
Abstract
Continuous fiber-reinforced thermoplastic composites having superior mechanical properties are preferred for lightweight architectures. Rising demands for enhanced mechanical performance under certain types of loadings have focused researchers toward the hybridization of composite materials. In this study carbon and aramid fibers were employed to produce hybrid fabrics by weaving in two different woven architectures, 1/1 plain and 2/1 twill. Polyvinyl butyral (PVB) matrix was reinforced with these woven fabrics and hybrid composites were fabricated by compression molding. Un-hybrid carbon and aramid composites were fabricated using PVB matrix, as control samples. Tensile characteristics of hybrid composites offered intermediate strain at failures of 0.5% due to the combined rigid and ductile natures of carbon and aramid, respectively. Flexural strength and absorbed impact energy (200 MPa and 97 kJ/m2) were higher for hybrid composites, and quick elastic recoveries were experienced in hybrid composites after impact. Plain woven reinforced hybridization had about 25% and 5% lower tensile and flexural characteristics respectively, as more interlocking zones of warp and weft yarns reduced strength. However, these interlocking zones positively contributed to impact performance by 11.5% higher energy absorption.
Keywords
Introduction
Textile-reinforced composites have emerged as lightweight solutions and potential replacements for conventional materials. 1 In recent years, woven fabric-reinforced composites have gained popularity due to their damage-growth resistance and exceptionally high strain-to-failure ratio.2 –4 These composites offer the flexibility of design for a variety of applications due to their tailorable properties. The reinforcement hybridization technique is an effective tool for tailoring the properties of composites and can be done at various levels, that is, filler, fiber, yarn, or fabric. Hybridization integrates the performance characteristics of two or more components into a single more useful structure.5 –8
Hybridization at the reinforcement development level includes the use of different materials. 9 Multiple reinforcing materials, such as fillers and nano-reinforcements along with fibrous structure also produce hybrid composite materials.10 –12 The hybrid woven composites combine two or more reinforcement materials with some suitable matrix system. 13 These reinforcing materials may be either integrated using plies of multiple materials, in a particular stacking sequence, or by incorporating two or more yarns into the same ply structure.14,15 The latter enables tailoring of the fabric and composite characteristics at a macroscopic scale, achieving unified characteristics of both constituents in a single ply. The hybrid woven fabrics containing interwoven glass, Kevlar, carbon, or other high-performance materials combine the most advantageous properties of various fibers to create a distinct material. 16 Variation of fabric architecture is another method for customizing the characteristics of fabrics and their corresponding composites. 17
Carbon fiber composites are widely used for structural applications, but their fracture toughness and compression properties are quite low. The published literature reports that the impact resistance, notch sensitivity, and fracture toughness are improved by hybridizing the carbon-fiber reinforced composites.18,19 Various researchers have studied fabric scale hybrid formulations, including carbon/aramid, glass/aramid, and carbon/glass reinforcements ensuring enhanced performance. 20 The fracture toughness of woven reinforced composites hybridized via stacking of Aramid, glass, and carbon was studied and reported to be better when Aramid was used on the impact surface. 21
Basalt nanoparticles comprising basalt/jute woven hybrid composites offer superior mechanical and thermo-mechanical characteristics. 22 Alumina and glass fiber-reinforced hybrid composites offer valuable ballistic performance against high-speed projectiles. 23 Similarly, the PBO, polyethylene, and carbon fiber reinforced hybrid composites prove to be an optimal solution for lightweight body armor. 24 Carbon/Kevlar hybrid woven reinforcements have also been modeled to predict their force-extension curves. 25 Hybridization is not only limited to high-performance fibers but natural fiber-reinforced hybrid composites are also being explored as a sustainable solution. Cotton/bamboo hybrid composites tend to offer better performances than cotton-reinforced composites. 26
Mechanical characteristics, including tensile, flexural, and impact resistance, are better for jute/basalt hybrid composites as compared to sole basalt-reinforced ones. 27 Carbon and glass fiber woven hybrid composites exhibit reasonable load-bearing characteristics with lightweight. Hence, vehicular panels produced using such lightweight hybrid reinforcements will have more fuel efficiency and reduced emissions/environmental burden. 28 Reinforcement hybridization is also reportedly done using different structures, that is, knitted and woven fabrics. The higher the fraction of knitted reinforcement in the composite material, the better the impact resistance behavior of the composite. 13
Hybrid composites manufactured by combining plies of several materials have been widely explored. Still, few studies have been conducted on woven hybrid composites made with two or more different yarns. Such hybridizations possess a great potential to tailor the characteristics. Moreover, the investigation of the effect of fabric structure on the mechanical performance of woven hybrid composites is not principally reported in the literature. This research focuses on developing hybrid interwoven Carbon/Aramid composites to tailor brittle and ductile natures of carbon and aramid fibers simultaneously. Furthermore, different woven architectures, that is, plain and twill have been engineered to analyze the synergetic effect of material hybridization and fabric architectures variation on the mechanical and thermal performance of hybrid composites.
Materials and methods
Materials
The materials used for composite fabrication were polyvinyl butyral (PVB) polymer matrix and woven reinforcements. Carbon and Para-Aramid (Kevlar®) used for reinforcement weaving had yarn linear densities of 800 Tex and 440 Tex respectively. Carbon fiber primarily comprising carbon atoms offers high stiffness and tensile strength with good strength-to-weight ratios; hence, is preferred in aerospace applications. 29 Other advantages of carbon fiber are high-temperature tolerance and lower thermal expansion. 30 Para-aramid fiber belongs to aromatic polyamides with amide linkage at para-position on the benzene ring and offers high strength and heat-resistant characteristics. 31 High and precise chain orientation along the fiber axis contributes to its matchless mechanical performance. 32
Methods
The weaving of reinforcement was accomplished using two basic interlacement patterns, plain, and twill weave. Plain weave follows a 1/1 interlacement of warp and weft yarns, while twill weave had a 2/1 interlacement pattern with one pick shift. Figure 1(a) shows the schematic of reinforcements along with weave notations. A modified rapier weaving machine with a dobby shedding system was used for weaving, and the thread density was kept constant, that is, 15 ends and picks per inch. Four plies of reinforcement were stacked at [0/90]2 stacking sequence as illustrated in Figure 1(b) for composite fabrication. PVB being a thermoplastic matrix was obtained in powder form and was sprinkled in a defined amount after each reinforcement ply. The laminate was then compression molded for 20 min at 155°C, which infused the PVB.

(a) Reinforcement schematic and (b) warp yarns orientation in cross-ply stacking sequence.
Overall sampling plan
The sampling plan consisted of four specimens as shown in Table 1. The first two samples were considered as control samples against hybrid composites. Sample one was woven using carbon yarn in both warp and weft directions, and similarly, sample two had para-aramid in both directions. A 1/1 plain weave pattern was adopted for both control samples. The third sample was a hybrid woven structure, employing carbon as warp and para-aramid as weft yarn in a 1/1 plain weave pattern. However, the fourth specimen was hybridized using a twill weave pattern, to investigate the influence of changing weave structure on hybrid reinforcement. Figure 2 entails the sampling images while the images of the developed specimens have been presented in Figure 3. Microscopic analysis revealed more yarn interlockings due to a higher number of warp and weft interlacements for plain woven specimens while the crimps were lower for twill woven hybrid composite.
Sampling sequence.

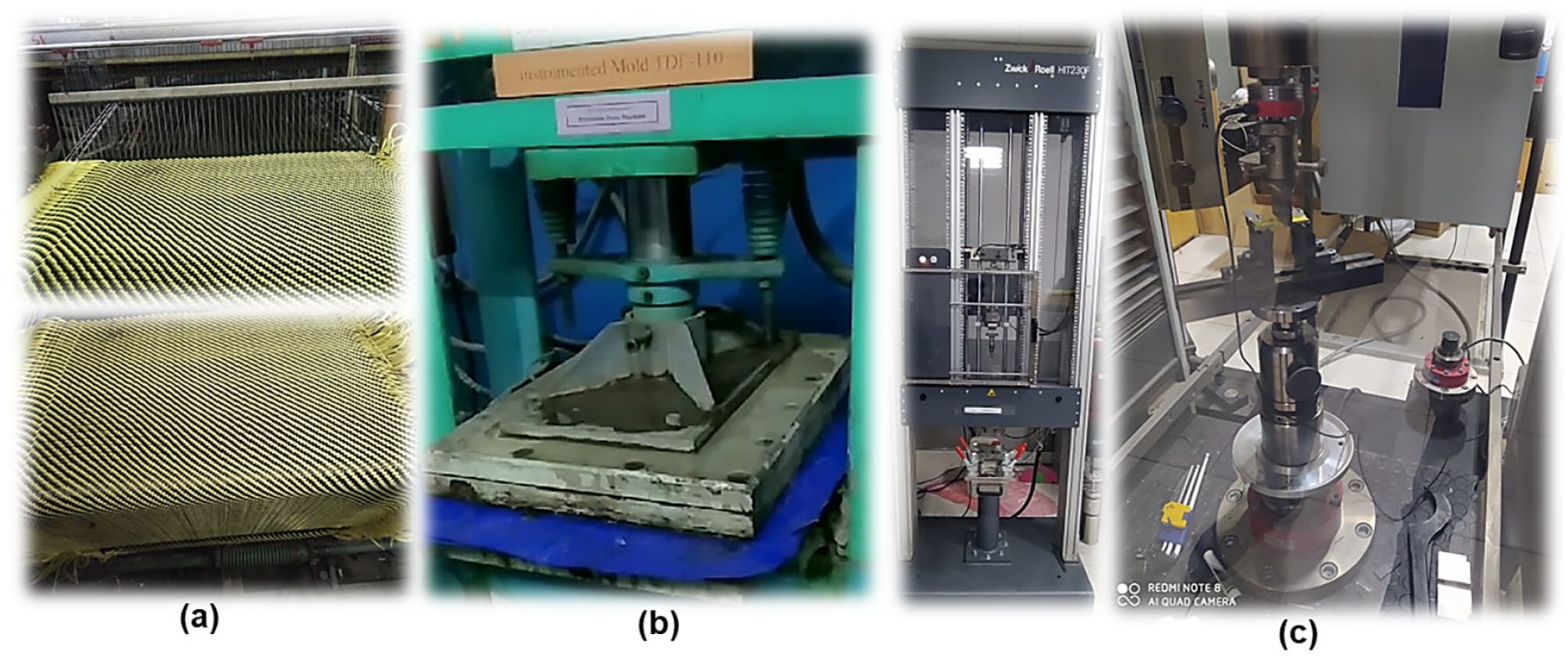
Research methodology: (a) weaving, (b) composites fabrication, and (c) mechanical characterization.

(a) Carbon reinforced composite, (b) aramid reinforced composite, (c) carbon-aramid hybrid composite, and (d) twill woven hybrid composite.
The cross-sectional view of the developed composites is presented in Figure 4. The four plies can be directly observed in these composite materials. The carbon and Aramid yarns can also be distinguished in the cross-section of hybrid composite materials. Additionally, the variation in the yarn structure of plain and twill woven composites is also evident from the micrograph of these hybrid composites.
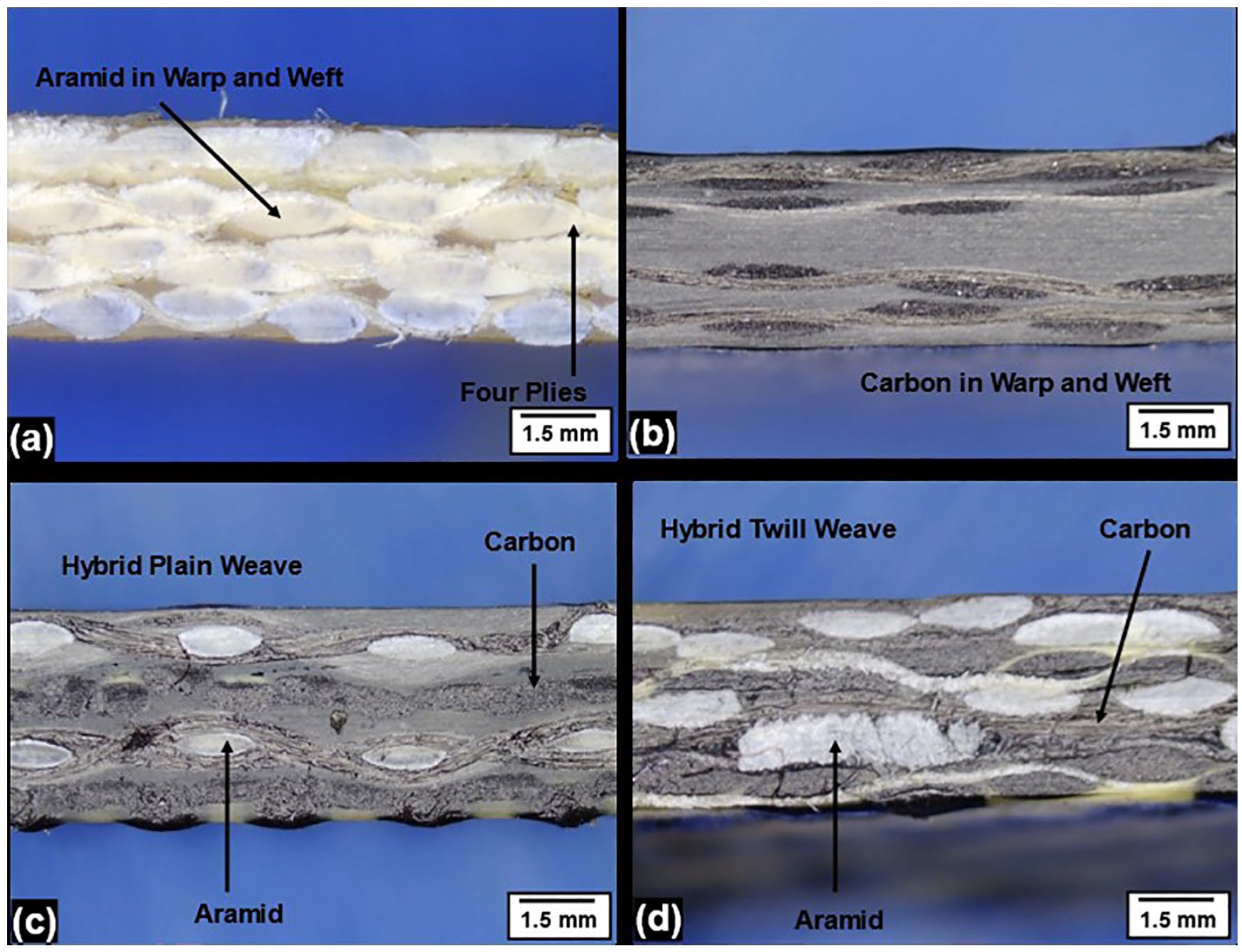
Micrographs: (a) aramid composite, (b) carbon composite, (c) plain hybrid, and (d) twill hybrid.
Characterization
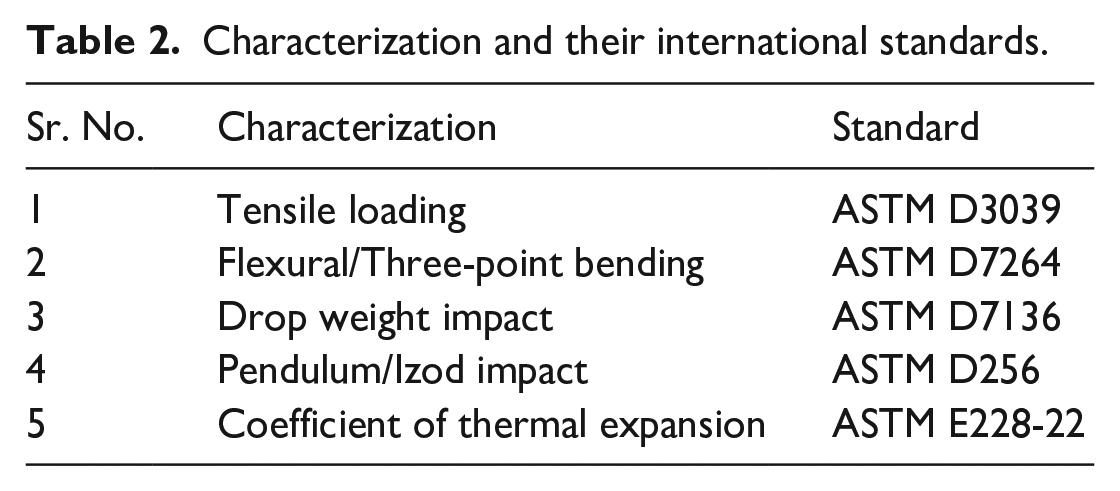
Focusing on the motivation of the study, developed composites were mechanically characterized on Zwick/Rowell testing equipment. Table 2 summarizes the test performed with the standard test method followed. The specimen for each test was prepared as per the standard test method, after curing of composites. As shown in Figure 1(b), there was a cross-ply stacking sequence on 0–90° such stacking led to isotropy in the engineered composites as equal number of warp and weft yarns were in each direction once the stacking was completed. Hence, properties were independent of direction and cutting was done in any desired direction. Tensile testing was performed to verify the integrity of the composite against axial loading/stretching. Standard specimens of 203.2 mm × 25.4 mm were prepared and test was conducted at strain rate of 25 mm/min. Flexural test identified the bending properties of developed control and hybrid composites. Standard specimens of 120 mm × 13 mm were prepared using blade cutter, and bending rigidity was obtained through flexural stress/strain curves. Drop weight impact described the composites behaviors against low-velocity impacts, either perforation or bouncing back of impactor. The Izod impact test is also a low-velocity impact test against a pendulum of known energy. Drop weight impact testing provided force/deformation curves, and impact strength value was obtained during the Izod impact test. Drop weight impact characterization employed standard specimen of 152.4 mm × 101.6 mm, while a smaller specimen size of 80 mm × 10 mm was required for izod impact characterization. Coefficient of thermal expansion was also measured to analyze the influence of reinforcement material hybridization on thermal performance of engineered composites.
Characterization and their international standards.
Results and discussion
Tensile characteristics
Tensile properties of characterized specimens were obtained in the form of stress-strain curves and have been shown in Figure 5. The tensile strength of carbon fiber reinforced composite was higher than the hybrid composites. An abrupt failure after the ultimate tensile stress can be witnessed from its stress-strain curve, showing a brittle nature. Owing to the superior axial loading behaviors, aramid-reinforced composites have the highest tensile strength among all the composites. There was only a slight difference between the tensile strengths of C-1 and C-2, despite a major difference in the strain of both composites. The quantified difference was about 266% between carbon and aramid composites’ strains at failures. Strain at failure was highest for C-2, contributing toward substantially increased fracture toughness of this composite material. Together with inherent aramid characteristics, the better adhesion between aramids and PVB also governed this phenomenon. 33

Tensile stress and extension plot.
It can be observed from Figure 5 that tensile curves of H-1 and H-2 lie in between carbon and aramid-reinforced control samples. The tensile strength values of H-1 and H-2 were about 60% and 18% less than the aramid composite, respectively. However, the difference for carbon composites was 56% and 15% respectively for H-1 and H-2 specimens. This decrease in the tensile strength may be explained in terms of intrinsic fiber properties. As the 4-ply composite was produced with the stacking of 0/90, the resulting composite had two sets of carbon yarns and two sets of aramid yarns in the test direction. The reported failure strain values of carbon and Kevlar fiber are 1.5% and 4% respectively. Therefore, the failure in hybrid composites during the tensile test is strain-controlled failure rather than stress-controlled failure. This is also evident from the failure strains of hybrid composites, which are approximately the same as that of carbon composites. The carbon fiber restricted the strain of aramid fiber in hybrid composites, and lead to early failure without load bearing to its full capacity.
At the reinforcement level, plain-woven fabrics are characterized by a tight fabric structure due to a higher number of interlacements. 34 Therefore, the plain-woven fabrics have more yarn crimps which decrease their directional contribution. The same phenomenon dominates after curing of composites where the crimps are permanently set, leaving no tendency of being converted into straight orientation on axial loading. Hence the plain-woven hybrid composite (H-1) showed 36% less tensile strength than the twill weave reinforced hybrid composite (H-2). The longer floats in twill weave reinforcement imparted more stiffness in the composite structure, while more intersection points in plain weave increased the rigidity of the hybrid composite. The tensile strength and modulus of characterized composite specimens are shown in Figure 6.

Tensile modulus and tensile strength comparison.
The carbon fiber reinforced composite (C-1) with the highest strength and lowest strain exhibited the highest tensile modulus, followed by specimen H-2. The modulus of H-1 and C-2 was almost comparable, and almost half of the H-2 modulus. As the specimen H-1 and H-2 had comparable elongations, the maximum stress was the key factor in determining the modulus of the specimen. The tensile strength of H-2 was higher, and therefore it exhibited a higher tensile modulus than H-1.
The failure behavior of composites during tensile loading is shown in Figure 7. The Aramid composite (C-2) owing to its ductility exhibited shearing failure. The carbon reinforcement being brittle faced a splintering tension failure for carbon composite (C-1). Fiber pullout was also evident in all specimens due to the thermoplastic matrix. However, after hybridization, the failure modes of aramid and carbon shifted toward the brittle tension failure due to the combined ductility and brittleness of aramid and carbon respectively in H-1 and H-2. Microscopic analysis in Figure 8 also clarifies the abovementioned phenomena.

Failure modes: (a) aramid/aramid, (b) carbon/carbon, (c) hybrid-01, and (d) hybrid-02.

Microscopic analysis of fractured surfaces: (a) aramid/aramid, (b) carbon/carbon, (c) hybrid-01, and (d) hybrid-02.
Flexural characteristics
The flexural properties of developed composites characterized in terms of three-point bending are given in Figure 9 as a load-deflection curve. Trends in flexural characterization were not like tensile, due to different behaviors of materials under axial and bending loads. Carbon fiber reinforced composite exhibited the least flexural stress owing to its brittle nature, and historically less through thickness properties behaviors. However, Aramid being ductile exhibited a deflection of up to 14%, as compared to a 5.8% deflection in C-1. It can also be observed that the flexural strength is higher for C-2 as compared to C-1. The regularly positioned amide segments in aramid fiber allow reasonably strong hydrogen bonds, which facilitate a proper load transfer between the chains, thus contributing to higher flexural strength. 35

Load deflection curves obtained during the flexural test.
The hybrid reinforced composites had exorbitantly higher flexural strength than both C-1 and C-2, due to the combined effect of carbon and aramid reinforcing materials. The addition of brittle carbon in ductile aramid limited the deflection percentage of hybrid composites. Hence the deflection for hybrid composites was near to carbon fiber reinforced composite. Flexural strength and deflection observed for H-1 and H-2 were almost comparable.
Figure 10 compares the flexural strength and flexural modulus values of all composite specimens. Maximum flexural stress born before failure is termed flexural strength. Specimen C-1 offered the least flexural strength followed by an increasing trend toward C-2 and H-1. The flexural strength of H-2 was slightly lower than H-1, although significantly higher than the C-1 and C-2 composites. A similar trend was observed for the flexural modulus. The hybrid composites showed a significantly higher value of flexural modulus as compared to the un-hybrid composites. Hence, the hybridization had a significant effect on the flexural properties of the resultant composite material.

Flexural strength and modulus comparison.
Drop-weight impact characteristics
Drop weight impact testing is a measure of the low-velocity impact behaviors of composite materials. Figure 11 shows the force/displacement, and force/time curves of drop weight impact tested specimens. A dead weight impactor of 4.538 kg was dropped from a height of 0.48 meters to produce an impact energy of 20 J. The theoretical impact velocity of the impactor on the composite specimen was 3.06 m/s. Carbon fiber reinforced composite exhibited the perforation after drop weight impact; however, the other specimens showed rebound behavior with some indentation (no perforation was observed). Specimen C-1 showed the least impact resistance due to the inherent rigid characteristics of carbon fiber. Aramid-reinforced composite (C-2) offered a rebound phenomenon, while the impact force was intermediate, that is, higher than C-1, and lower than H-1 and H-2 specimens. The impact force of C-2 was 130% higher than C-1.

Drop weight impact: (a) force and deflection plot and (b) force and test time plot.
The inherent ductile nature and more energy absorption characteristics of aramid supported the rebounding of the impactor of the C-2 specimen. 36 Hybrid composites tolerated higher impact forces than control samples, due to the combined properties of both carbon and aramid. The plain woven hybrid composite showed the highest impact strength, with elastic rebound due to more interlacement points between warp and weft yarns. These intersection points made the composite elastic in nature and helped in more energy absorption. Aramid-reinforced control composite exhibited rebounding in elastic recovery, as can be seen in Figure 11(b) that after maximum force there is a steady decrease for C-2. However, H-1 and H-2 exhibited elastic recovery after rebounding, and the phenomenon can be observed through a sudden decrease in force/time curves of Figure 11(b). Force decreasing time after rebounding was about 42% less for hybrid composites than C-2, making hybrid composites more suitable for impact application areas.
Izod impact characteristics
The Izod impact strength of characterized specimen is given in Figure 12. Specimen C-1 possessed the least Izod impact strength because of brittle carbon reinforcement offering low energy absorption. Aramid control (C-2) composite exhibited more compression strength due to more flexible bonds in its chemical structure as compared to Carbon. This flexibility allowed C-2 to absorb more impact energy. The overall impact energy of C-2 was about 28% higher than C-1.

Izod impact strength of composite materials.
Carbon-Aramid hybrid composites offered intermediate impact characteristics, that were lower than aramid and higher than carbon. The impact strength of H-1 was almost 7% lower than C-2, and 19% higher than the C-1 specimen. However, the impact strength of H-1 was also 10% higher than H-2 composite. H-1 having plain woven reinforcement had more yarn interlacement points. Hence it somehow showed flexible nature as compared to longer yarn floats in twill woven reinforcement of H-2. Such interlacement zones elevated the impact strength of the plain-woven hybrid composite.
Summary of mechanical characteristics
Table 3 summarizes the overall mechanical behaviors of characterized specimens. Un-hybrid composites overperformed the hybrid composites in terms of tensile strength; however, the tensile modulus values were relatively comparable. The un-hybrid aramid specimen (C-2) entailed lower tensile modulus owing to its ductile nature; while, the twill woven hybridization enhanced the tensile modulus by 75.7%. Similarly, flexural performance of hybrid composites was noticeably higher than un-hybrid composites in terms of both strength and modulus. Flexural strength and modulus exhibited above 50% increase with material hybridization in plain woven architecture. However, the trend diminished with a change in weave pattern, that is, 19.5% and 31.9% decrease were noticed for flexural strength and modulus respectively. Plain woven reinforcement with higher interlocking points did not worked constructively for tensile and flexural performance. Drop-weight impact behaviors have been explained in section (3.3 Drop-weight Impact Characteristics) viewing Figure 11. Izod impact characterization revealed the same performance enhancement trend. Carbon fiber reinforced un-hybrid composite offered least impact strength due to the brittle nature of carbon. Hybridization with ductile aramid fiber improved the impact strength by 20.3% for plain woven reinforcement, and 7.9% for twill woven reinforcement.
Summary of mechanical properties.

Coefficient of thermal expansion (CTE)
Coefficient of thermal expansion quantifies the degree to whom a substance expands, or contracts being heated or cooled. It is the proportionate change in length per unit increase in temperature of a substance. Typically, the CTE is stated in units of 1/Kelvin (K). CTE is a crucial metric in materials engineering because it can impact the performance and dependability of structures and systems. For instance, a material with a high CTE may be susceptible to breaking or failure when exposed to temperature variations. In contrary, materials with a low CTE are more suitable for applications involving significant thermal stress. Figures 13 and 14 entail the coefficient of thermal expansion curves of characterized hybrid composites. Variable CTE behaviors can be observed for all specimens. Although major dimensional changes occurred between temperature ranges of 65°C–80°C; however, the alpha (linear expansion) values describing CTE of material were different for each composite. The carbon/carbon composite comprising carbon yarns in both warp and weft directions exhibited the alpha value of about −47 (Figure 13(a)), and the Aramid/Aramid composite showed an alpha value of about −64 (Figure 13(b)). Hence the Kevlar composites offered higher linear expansion upon heating. The material hybridization constructively contributed toward linear expansion behaviors betterment, that is, plain hybrid composite exhibited alpha value of about −13 (Figure 14(a)) which was 72% and 79% lower than sole carbon and aramid composites respectively. Similarly, twill woven hybrid composite had about 51% and 64% lower linear expansion than carbon and aramid composites, respectively (Figure 14(b)). However, the linear expansion of twill woven hybrid composite was slightly higher than plain hybrid, proving the plain hybrid composite more suitable for heat stressed application areas.

Linear expansion curves: (a) carbon/carbon and (b) aramid/aramid.

Linear expansion curves: (a) plain hybrid and (b) twill hybrid.
Conclusion
Material hybridization in the study proved to be substantial for improving mechanical characteristics of engineered composites with a constant ply count. It is evident from the results that the hybrid Carbon/Aramid composites offered the properties of both the constituent materials, that is, stiffness of carbon and ductility of aramid. Hybridization technique tailored the performance of carbon-reinforced composites with some ductility by adding aramid yarns and improved the energy absorption behaviors of carbon composites up to 50%. Strain at failures of Aramid was limited to 0.5% in hybrid composites due to the brittleness of carbon fiber. The hybridization of carbon and aramid fiber composites also significantly improved impact energy absorption making an average force of 4500 N, and an elastic rebound impact phenomenon of 2.5 mm was achieved for carbon through its hybridization with Aramid. The effect of fabric architecture also affected the performance of the hybrid composite, making twill-woven hybrid architecture suitable for tensile and flexural loads owing to its fewer yarn interlocking and bending points. However, plain-woven hybrid architecture was considerable during impact load conditions, where impact load was evenly distributed due to higher interlocking zones. Hence, hybridization in terms of material and weave architecture proved to be a suitable solution for engineering composites with tailored performance.
Footnotes
Acknowledgements
None.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Ethical approval
Not applicable.
Data and code availability
Data may be made available on request.