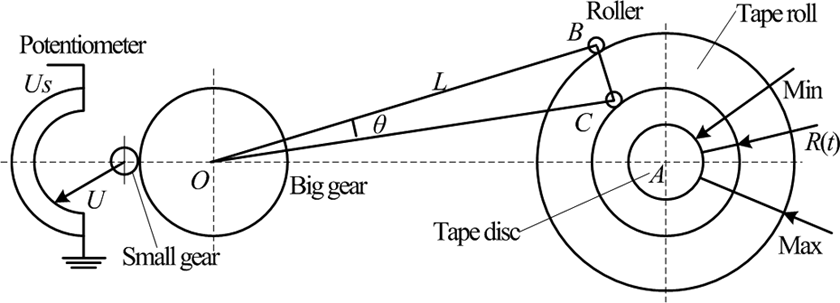
Ua is the input voltage, Ra is the armature resistance, La is the armature inductance, Ia is the armature current, Ic is the induced current, Cm is the motor torque constant, ϕ is the motor flux, and M is the output torque. When the output of torque motor is constant, the fiber tape tension will change with the change of coil radius. 17 Thus, to provide the control system with accurate mathematical model and achieve better tension control, the coil diameter must be detected instantly. Measurement mechanism of the coil diameter is shown in Figure 3, and coil diameter variation can be converted into voltage variation by the potentiometer.
Measurement mechanism of coil diameter.
Take L>>AB into consideration, there is

That is

In equation (2), L is the length of OB, and R(t) is the real-time radius of coil.
Assuming that total transmission ratio of the gear system is i, the rotation angle of the pinion can be expressed as

By the principle of potentiometer

where U and Us are, respectively, the output voltage and the power supply voltage of potentiometer, and φs is the angle range of potentiometer. From equations (2) to (4),

When the moving car sends the fiber tape to mandrel, the potentiometer begins to measure the radius of coil in real time. The voltage of potentiometer changes shows the change of the coil radius. With the radius of roller reduces gradually, the roller eventually returns to point C and the potentiometer voltage will be zero at this time. When the moving car goes back to the initial position, the roll will go back to point B.
The tension measurement system includes dynamometer, pressure sensor, and preamplifier, as shown in Figure 4. F is the stress on the pressure sensor, and T2 = F/2. As the sensor output voltage can track the input signal quickly, it can be seen as a proportion link. Preamplifier is not only used for signal amplifying but also has a filter function. The second-order Butterworth low-pass filter with large damping is used, and its transfer function is as follows

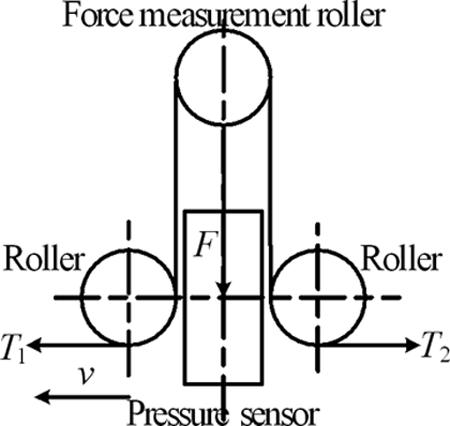
Tension measuring system.
In equation (6), K3 and K6 were the pressure sensor constant and the low-pass filter constant, respectively.
As coil is the research object, the dynamic torque balance equation of coil is

where M (Nm) is the motor drag torque, T2 (N) is the tension of fiber tape, R (mm) is the real-time radius of reel, Mf (Nm) is the viscous friction torque, J (kg·m2) is the rotary inertia of reel, v (rad/s) is the linear velocity of fiber tape, and M0 (Nm) is the dry friction torque.
The torque balance equation (7) shows that the tension control system is a complex multivariable system with time-varying. Model of the controlled object has to be simplified to facilitate the controller design. Dry and viscous friction torque is small in the winding system, so Mf and M0 can be neglected. The instantaneous inertia of fiber tapes changes so slightly that the effect of (dJ/dt)(v/R) on the tension can be negligible. 18 Assuming that the moment inertia of coil is constant during the winding process, equation (7) can be simplified as

Considering the factors such as elastic of fiber tape and roller friction, equation (8) should be supplementary. Density and length of fiber tape are, respectively, ρ and Lb. When linear velocity of the winding is constant, if the friction between the tape and the roller is ignored, the tension of tape is equal everywhere, that is, T1 = T2. When the winding speed is increasing or decreasing, tension is not the same because of the elasticity existences, which can be expressed as

Suppose α is acceleration of the winding system, then

The structure of tension control system is shown in Figure 5. Bringing the mathematical expression of each part substitute into Figure 5, mathematical model of the tension control system can be derived as shown in Figure 6. It is a complex multiloop feedback system, including the coil radius measurement and the tension test as for the system disturbance induced current.
Structure of tension control system.
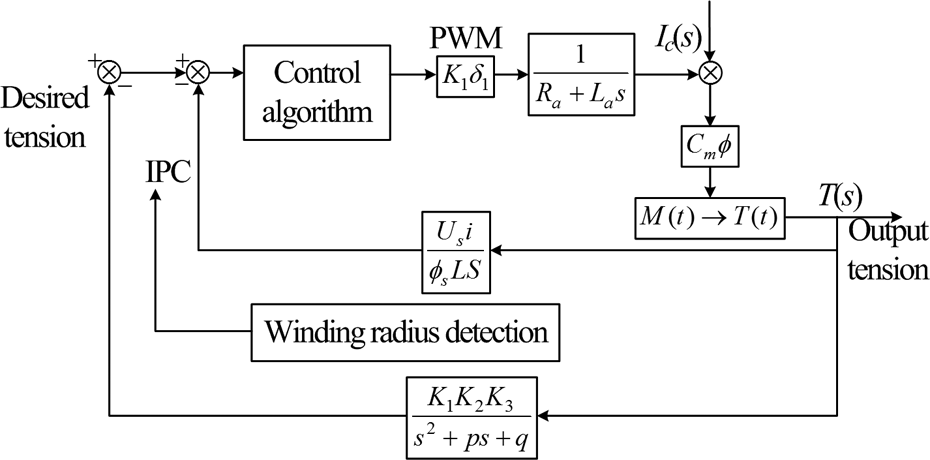
Mathematical model of tension control system.
Fuzzy PID controller based on REKF
Design of the fuzzy PID controller
The time domain expression of traditional PID control is 19

where e(t) is the control error, de(t) is the change of error rate, u is the signal of motor control, Kp is the proportional gain, Ki is the integral gain, and Kd is the differential gain.
As for the traditional PID, due to the poor adjustment for complex condition of the winding tension control, the fuzzy control is employed to adjust the PID control parameters Kp, Ki, and Kd according to the following equation.

where Ua is the output of fuzzy controller, ΔKa = Kamax − Kamin is the allowable deviation for Ka. Kamin and Kamax were, respectively, the minimum and maximum of Ka through the experiment.
According to equation (12), the PID control parameters Kp, Ki, and Kd can be, respectively, adjusted by three fuzzy controllers, which can constitute a general fuzzy controller, as shown in Figure 7.
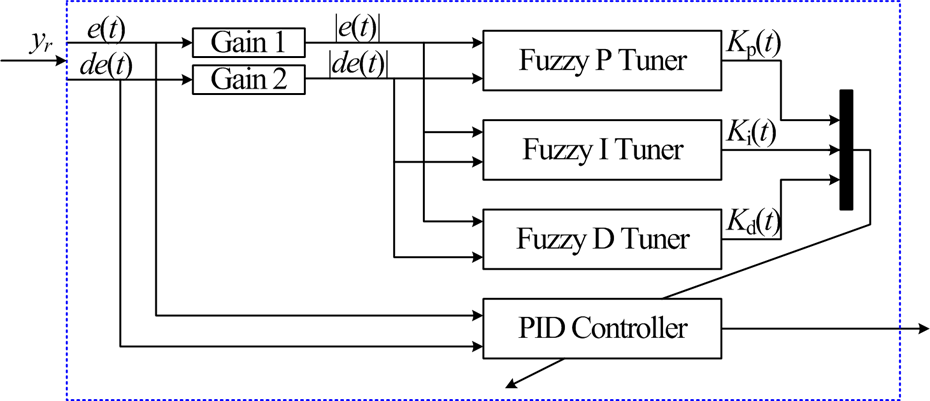
Fuzzy PID controller structure.
Two input variables of the fuzzy controller are, respectively, the absolute value of error |e(t)| and the absolute value of error rate |de(t)|. Range of the input variables is [0, 1], which is decided by the absolute value of input variables and the size of tension control system for the selected quantitative factors. 20
Considering the simplicity of the fuzzy control and smoothness of the PID control, two input variables are all adopted five triangular membership functions as shown in equation (13). The corresponding fuzzy set of these five membership functions {Z, V, S, M, B} is {zero, very small, small, medium, big}. Initialization makes those five triangular membership functions are congruent and the center of gravity equal spacing, as shown in Figure 8.

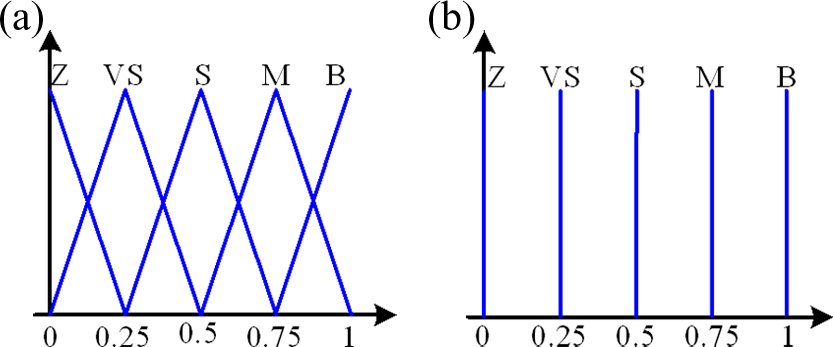
The membership function of fuzzy variables. (a) Input. (b) Output.
where i = 1, 2; j = 1, 2, 3, 4, 5, x is input variable;
The output of three independent fuzzy controller is, respectively, Up, Ui, and Ud. Fuzzy sets of input variable are processed by MAX-MIN. Gravity method is used to solve the fuzzy calculation to get the output of the controller by the control rule. 21 The output of the fuzzy controller can be calculated by the equation (14).

where wv is the weight of control output, M is the number of output variable fuzzy set, and mf(wv) is fuzzy output function whose expression is expressed as follows


where δij is the activity factor, when the |e(t)| is located in the ith fuzzy set and |de(t)| is located in the jth fuzzy set, it is activated.

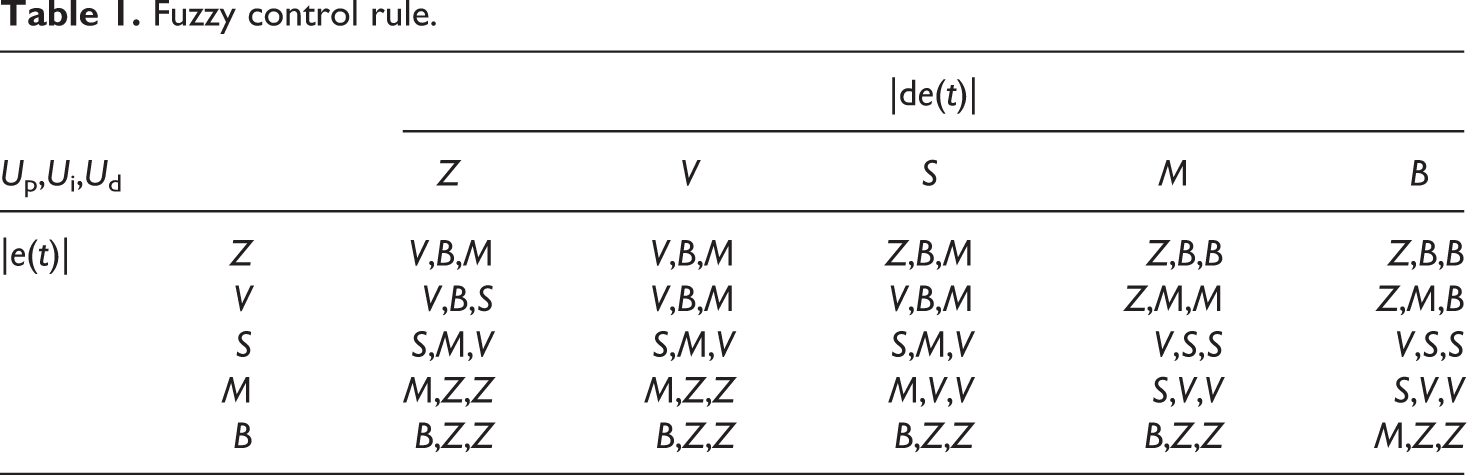
Output of the fuzzy controller Ua is a single value, and the output value of the initial interval is set the same, as shown in Figure 9. By the fuzzy input and output variables and the membership function, fuzzy control rules can be obtained as presented in Table 1.
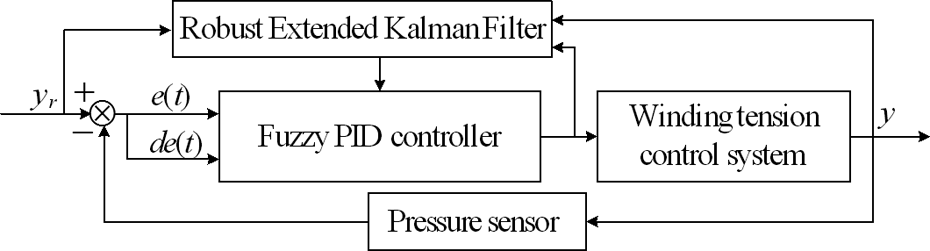
Fuzzy PID tension controller based on REKF. REKF: robust extended Kalman filter.
Fuzzy control rule.
The control error function is defined as

where yr and y are, respectively, the specified tension and the actual output tension system of tension system.
Robust extended Kalman filter
In this article, the purpose of the winding tension controller is to minimize the control error function by adjusting the parameter of membership function. By extending Kalman filter, the shape and position of the input variable membership function and the weight of output variables are adjusted, constantly updated automatically
The system in the moment of tk (k = 1, 2,…), where the state vector is


where g(·) and h(·) are the continuous and differentiable multivariate vector functions of state variable
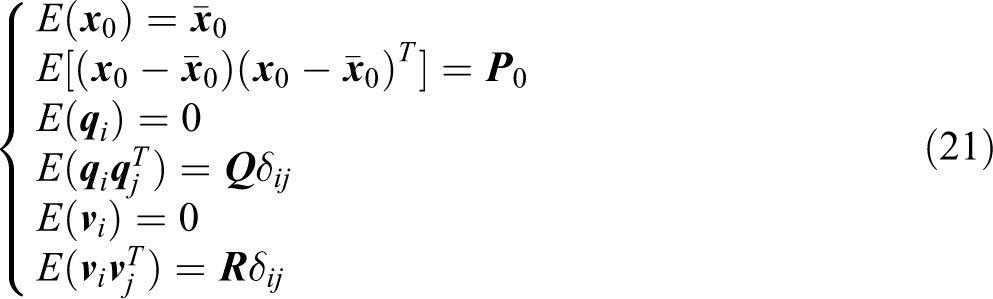
where E(·) is the expectation operator; δij is the Kronecker delta δ function, which can be expressed as:

Considering the noises

where

The equation of time update is

The equation of measurement update is

where

Fuzzy PID controller based on REKF
Three independent fuzzy controllers are adjusted separately by REKF, and the control system structure is shown in Figure 9.
The state vector of fuzzy PID tension controller based on REKF can be represented as

The elements of the state vector x can be expressed as

where n and m are, respectively, the number of triangular membership function with two input variables.
According to the definition of membership function with input variables given in equation (13) , each input variable at most falls on two overlapping area of the membership function, and the membership function is activated at this time. The two input variables at most activate the four different membership functions, it is known by the principle of permutation, the four control rules are activated and this four control rules are corresponding to four outputs. Therefore, the equation (29) can be simplified to

where

where h(
The initial estimated vector is

According to the equations (19) to (21),

The element of

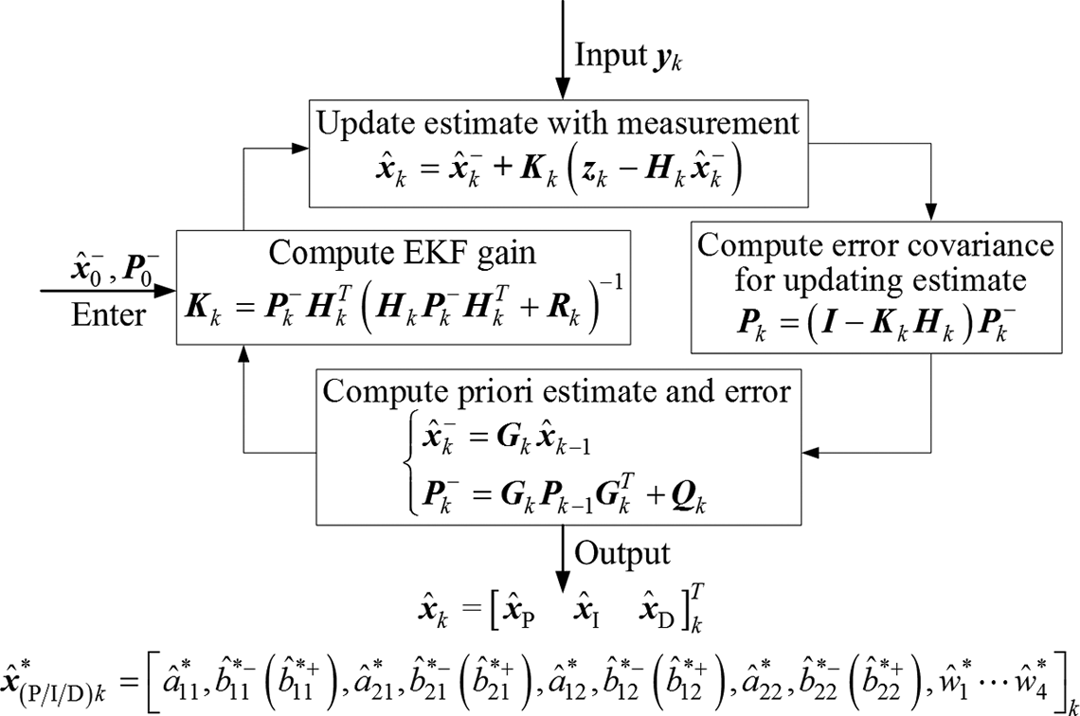
The adjusting process of fuzzy PID control parameters based on REKF is shown in Figure 10. As for the state vector of fuzzy PID control, measuring function shown in equation (23) can be calculated by partial derivative of the parameters of a, b−, b+, and wk. The calculated results can be used to update the controller.
Adjustment process of fuzzy PID control parameters based on REKF. REKF: robust extended Kalman filter.
Step 1. Parameter to adjust the system output for partial derivative of fuzzy output membership function weighted is

where



Step 2. Parameter to adjust the system output for partial derivative of fuzzy input membership function center gravity is

wherein 

Step 3. Parameter to adjust the system output for partial derivative of the left and right half with fuzzy input membership functions

∂y/∂Ua can be calculated by the equations (36) and (37).

By the equations (35) to (43), which can be obtained measuring function shown in equation (23), fuzzy PID controller parameters can be automatically updated by the designed REKF, whose principle is shown in Figure 10.
Fuzzy PID controller based on REKF
The fuzzy PID controller design
Based on the mathematical model of fiber tape winding tension control system established in “Mathematical modeling of winding tension control system”, simulation analysis of fuzzy PID control algorithm based on REKF design is implemented to test the adaptation, anti-interference, and robustness of algorithm. Initial parameter values of PID control are, respectively, Kp = 1.5, Ki = 1.0, and Kd = 0.01. The sampling period of the simulation system is 0.05 s and the value of winding tension is 50 N. Based on the current control error, the current state vector, and current information, the REKF can directly estimate the next step ideal state vector of fuzzy PID controller. Then, the minimum value of the system error function can be obtained by updating the membership function and fuzzy rules online at the same time.
Comparing the fuzzy PID control with fuzzy PID control method based on the REKF, the performance of the fuzzy PID control algorithm based on robust extended Kalman filter designed in article is verified. The sinusoidal response and control error of two kinds of algorithm are shown in Figures 11 and 12. As seen from the picture, which employs the algorithm of fuzzy PID, control error is 4.0950 N. And using the fuzzy PID control method based on the REKF, the control error is 2.1250 N. Compared with the fuzzy PID control, the fuzzy PID control method based on the REKF, the tension control precision enhanced 48.1%. The square-wave response and control error of two kinds of algorithm are shown in Figures 13 and 14. As seen from the picture, which employs the algorithm of fuzzy PID, control error is 3.4940 N, and using the fuzzy PID control method based on the REKF, the control error is 1.8738 N. Compared with the fuzzy PID control, the fuzzy PID control method based on the REKF, the tension control precision enhanced 46.4%. Thus, the fuzzy PID control based on REKF tension control algorithm can better adapt to the complex and changeable situation of fiber tape winding.
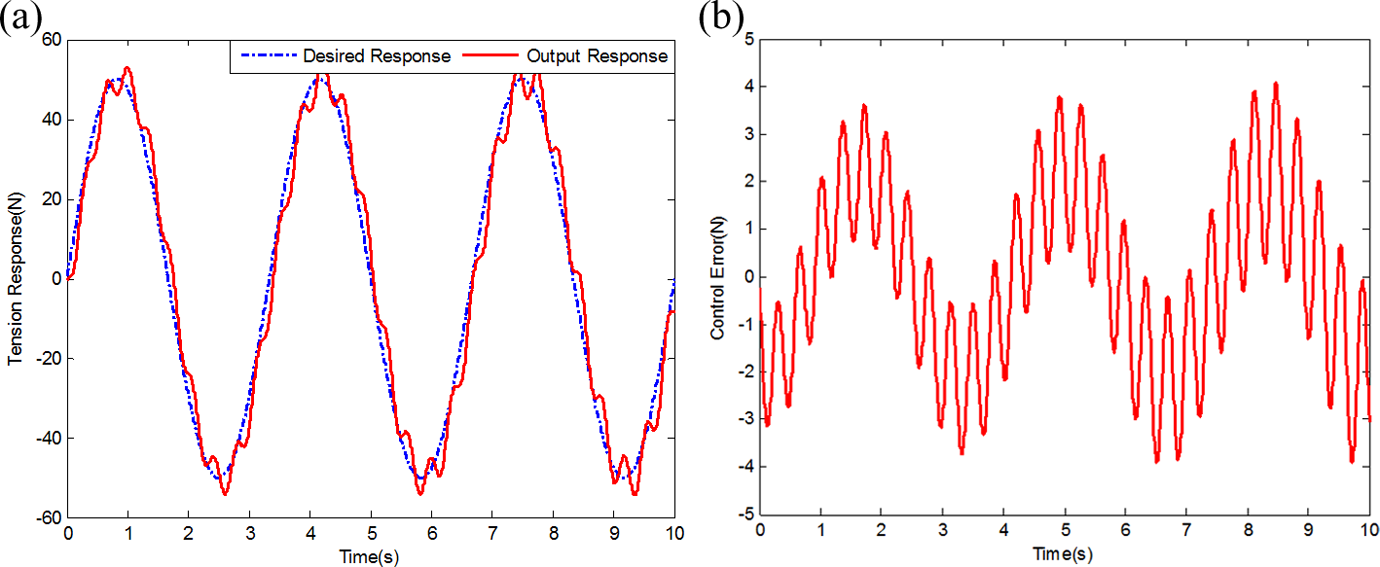
Sinusoidal response of fuzzy PID control. (a) Sinusoidal response. (b) Control error.
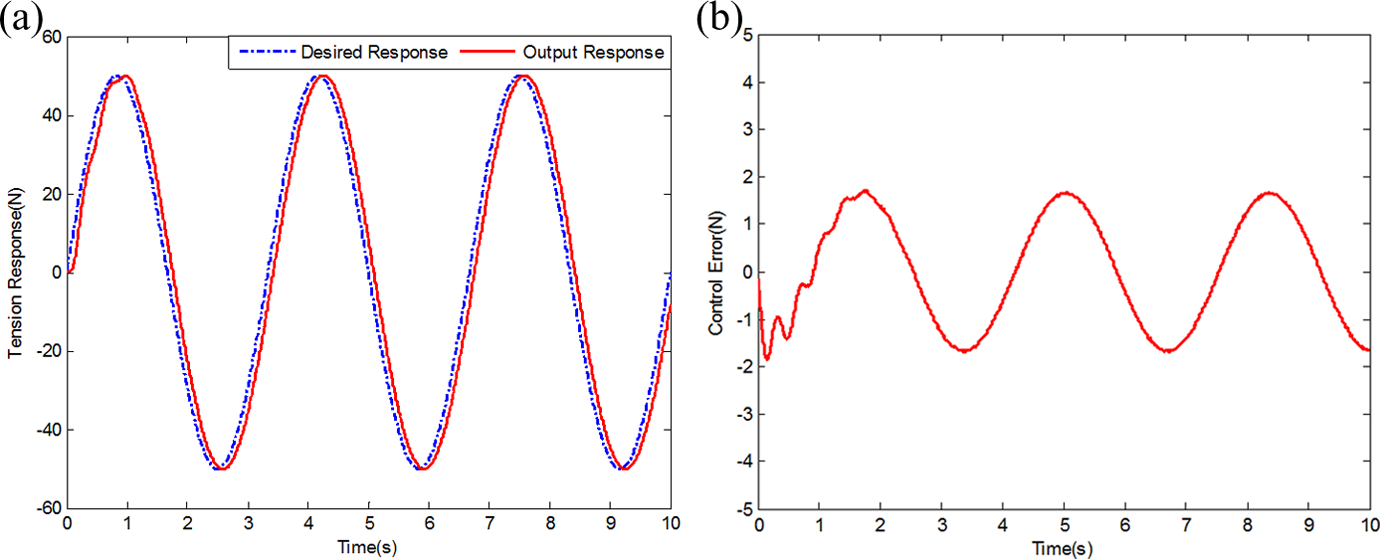
Sinusoidal response of fuzzy PID control based on REKF. (a) Sinusoidal response. (b) Control error. REKF: robust extended Kalman filter.
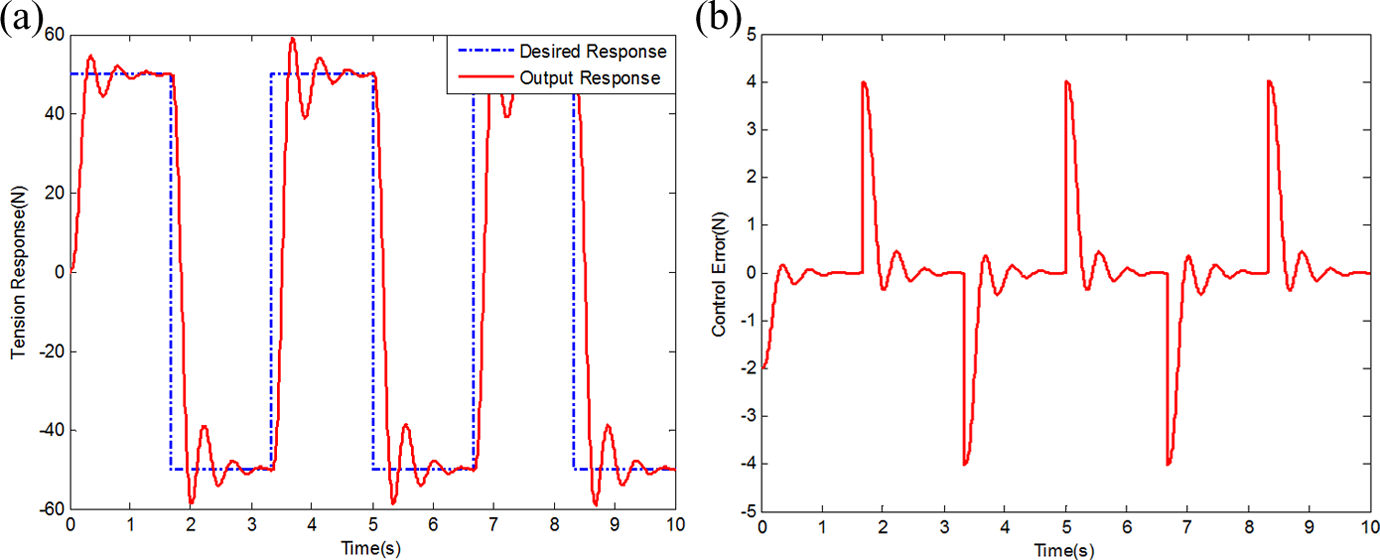
Square-wave response of fuzzy PID control. (a) Sinusoidal response. (b) Control error.
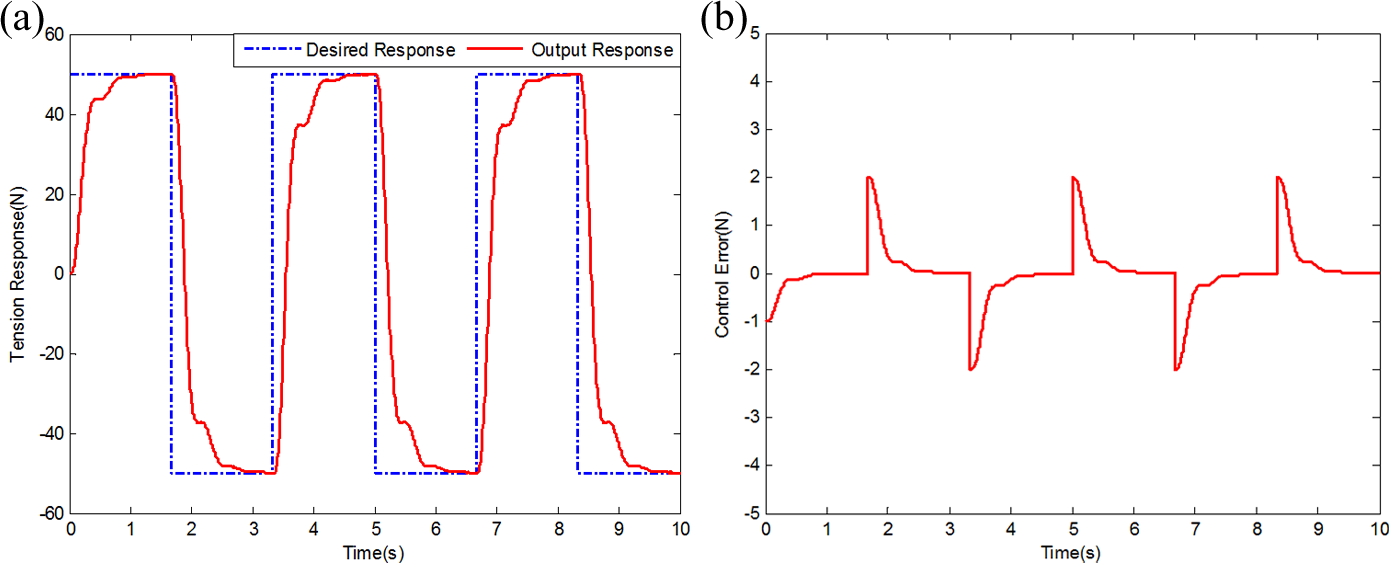
Square-wave response of fuzzy PID control based on REKF. (a) Sinusoidal response. Control error. REKF: robust extended Kalman filter.
Experimental verification
The test bench of winding tension control system is shown in Figure 15. Input part of the closed-loop circuit includes tension sensor, power amplifier, filter board, and PCL 812PG data acquisition card; the control part adopts the IPC-810-H industrial PC. Output part includes PWM board and power amplification board; the actuator is the torque motor. Hardware facilities should be initialized setting and calibration before the experiment such as A/D and D/A conversion board, power amplifier, and tension sensor before the experiment.
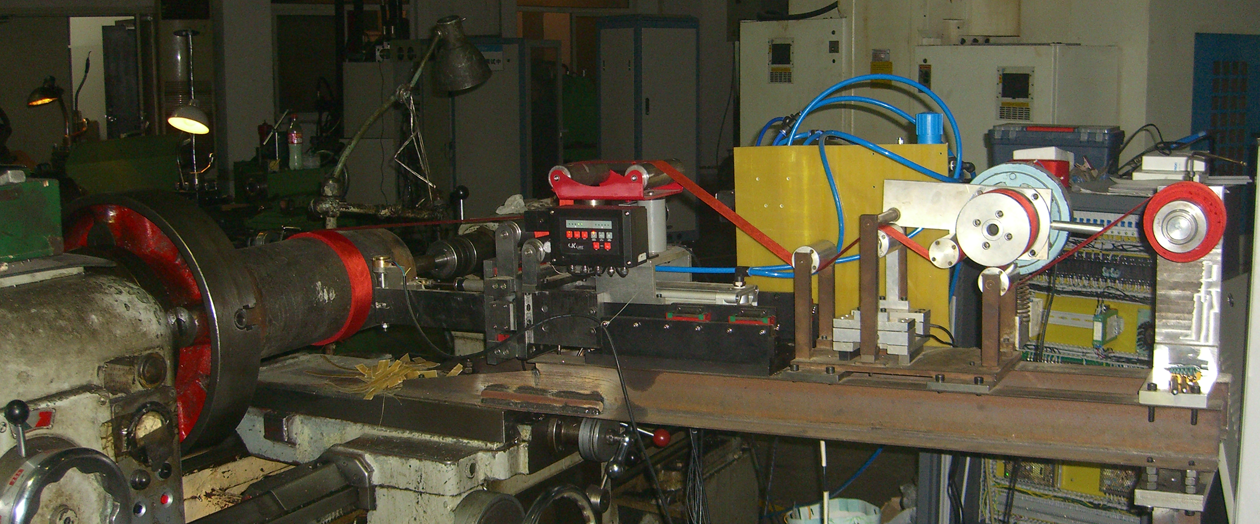
Test bench of winding tension control system.
The winding experiments use the carbon fiber epoxy resin composite with 2D braided. Among them, the single fiber thickness and width are, respectively, 0.25 mm and 100 mm, and the distribution is 0°/90° orthogonal direction.
Two kinds of precision tension control algorithms are tested respectively. The sinusoidal response curve and error control curve of two methods are, respectively, shown in Figures 16 and 17. As you can see in the above two pictures, control error of the algorithm of fuzzy PID is 4.0035 N, and the control error is 2.2980 N when the fuzzy PID control method based on the REKF is used. Compared with the former, using fuzzy PID control method based on the REKF, the tension control precision enhanced 42.6%.
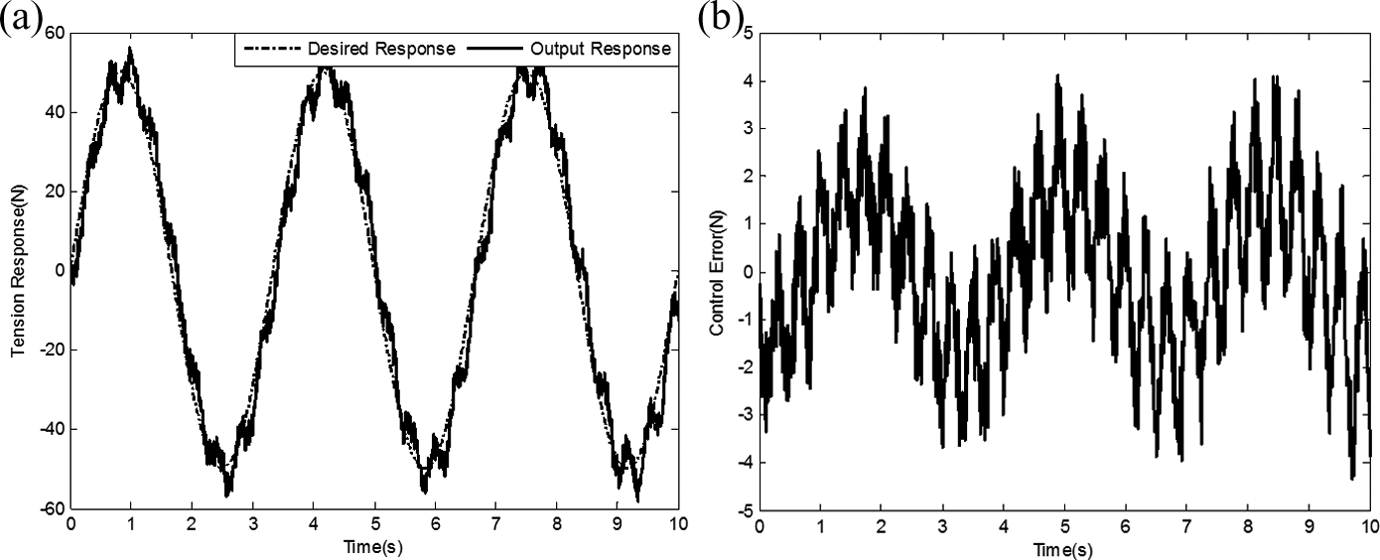
Sinusoidal response of fuzzy PID control. (a) Sinusoidal response. (b) Control error.
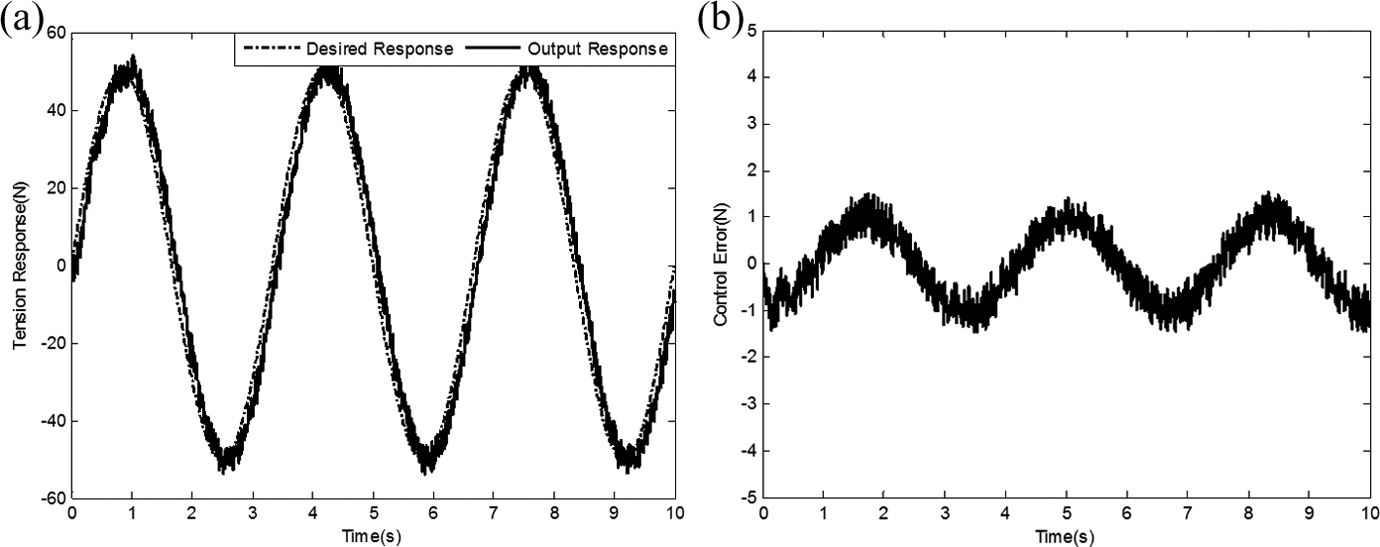
Sinusoidal response of fuzzy PID control based on REKF. (a) Sinusoidal response. (b) Control error. REKF: robust extended Kalman filter.
The square-wave response and control error of two kinds of algorithm are shown in Figures 18 and 19. As seen from the picture, control error of the algorithm of fuzzy PID is 3.7932 N, and using the fuzzy PID control method based on the REKF, the control error is 2.2645 N. Compared with the fuzzy PID control, the fuzzy PID control method based on the REKF, the tension control precision enhanced 41.4%.Therefore, the simulation results and experimental results are basically identical.
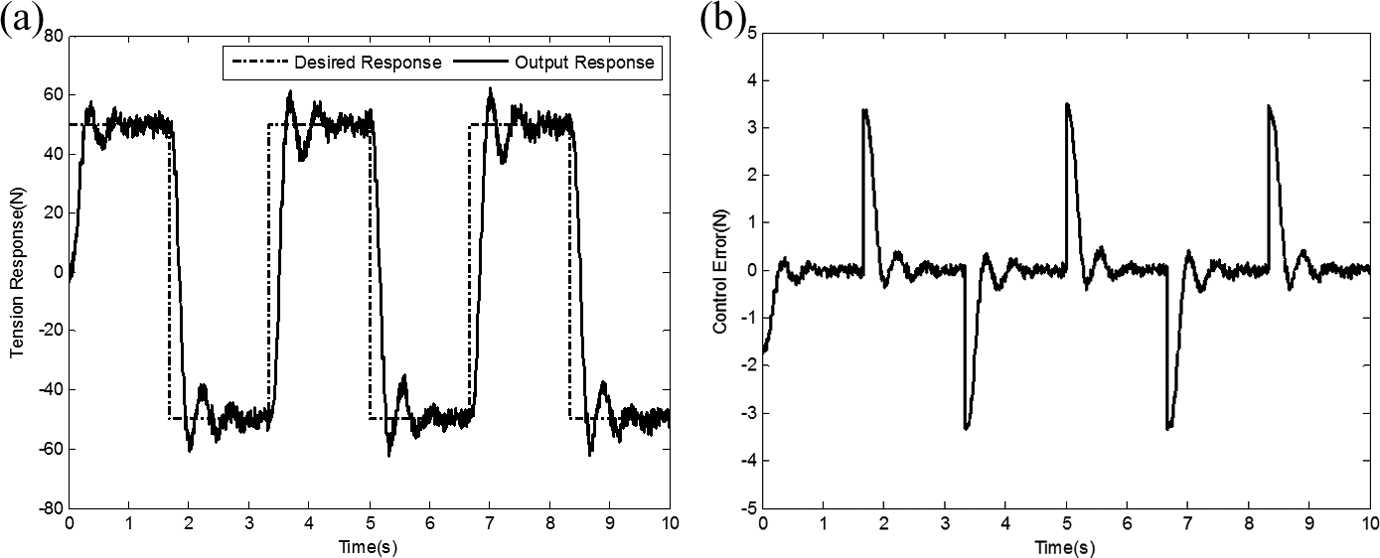
Square-wave response of fuzzy PID control. (a) Sinusoidal response. (b) Control error.
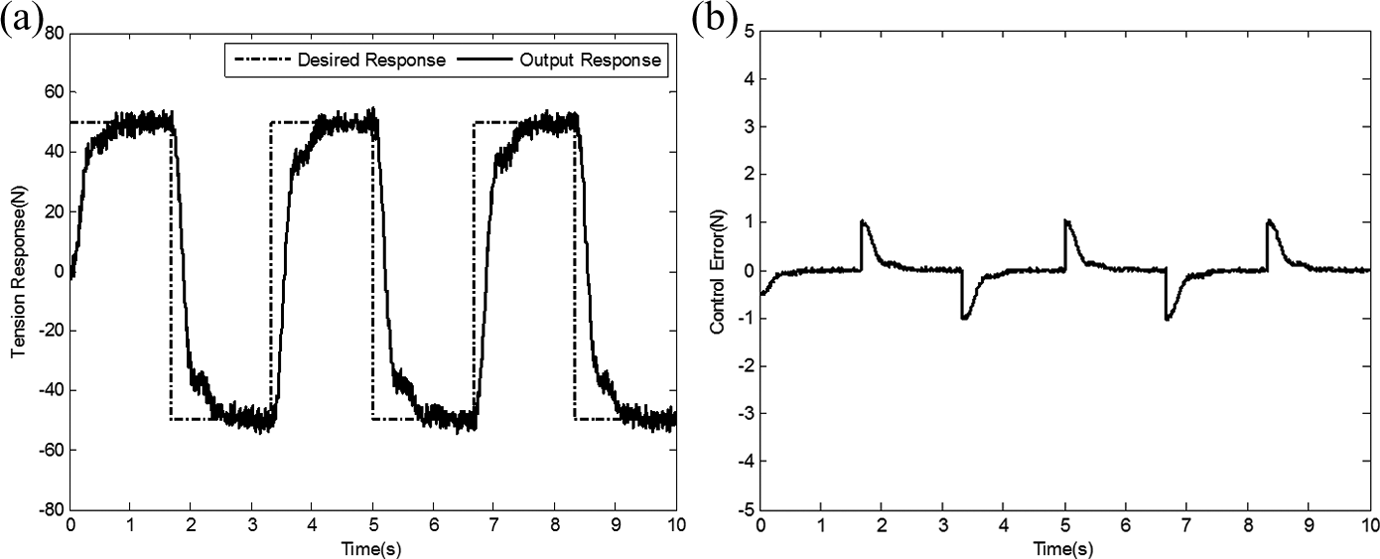
Square-wave response of fuzzy PID control based on REKF. (a) Sinusoidal response. (b) Control error. REKF: robust extended Kalman filter.
The experiment results of two methods tension control are shown in Figure 20. Figure 20(a) is the result of cylinder winding tension control using fuzzy PID algorithm. According to the Figure 20(a), the fiber tape interlayer bonding is not tight and uneven tightness in cylinder end face, but more holes are found between fiber and matrix, which is mainly due to the fiber tape inevitably affected by external environment disturbance in the winding process. Figure 20(b) is the result of cylinder winding tension control using fuzzy PID algorithm based on REKF. According to Figure 20(b), the binding tightness and uniformity in cylinder end face have greatly improved and voids content decreased a lot between fiber and matrix compared to Figure 20(a). The experiment results further verify the fuzzy PID tension control based on REKF method that is feasible and good antijamming.
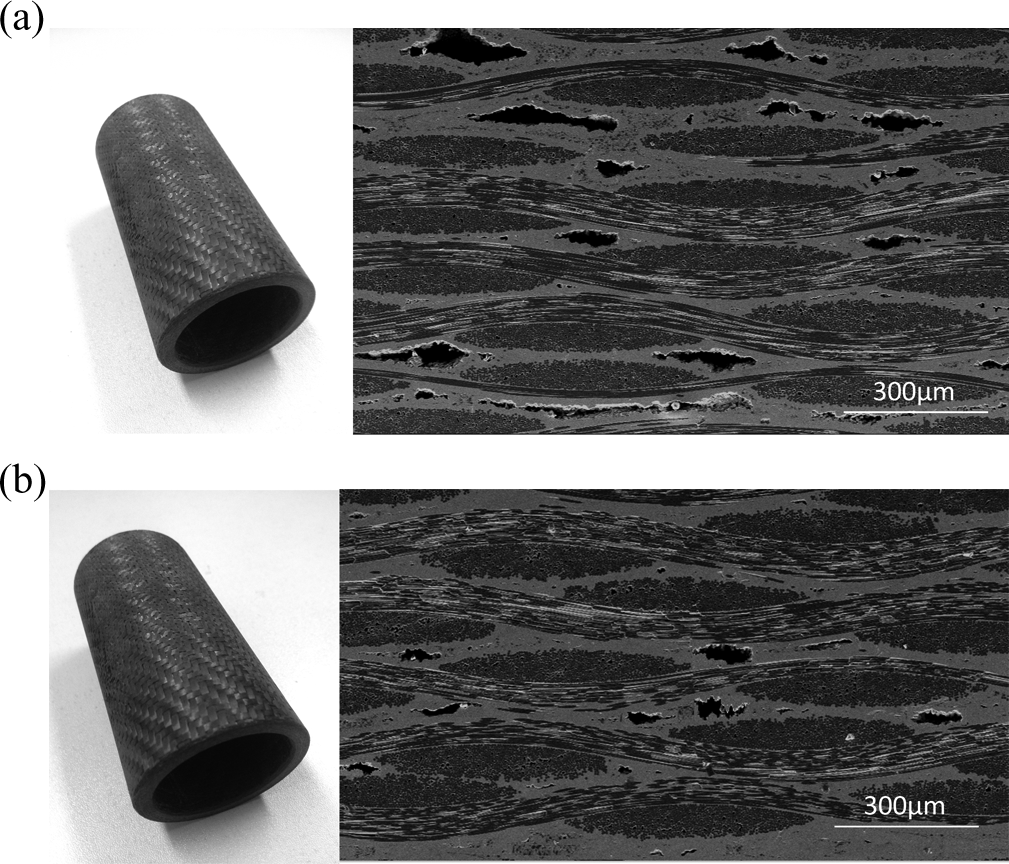
Winding experiment results contrast. (a) Fuzzy PID tension control. (b) Fuzzy PID tension control based REKF. REKF: robust extended Kalman filter.
Simulation and experiment results of two tension control methods are shown in Table 2. The Table 2 shows that the fuzzy PID tension control based on REKF method can effectively improve the winding tension control precision.
The contrast of simulation analysis and experiment verification results.
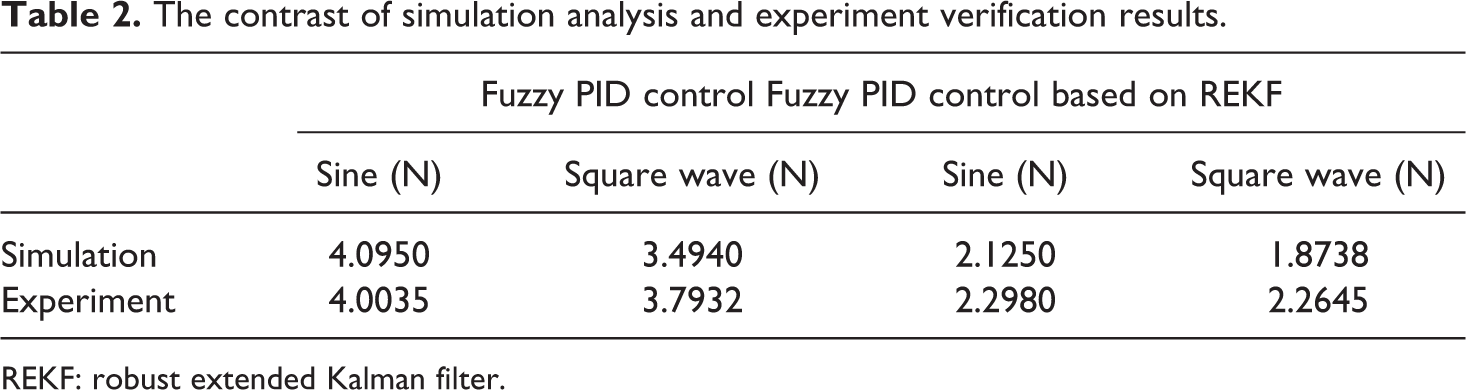
REKF: robust extended Kalman filter.
Conclusions
As for influence of various nonlinear and uncertainly factors on the control precision in fiber tape winding tension control system, we design an online self-adjusting fuzzy PID controller based on REKF. The shape of the membership function and position of the controller can be adjusted instantly through the REKF algorithm. As a result, the controller has a better control performance and high control precision. Compared with the traditional fuzzy PID control, the designed controller has better tracking performance, stronger robustness, and anti-interference.
According to the fuzzy PID control algorithm based on REKF, the membership function optimization problem during nonlinear dynamic system to in fuzzy control can be considered as a problem of system identification. By selecting membership function of activated input variable and output variable in each control step, the control error can be reduced by online adjusting the activated membership function based on REKF. Adjusting the shape and position of membership function can make the controller adapt to fiber winding condition changing.
In this article, validation simulation and experiment algorithm design based on winding tension control system experiment platform are implemented. According to comparison between these two kinds of tension control algorithm, the results show that the fuzzy PID controller based on ERKF has strong anti-interference performance and robustness, and the winding tension control accuracy can be increased by 15–23%. Meanwhile, the algorithm has strong learning ability, which means even in the complex condition, the controller also shows good control performance.
Footnotes
Acknowledgments
The authors are grateful to referees for their valuable comments leading to an improvement of this article.
Declaration of Conflicting Interests
The author(s) declared no potential conflict of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was co-supported by the National Natural Science Foundation of China (nos. 51475377 and 51375394).