
Abstract
A technical approach was proposed to recycle waste PET yarn on site with the aim of building green manufacturing plant with no waste accumulation. In the recycling process, the waste PET yarn with almost infinite aspect ratio was first treated with custom-designed grinder prior to recycling, which breaks the yarn into small pieces and produce powder-like final product (waste yarn/fiber powder, WYP/WFP). Then it could be mixed with PTA and EG to form slurry and fed into manufacturing unit using well-established method rather than be fed as melt by screw-extruder that is known for its high energy intensity. Furthermore, the wetting of WYP by EG during slurry formation facilitates the de-oxygenation process and is beneficial to improve the quality of product, which produces higher quality products with lower cost compared to conventional methods. PET containing 20 wt.% WYP addition using the proposed technical approach could give best balance between performance and profit margin. The properties of the produced PET products (20% WYP addition) were found similar to that of virgin counterparts and meet the specs for various commercial application. With the help of energy benign treatment and feeding processes, the energy intensity and CO2 emission of this method compared to conventional method were reduced by 78.96% and 62.02%, respectively. The method proposed a novel energy efficient and cost-effective approach to reliably recycle waste PET to high quality PET products on site. It partially solves the problems that the industry currently encountered, such as high recycle cost, relatively low product quality, high energy intensity and low economic benefit. It moves one step forward to the greening of the manufacturing process and may help on the sustainable development of the PET industry.

Introduction
As a conventional polymer discovered in 1940s, 1 polyethylene terephthalate (PET) still plays a significant role in current plastic industry 2 and believed to be one of the most widely used plastics all over the world. 3 If properly processed, PET can be made into synthetic yarns for clothing,4,5 containers for food,6 –8 and engineering plastics for specific purpose.9,10
As the production and consumption of PET is expected to expand notably and steadily in the near future, 11 tremendous efforts have been devoted to the recycling or reusing of waste PET to ensure the sustainable development of PET industry.4,12 –16 The society and the academia have reached the consensus that not only the post-consumer waste PET should be recycled, the waste PET generated during manufacturing stage should also be recycled or reused in proper way. Therefore, the concept of green manufacturing was proposed.11,17 –23 It calls for use fewer natural resources, reduce pollution and waste. Furthermore, it demands that discharge moderate emissions in manufacturing processes. 24
Hitherto, the subdivision of PET industry, the PET yarn industry has devoted considerable efforts to the greening of the manufacturing processes. 15 Based on our statistical analysis over 25 manufacturing plants with total 8 million tone annual production combined, the manufacturing of PET yarn may produce up to 2 wt.% waste yarn. In other words, a plant with total capacity of 1800 kt/y may produce 36 kt waste PET year-round. In the past, this huge amount of waste PET was usually sold in relatively low prices 25 and made into low quality products targeted at low-end applications. Though these waste PET was recycled, the transportation, heating and reprocessing all discharge considerable emissions to the environment.26,27 Meanwhile, the economic benefits from it are relatively low because of the high energy intensity and low product quality.
To cope with the pressure from society and government, efforts have been devoted to recycle waste yarn generated during manufacturing stage on-site into high quality products. The basic philosophy is simple, the energy or fuel that consumed on transportation could be minimized. Furthermore, it has much higher possibility to fully utilize the resources and recycle it into high quality products. Last but not for the least, this may ensure desirable profit margin which is one of the major driving forces for the industry to do it sustainably. The current methods that have been utilized or proposed could be divided into two approaches: mechanical recycling approach and combined decomposition/repolymerization approach.
The mechanical recycling basically heats the waste yarn to its melting point and then reprocess it into granules. 28 This step is very important as the waste yarn are highly fluffy and traps a boat load of air and moisture in it. Therefore, it could not meet the requirements for continues feeding. When transformed into granules, the fluffy nature is eliminated and compatible with current manufacturing processes, such as crystallization process, desiccation process, deliver by pneumatic conveying system and finally be reshaped into yarns with desired specs. The advantage and disadvantage of this approach are both prominent. This approach is relatively simple and straight forward. However, the two-heating and cooling processes consumed a considerable amount of fossil fuels or natural gases and discharges the resultant Greenhouse Gas (GHG) and heat to surroundings. Therefore, this method is not green at all. Furthermore, deterioration of polymer properties is inevitable as mechanical recycling faces contaminantion, 29 thermal degradation30 –33 and oxidation. From the point view of environmental impact, product quality and profit margin, the room for further development of this approach would be quite limited.
The other approach relies on the decomposition of waste yarn into oligomers and then be repolymerized with or without virgin materials into final PET resin in continuous manufacturing unit. 15 Compared with mechanical recycling, this approach shows relatively higher energy efficiency as the waste yarn only required to be heated once. Furthermore, this method may produce PET resin with properties close to its virgin counterparts. However, the bottleneck for this approach is how to further minimize the energy intensity and improve the product quality. The waste yarn obtained during manufacturing stage are highly fluffy and exhibits ultra-low packing density. Therefore, in order to maintain reliable feeding process, the waste yarn has to be heated to its melting temperate and fed into continuous manufacturing unit as melt via twin-screw extruder. This process is highly energy intensive. More importantly, the heating of the waste yarn in twin-screw extruder inevitable exposed the hot melt to oxygen which discolors the melt and deteriorates physical properties. As a result, the driving force for the industry to adopt these processes in the manufacturing unit is not strong. This approach should be greatly improved before it could be wildly accepted and applied in industry.
Here in this work, a facile energy efficient approach was proposed. The bottleneck currently encountered was partially overcame by treating waste yarn with custom designed grinder, which turns it into powder. The resultant powder-like intermediates (WFP/WYP) could be mixed with pure terephthalic acid (PTA) powder, ethylene glycol (EG) and fed into continuous manufacturing unit using well established feeding method. In detail, energy consumption during feeding stage is greatly reduced as the powder/slurry is fed in room temperature or near room temperature rather than high temperature melt.
Furthermore, the wetting of WFP/WYP by EG during slurry formation degases the feeding materials which helps to reduce the oxygen content of the slurry. Moreover, the feeding of slurry in room temperature eliminates the exposure of melt to oxygen. As a result, the properties of the final product could be improved notably as much less oxygen was introduced into the reaction system or be exposed to.
In general, this approach provides a new perspective to cope with the current encountered problem. With the help of benign pretreatment and feeding processes, environmental impact, energy consumption and product quality of the proposed recycling process was improved to a new level, which ensures the desired profit margin. It has much higher possibility compared to be other approaches to be widely accepted by the industry and upgraded generation by generation due to its simplicity and high efficiency.
Experimental section
Materials
The waste fiber/yarn (lubrication oil free), pure terephthalic acid (PTA), ethylene glycol (EG) and antimony ethylene glycoxide was provided by Tongkun Group Zhejiang Hengsheng Chemical Fiber Co., Ltd. All the materials and chemicals were used as received unless otherwise stated.
Pretreatment
Waste yarn with diameter in the range of 21–120 μm was pretreated with a customed designed three-stage grinder system. The first three grinding steps were utilized to chop the waste yarn with almost infinite aspect ratio into short yarn (SY) with length in the range of 3–5 cm. The obtained SF was further processed using the fourth stage ultra-fine grinder in this study.
The stage 4 grinder is the most important grinder in the whole grinding process. The dimension of the stage 4 grinder is about 1.8 × 1.5 × 2 m (L × W × H). The rotary axile is horizontal and 12 blades are mounted on the rotary drum. To ensure the sharpness and endurance of the grinder, the blades were made of special steel imported from Germany. The SY were fed at the top of the grinder and grinded by the high-speed rotating blades. Furthermore, there is a stainless-steel sieve underneath the rotary drum with a gap around 2–3 mm between the curved sieve and blades. Only the waste yarn powder (WYP) with desired length could pass through the sieve with the help of the fan which generates vacuum at the bottom of the grinder. The power of motor utilized in the grinder is around 90 kW.
The waste yarn powder was collected using cyclone after treatment and stored in air tight bags. The length of the collected powder was found in the range of 253–798 μm with aspect ratio between 2 and 27.
Chemical decomposition (glycolysis) and polymerization
The glycolysis and polymerization reactions were performed in custom designed 316 L stainless steel reactors. In detail, the glycolysis experiments that studying the glycolysis kinetics were performed in a 1 L reactor. The polymerization reactions were performed in a 30 L stainless steel reactor. The glycolysis temperature and pressure were set around 230°C and 300 kPa respectively in this study (1 L scale reaction) without adding any glycolysis catalyst. The polymerization (30 L scale) reaction were performed according to conventional well-established synthesis protocols without modification.34 –36 In this study, commercial antimony catalyst was used as polycondensation catalyst with dosage around 234 ppm (Sb).
Spinning
The PET fiber/yarn was produced using well stablished melt spinning process.37,38 In detail, polymer is introduced into the manifold of the spinning machine as dried chip or as melt that is produced by the Continuous Polymerization Unit (CPU). The molten polymer stream (typically between 280℃ and 300℃) is then fed through metering pumps to the spinning pack (assembly that starts with a series of filters and ends at the spinneret). The spinneret consists up to several hundred holes and typically ranging from 180 to 400 mm in diameter. Once filtered by the filter pack, the molten polymer stream is then fed to each hole of the spinneret. On exiting the spinneret, the melt is transformed from a fluid to a highly interconnected semicrystalline fiber (spinning speed is more than 100 miles per hour) under the influence of an applied force (take-up tension).
Characterization
The obtained polymer samples or glycolysis products were dissolved in hexafluoroisopropanol (HFIP) with concentration around 5 mg/L. GPC characterization was performed in Agilent Technologies PL-GPC 50 Integrated GPC System (40°C) equipped with PL1114-6900 column. A series of polyethylene terephthalate standards were used for calibration before each round of characterization. The color (Lab values) of the collected PET granules/pellets were characterized using Agera Spectrophotometer manufactured by Hunterlab. Other properties (The intrinsic viscosity, DEG content, ash content, melting point and COOH) of PET granules or elongation, breaking strength and fineness of fiber/yarn were characterized following standard protocols stated in GBT 14189-2015 and GBT 14190-2008. The characterization was performed in multiple times to give representative and statistical results. Optical
Results and discussion
Pretreatment and rheological behavior of the slurry
The smooth running of PET production in current continuous manufacturing plant relies on a variety of prerequisites and some of these could be summarized as follows: (1) feeding continuously and reliably; (2) decent de-oxygenation of feeding materials; (3) maintaining acceptable rheological properties of the feeding slurry.
Therefore, the waste yarn accumulated daily could not be fed into reactor directly as it exhibits ultra-high aspect ratio. Otherwise, the raw waste yarn tends to jeopardize its flowability and “gel” the slurry. Furthermore, de-oxygenation of the feeding slurry that contains untreated waste yarn could also be a disaster. The raw waste yarn traps a boat load of air in its highly fluffy structure and hinders the removal of oxygen. These problems were beyond the reach of current manufacturing unit, which may paralyze the normal production and discolor the PET products.
Here in this study, we propose to feed the waste yarn into continuous manufacturing unit in powder form (WYP) (Figure 1). This facile and energy efficient approach not only solves the above-mentioned technical problems to a very large extend, but also significantly reduces the manufacturing cost and energy footprint.
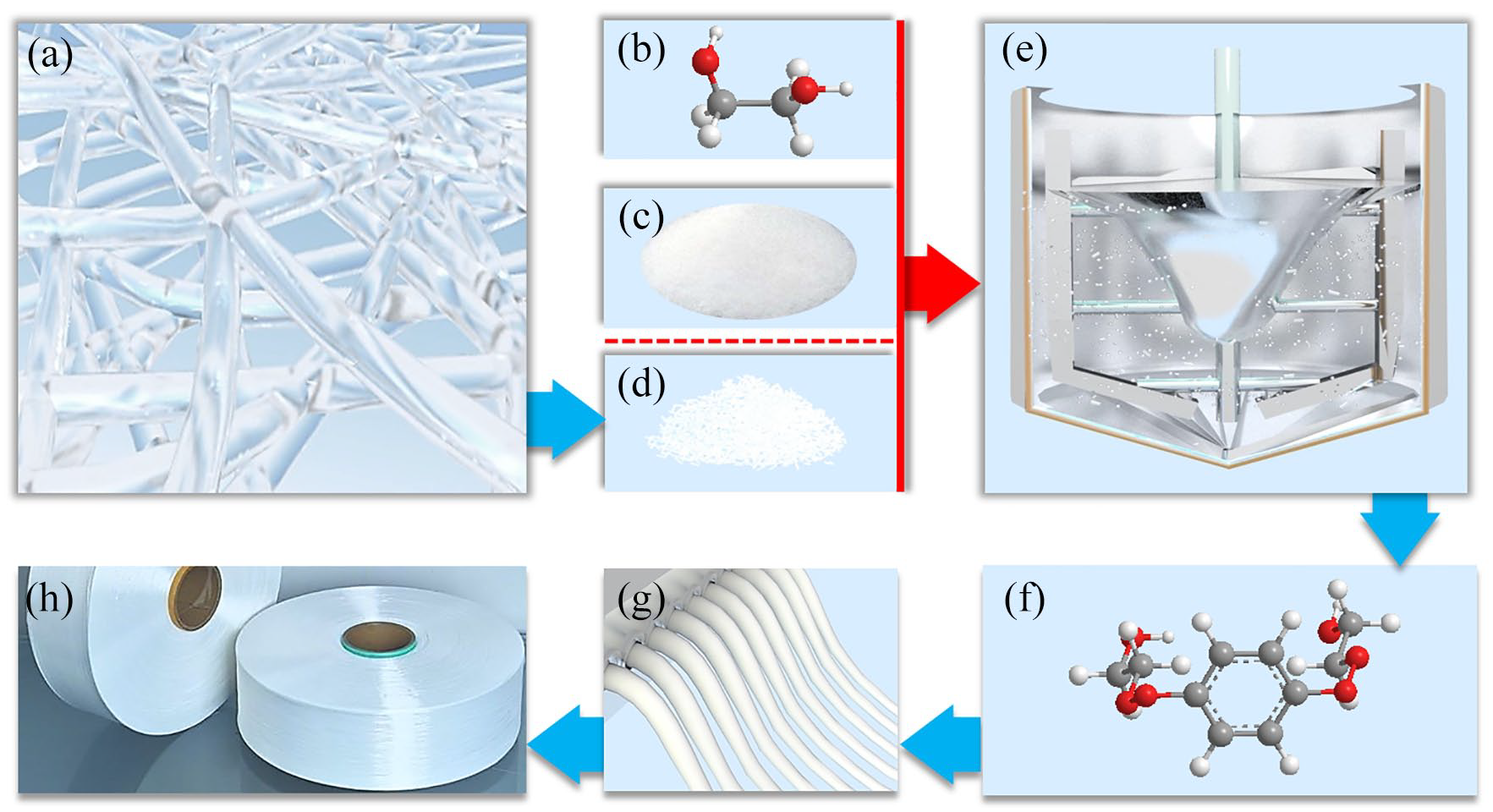
Diagram showing the process flow for proposed waste yarn recycling process in this study. Schematic representation of waste yarn collected during manufacturing (a), molecular structure of ethylene glycol (b), PTA powder (c), WYP obtained after proper treatment (d), the combined glycolysis and esterification process (e), molecular structure of Bis(2-Hydroxyethyl) terephthalate (BHET) (f), the resultant polyester melt (g), and final product (h).
In detail, custom designed grinding system (Figure 2) was utilized in consecutive steps to transform waste yarn into powders (WYP) in relatively high energy efficiency. Generally, the waste yarn with almost infinite aspect ratio was first chopped into intermediate yarn (IY) with length around 5–8 cm using the first two stage grinders (stage 1 and stage 2 grinders are almost identical). With the help of compressed air, the IY flows to the third stage grinder and further grinded to short yarn (SY) with length in the range of 3–5 cm. The obtained SF was further processed using the fourth stage ultra-fine grinder. The resulted final WYP products were separated using cyclone and stored in air tight bags.

Schematic diagram showing the grinding process of waste yarn into WYP.
In this study, 4 waste yarn samples with different specs were processed using this system to demonstrate its capability and compatibility. To make sure the grinding performance comparable, the grinding(treatment) time for all samples were well controlled and kept in comparable level. Optical microscopy was utilized in this study to characterize the obtained WYP and collect characteristic optical images. With the help of image processing software (please refer to supporting information for details), quantitative data was extracted from the collected images for further statistical analysis. Typical values and statical distribution of the obtained WYP were shown in Figure 3. Data were listed in detail in Table S1.

Statistical length distribution of different samples obtained after grinding treatment (a) and the dependence of length of grinded yarn as a function of yarn width (b).
In general, the length of the WYP collected using cyclone was found in the range of 254–571 μm, indicating the aspect ratio was less than 27, but larger than 1. The obtained products were in powder form rather than appears like aggregates of short yarn. The advantage of processing the waste yarn into WYP lies in the fact that the obtained WYP could be mixed with PTA and EG to form a macroscopic homogenous feeding slurry with acceptable flowability. Meanwhile, it is compatible with current manufacturing feeding process. Or in other words, the WYP can be regarded as a special form of PTA and can be feed into the production unit without any technical difficulties.
Once mixed with virgin PTA and EG, the rheology of the resultant slurry determines the feasibility of the proposed method or the highest loading dosage of WYP in the feeding slurry. In this study, the properties of the mix powder composed of WYP and PTA was studied before characterization of the rheological behavior of the mix slurry. Systematic study on properties of WYP/PTA mixture revealed that the packing density increased from 505 g/cm3 (pure WYP) to 965.33 g/cm3 when the weight percentage of WYP in WYP/PTA mixture was around 20%, indicating a significant reduction on void percentage. Void percentage (v/v) represents the porosity of the mixture and is closely related to the minimum amount of free EG that is necessary to ensure proper flowability of the slurry. The results demonstrate that the void percentage of pure WYP was 63.4% and that of mixture was around 36.2%. The results clearly show that loading WYP together with PTA is beneficial to maximize the benefit of grinding waste yarn into WYP.
However, the weight percentage of WYP in mixture should be well controlled. To maintain the proper profit level and smooth running of the manufacturing unit, the molar ratio of EG (virgin EG and the EG residue in WFP/WYP) and PTA (virgin PTA and the PTA residue in WFP/WYP) was strictly controlled around 1.67. The amount of free EG that added into slurry was inverse proportional to the amount of WFP/WYP. Under such circumstances, the rheological behavior of the slurry may well beyond acceptable if the loading percentage of WYP is too high.
In order to study the rheological behavior, a serial of WFP/WYP mixture with different composition at constant EG/PTA molar ratio around 1.67 was prepared. As the EG residue in WFP/WYP was counted as well, less free EG presents in the mixture when more WFP/WYP was added. As shown in Figure 4, the flowability of slurry is acceptable for continuous manufacturing when loading percentage of WFP/WYP is as high as 20 wt.%. Therefore, 20 wt.% is an appropriate upper limit given current grinding performance, EG/PTA molar ratio and pump capacity. This entitles the manufacturing plant with significant degree of freedom to adjust the weight percentage of WYP in feeding materials on demands. On the contrary, if the waste yarn were not grinded appropriately, the viscosity of the slurry/paste is way beyond the capacity of the slurry pump which pumps the slurry to esterification reactor to form BHET even though the loading percentage is very low, that is, 5 wt.%.
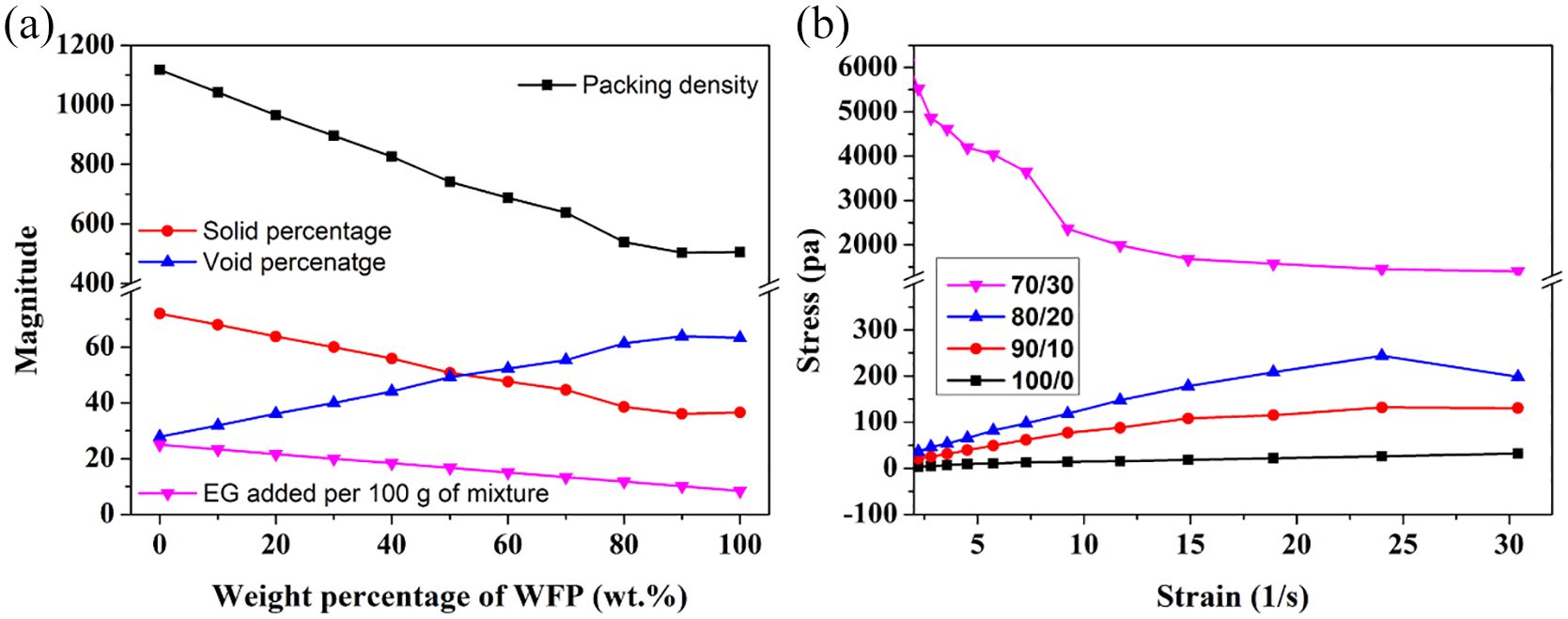
The packing density and void percentage of the mixtures (a) and rheological behavior of slurry as a function of its composition (b). The PTA:EG molar ratio was kept constant at 1.67.
Glycolysis and polycondensation
In the glycolysis process, WYP decomposes into either monomeric BHET or oligomers. The complete glycolysis of WYP is critical for the homogeneity of the reaction intermediates (BHET and oligomers) and narrow molecular distribution of the final polyester products.
Here in this study, glycolysis kinetics that is of vital role in finalizing the key parameters in PET synthesis were systematically studied. Similar to widely reported processes relies on glycolysis catalysts,39 –46 the catalyst free glycolysis process performed in this study still proceeds in premium reaction rate. Meanwhile, this also eliminates the contamination of polyester by foreign glycolysis catalysts. It is believed that temperature, pressure, presence of adequate free EG and large surface area are key factors governing the glycolysis reaction rate.47,48
Figure 5 shows the molecular weight distribution of glycolysis product as a function of reaction time. No signal was found in macromolecular or oligomeric region (molecular weight > 540) indicating the glycolysis reaction completes within 0.5 h for all studied samples. This claim was further supported by GPC results. All four samples with different glycolysis time (0.5, 1.0, 1.5, and 2.0 h) showed almost identical GPC curves. Besides temperature and pressure, the grinding of the waste yarn into WYP was also believed to be the main factor that ensures the premium glycolysis rate. The grinding process highly increases the specific area of the waste yarn and promotes its homogenous distribution in feeding slurry, which facilitates the complete wetting of WYP by free EG and ensures the complete decomposition in relatively short time.

The GPC characterizations (a) and enlarged graph (b) of four samples as a function of glycolysis treatment time.
After that, a series of combined glycolysis and esterification reaction were performed to test the compatibility of these two reactions. The resultant BHET and oligomers were then polymerized through well-established protocols. The reactions proceed as expected and no difference was observed compared to normal PET synthesis reactions. The resultant PET products were first characterized using GPC and the results were compared with those of virgin PET to reveal the influence of WYP on the molecular distribution of the obtained polyesters. As shown in Figure 6(a), no significant difference between virgin sample and sample with 20% WYP loading was found. Previous experiments have proven that the WYP could decompose into BHET or oligomer in less than 30 min. Therefore, it is reasonable to believe that the WYP added decomposed completely prior to polycondensation stage.
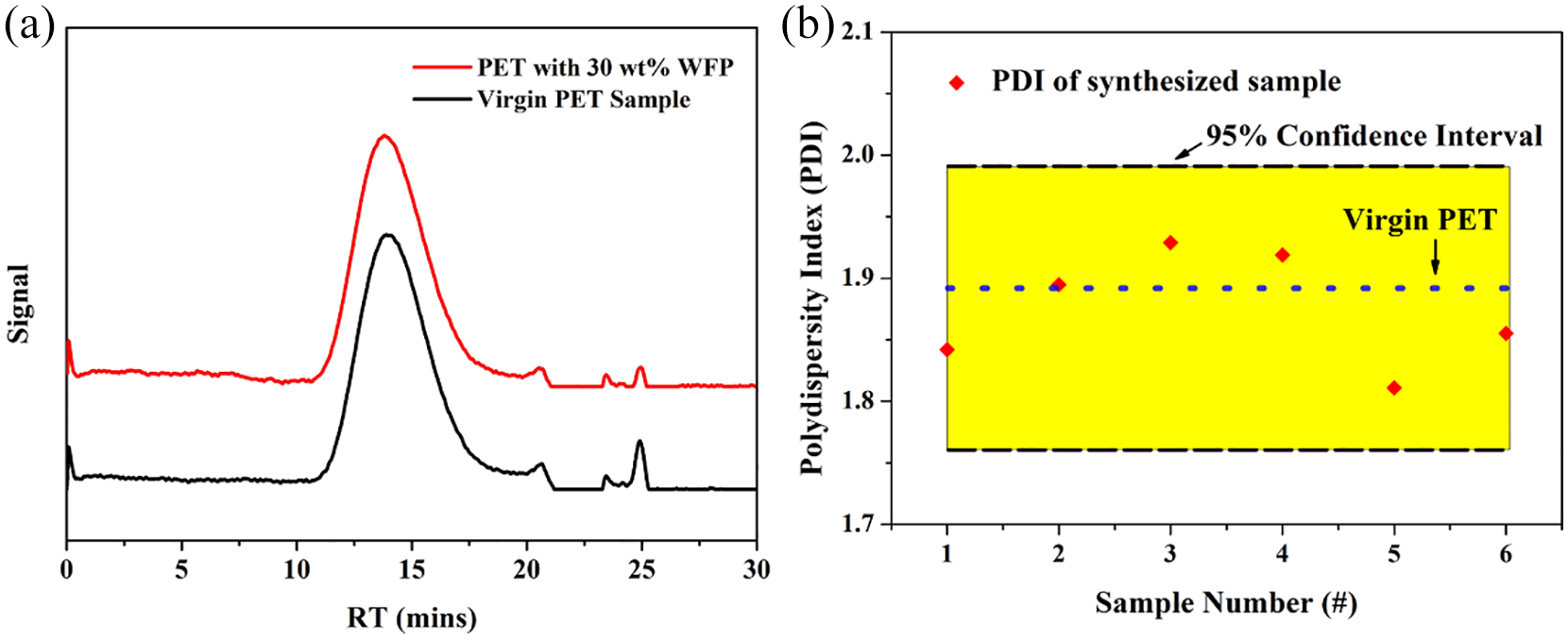
The GPC characterizations of virgin PET and synthesized PET with 20 wt% WYP in feeding materials (a) and statistical analysis of the polydispersity of synthesized samples (b).
Furthermore, the PDI values of all samples were statistically analyzed. The PDI of virgin sample was found around 1.96 while that of synthesized samples with 20 wt.% WYP was found in the range of 1.84–1.93. The statistical analysis of the results indicates that the deviation of the virgin PET and synthesized samples with 20 wt.% WYP loading was not statistically significant. The combined results from glycolysis and GPC characterization demonstrated that the simultaneous esterification and glycolysis reaction can produce homogenous BHET or oligomers with molecular weight distribution similar to that of virgin oligomers, which helps to produce final PET products with similar molecular weight distribution.
Besides molecular weight distribution, key parameters of all samples such as intrinsic viscosity, L/b values, -COOH, DEG and melting point were also characterized (Figure 7). The L value indicates the brightness of the PET granules and the b value represents sample’s yellowness. Both of them are frequently utilized as key parameters to evaluate the quality of the products. Therefore, among these parameters, the L/b values were utilized as indicators to represent the quality of the synthesized PET with WYP loading. The L value of the PET with WYP loading ranges from 86.72 to 87.31, with an average value of 87.11 and a standard error of 0.27. The difference of L values between these samples was not statistically important. Therefore, the results demonstrated that the adding of WYP in PET synthesis has minor influence on the brightness of the obtained PET products.
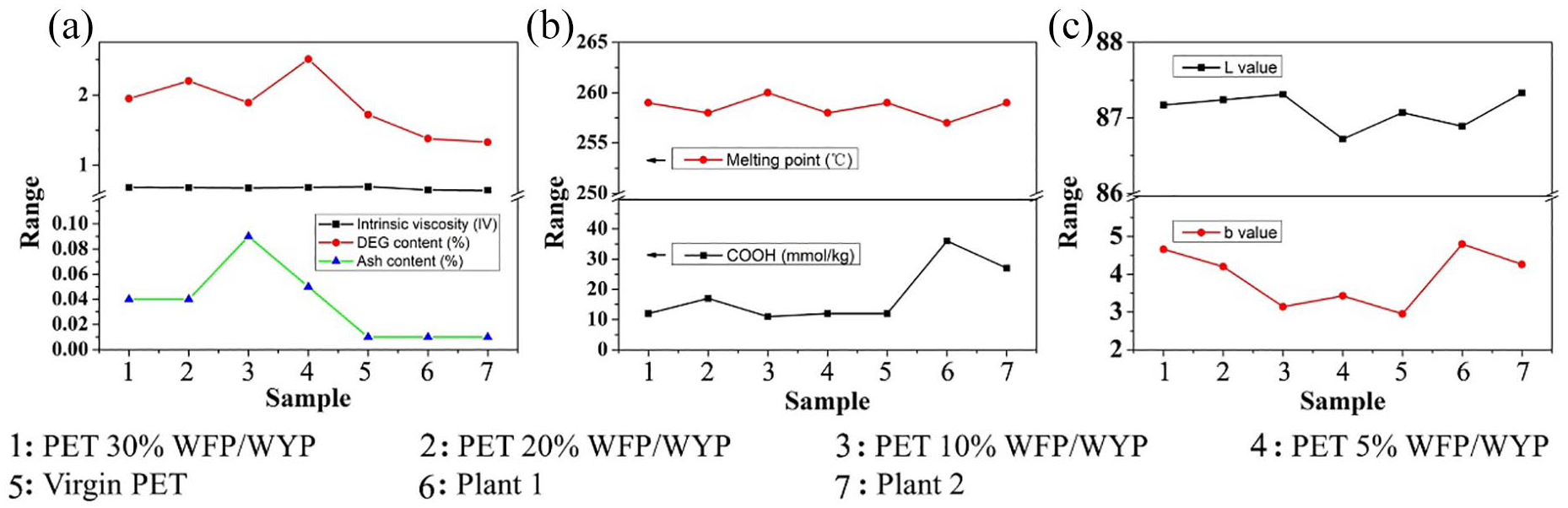
The characterized properties of synthesized PET granules and PET granules from plants. Intrinsic viscosity, DEG content and ash content (a); melting point and COOH (b); L value and b value (c).
The b value of PET granules containing 20 wt.% WYP was somewhat higher than that of virgin counterpart, indicating a noticeable coloration phenomenon during PET synthesis. This might be attributed to the exposure of reaction intermediates to heat or oxygen, introduction of impurities trapped within WYP and other side reactions. Though the b value of the PET sample with WYP was increased to a certain extent, the properties of the samples still meet the specs of commercial PET granules/pellets for various applications. One thing worth to be pointed out, all samples with WYP loading were found high in ash contents. It clearly indicates WYP were contaminated with impurities that is non-combustible. These impurities may come from dirt on floor, splashed lubrication oil by incidence or small debris from equipment. To optimize the quality of polyesters in desired level, proper cleaning treatment could be applied before feeding the WYP into continuous manufacturing unit. In this way, the quality of the final products could be maintained in premium level. However, this cleaning process should be carefully designed to balance the product quality, waste water discharge, environmental impact and manufacturing cost.
Fiber/yarn
Detailed characterization according to stringent product standards reveals that the obtained PET granules with 20% WYP was in good quality and even comparable to those of virgin counterparts or samples from commercial plants. Then, DTY (drawn textured yarn) samples were manufactured through standard spinning process to further test the quality of the synthesized PET granules.
The breaking strength, elongation and fineness fluctuation of resultant yarn were quantified and shown in Figure 8. Virgin PET and PET with WYP content were synthesized following the same protocol using the same reactor in different days. The DTY samples were prepared utilizing the same equipment in same processing conditions in different days. To obtain representative results, all provided results were based on multiple specimens characterized by well-trained personnel following well established protocols (standard protocols could be found in GBT 14189-2015 and GBT 14190-2008). The PET samples obtained from plants were utilized as benchmark to show the negative or positive influence of WYP on key properties of yarn. Differences on properties could be found clearly in Figure 8. The Virgin sample synthesized in lab exhibited the highest elongation at break, while the other two shows noticeable smaller values. Considering the statistical deviations, it is safe to draw the conclusion that PET with 20 wt.% WYP loading and PET from plant give almost the same elongation values.

The breaking strength, elongation and fineness of manufactured yarn using virgin PET, recycled PET and plant PET granules. Elongation and breaking strength (a); Fineness and its deviation (b).
The differences on the breaking strength of the samples were also noticeable. The plant sample showed the highest breaking strength while those of the rest two were a little bit lower. The standard deviation of the plant sample was around 0.06 cN/dtex, which demonstrated that the PET sample with 20 wt.% WYP loading has a statistical lower breaking strength, though the deviation is small. The average breaking strength of virgin PET synthesized in lab is also smaller than that of plant sample. However, considering the standard deviation, it is safe to draw the conclusion that there is no statistical difference between these two samples.
Fineness is the third parameter utilized to evaluate the quality of the yarn manufactured form the synthesized PET granules. Though the differences on the fineness is relatively small, the standard deviation are noticeably different. The virgin sample synthesized in lab shows the lowest deviation value. The sample from plant and the sample with WYP loading are high in standard deviation. This means the homogeneous of the polyester melt should be further optimized by improving the grinding efficiency and prolonging the grinding time, which helps to reduced the size of the obtained WYP.
Discussions
Waste PET recycling is of vital importance for the sustainability of the industry. However, only proper treatment method or approach could be accepted by industry and improved or upgraded generation by generation from long run. The key points that determine the feasibility are the industrial reliability, manufacturing cost, energy intensity and economic benefits.
The waste PET recycling approach propose in this study is compatible with current manufacturing unit that runs 24/7. The WYP could be mixed with virgin raw materials such as PTA (pure terephthalic acid) and EG (ethylene glycol) to form a mix slurry and then be pumped to the esterification reactor to form bis(2-hydroxyethyl) terephthalate (BHET) through well-established industrial protocols. However, the loading percentage of the WYP should be controlled in appropriate level (up to 20 wt.%) to maintain acceptable flowability. Optimization on grinding technology is desired as the loading percentage could be increased if the aspect ratio further decreased. Meanwhile, the properties such as yellow index, fineness were found worse for products with WYP addition compared to those of virgin counterparts. Addition of special additive would be beneficial in improving such properties. Based on our preliminary results, adding blue and red toner in ppm level is enough to reduce the b value from 4.2 to 3.0, which is almost the same to that of virgin PET. Increasing the duration and the temperature for glycolysis reaction may help on the optimization of the fineness of PET yarn.
The manufacturing cost and energy intensity of the technical approach proposed in this study is significantly reduced compared to those of normal melt feeding process. Electricity is only applied to break yarn into small powder-like segments in this approach rather than heating it to its melting point. As is well known, the efficiency of converting heat to electricity is less than 50% 49 and the efficiency of converting electricity to heat could be as high as 100%. This means more than half of the thermal energy released by burning fossil fuel was wasted when converting heat to electricity. Clearly, less than 50% of the thermal energy released by origin fossil fuel was finally utilized to heat the waste yarn if we use electricity to heat in this study. Therefore, heating waste yarn using electricity is not economic, nor cost effective. Instead of using electricity as a heating source, the heating of feed WYP to desired temperature in this study was designed to rely on integrated heating system which burns natural gas or coal to generate heat and heats the WYP to desired temperature. This process is well known for its high efficiency and low cost. As is reported, its heating efficiency can be as high as 95%, 50 which means up to 95% of the thermal energy released by burning fossil fuel could be transferred to the materials that needs to be heated.
Compared to produce PET yarn with 100% virgin PTA and EG, the change on the electricity and natural gas consumption when 20% WYP was utilized (two methods) was listed in Table 1. Almost extra 300 kW electricity is needed to produce 1 t of PET yarn with 20% WYP addition through conventional melt feeding approach. When approach (proposed in this study) with much more energy efficiency is utilized, this number greatly decreased to 144 kW. Based on careful calculation, the total input of electricity for WYP continuous feeding was around 52.12% lower compared to that of melt feeding method (data could be found in Table 1). Based these data, it is safe to draw the conclusion that the method proposed in this study is more economic than the conventional melt feeding method.
Extra energy consumption and environmental impact of different approaches producing PET yarn with 20% WYP addition compared to produce PET yarn with 100% virgin PTA and EG.

The electricity consumed for the grinding was also included. The details on the calculation could be found the following paragraphs.
The environmental impact of the proposed method in this study was calculated based on the energy consumed (MJ/t) and CO2 (GHG) discharged (kg/t). The energy can be in form of natural gas or electricity, which was used to grind, heat or promote reactions. The energy consumption for cooling recycle water was omitted in the analysis as it is relatively small compared to electricity and natural gas.
The energy consumption and environmental impact for manufacturing unit weight (1 t) of PET containing 20wt.% WYP using different approaches comparing using virgin raw materials was illustrated in Table 1. In the analysis, the energy of the electricity was divided by thermal efficiency of 0.47, 49 which take all the energy into account even those dissipated during power generation. The energy obtained from natural gas in integrated heating system in plant was calculated based on the heating value of 31.4 MJ/Nm3 (corresponding to 20°C and 101.325 kPa). 51 As was clearly shown, the energy intensity of the proposed method is much lower than the melt feeding method, which means a considerable energy was saved rather than wasted and finally dissipated into surroundings. From the view point of minimizing the energy consumption, the approach/method proposed in this method is greener.
Meanwhile, the CO2 emission was also analyzed. In the analysis, values of 0.3855 kg CO2 per kWh electricity and 0.6436 kg CO2 per Nm3 natural gas were utilized in the analysis.52,53 Using these values, the CO2 emission for producing unit weight of PET with 20% WYP addition in this study was found around 41.35 kg, which was much less than that of melt feeding method (approximately 108.88 kg). Based on these quantitative data, it is safe to say that the proposed method is greener than the traditional method.
It has been demonstrated quite clear in the previous analysis and discussion that proper modification on the feeding method could exert profound influence on the energy intensity, environmental impact and finally economics of the technical approach. The beauty of grinding waste yarn into WYP relies on the fact that much less electricity is consumed during feeding process, even though a little bit more mechanical energy (originates from electricity) is applied in the pretreatment stage to break yarn into powder. The approach proposed in this study provides a new perspective for in-depth optimization of current waste yarn recycle technology.
Though certain milestone was reached in this study, further improvement is highly advocated. The grinding of waste yarn practiced in this study was conducted in consecutive steps to gradually reduce the dimensions of the waste yarn. The yield per unit time is not as high as desired. Meanwhile, the efficiency of cutting waste yarn into small pieces using blades and sieving grinded yarn using mesh made of stainless-steel is not as high as desired. Further upgrading on the grinding technology or equipment is highly beneficial for minimizing energy intensity during waste yarn recycle. Currently, efforts in our corporation were devoted to it to further increase energy efficiency and increase profit margin.
Conclusions
This study proposed a new technical approach to recycle waste PET yarn into high quality PET products. Meanwhile, this study also demonstrated that manufacturing PET containing 20 wt.% WYP addition using the proposed technical approach could give best balance between performance, industrial reliability and profit margin. Though some of the specs of the produced PET granules/yarn with 20% WYP addition were changed to a certain extent compared to virgin counterparts, the properties of the samples still meet the specs of commercial PET granules/yarn for various applications.
Furthermore, this study proved that proper improvement in the pretreatment and feeding process could significantly reduce energy consumption and improve economic benefit. It provides a new perspective to solve or partially solve the problem encountered in PET yarn industry. The development of industry in the past decades has clearly demonstrated that only technical approaches that is simple, low in energy intensity and high in profit margin could be wildly accepted and applied from long run. Further improvement of the current approach would be beneficial for its application in industry and promote the recycling of waste PET yarn. It is recommended that attention should be devoted to further optimize grinding process, such as improve grinding/cutting energy efficiency, improve sieving efficiency, decrease WYP particle size and improve treatment capacity per unit time. Meanwhile, to further improve the product quality, proper cleaning or washing of the resultant WYP is recommended. The WYP might be contaminated with dust, lubrication oil, metal debris or other impurities during collection, packaging, transportation and grinding.
This work provides a novel cost-effective approach to recycle waste PET with high energy efficiency and high profit margin. If further improved, it could be one of the promising technical approaches to recycle waste PET yarn on site and may promote the sustainable development of the PET industry. Only feasible, reliable and profitable new technology/process could outshine itself among a variety of novel technical approaches from long run.
Supplemental Material
sj-docx-1-jef-10.1177_15589250241242009 – Supplemental material for Recycle waste PET yarn on site by feeding waste yarn as grinded powder to improve product quality, increase energy efficiency and reduce environmental impact
Supplemental material, sj-docx-1-jef-10.1177_15589250241242009 for Recycle waste PET yarn on site by feeding waste yarn as grinded powder to improve product quality, increase energy efficiency and reduce environmental impact by Shenghua Gan, Shunli Xiao, Tong Liu, Chen Wang, Shengjun Li, Yanlin Sun and Yuechao Tang in Journal of Engineered Fibers and Fabrics
Footnotes
Authors’ note
Authors are researchers in Zhejiang Tongkun Institute for Advanced Materials and Tongkun Group Co. Ltd in the field of polymer synthesis and differential yarn developing. Tongkun Group is one of the world’s largest polyester and synthetic fiber provider.
Author contributions
SG, SX, SL, YS, and YT made substantial contributions to the concept or design of the article. TL, GL, and YT made substantial contributions to the experiments and acquisition of data. YT made a substantial contribution to the analysis, interpretation of data for the article. Meanwhile, drafted the article and revised it critically for important intellectual content. All authors have approved the final version of manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.