
Abstract
In this study, the mechanical properties and thermal properties of ultra-high molecular weight polyethylene (UHMWPE)/multi wall carbon nanotubes (MWCNT) composite fiber were investigated with different weight percent of the MWCNT contents and draw ratio. To verified the thermal properties of the MWCNT/UHMWPE composite fiber, DSC and TGA analysis were performed. The addition of MWCNT and the higher draw ratio improved the thermal properties of the UHMWPE composite fiber by improving the crystallinity of the polymer. By adding 2 wt% MWCNT, UHWMPE fibers with tensile strengths of 3.85 GPa and young’s modulus of 27.43 GPa could fabricated. In comparison with the pristine UHMWPE fiber with same draw ratio conditions, there values shows increases of 21% in tensile strength and 16% in young’s modulus value. However, in the case of the specimens in which the MWCNT content of 6wt% and 10wt% was added to the UHMWPE fiber, the tensile strength and tensile modulus gradually decreased. We proved by experimentally that the mechanism of strengthening the tensile strength of UHMWPE fibers with MWCNT content of 2wt% is to block craze stretching and reduce defects inside the amorphous region by improving the crystalline region. However, the MWCNT contents is increased by 6wt% or more, the nanofillers start to agglomerate and act as impurities and stress concentration factors, thereby reducing the mechanical properties of the UHMWPE composite fiber.
Introduction
Recently, ultra-high molecular weight polyethylene fiber (UHMWPE) have been spotlighted in various fields due to their high strength, good young’s modulus, chemical resistance, low density, high abrasion resistance, and light-weight. They also have excellent mechanical properties of 100 GPa young’s modulus and 3 GPa tensile strength.1–5
Multi-walled carbon nanotube (MWCNT) is classified as materials with excellent mechanical properties. In general, the tensile strength of individual MWCNT shows 63 GPa, and young’s modulus shows 270–950 GPa. The incorporation of MWCNT into the polymer matrix yields the ultimate nanocomposite material with significantly improved mechanical properties. Although many literatures have been published on the reinforcement of polymer composite fibers using MWCNT, detailed research is still required.
Yanping et al. 4 reported the mechanical and thermal properties of CNTs modified UHMWPE fibers with different weight percent of the CNTs contents. They found that mechanical and thermal performance of CNT-modified UHMWPE fiber was improved compared to pure UHMWPE fiber.
Xiaoxiao et al. 6 studied the creep and recovery behavior of UHMWPE fiber and UHMWPE/MWCNT composite fiber at different temperatures. Creep deformation was found to increase with increasing temperature, and the strain showed lower strain for UHMWPE with MWCNTs added. Furthermore, they studied that MWCNTs increased fiber crystallinity, strengthened intermolecular bonds, and suppressed kidney and slip of UHMWPE chain segments. This can be seen as playing a very important role in the creep and recovery properties of UHMWPE fibers.
Tao et al. 7 presented the effect of MWCNT on the thermal and mechanical properties and cohesive structure of UHMWPE fibers. They prepared MWCNT/UHMWPE composite fiber through gel spinning process by adding purified MWCNT powder into UHMWPE precursor solution. Tensile test, X-ray diffraction analysis (TGA), and thermal gravimetric analysis (TGA) were performed using the prepared MWCNT/UHMWPE composite fiber, and the result showed that the MWCNT/UHMWPE fibers composite fibers indicated evidently enhanced thermal stability and mechanical properties compared to pristine UHMWPE fibers.
Therefore, the reinforcement mechanism of the UHMWPE fiber by MWCNT addition is (1) UHMWPE molecular crystallinity improvement by MWCNT, (2) Inter-molecular bond strengthening effect, (3) suppressing kidney and slip of the UHMWPE chain segments.
Here we studied that the UHMWPE/MWCNT composite fiber using MWCNTs, more detailed studies were conducted on the mechanical and thermal properties of UHMWPE/MWCNT composite fiber depending on the weight percent with MWCNTs added and the draw ratio of UHMWPE/MWCNT composite fiber.
However, despite the research progress and various experimental approaches related to the UHMWPE/MWCNT composite fiber, there are still insufficient evidence to prove that the addition of MWCNT in the UHMWPE fiber improve mechanical properties and thermal properties. In addition, there were no literature considering the content of MWCNT added to the UHMWPE fiber and the draw ratio of the UHMWPE fiber itself have been reported so far. Here we studied that the UHMWPE/MWCNT composite fiber using MWCNTs, more detailed studies were conducted on the mechanical and thermal properties of UHMWPE/MWCNT composite fiber depending on the weight percent with MWCNTs added and the draw ratio of UHMWPE/MWCNT composite fiber. The UHMWPE/MWCNT composite fibers were prepared by gel-spinning process, and 2 wt.%, 6 wt.%, and 10 wt.% were uniformly dispersed and added to UHMWPE fiber to verify the effect of MWCNT. The mechanical performance of the UHMWPE/MWCNT composite fibers examined by tensile test procedure. The thermal stability of the UHMWPE/MWCNT composite fibers were measured by thermo-gravimetric analysis, and differential scanning calorimetry. In addition, in order to closely observe the morphologies of the composite fiber, the external surface was observed by scanning electron microscopy analysis.
Experiment
Materials
The UHMWPE/MWCNT composite fiber was prepared by using UHMWPE powder (YUHWA HIDEN U070, Daehan Oil Industry Co., Ltd., Korea), paraffin oil (Paraffin liquid, Daejung Chemicals & metals Co., Ltd., Korea), 2,6-di-tert-butyl-4-methylphenol (B1378, Sigma-Aldrich Co., USA), and MWCNT (NC 7000™, Nanocyl Co., Belgium).
Sample preparation
MWCNT powder (2 wt.%, 6 wt.%, and 10 wt.%) was added to paraffin oil and dispersed using an ultra-sonicator (VC750, Sonics & Materials Inc. USA) to prepare a MWCNT dispersion dope for gel spun UHMWPE/MWCNT composite fiber. Ultrasonic dispersion was carried out at 25°C and 20 kHz for 12 h. In addition, UHMWPE solution was prepared by adding UHMWPE powder and 2,6-Di-tert-butyl-4-methylphenol as an antioxidant to paraffin oil. After then, the prepared MWCNT dispersion dope and UHMWPE solution were mixed and stirred at 200°C for 2 h to prepare a gel for manufacturing UHMWPE/MWCNT composite fiber. The prepared gel was put into a bath and kept at 200°C for 1 h for stabilization, and then, the stabilized gel spinning solution was poured into the dry-wet spinning equipment. Gel spinning was performed under conditions of 1 mm diameter of spinning nozzle, 2 cc/min spinning speed, 220°C spinning temperature, and 0.1 m/min take-up speed. The spun UHMWPE/MWCNT composite fiber was immersed in methylene chloride for 24 h and dried for 24 h to remove paraffin oil inside the fiber. The drawing process of the UHMWPE/MWCNT composite fiber was performed using a film draw equipment (UL-FD300, UL science Co. Korea), and the draw ratios were 3, 15, 30, 45, and 60, respectively. The overall manufacturing process of the UHMWPE/MWCNT composite fiber is shown in Figure 1, the specimen code and weight content of the materials are listed in Table 1, and the image of the UHMWPE/MWCNT fibers are shown in Figure 2.
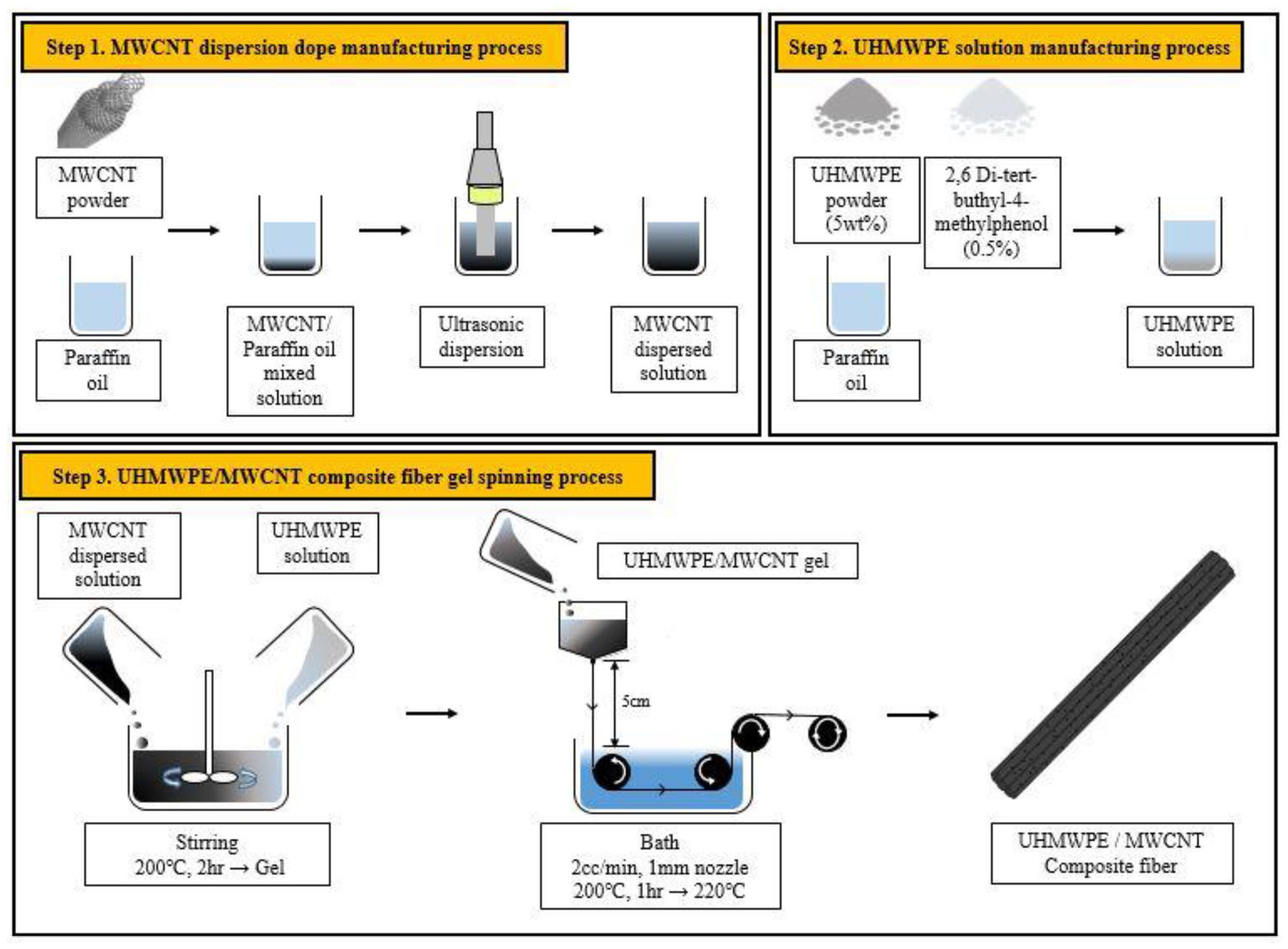
Schematic of the UHMWPE/MWCNT composite fiber manufacturing process.
Specimen codes of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.


Image of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.
Characterization
Scanning electron microscopy
The fiber diameter of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber were analyzed by scanning electron microscopy (SEM, S-4100, Hitachi, LTD., Japan) at 500 magnification. All specimens were coated with platinum before the SEM observations.
Differential scanning calorimetry analysis
The melting temperature and melting enthalpy were measured by differential scanning calorimetry (Diamond DSC, Perkin Elmer, Inc. USA). The specimens (2–3 mg) were encapsulated in aluminum pans and treated at a heating rate of 10°C/min. The atmosphere was nitrogen with a flow rate of 45 ml/min. The effect of the addition of the MWCNT and the draw ratio on the thermal properties of the UHMWPE fiber was investigated by observing the changes in the melting temperature and endothermic energy of the UHMWEP/MWCNT composite fibers. The analytical temperature range was set between 100°C and 200°C.
Thermogravimetric analysis
TGA (Q500, TA Instruments, USA) was performed to measure the thermal properties of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber. The heating rate was 10°C/min under a nitrogen atmosphere. The analytical temperature range was set between room temperature and 600°C.
Mechanical properties of the UHMWPE fiber and UHMWPE/MWCNT composite fiber
The mechanical properties of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber were investigated using a tensile test. The experiments were conducted using the ASTM D-2256 standard procedure. The equipment used to measure the properties was a universal testing machine (UTM, OTT-05, Oriental, Korea). The gage length of the test specimens was 250 mm, and the crosshead speed was 300 mm/min; 20 specimens were measured. The tensile strength, tensile modulus, and elongation at break of the UHMWPE fibers were calculated using Hooke’s law as follows:

where
Results and discussions
Diameters of the UHMWPE/MWCNT composite fiber
To measure the tensile strength of the UHMWPE/MWCNT composite fiber, the diameter of the fibers were measured using SEM. In addition, the morphology of the UHMWPE/MWCNT (10%) specimen with the highest MWCNT content was investigated. Table 2 and Figure 3 show the average value of the fiber diameter measured five times at 50 mm intervals for 0% 2 wt.%, 6 wt.%, and 10 wt.% of MWCNT content and 3, 15, 30, 45, and 60 draw ratio.
Fiber diameter of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.% and various draw ratio condition (unit: μm).


Fiber diameter variation of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.% and various draw ratio condition.
Figure 3 shows the fiber diameter variation curve of the UHMWPE/MWCNT composite fiber with various draw ratio (3, 15, 30, 45, and 60) and different weight percent of MWCNT content. As the draw ratio increases, tensile loading is applied in the fiber axial direction, and the C-H2, C-C molecular chains are oriented thus the fiber diameter gradually decreases and the length increases. In addition, it was confirmed that the fiber diameter gradually increased as the MWCNT contents increased. Therefore, the effect of the MWCNT content and draw ratio on the diameter of UHMWPE fiber was observed in more detail through SEM analysis.
Neat UHWMPE with a relatively high fiber diameter value and UHMWPE/MWCNT (10%) composite fiber with a low fiber diameter value were selected and the fiber diameter according to the draw ratio was observed. As shown in Figure 4, the morphologies of the fiber diameter with the draw ratio of the neat UHMWPE fiber can be observed. All specimens have a clean surface and no agglomeration phenomenon was observed. Also, as the draw ratio increased, the fiber diameter gradually decreased. However, in the case of UHMWPE/MWCNT (10%) fibers (Figure 5), agglomeration phenomenon of the fibers by MWCNTs could observed. The agglomeration phenomenon of these fibers was remarkably shown in the specimen with a draw ratio of 0, and this phenomenon disappeared as the draw ratio increased. We assume that the MWCNTs were oriented in the fiber axial direction during the drawing process so that the agglomeration was eliminated. It was observed that the fiber diameter of the UHMWPE/MWCNT (10%) composite fiber gradually decreased as the draw ratio increased, similar to that of the neat UHMWPE fiber. In addition, the UHMWPE/MWCNT composite fiber diameter at all draw ratio conditions shows a higher value than the neat UHMWPE fiber because of the agglomeration phenomenon and MWCNT occupying the volume of the UHMWPE fiber. In fact, as shown in Table 2, as the content of MWCNTs increased, the fiber diameter values of UHMWPE fiber increased.

SEM image of the Neat UHMWPE fibers according to various draw ratio condition: (a) draw ratio of 0, (b) draw ratio of 15, (c) draw ratio of 30, (d) draw ratio of 45, and (e) draw ratio of 60.

SEM image of the UHMWPE/MWCNT (10%) fibers according to various draw ratio condition: (a) draw ratio of 0, (b) draw ratio of 15, (c) draw ratio of 30, (d) draw ratio of 45, and (e) draw ratio of 60.
Thermal properties of the UHMWPE/MWCNT composite fiber
Differential scanning calorimetry analysis was performed to investigate the thermal properties with the draw ratio and various MWCNT contents of the UHMWPE/MWCNT composite fiber.
Among the test groups, a UHMWPE/MWCNT (10%) composite fiber with the highest content of MWCNT was selected and DSC analysis was performed for draw ratio of 3 and 60. Figure 6 shows the DSC curves for UHMWPE/MWCNT (10%) composite fibers with draw ratios of 3 and 60. As the draw ratio increased from 3 to 60, it shows that the melting temperature of the UHMWPE/MWCNT composite fiber with 10 wt.% MWCNT were determined as 138.31°C and 143.73°C respectively. Compared to the UHMWPE/MWCNT composite fiber with a draw ratio of 3, the melting temperature of the UHMWPE/MWCNT composite fiber with a draw ratio of 60 was improved by approximately 3%. We assume that this increase in melting temperature is the crystallinity increase due to the orientation of the polymer chain.
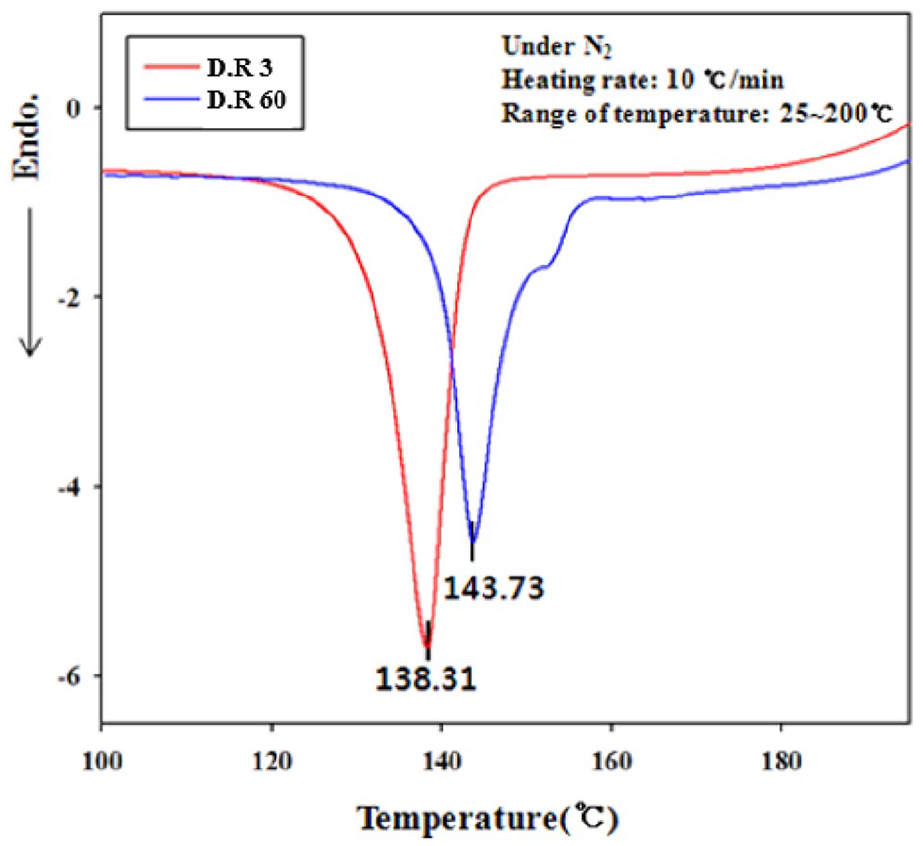
DSC curves of the UHMWPE/MWCNT (10%) composite fiber with draw ratio condition of 3 and 60.
In addition, a DSC analysis was performed to investigate the thermal properties of the UHMWPE/MWCNT composite fiber with various MWCNT contents. Figures 7 and 8 and Table 3 show the melting temperature and endothermic energy of UHMWPE/MWCNT composite fiber as the MWCNT content. The melting temperature of the Neat UHMWPE, UHMWPE/MWCNT (2 wt.%), UHMWPE/MWCNT (6 wt.%), and UHMWPE/MWCNT (10 wt.%) were 138.34°C, 138.65°C, 138.87°C, and 139.41°C, respectively. As the MWCNT content increased, the melting temperature of the UHMWPE/MWCNT composite fiber gradually increased and the melting temperature of the UHMWPE/MWCNT (10%) composite fiber was about 0.77% higher than that of the Neat UHMWPE fiber because MWCNT act as a nucleating agent inside the UHMWPE fiber to increase the crystallinity. The endothermic energy of the Neat UHMWPE, UHMWPE/MWCNT (2 wt.%), UHMWPE/MWCNT (6 wt.%), and UHMWPE/MWCNT (10 wt.%) were 180.01, 183.45, 194.41, and 199.61 J/g, respectively. The endothermic energy of the UHMWPE/MWCNT (10 wt.%) was about 10.88% higher than that of the Neat UHMWPE. The endothermic energy is the lowest at 2%, which is presumed to decrease the endothermic energy as the dispersion is good because MWCNT has high thermal stability. In the case of endothermic energy, it showed a similar tendency to the melting temperature, and as the content of MWCNT increased, the endothermic energy of the UHMWPE/MWCNT composite fiber gradually increased. It is obvious that the distribution of MWCNTs increases the crystallinity of the UHMWPE/MWCNT composite fiber. Li et al.6,9 reported that crystallization of the polymer can be controlled by CNT. Actually, acting as nucleating agents, MWCNT make the nucleation type of polyethylene change from homogenous to heterogeneous nucleating and the filling of CNTs nucleus accelerates nucleation and crystalline grains growing. Therefore, it can be confirmed that the melting temperature and endothermic enthalpy are improved as the UHMWPE/MWCNT composite fiber having a relatively high content of crystalline region.
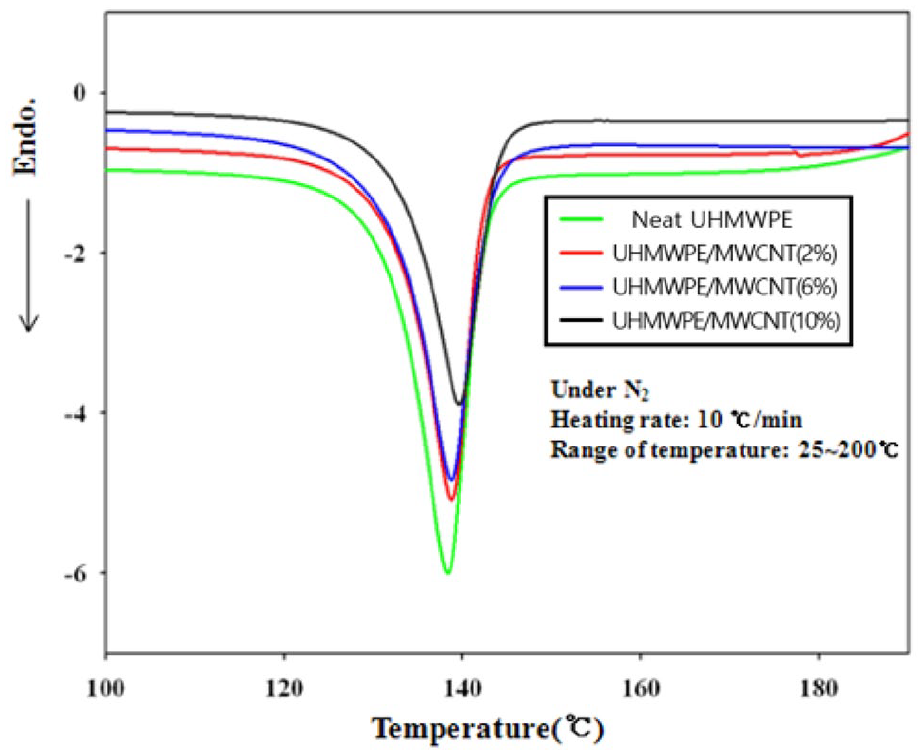
DSC curves of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.

Melting temperature and endothermic energy of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.
Melting temperature and endothermic energy of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.

Thermo-gravimetric analysis was performed to estimate the crystallization, decomposition temperature, and thermal stability of the samples in a specific temperature range. The as-prepared samples were heated from room temperature to 600°C at a heating rate of 10°C/min under a nitrogen atmosphere.
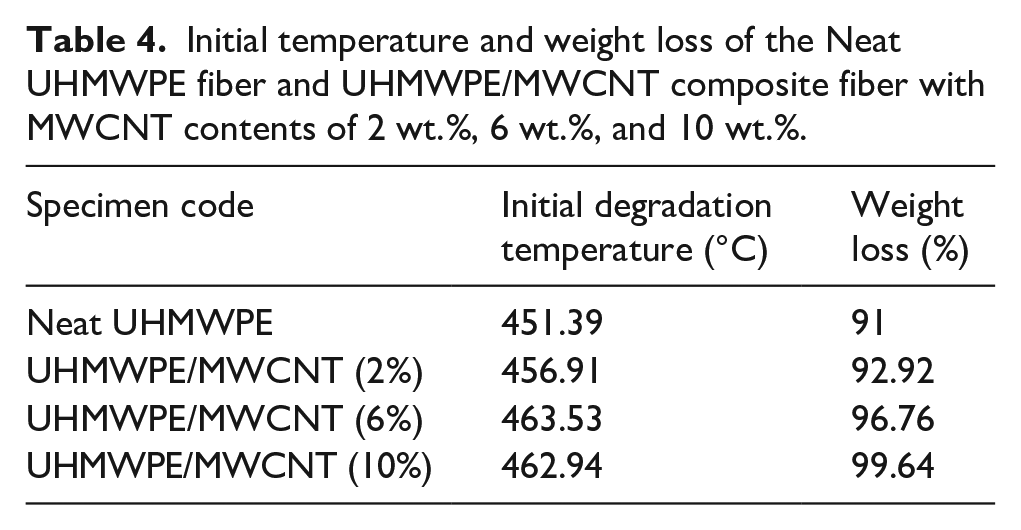
Figure 9 shows the thermal decomposition curves of the UHMWPE/MWCNT composite fiber with various MWCNT contents, and Table 4 lists the initial decomposition temperatures and percentage weight losses of the samples. For Neat UHMWPE, UHMWPE/MWCNT (2%), UHMWPE/MWCNT (6%), and UHMWPE/MWCNT (10%) the initial decomposition temperatures were 438.17°C, 441.20°C, 445.10°C, and 450.25°C, respectively; and the percentage weight losses were 83.8%, 81.1%, 77.2%, and 76.4%, respectively. UHMWPE/MWCNT (10%) showed a smaller decrease in weight loss of 9.6% compared with that of the Neat UHMWPE. The initial decomposition temperature increased due to an increase in the fraction of the crystal region, which has a higher melting point than the non-crystal region, with increasing MWCNT content, thereby improving the thermal stability.7,8 It is usually accepted that the improved thermal stability for exfoliated nano materials is mainly due to the formation of char, which prohibit the diffusion of the volatile decomposition products as a direct result of the improved permeability. However, in some cases the poor dispersion and distribution of nanocomposites lead to regional insufficient char formation than the exfoliation, probably due to the high level of MWCNT content. With relation to the residual portion for temperatures between 450°C and 600°C, the residual weight is higher for the composites containing MWCNT, than Neat UHMWPE fiber. The MWCNT present as additive seem to make the degradation kinetics slower upon absorbing the heat during the degradation process. The increase in MWNCT content can restrict the motion of the molecular chain of UHMWPE and decrease the mobility at the interface, so that, it caused in the better thermal stability of the composite fiber.7,8

TGA curves of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.
Initial temperature and weight loss of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.
Tensile properties of the UHMWPE/MWCNT composite fiber
In order to confirm the mechanical properties of UHMWPE/MWCNT depending on the draw ratio and weight percentage of the MWCNT, the tensile strength and young’s modulus were measured and the corresponding values are shown in Figures 10 and 11 and Tables 5 and 6.
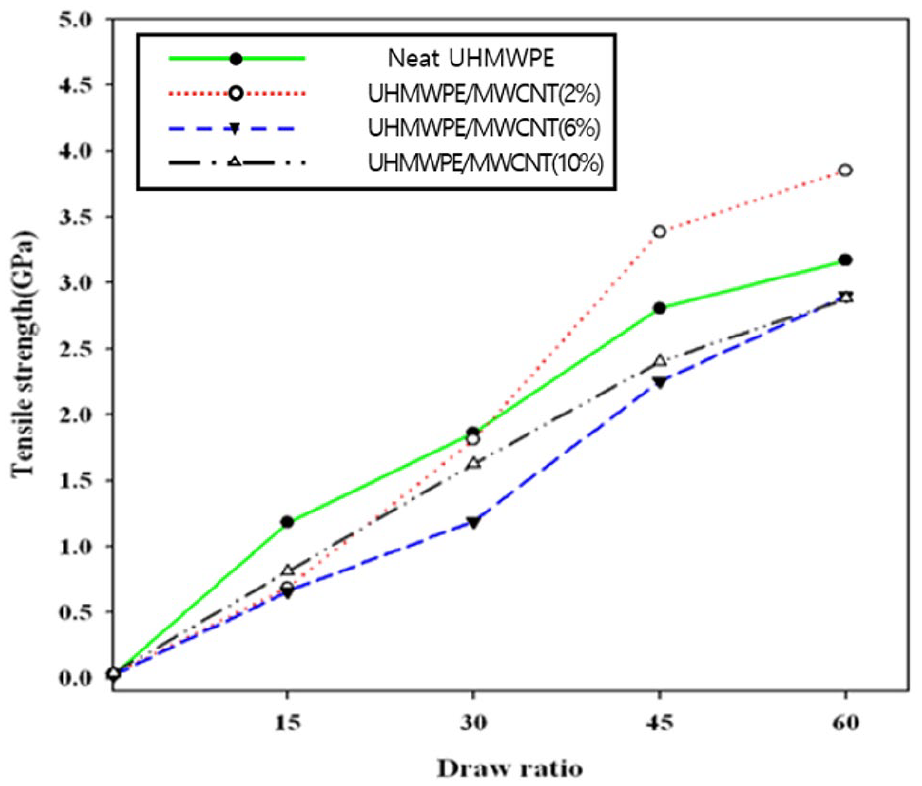
Tensile strength variation of the of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.

Young’s modulus variation of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.%.
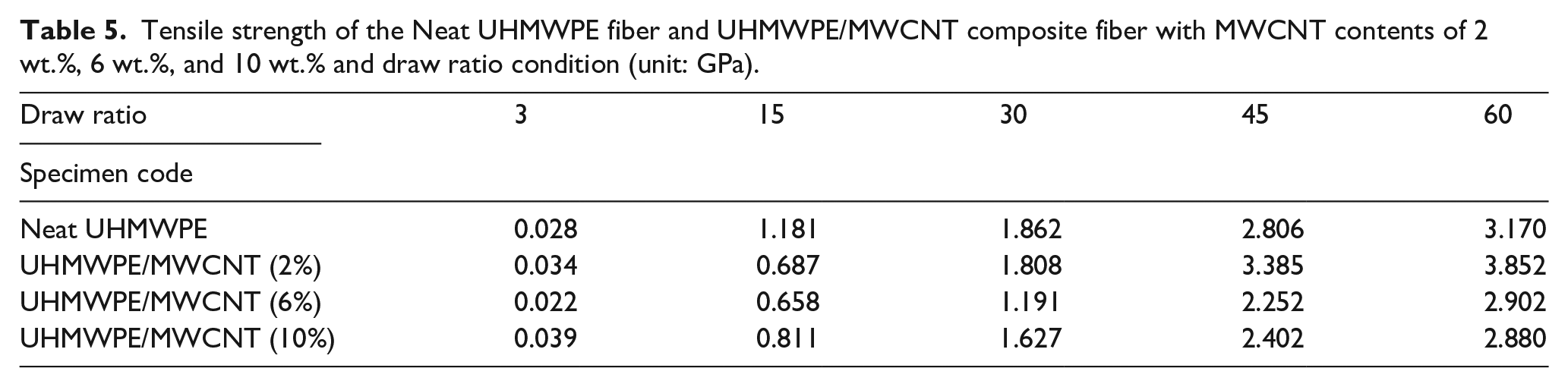
Tensile strength of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.% and draw ratio condition (unit: GPa).
Young’s modulus of the Neat UHMWPE fiber and UHMWPE/MWCNT composite fiber with MWCNT contents of 2 wt.%, 6 wt.%, and 10 wt.% and draw ratio condition (unit: GPa).

Figure 10 and Table 5 show the tensile strength of UHMWPE/MWCNT composite fiber with draw ratio and various MWCNT content. The tensile strength values for the Neat UHMWPE, UHMWPE/MWCNT (2 wt.%), UHMWPE/MWCNT (6 wt.%), and UHMWPE/MWCNT (10 wt.%) with draw ratio of 60 were 3.17, 3.85, 2.90, and 2.88 GPa, respectively. The tensile strength of UHMWPE/MWCNT (2%) was about 33.75% higher than that of UHMWPE/MWCNT (10 wt.%). The tensile strength of the UHMWPE/MWCNT composite fiber with 6 wt.% and 10 wt.% were measured lower than the Neat UHMWPE fiber.
Figure 11 and Table 6 show the young’s modulus of the UHMWPE/MWCNT composite fiber with draw ratio and various MWCNT content. As the draw ratio was 15, young’s modulus of the Neat UHMWPE, UHMWPE/MWCNT (2 wt.%), UHMWPE/MWCNT (6 wt.%), and UHMWPE/MWCNT (10 wt.%) were about 7.39, 3.82, 4.71, and 4.06 GPa, respectively. In the case of draw ratio was 60, young’s modulus of the Neat UHMWPE, UHMWPE/MWCNT (2 wt.%), UHMWPE/MWCNT (6 wt.%), and UHMWPE/MWCNT (10 wt.%) were about 23.48, 27.44, 25.24, and 22.16 GPa, respectively. The draw ratio 60 of fibers were higher young’s modulus of 228%, 575%, 400%, and 550% compared to the draw ratio 15 fibers.
In all tensile test specimens, it was confirmed that the tensile strength and young’s modulus gradually increased as the draw ratio increased. In particular, in the case of UHMWPE fiber adding a MWCNT content of 2 wt.%, the tensile strength value and young’s modulus were significantly increased under the draw ratio condition of 45 and 60. Under these test condition, UHMWPE/MWCNT composite fiber (2%) showed the highest tensile strength value and young’s modulus value among all test specimens. That is, the UHMWPE/MWCNT (2%) composite fiber showed the optimal tensile properties, and we assumed that due to the orientation of the UHMPWE polymer by fiber drawing process and the increase in crystallinity by the addition of MWCNT content of 2 wt.%. As we can see, the young’s modulus and tensile strength of the UHMWPE/MWCNT (2%) composite fiber clearly increase compared to that of the Neat UHMWPE fiber. Apparently, which are due to the reinforcing effects of MWCNTs in the composite fiber. Usually, there are a lot of defects in the crystal lattice of polymer materials, when the external loading was applied to the materials, the craze would emerge in the defect areas then stretched and cause the failure eventually. In the case of the composite fiber, the MWCNTs had a good interface with the polymer matrix, and it acts as blocking sites for the craze stretching. Simultaneously, an enhance of crystal region by adding MWCNTs also contribute to decrease defects which usually lies in the amorphous area of the materials. 6 However, the UHMWPE composite fiber adding MWCNT 6 wt.% and 10 wt.% showed lower tensile properties value than the neat UHMWPE fiber in all draw ratio conditions except UHMWPE/MWCNT (6%) composite fiber of draw ratio 60 specimen. That is, when a large amount of MWCNTs of 6 wt.% or more is added to UHMWPE, it indicates that the tensile properties are reduced. For this reason, we presume that the agglomeration of MWCNTs inside the UHMWPE fiber is the main cause of deterioration of the tensile properties of fibers. 4 At higher amount of MWCNTs, the nanofillers start to agglomerate and act as impurities and stress concentrators which hinder the mobility of polymer chains from fiber alignment. Thus, The improvement in tensile strength and young’s modulus depends on the quality of MWCNTs, the uniformity in dispersion of MWCNTs in polymer matrix, and the efficiency of load transfer between matrix and filler. 8
Conclusion
This study investigated the effect of MWCNT addition with various weight percentage and draw ratio on the mechanical and thermal properties of UHMWPE fiber.
DSC and TGA analysis were performed to confirm the thermal properties of the UHMWPE/MWCNT composite fiber with the MWCNT content and draw ratio. MWCNT addition improved the thermal properties of UHMWPE composite fibers. In DSC analysis, the melting temperature of the UHMWPE/MWCNT (10%) composite fiber was about 0.77% higher than that of the Neat UHMWPE fiber and the endothermic energy of the UHMWPE/MWCNT (10 wt.%) was about 10.88% higher than that of the Neat UHMWPE. Also, in TGA analysis, UHMWPE/MWCNT (10%) showed a smaller decrease in weight loss of 9.6% compared to the Neat UHMWPE.
Tensile test was performed to confirm the mechanical properties of the UHMWPE/MWCNT composite fiber with the MWCNT content and draw ratio. As a results, the UHMWPE/MWCNT (2 wt.%) composite fiber shows superior tensile performance. In the case of tensile strength, it was determined as 3.85 GPa and young’s modulus determined to be 27.44 GPa, respectively. However, when the MWCNT content exceeds 2 wt.%, the tensile performance of the UHMWPE/MWCNT composite fiber was decreased. It was concluded that this is because the nanofillers start to agglomerate and act as defect agent and stress concentrators that interfere with the mobility of the polymer chains in the fiber alignment.
Footnotes
Acknowledgements
The authors thank the Core Research Support Center for Natural Products and Medical Materials (CRCNM) for technical support regarding the nano-indentation test.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is financially supported by Korea Institute for Advancement of Technology (KIAT, Korea) (Project No. P0012770). Project name: To build grounds for mold analysis and commercialization of the carbon molded parts. This work is also financially supported by Ministry of Trade, Industry & Energy(MOTIE, Korea) (Project No. 2011899). Project name: Development of atypical hydrogen storage device for hydrogen electric vehicles for joint application of electric vehicle platform.