
Abstract
In this study, the relationship between the functionality and comfort of conductive fabrics for smart clothing is investigated by examining changes in the mechanical, electrical, and comfort properties of knitted fabrics based on the blending ratio of conductive yarns. Hence, flat knitted fabrics of the same structure are manufactured using polyester and silver-coated polyamide yarns. Subsequently, their weight, thickness, tensile strength, tensile strain, bending rigidity, breathability, surface properties are measured, and their cool touch feeling, surface resistance, and electrical heating performance are evaluated. Because the strength and specific gravity of a silver-coated conductive yarn are high, with an increase in its blending ratio, its weight, tensile strength, and bending rigidity increase, whereas its strain decreases. In terms of the comfort properties, the air permeability increases as the blending ratio of the conductive yarn increases, because the pores on the surface of the knitted fabric are increased structurally owing to the conductive yarns. However, the water vapor transmission rate remains unchanged. Meanwhile, the surface roughness does not change significantly in the wale direction; however, it increases in the course direction as the blending ratio of the conductive yarn increases. The recoverability from compression decreases, and the work of compression increases as the blending ratio of the conductive yarn increases. This implies that the conductive fabric can be compressed easily but is less likely to recover from compression. Changes in the surface roughness and compression property show that the hand value of the knitted fabric is altered by the insertion of the conductive yarn. The electrical properties improved by increasing the blending ratio of the conductive yarns. In particular, even with only 33% insertion of conductive yarns, extremely good electrical properties are obtained, that is, low resistance, sensitive resistance change due to stretching, and heating of 48°C. Therefore, blending conventional and conductive yarns instead of using only conductive yarns improve comfort and wearability when applying conductive knitted fabrics to smart clothing.
Introduction
Smart clothing is a type of wearable electronic device that comprises a sensor that transmits data pertaining to the wearer and the surrounding.1–5 Currently, smart clothing is used in fields such as sports, fitness, medicine, healthcare, military, safety, fashion, and entertainment. 1 A key element that affords the wearability and electrical function of smart clothing is conductive textiles, which include fibers, yarns, fabrics, or end products comprising elements that result in an electrical or electronic circuit, with or without processing capability, or the components thereof. 6 These fabrics are next-generation composite materials that perform functions such as bio-signal measurement, heat generation, light emission, and energy storage by combining materials such as metals, conductive polymers, and conductive inks with conventional fibers.2–4,7–9
Owing to recent advances in manufacturing technology, wearable strain sensors or clothing with conductive knitted fabrics demonstrate broad application prospects in the fields of human activity monitoring, disease diagnosis, and health assessment. 10 Although knitted fabrics are used widely in clothing, sensors for measuring strain and temperature based on their loop configurations are novel applications of conductive knitted fabrics. The elastic and extendable substrates of fabrics allow these sensors to be used for measuring large tensile strains. 11 Therefore, the knitted fabric serves as an electric path, sensor, and interactive tool for smart wearables. 12 Arumugam et al. 13 developed a knitted fabric using yarn composed of polypyrrole-coated cotton fibers and reported the thermal, electrical, optical, and hydrophobic properties of the fabric for sportswear. Zhou et al. 14 investigated the structure and properties of a PANI/cotton conductive knitted fabric as a strain sensor for monitoring human activities.
However, wearable devices are to be improved in terms of their sensitivity, stretchability, and flexibility before they can be used commercially. 10 Because wearable smart products are designed to be worn on or close to the body, they must be sufficiently breathable and comfortable to ensure the well-being of the wearer. 15 According to Ju and Lee, 5 to promote the sued of smart clothing to consumers, manufacturers must incorporate and redesign smart features to provide comfort, convenience, and esthetics. In particular, because smart clothing is to be worn for a long duration to monitor physiological signals or movements of the human body, it must be designed to provide comfort to the wearer. The fabric-skin contact that occurs when smart clothing is worn exerts pressure and mechanical fatigue to the human body. 16 However, most researchers have focused only on the functionality of smart clothing, whereas the interaction between the wearer and fabric is investigated less, if at all.3,17 Tadesse et al. 17 argued that comfort, which is the most important aspect in smart clothing, has been disregarded but must be prioritized in the future to increase the acceptability of smart textile fabrics.
Clothing comfort can be assessed in terms of thermophysiological comfort, tactile comfort, and mechanical comfort. 15 Thermophysiological comfort is associated with the manner by which clothing buffers and dissipates metabolic heat and moisture, whereas the tactile sensation of sensorial comfort is the sensation felt after wearing the fabric, such as prickly, itchy, stiff, or smooth.18–20 Both dimensions of comfort are primarily affected by the constituent materials, including the fiber type, yarn parameters, fabric structure, and finishing treatment. 21
Conductive fabrics composed of metallic yarns synthesized via conventional methods are disadvantageous owing to their stiffness, low air permeability, and heaviness. 22 Regarding conductive yarn coated with silver, which is used as a representative conductive material, its inherent physical properties, such as elasticity and appearance, change owing to the deposition of metal particles on the surface of the yarn, thus further affecting the mechanical properties and tactile sensation of smart clothing. Therefore, smart fabrics for various applications can be developed and utilized by understanding the mechanical properties, comfort, and tactile properties of fabrics that change depending on conductive yarns or materials. Tadesse et al. 3 measured the comfort of a functional textile product using Kawabata’s evaluation system and then compared the results with those of conventional textile products. The evaluation showed that polyester knitted fabrics incorporated with copper were rougher as compared with pure polyester fabric. Sima et al. 23 introduced a system to test and evaluate the thermal comfort of smart textile clothing. Oner et al. 18 synthesized upholstery fabrics using twisted cotton/polyester yarn with copper wire and measured the air permeability and thermal and water vapor properties of the hybrid fabrics to determine their thermophysiological comfort behavior for electro-textile applications. However, the studies conducted hitherto do not consider the overall characteristics of conductive fabrics, such as their electrical, mechanical, and comfort properties, for their application to smart clothing. Their electrical and comfort properties can yield conflicting results depending on the material or fabric structure. Therefore, the relationship between the electrical and comfort properties of conductive fabrics must be elucidated.
In this study, changes in the mechanical properties, sensibility, and conductivity of knitted fabrics were investigated based on the blended ratio of silver-coated conductive yarn. To exclude the effects of fiber type, yarn parameters, and fabric structure, the same polyester and conductive yarns were used, and the fabric structure was manufactured using the same interlock stitch knitted pattern to prepare the samples. The mechanical properties of the prepared samples were examined in terms of their weight, thickness, tensile strength, tensile strain, and bending rigidity. Their comfort properties, that is, thermophysiological comfort and sensorial comfort, were evaluated based on the air permeability, water vapor transmission, wettability, surface roughness, compressive resistance, and cool touch feeling. Finally, the electrical properties of the prepared conductive knitted fabrics were evaluated based on their surface resistance, resistance change due to stretching, and electrical heating performance.
Experimental
Materials
Conductive yarns (Silver Tech 120 Tex 28, AMANN, Germany) with silver coating were selected to knit the conductive fabrics. The yarns were hybrid yarns comprising 32 filaments of silver-coated polyamide and 44 filaments of polyester, and their linear density was approximately 250 deniers. The resistance of the yarns was less than530 Ω/m. A scanning electron microscopy (SEM) image of the conductive yarn is shown in Figure 1. A metal layer is coated on the surface of the conductive yarn, and the thickness of the metal layer is 335 nm. Meanwhile, energy dispersive X-ray spectroscopy (EDS) results confirm that silver, carbon, silicon, and oxygen are present in the polyamide filament inside the conductive thread.

Polyamide conductive yarns with silver coating: (a) SEM images and (b) EDS result.
Preparation of knitted fabrics with conductive yarns
In this study, a conductive knitted fabric was manufactured using a computerized flat-knitted machine (330HP. W, Stoll, Germany). The structure of the knitted fabric was fixed using an interlock stitch, as depicted in Figure 2. Interlock-stitched fabrics are the simplest double-knit fabrics produced by interlocking two 1 × 1 rib structure and demonstrate excellent shape stability. 24 Three ply-twisted yarns were prepared using 48 filaments of 150 deniers 100% polyester yarn and polyamide conductive yarn; subsequently, they were placed into a knitting machine to accommodate a gage factor of 14 G. The blending ratio of the knitted fabric was adjusted to 0%, 33%, 66%, and 100% based on the amount of inserted conductive yarn. The final samples were named 3P, 2P1C, 1P2C, and 3C, based on the number of inserted polyester and conductive yarns (Table 1).
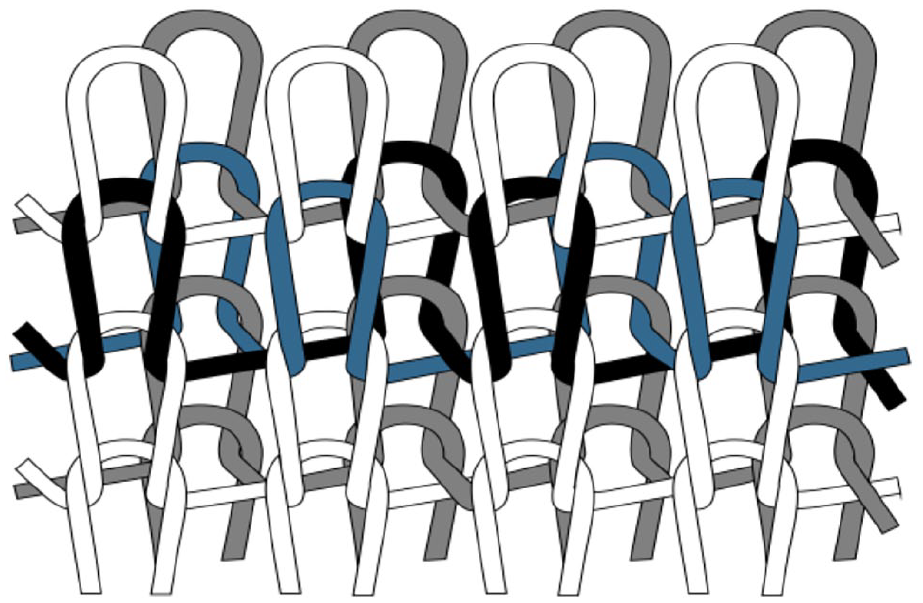
Structured of weft-knitted interlock stitch pattern.
Names of prepared knitted fabrics based on blending ratio.

Characterization
Mechanical properties
The knitted fabrics were observed under a digital microscope (R-2000; Hirox, Japan). The weight and thickness of the prepared knitted fabrics were measured as per the ISO 3801:1977 and ISO 5084:1996 standards, respectively. The loop density was expressed as the sum of the number of loops within 1 in in the wale and course directions. Changes in the tensile strength and elongation of the knitted fabrics were evaluated using the ASTM D 5035-2011: 2019 strip method. A sample having 2.5 cm width and 15 cm length in the wale direction was fixed in clamps with a distance of 7.5 cm. The tensile strength was measured using a universal testing machine (Instron-5543, USA) with a 1 kN load at an extension rate of 30 cm/min.
The bending strength was assessed based on the ISO 4606: 2013 method using a fixed-angle bending tester. All the samples had dimensions 2.5 cm × 15 cm, and their properties were measured in the wale and course directions. The final values were obtained by averaging the values obtained from five measurements performed on different sections of the sample.
Comfort and sensitivity
The air permeability was tested according to ASTM D737-04: 201647 using a Frazier air permeability tester (FX3300, TEXTEST, Switzerland). An air pressure of 125 Pa was applied in the vertical direction and each sample was measured five times.
The water vapor transmission rate (WVTR) was measured using the calcium chloride method of ASTM E 96-80. The prepared samples were fixed at 3 mm above a cup containing calcium chloride and then placed in a conditioned chamber set at 40 ± 2°C and 90 ± 5% RH for 1 h. The amount of water vapor transmission per unit area for 24 h was calculated using equation (1).

where p is the WVTR (g/m2⋅24 h);
To evaluate the wettability of the conductive knitted fabrics, a contact angle analyzer (Theta Lite Optical Tensiometer, KSV Instruments, Finland) was used to determine the static contact angle. The samples were attached to a slide glass using a 3M tape, and a 3.5 ± 0.3 µL drop of deionized water was deposited on the surface to be investigated. The contact angle of the water droplet was recorded 1 s after it was deposited. Ten different sites on each sample were measured, and the average value was calculated.
The hand values of the conductive knitted fabric were analyzed based on the surface roughness, coefficient of friction, and compression resistance. The surface roughness and coefficient of friction were measured using a KES-FB4 surface tester (Kato Tech Co., Ltd. Japan). The compression resistance was tested using a KES-G5 compression tester (Kato Tech Co., Ltd. Japan). For each sample, each measurement was performed thrice on the fabric surface, which measured 20 cm × 20 cm. The surface roughness and coefficient were measured along the wale and course directions, respectively.
The cool touch feeling properties were evaluated based on the JIS L 1917 method using a KES-F7 Thermo Labo II device (Kato Tech Co., Ltd. Japan). As shown in Figure 3, the sample was placed on a measuring table with the back side facing upward. Thereafter, a T-BOX was placed promptly on the test samples, which were adjusted to 30°C to obtain the measured Q-max (W/cm2) value. The final value was obtained by averaging five measurements obtained at different positions.
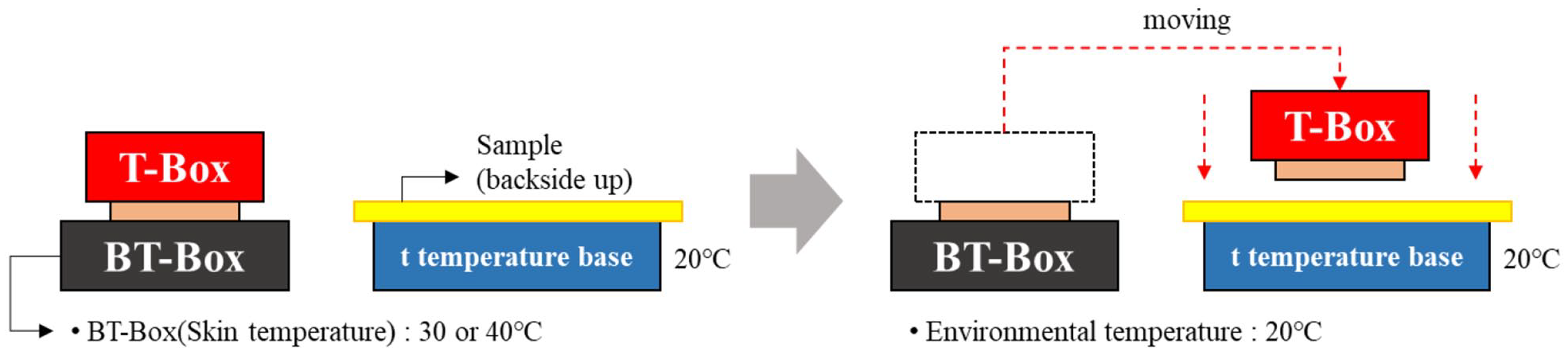
Method for performing cool touch feeling test based on JIS L 1917.
Conductivity
The electrical properties obtained by inserting conductive yarns were compared based on their surface resistance and electric-heating properties.
As shown in Figure 4, the surface resistivity of the conductive textile was measured using a DC milliohm meter (GOM-804, GW INSTEK, Taiwan) based on AATCC 76-1995. 25 The final surface resistivity was obtained by averaging five measurements obtained at different positions.
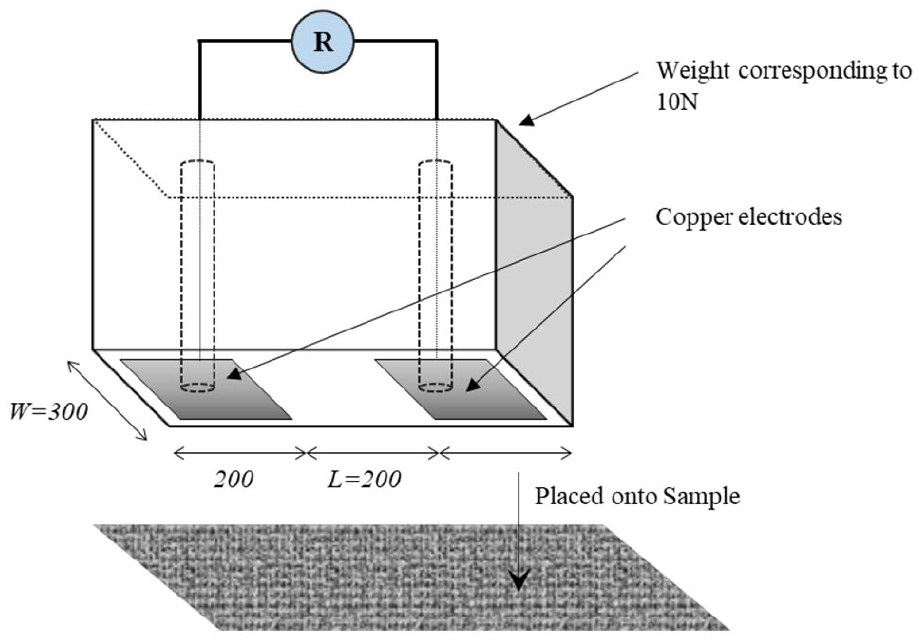
Method for measuring surface resistivity of textiles based on AATCC 76-1995. 24
The change in the electrical resistance as the conductive textile was elongated measured using a DC milliohm meter. The textile samples measured 3 cm × 10 cm in the test direction. The sample was supported at a distance of 5 cm using two alligator clips, and the initial resistance value was measured. Thereafter, the sample was stretched to observe the change in resistance based on elongation rate. The fabric resistances were tested at 10%, 50%, 10%, and 100% elongations in the wale and course directions, respectively. Three samples were tested, and the average value of the electrical resistance was calculated.
The electric heating properties were observed at the surface temperature by applying a voltage using a thermal imaging camera (Testo 868, Testo SE&Co. KGaA, Germany) to investigate the heating performance of the conductive knitted fabric caused by heat resistance. The voltage was limited to 3 and 6 V using alkaline batteries (Duracel®, 6LF22). Thermal images of the surface were captured 1 min after applying the voltage.
Result and discussions
Appearance
Changes in the fabric appearance due to the different blending ratios of the conductive yarn are shown in Figure 5. The 3P knitted fabric, which is composed 100% polyester, appears in vivid orange, whereas the saturation gradually decreases as the number of conductive yarns increases. Meanwhile, 3C appears completely gray, and 2P1C shows almost no conductive yarns on the surface despite the insertion of conductive yarns. By contrast, in 1P2C, conductive yarns are exposed on the surface, whereas they are evenly distributed on the surface and backside of the fabric. In 3P, the space between the yarns is small and the sample appears bulky, whereas in 3C, the gap between yarns is widened, and loops and pores are clearly observed as the conductive yarns are inserted. This is because the conductive yarn is coated with silver particles on the surface, which render the surface of the fiber smoother and less hairy as compared with the polyester yarn. In addition, the polyester yarn used in this study is composed of 48 filaments without additional twists, whereas the conductive yarn has an S-twist with a silver-coated nylon yarn composed of 32 filaments and a polyester yarn composed of 44 filaments (Figure 6). Yarns with a lower number of twists tend to be hairier and are more likely to pill and lint. 24 Therefore, as the blending ratio of the conductive yarn increases, it is speculated that the surface of the knitted fabric becomes flatter, and the pores appear larger because of the significant number of twists of the conductive yarn.

Appearance of the conductive knitted fabrics: (a) 3P, (b) 2P1C, (c) 1P2C, and (d) 3C.

SEM images of (a) the conductive yarns with silver coating and (b) polyester yarns.
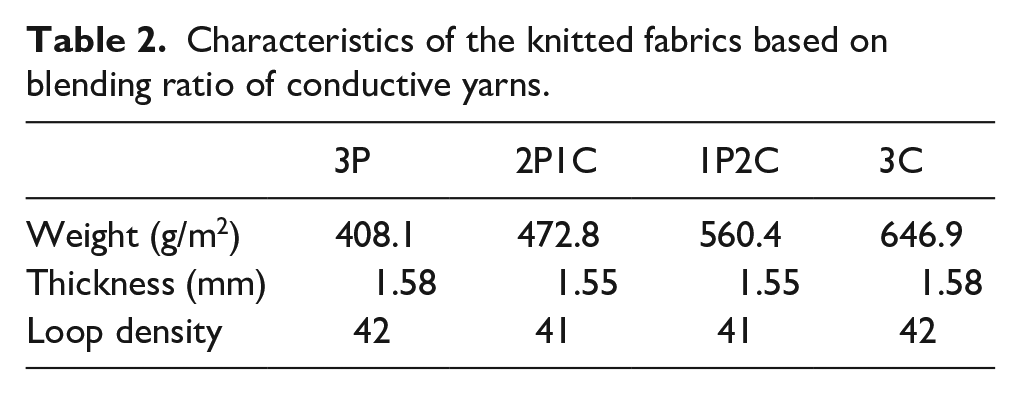
The thickness and weight of a knitted fabric are associated with the drape and fullness of a piece of clothing. 26 The weight, thickness, and loop density of the prepared knitted fabric samples were measured, and the results are shown in Table 2. The thickness and loop density of the knitted fabrics are not significantly altered by the blending ratio of the conductive yarns. However, as the blending ratio of the conductive yarn increases, the weight increases significantly. The weights of the samples are 472.8 g/m2 for 2P1C, 560.4 g/m2 for 1P2C, and 646.9 g/m2 for 3C, which are 16%, 37%, and 59% higher than that of 3P (408.1 g/m2), respectively. This is because the conductive yarn used in this study is of approximately 250 deniers, which is greater than the 150-denier linear density of polyester. One denier is defined as the weight in grams for 9000 m of fiber or yarn. 24 However, when measuring the thickness of the conductive yarns, the weights of the pure fiber and metal can be measured as well, even though the thickness is the same as that of normal fibers. In general, the specific gravity of nylon and polyester is 1.14–1.38 g/cm3, whereas that of silver is 10,500 kg/m3, which is significantly greater than that of the fiber listed in.24,27,28 Therefore, the thickness and gage number of the knitted fabric remain unchanged because the thicknesses of the polyester and conductive yarns are similar, as shown in Figure 6. However, the weight of the knitted fabric increases gradually with the insertion of the conductive yarns, which are heavier owing to the silver coating.
Characteristics of the knitted fabrics based on blending ratio of conductive yarns.
Mechanical properties
The mechanical properties of the knitted fabrics with various blending ratios of the conductive yarn were evaluated in terms of their tensile and bending strengths, which are associated with their relaxation, resilience, and flexibility. 26
The tensile property is a basic fabric mechanical property that directly affects the fabric design and wearing properties. 29 In particular, the tensile properties of knitted fabrics are associated with their relaxation and resilience. 25 Figure 7(a) shows the tensile strength and strain curves measured in the wale direction of each knitted fabric. The tensile strength and strain at the breakpoint are 597 N and 136% for 3P, 656 N and 126% for 2P1C, 878 N and 121% for 1P2C, and 809 N and 73% for 3C, respectively. In particular, because the strain of 3C is one-half that of 3P, the reduction in strain is greater than that in strength. Based on an analysis of samples composed of two types of yarns, 2P1C shows a similar strength to that of 3P but a slightly lower strain, whereas 1P2C shows similar strength to that of 3C but a higher strain. The tensile strength increases and the strain decreases as the blending ratio of the conductive yarn in the knitted fabric increases. In other words, the relaxation and resilience of the fabrics are reduced by the insertion of the conductive yarns. According to Montazer and Nia, 30 the introduction of silver particles into the nylon structure creates a cross-linked network between the polyamide chains. Therefore, the silver-coated nylon fiber produces a fabric with higher strength and lower strain owing to its greater rigidity as a result of the cross-linked network. In addition, the conductive yarn used in this study is a hybrid yarn with an S-twist. In general, the twisting of a yarn increases the cohesion force between the fibers, which increases the strength of the yarns and hence the strength of the fabric. 24

(a) Tensile strength and strain and (b) bending rigidity obtained using fixed angle bending tester of the conductive knitted fabric based on blending ratio.
Meanwhile, bending properties are vital to the esthetics and drape ability of textile materials. 31 Figure 7(b) shows the bending strength based on the blending ratio of the conductive yarns and the bending directions. The bending rigidity values in the wale and course directions are 738 and 552 mN⋅m for 3P, 867 and 626 mN⋅m for 2P1C, 971 and 685 mN m for 1P2C, and 1119 and 689 mN m for 3C. The high bending rigidity of the fabric implies that it is an extremely hard and stiff fabric that does not bend easily. 26 Therefore, as the blending ratio of the conductive yarn increases, the bending strength increases as well, resulting in a stiffer fabric. The stiffness of a fabric is affected by various factors, such as the initial elasticity, yarn characteristics, fabric density, weight, and thickness.32,33 As the number of conductive yarns increases, the strength increases, strain decreases, and initial modulus of elasticity decreases. In addition, the increase in bending strength can be attributed to the twisted conductive yarn. Yüksekkaya et al. 34 discovered that fine yarns result in fabrics that are less stiff, whereas wire-like yarns increase the fabric stiffness owing to their high stiffness. In addition, the increase in bending strength by the insertion of conductive yarns is more pronounced in the wale direction than in the course direction. The interlock structure used in this study receives less stress from the curved area in the course direction; therefore, the yarn can move more freely, and hence, the fabric exhibits better stretch properties in the course direction. 26 Because the elasticity in the course direction is excellent, the bending strength in the course direction is not significantly affected by the insertion of the conductive yarn.
Comfort properties: Thermophysiological and sensorial comfort
Comfort is a physiological, psychological, and physical sensation derived primarily from the external environment. 35 In particular, clothing comfort is a combination of two aspects that create a subjective perception of satisfactory performance: thermophysiological and sensory comforts.18,19 From a thermophysiological perspective, comfort is significantly affected by the manner in which clothing buffers and dissipates metabolic heat and moisture. Textiles for clothing should provide comfort by balancing heat and moisture in the body, as well as, ensure optimal heat gain/loss, air movement near the skin, and moisture management around the skin. 35 By contrast, sensorial comfort pertains to the interaction of the piece of clothing with the senses of the wearer, particularly with the tactile response of the skin. 19 Therefore, sensorial comfort is primarily determined by the mechanical and surface properties of textiles, including the number of surface fibers and contact points, bending stiffness, resistance to shear and tensile forces and coolness to touch.
In this study, the comfort properties of conductive knitted fabric with different blending ratios are evaluated in terms of thermophysiological and sensory comforts. To evaluate the thermophysiological comfort of the fabric, the air permeability, water vapor transmission properties, and wettability of the conductive textiles are measured. Meanwhile, sensorial comfort is evaluated based on the surface roughness, friction force, compression resistance, and cool touch feeling.
Table 3 summarizes the thermophysiological comfort properties based on the blending ratio of the conductive knitted fabric. Figure 8 shows the changes in the air permeability and WVTR based on the conductive yarn content of 3P in percentage.
Thermophysiological comfort properties of the knitted fabric based on blending ratio of conductive yarns.


Change in thermophysiological comfort based on air permeability and WVTR.
The air permeability increases with the blending ratio of the conductive yarn, and 3C exhibits an air permeability value approximately twice that of 3P. The air permeability increases with the conductive yarn content because the pores on the surface of the knitted fabric are structurally increased by the conductive yarn. As mentioned above, the twisted conductive yarn strengthens the bond between fibers to smooth the surface, thereby reducing the bulkiness and increasing the dimension of pores exposed to the surface. However, it is noteworthy that as the content of the conductive yarns increases, the pores enlarge, and the air permeability of the conductive fabric increases, although the water vapor transmission does not change significantly. Water vapor transmission in textiles occurs via several mechanisms, including diffusion, absorption, adsorption, and forced convection. 35 During diffusion, the environmental pressure gradient promotes moisture movement throughout the textile structure.35,36 Thus, diffusion can occur through the open spaces of the fabric and is promoted by increases in the size and number of pores. Meanwhile, absorption refers to the ability of the fabric to allow water vapor to enter it, whereas adsorption is the migration of water vapor along the surface of the fabric. 35 These phenomena are related to the capillary structure or wetting properties of the fiber materials. Therefore, the change in WVTR is assumed to be significant owing to the increase in the content of the hydrophilic silver metal, although the pores on the surface increases owing to the conductive yarn. This is consistent with the result where the water contact angle decreases as the hydrophilicity of the knitted fabric increases owing to an increase in the blending ratio of the conductive yarn.
Figure 9 summarizes the sensorial comfort properties of the knitted fabric based on the blending ratio of conductive yarns. The surface properties are related to the smoothness of the fabric and represented by the coefficient of friction and surface roughness. 26 An evaluation of the surface property (Figure 9(a) and (b)) shows no significant changes in the wale direction; however, in the course direction, the friction coefficient and surface roughness increase with the blending ratio of conductive yarns. The coefficients of friction of 3P, 2P1C, 1P2C, and 3C are 0.26, 0.25, 0.25, and 0.25, respectively, in the wale direction, and 0.38, 0.38, 0.40, and 0.43, respectively, in the course direction. Meanwhile, their surface roughness values are 2.74, 2.91, 2.26, and 2.75 µm, respectively, in the wale direction, and 13.58, 13.88, 17.55, and 19.14 µm, respectively, in the course direction. The friction coefficient and surface roughness increase as the surface become irregular owing to the enlarged pores in the highly twisted conductive yarn. In particular, on the knit surface with an interlock stitch, loops are formed in the transverse direction, resulting in alternately arranged yarns and pores in the course direction. In general, the roughness and friction coefficient of interlock-stitched knitted fabrics are larger in the course direction than in the wale direction. 26 Therefore, inserting the conductive yarn imposes a more significant effect in the course direction owing to the structural characteristics of the conductive knitted fabrics.

Sensorial comfort properties of knitted fabric based on the blending ratio of conductive yarns: (a) coefficient of friction, (b) surface roughness, (c) compression resistance, and (d) cool touch feeling properties.
Compression measurements indicate the resilience and fullness of the knitted fabric, which are important parameters for determining the comfort and hand value. 26 In compression measurements, the compressional energy (work of compression) is associated with the comfort of a textile product. 3 The higher the compressional energy, the higher the compressibility. As depicted in Figure 9(c), the compressional energy values of the knitted fabric are 0.86, 1.24, 1.50, and 1.33 for 3P, 2P1C, 1P2C, and 3C, respectively. This indicates that the knitted fabrics become softer when conductive yarns are inserted into them. In particular, the compression energies of 2P1C and 1P2C, which are composed of polyester and conductive yarns, are greater than that of 3C, rendering them softer and more flexible. This is because the blending of the two yarns with different characteristics allows the fibers and yarns to move relatively unrestrictedly. By contrast, the recoverability of compression is the percentage of energy recovery from deformation due to compression in the thickness direction. 37 Based on analysis, the compression recoverability values for 3P, 2P1C, 1P2C, and 3C are 51.9%, 43.8%, 33.6%, and 31.2%, respectively. In general, conductive yarns coated with silver possess lower elasticity than polymeric fibers. 38 Therefore, as the amount of conductive yarn in the knitted fabric increases, the elasticity and resilience of the fabric decrease, and thus, the recoverability of compression is reduced. Consequently, compression can be achieved easily, but the deformed shape is not recovered; therefore, the shape stability deteriorates due to the insertion of conductive yarns.
Finally, the sense of heat/coolness when the fabric is in contact with the human skin determines the sensorial comfort of textile products. A warm or cool feeling is generated when the fabric is in contacted with skin initially, which is associated with the heat flow between the skin and contacted object. 39 In other words, the higher the amount of heat transferred from the skin to the fabric because of the difference in thermal conductivity between both surfaces, the cooler the wearer feels, which causes discomfort. Figure 9(d) shows the maximum heat flow (Qmax) values based on the blending ratio of conductive yarns in the knitted fabric. The Qmax values of 3P, 2P1C, 1P2C, and 3C are 0.176, 0.184, 0.211, and 0.236 W/cm2, respectively, further indicating that the heat flow rate increases linearly with the blending ratio of the conductive yarns. The Qmax value depends on the heat capacity and conductivity of the fabric in the area of contact. 39 Therefore, the thermal conductivity of the fiber and its surface properties such as surface roughness can significantly affect the cool touch feeling. The intrinsic thermal conductivity of silver is 429 W/m⋅K, whereas, those of polyamide and polyester, which are fiber materials, are 0.28 and 0.18 W/m⋅K, respectively.40–42 Because the thermal conductivity of silver is much greater than that of the polymeric fiber, the cool touch feeling is enhanced despite the decrease in the contact area owing to the increase in surface roughness arising from the insertion of conductive yarns.
Electrical properties of conductive knitted fabrics
The electrical properties realized by inserting conductive yarns were determined based on the surface resistance and electrical heating performance.
Table 4 summarizes the sheet and linear resistances measured in the course and wale directions of each sample. Both the sheet and linear resistances decreases as the blending ratio of the conductive yarn increases. When conductive particles such as silver form a continuous network inside the polymer matrix, a path for electrons is formed that allows the flow of electricity. 30 Therefore, by increasing the conductive yarn blending ratio, the electrical properties are promoted via the creation of more networks that allow the movement of electrons. However, in the case of 2P1C and 1P2C, the linear resistance in the wale direction is larger than that in the course direction. In conductive knitted fabrics, the linear resistance of conducting yarns and contact resistance between conductive yarns contribute significantly to the total electrical resistance. 43 When manufacturing a knitted fabric, the braided thread with polyester and silver-coated yarns forms a loop in the transverse direction to create the fabric. Thus, in the course direction, conductive yarns can generate a continuous electron path. Meanwhile, loops are entangled with each other in the wale direction, resulting in contact resistance due to the overlap of conductive yarns, which increases the linear resistance. 2 However, as shown in Figure 10, when all the samples are connected to a power source, the LED lights are turned on with similar brightness regardless of the blending ratio of the conductive yarns.
Electrical properties of the knitted fabric based on blending ratio.

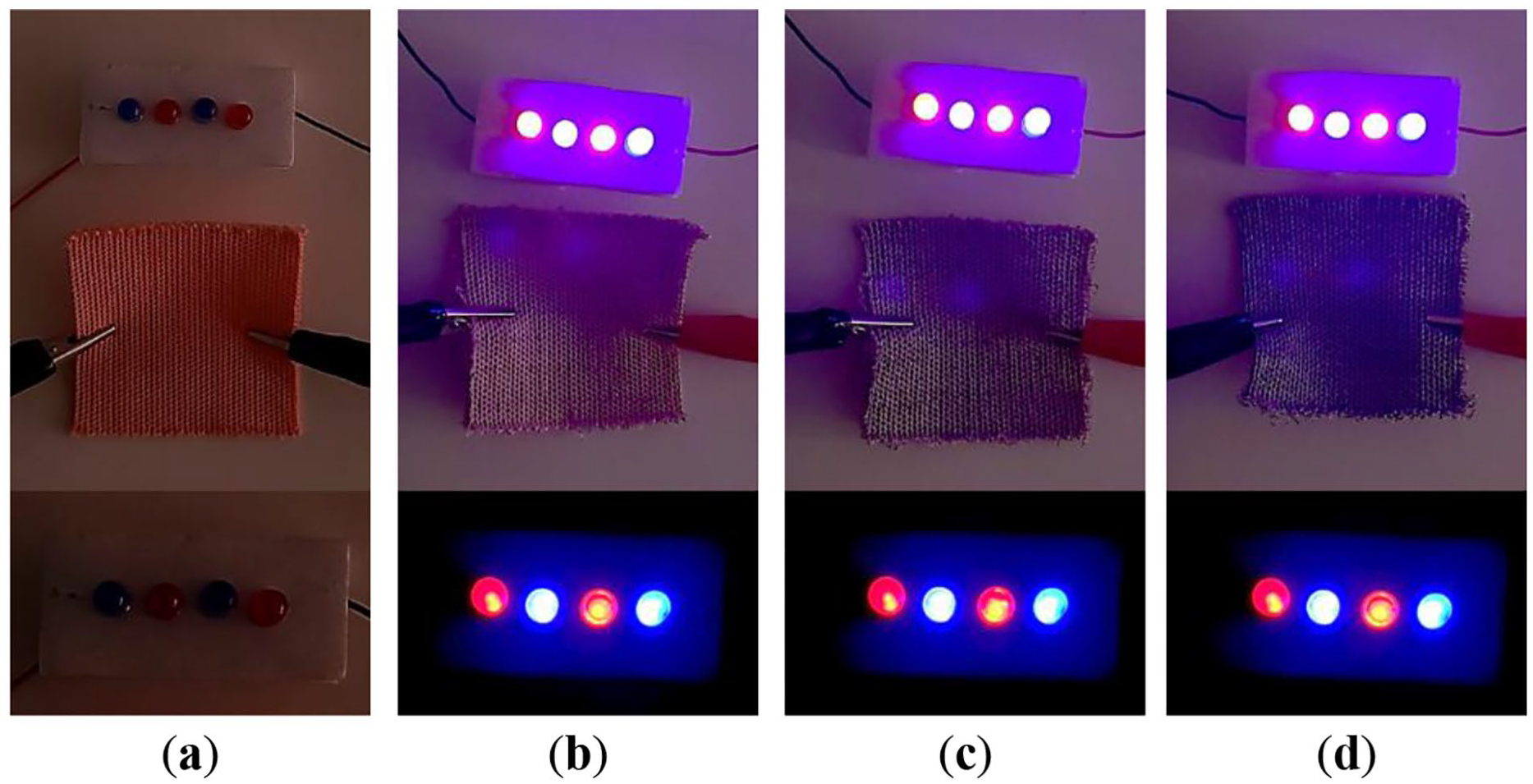
Photographs of light-emitting diode lamps prepared using conductive knitted fabrics: (a) 3P, (b) 2P1C, (c) 1P2C, and (d) 3C.
The main feature of knitted fabrics is their excellent elasticity.44–46 In particular, a knit structure with conductive yarns is the most flexible and effective form of electronic textile. 2 The structure of a conductive knitted fabric changes owing to external forces such as tension or compression, which results in changes in the electrical properties, thereby realizing the sensing function. 14 To examine the change in the electrical properties of conductive yarns with different blending ratios due to tension force, the linear resistance of these yarns is measured when they are stretched up to 50% and 100% in the wale and course directions, respectively. As shown in Figure 11, 1P2C and 3C, which are composed of a significant amount of conductive yarn, exhibits negligible change in resistance even at the maximum elongation in both the course and wale directions. Meanwhile, 2P1C, which possesses relatively less conductive yarn, exhibits a linear decrease in resistance as it is elongated, where the rate of decrease is more pronounced in the wale direction than in the course direction. When a conductive material is stretched, its cross section is reduced, which results in higher resistance. In addition, in textiles, a higher contact pressure between filaments may result in lower contact resistances. 10 Therefore, when the knitted fabric is stretched, the yarn forming the loop is linearly stretched by an external force, and the cross-sectional area decreases, which causes the linear resistance to decrease. Simultaneously, the contact pressure between the yarns increases, and the contact resistance decreases. This trend is more evident when the blending ratio of the conductive yarn is lower in the wale direction, where several contact points appear between the looped yarns. Figure 12 shows the change in resistance for each sample when elongation and 50% recovery are repeated 100 times in the wale direction. Despite repeated stretching and recovery, all samples exhibit a constant change in resistance, particularly 2P1C. The maximal elongation rate of the skin is 17%–94% depending on the body part; therefore, to detect the movement of the human body, the resistance must be changed appropriately even when the elongation is slight. 47 Moreover, a significant resistance change due to external forces is preferable in wearable devices or smart clothing even when the resistance is slightly higher. Hence, 2P1C, which exhibits a significant resistance change due to stretching, is considered the most suitable wearable strain sensor instead of 1P2C or 3C, which exhibits negligible resistance change.

Change in resistance due to stretching in wale and course directions: (a) wale direction and (b) course direction.

Surface resistance of the conductive knitted fabric at 30% stretch after 100 cycles: (a) 2P1C, (b) 1P2C, and (c) 3C.
The electrical heating performance of the conductive knitted fabric is evaluated based on resistance heating. Resistance heating occurs because of the interaction between electrons and atomic nuclei. In a conductor with an electric field, electrons collide with the atomic nuclei as they move. As the kinetic energy from the vibration of the atomic nuclei increases, the energy is discharged as heat.48,49 Therefore, electric heating can be realized only when the resistance is significant.
After both sides of the sample are connected with electric wires and a voltage is applied, changes in the surface temperature are observed based on thermal images for 5 min to investigate the electrical heating performance of the conductive knitted fabric based on the blending ratio of the conductive yarns. As shown in Figure 13, the surface temperature of the knitted fabric increases immediately after the voltage is applied. When a voltage of 3 V is applied to the samples, the surface temperatures are 40.0°C, 33.6°C, and 32.7°C for 2P1C, 1P2C, and 3C, respectively. This is because the silver particles attached to the surface of the fiber form a continuous conductive network, and the flow of free electrons generates a chaotic heat motion without direction, thus resulting in heat on the fabric surface. 48 Therefore, the higher the electrical resistance, the greater the number of collisions between electrons and atomic nuclei, and thus, more heat is generated. Consequently, the surface temperature of 2P1C with a high electrical resistance is assumed to be the highest. Meanwhile, when the voltage is 6 V, the surface temperatures of 2P1C, 1P2C, and 3C increase to 48.3°C, 47.7°C, and 42.3°C, respectively. 2P1C exhibits the highest surface temperature, but the difference in surface temperature among the samples decreases. According to Joule’s law, a higher voltage generates more current and hence more energy, which is released as heat; consequently, an increase in the temperature is observed on the electro-conductive fabric surface.4,49,50

Electro heating performance of conductive knitted fabric based on different applied voltages: (a) 2P1C, (b) 1P2C, and (c) 3C.
In this experiment, silver-coated conductive yarn blended with conventional fibers, as compared with a non-blended version, affords a higher electric heating at approximately 40°C even at an extremely low voltage of 3 V. Therefore, electrical heating performance can be realized even with extremely low power, such as in AA batteries; therefore, the abovementioned blended conductive yarn can be applied to wearable devices or smart clothing. However, when this blended conductive yarn is applied to smart clothing, the applied voltage must be adjusted or the surface resistance must be increased to produce a heating element that generates a suitable amount of heat for the human body.
Conclusion
The effect of the blending ratio of conductive yarns on the mechanical properties, comfort, and electrical properties of knitted fabrics was investigated in this study. By varying the insertion amount of polyester and silver-coated yarns, conductive knitted fabric samples with the same structure but different blending ratios were prepared.
An evaluation of the mechanical properties revealed that as the amount of conductive yarn inserted increased, the weight of knitted fabric increased. In addition, the tensile strength increased slightly, and the elongation decreased. For example, the elongation of 3C was 50% of that of 3P. The bending rigidity did not change in the course direction but increased in the wale direction as the blending ratio of the conductive yarns increased and the fabric became stiffer. Both thermophysiological and sensorial comforts were observed. In terms of physiological comfort, the air permeability increased with the blending ratio of the conductive yarn, whereas the WVTR did not change as the hydrophilicity of the fabric increased. Results from the sensory comfort test showed that as the surface roughness in the course direction increased, the blending ratio of the conductive yarn increased, compression became easier, and recovery became more difficult. In particular, the level of cool touch feeling increased linearly with the insertion of conductive yarns. Finally, in terms of the electrical properties, as the blending ratio of the conductive yarn increased, the surface resistance of the fabric decreased rapidly, thereby indicating its excellent conductivity. However, depending on the application of strain sensors or heating pads, 2P1C and 1P2C blended with polyester and conductive yarns performed better than 3C in terms of sensitivity to stretching and electrical heating.
Therefore, providing conductivity while maintaining physical performance by blending conventional yarns with conductive yarns instead of using only conductive yarns can afford better comfort and wearability when applying conductive knitted fabrics to clothing such as smart clothing.
This study reveals the characteristics of conductive fabrics required for smart clothing through a comprehensive investigation of the mechanical, electrical, and comfort properties of conductive knitted fabrics based on the content of conductive materials. In future studies, it will be evaluated the effects of textiles and clothing on function and comfort using a wider variety of conductive yarns and materials to accelerate the commercialization and market expansion of smart clothing.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
This paper was supported by research funds for newly appointed professors of Jeonbuk National University in 2021. And this work was supported by the National Research Foundation (NRF) of Korea funded by the Korean government (MSIP) (Grant No. 2021R1F1A1060287).