
Abstract
In order to evaluate the effects of sizing agents on the wettability, strength loss, and properties of final filament wound structures during filament winding of carbon fibers, three types of sizing agent based on epoxy, epoxy + polyester, and epoxy + polyurethane were used to treat carbon fibers, the surface properties of carbon fiber samples after treatment were evaluated using SEM, infrared spectroscopy, dynamic contact angle analysis, and interlaminar shear strength (ILSS) test, the strength loss caused by fiber damage during filament winding was quantitatively analyzed, and the strength properties of the filament wound structures were characterized by NOL ring test. The results showed that the sizing agent treatment only slightly improved the surface free energy and ILSS of carbon fibers, but it had obvious influence on the strength loss rate of carbon fiber bundles. Added polyester or polyurethane in epoxy-based sizing may improve its protective effect for carbon fiber, and thus decrease strength loss during winding process, result in better tensile properties of carbon fiber filament wound structures.
Introduction
Filament winding is a convenient and efficient technique for forming fiber reinforced composites, especially for revolving body components.1,2 The process is mainly used to produce various types of shells, pressure vessels, pipes, and shafts. These kinds of filament wound structures are part of the most important carbon fibers reinforced resin (CFRP) composite application directions.3 –5 The hoop tensile strength of filament wound structures is the key index determining their application effect, while many factors may affect the tensile strength of carbon fiber filament wound structures, such as matrix,6,7 winding process variables8 –10 and interfacial characteristics. Sizing agent also play an important role in performance of filament wound structures.
During production, the carbon fibers are generally sized with sizing agents which can form a thin layer of protective resin on the surface. 11 The sizing on carbon fibers has been reported to serve in two aspects12,13,First, they can reduce the fuss and fiber damage caused by the friction between carbon fiber bundles and equipment in manufacturing process to improve processability of fiber bundles and decrease the strength loss due to fiber damage. Second, they can improve the wettability of carbon fibers and matrix to advance the uniform infiltration of resin into carbon fibers, and increase the bonding strength between carbon fibers and matrix.
Many researches have demonstrated that the application of sizing based on epoxy, which is the most common type, may enhance the handling of the tow and improve the interfacial properties between carbon fiber and thermosetting resin and hence the mechanical properties of the resulting CFRPs such as flexural strength, flexural modulus, interlaminar shear strength (ILSS) and interfacial shear strength (IFSS).14 –18 Meanwhile, for thermoplastic matrix, studies reported that using specially made sizing agent based on thermoplastic resin such as polyurethane, 19 poly(amide-imide) (PAI), 20 styrene-acrylic 21 and others could provide better compatibility and thermal stability. Tensile strength is the most important property of CFRP, both increasing tensile strength of carbon fiber by optimization of its processing22,23 and improvement of matrix can result in better CFRP tensile performance. Nevertheless, there is little discussion in literature about neither the impact of sizing, based on epoxy or thermoplastic resins, on tensile strength of filament wound structures nor the respective impact degree of the two effects of sizing: fiber bundle processability and interfacial properties.
In this work, three types of sizing agents with different primary components were used to treat carbon fibers, a quantitative analysis was performed for the effects of different sizing agents on the fiber damage-induced strength loss of carbon fiber bundles during filament winding as well as the interfacial properties of carbon fibers/epoxy resin. The impact of the sizing agents on the tensile strength of final filament wound structures was evaluated by Naval Ordnance Laboratory (NOL) ring test.
Experiments
Raw materials in experiments
HF30F regular tow(12,000 filaments per tow,12 K) carbon fiber produced by Jiangsu Hengshen Co., LTD, through heat treatment of wet spun PAN precursor fibers, with tensile strength of 4800 MPa, tensile modulus of 230 GPa, and elongation at break of 2.0% were used for experiments. Three types of sizing agent, A, B and C, were used. A was based on Bisphenol A epoxy resin E51, while B on E51 and polyester which produced by combining fumaric acid with Bisphenol A. Both of them were supplied by Jiangsu Hengshen Co., LTD. C was based on E51 and modified polyurethane which obtained commercially from Matsumoto Yushi-Seiyaku Co., LTD, Japan, with a brand name of H110C. Specific information of sizing agents are shown in Table 1.
Properties of three types of sizing agents.

Preparation of carbon fiber samples
Unsized carbon fiber products and carbon fiber products treated with the three sizing agents were collected using a separate sizing bath tank which was put into the sizing bath tank of carbon fiber production line in Jiangsu Hengshen Co., LTD. The latter had a sizing amount of about 1.5 wt%.
Characterization and testing
Strength loss of carbon fibers during filament winding
The tensile strength of carbon fiber samples treated with different sizing agents was tested using a Shimadzu AXG-10 universal material testing machine according to the standard ISO 10618:2004 (E), which was recorded as S0. Then, FWA 1/5/1 filament winding machine manufactured by EHA Composite Machinery GmbH, Germany, was employed for spiral winding at a linear velocity of 20 m/min and tension of 20, 30 and 40 N, respectively. Next, wound carbon fibers were carefully removed from the mandrel, and their strength was measured and recorded as S1. The strength loss q of carbon fibers due to fiber damage during filament winding was calculated according to formula (1):

Each sample was tested for five times, and the mean was taken, so as to eliminate the effect of errors in measurement.
Infrared spectroscopy
About 5 g of each sizing agent was taken and then dried to a constant weight in an oven at 105°C for 2 h under heated-air circulation. Next, the functional group of the resulting nonvolatile components was analyzed using Nicolet iS10 Fourier transform infrared (FTIR) spectrophotometer.
Analysis of surface morphology
Unsized and sized carbon fibers as well as carbon fiber samples undergoing the strength loss test were subjected to characterization of surface morphologies using Zeiss EVOMA15/LS15 scanning electron microscope (SEM).
Contact angle and surface free energy testing
A DCAT21 Dynamic Contact Angle Analyzer manufactured by Data Physics Instruments (USA) was employed to characterize the surface wettability of carbon fiber samples, with pure water (surface tension γ = 72.8 mN/m, polar component
Interlaminar shear strength (ILSS) test
The ILSS of carbon fiber/ Epoxy was determined using the Shimadzu AXG-10 universal material testing machine (Japan) according to the standard ASTM D2344. Laminate samples for test were filament-wound, then cured in autoclave. The value of ILSS was calculated by the following formula (2):

where, pm is the maximum load (N) observed during the test, and b and h are the width (mm) and thickness (mm) of the sample, respectively. Five specimens were tested for each experiment to get an average value.
Preparation of NOL ring and strength test
The NOL ring test is a test method widely applied to characterize the strength transformation of carbon fibers in filament wound structures.24,25 NOL ring samples were prepared using EM301 epoxy resin system, supplied by Jiangsu Hengshen Co., LTD on the FWA 1/5/1 filament winding machine in accordance with the standard ASTM D 2290. Then, their tensile strength was measured using the using the Shimadzu AXG-10 universal material testing machine, which was calculated based on formula (3):

where, p is the maximum load (N) observed during the test, and t and w are the thickness (mm) and width (mm) of NOL ring samples, respectively.
Each sample was tested for six times, with the average taken as the test results.
Results and discussion
Infrared analysis
Functional groups on carbon fiber surface treated by different sizing were investigated by using FTIR. According to Figure 1, the infrared spectra of the nonvolatile components of the three sizing agents, the positions of the main peaks were basically the same. The peaks at 831 cm−1, 1036 cm−1 and 1509 cm−1 represented the stretching vibration peaks of the C-O-C bond in the epoxy ring, ether bond C-O, and C-C bond in the benzene skeleton, respectively, which were mainly contributed by epoxy resin. The peak at 1730 cm−1 was the stretching vibration peak of the C=O group, mainly contributed by polyester and emulsifier, and that at 2965–2873 cm−1 was the stretching vibration peak of the C-H bond. 26 The major difference was the relative intensity of each peak. In contrast with sizing agent A only composed of epoxy resin, sizing agents B and C had obviously increased intensity of the stretching vibration peak of the C=O group at 1730 cm−1 and significantly weakened intensity of the stretching vibration peak of the C-O-C bond at 831 cm−1 due to the addition of a certain amount of polyurethane and polyester resins.

FTIR spectroscopy of nonvolatile components of different sizing agents.
Analysis of surface morphology
The surfaces topography of carbon fibers sized with different sizing, and carbon fibers undergoing the strength loss test are shown in Figure 2. Obvious groove structures, as a typical surface characteristic of wet-spinning PAN based carbon fiber, were found on the surface of sized carbon fiber samples (Figure 2, a~f), suggesting sizing agents distribute uniformly on the fiber surface. It is important to note that filament breaking, massive defects, debris, destroyed and accumulated sizing agent were observed on carbon fibers undergoing the strength loss test, (Figure 2(b), (d) and (f)). Fiber damage such as filament breaking directly result in carbon fiber strength loss due to decrease of load bearing filament amount in the tows. The other defects may have an adverse impact on the strength of carbon fiber filament wound structures.

SEM photographs of carbon fiber surface with sizing agent A (a), sizing agent B (c), sizing agent C (e) and after undergoing strength loss test with sizing A (b), sizing agent B (d), sizing agent C (f).
Surface free energy analysis
Table 2 shows the results of surface free energy test on carbon fiber samples treated with different sizing agents.
Surface free energy of carbon fiber with different sizing agents.

The surface free energy of carbon fibers, which includes polar component and dispersive component, largely determines the bonding strength of carbon fibers to resin matrices. The polar component of the surface free energy of carbon fibers is mainly determined by the active groups on their surface, and the developed groove structures also contribute to the polar component. The dispersive component mainly depends on the development degree of graphite crystals in carbon fibers.13,27 As shown in Table 2, numerous active groups, as well as developed groove structures, were formed on the surface of unsized carbon fibers undergoing anodic oxidation on the production line, leading to a large amount of surface free energy (46.47 mJ/m2).
After treatment with the three sizing agents, a downward trend was found in both total surface free energy and polar component. The surface free energy of carbon fiber samples treated with sizing agent A (with epoxy resin as the only active ingredient) was the highest, 39.91 mJ/m2, while that of carbon fiber samples treated with sizing agents B and C (supplemented with polyurethane and polyester resins in addition to epoxy resin) was 36.11 mJ/m2 and 36.23 mJ/m2, respectively, reduced by about 8% compared with that of samples treated with sizing agent A.
Interlaminar shear strength (ILSS)
ILSS is widely used to characterize the bonding strength between carbon fibers and resins.28 –30 The carbon fiber samples treated with different sizing agents were prepared into laminates with epoxy resins, and the ILSS data are shown in Figure 3.
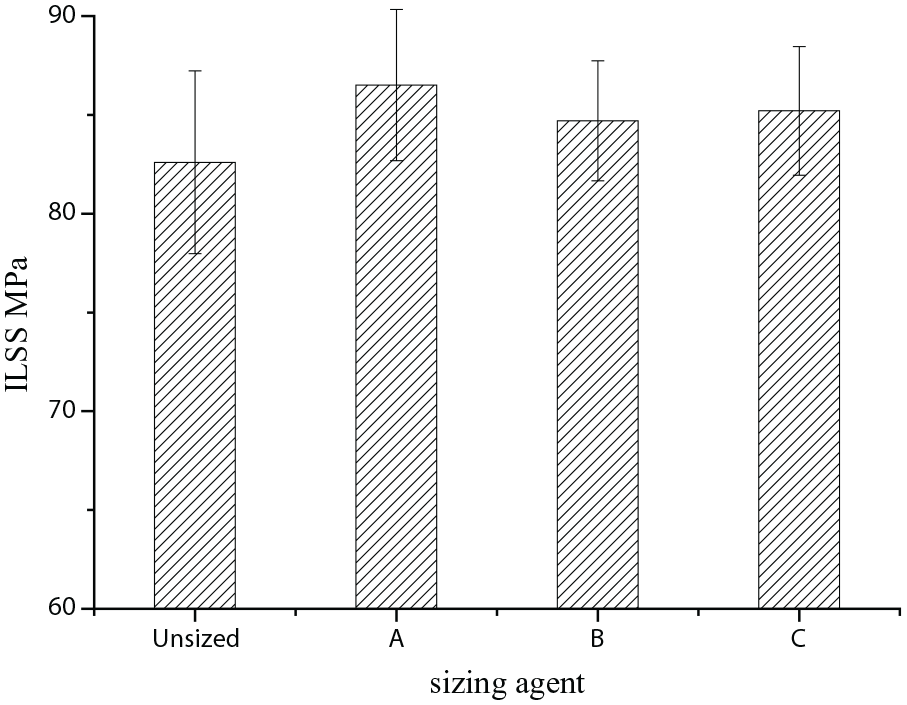
Effect of sizing agent on ILSS.
As shown in Figure 3, the ILSS of unsized carbon fiber laminate (82.6 MPa) was slightly lower than that of carbon fiber laminates treated with sizing agents A, B, and C (86.5, 84.7 and 85.2 MPa, respectively), with a decrease of only about 3%, which was basically in the same range. ILSS is an apparent parameter characterizing the interfacial bonding strength between fibers and matrix, it is not only dependent on the properties of carbon fiber and matrix, but also on the interfacial adhesion between carbon fiber and matrix. The ILSS values increase with enhanced wettability and adhesion at interfaces. The unsized carbon fiber has extremely inert surface, exhibits weak bonding between fiber and matrix, resulting in a relatively lower ILSS value compared with sizing treated carbon fibers.
Strength loss of carbon fibers
Figure 4 and Table 3 displays the strength loss of carbon fiber samples treated with different sizing agents in different filament winding tensions.

Strength loss of carbon fibers with different sizing in different tension.
Detail data of strength loss of carbon fibers with different sizing in different tension.

In the filament winding process, especially with such conditions as high tension and fast process, a fiber itself bears a large tension and is subjected to forced transformations toward many directions, resulting in severe frictions between the fiber and the equipment. As a result, a large amount of fiber damage occurs under the action of friction, and the monofilament breaks and gradually gathers into a filament group. The number of monofilaments in the bundle is thus reduced, giving rise to weakened tensile strength of the bundle. In severe cases, the winding process is unable to continue for the fiber yarn breakage.
It can be clearly seen in Figure 4 that the strength loss of unsized carbon fibers during filament winding process was 14.36-22.41%, while the tensile strength loss of carbon fibers sized with sizing agents A, B, and C was 5.93-7.26%, 4.15-6.01% and 4.27-5.76%, respectively. The unsized carbon fibers show the largest strength loss in all of the three winding tensions. For the sized carbon fibers, samples with sizing agent A, with only epoxy resin as the main component, show largest strength loss during winding process. In addition to epoxy resin, polyurethane resin and polyester resin 19 added to sizing agents B and C mainly play a role in bundling, which can further improve the protective effect of sizing agents on fibers and reduce the strength loss of carbon fibers due to friction. Polyurethane shows better performance of reducing strength loss of carbon fiber, as shown in Table 3. For all samples, a greater winding tension indicates a larger strength loss during filament winding because of the lager fiber damage.
NOL ring strength
The results of NOL ring test on different carbon fiber samples are displayed in Table 4. Effective unsized carbon fiber samples were difficult to prepare since there were lots of fuzz produced during the process. Fiber fuzz also resulted in a greater CV value of NOL ring tensile strength. The average NOL ring tensile strength of carbon fiber samples treated with sizing agents A, B, and C was 1846, 1968 and 2013 MPa, respectively, and the largest relative gap was 8.3%.
Details of NOL ring strength test.

The sizing agents are able to affect the hoop tensile strength of filament wound structures through two aspects: 1) reducing monofilament breakage and broken filament caused by the friction of fibers during filament winding and the resulting strength loss, and 2) forming a more stable interface bonding between carbon fibers and resins by improving the affinity of fibers and resins. The ILSS data revealed that the interfacial bonding strength of carbon fiber samples treated with the three sizing agents exhibited little difference, which was basically in the same range. Hence, the effect of different sizing agents on the final NOL ring strength mainly lies on their protective effects on fibers. A stronger protective effect suggests a smaller strength loss of fibers caused by frictions during filament winding and a larger final NOL ring strength (Figure 5).

Effect of carbon fiber strength loss on NOL ring strength.
As shown in Figure 5, NOL ring strength and strength loss of carbon fiber have good linear relation(r = 0.9915). According to the rule of mixtures equation of fiber-reinforced composites:

where σ, V are tensile strength and volume fraction respectively, the subscripts c, f and m represent composite, fiber and matrix respectively. For carbon fiber reinforced plastics,

Strength of composites (NOL ring) mainly depend on carbon fiber strength, higher strength loss rate means lower carbon fiber strength. This can explain the results shown in Figure 5.
Conclusions
The sizing agents are capable of enhancing the wear-resisting protection on carbon fibers and reducing the strength loss of fibers during filament winding. Such enhancement and reduction become more obvious after epoxy sizing agents are added with polyester and polyurethane resins. After sizing, the surface free energy of carbon fibers is reduced, but the interfacial shear strength between carbon fibers and epoxy resins has no significant difference. The strength loss due to fiber damage during filament winding significantly affects the hoop tensile strength of carbon fiber filament wound structures. Sizing agent B and C show better effect than A on carbon fiber filament wound structures tensile properties mainly because of a smaller strength loss during wound process.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.