
Abstract
As an epoch of intelligent clothing is coming, soft body armor is required to possess not only improved mechanical performance but more functions, such as electronic conductivity, anti-ultraviolet capability, electrical heating property, etc. In this work, polypyrrole (PPy) is coated on Twaron fabrics to enhancing their stabbing resistance and simultaneously endowing them with multifunction. The resultant PPy-coated Twaron fabric exhibits better tensile strength. The strength of the PPy-coated fiber is increased by 12.03% and the maximum friction between the yarns in the PPy-coated fabric increases by 8.96 times. The quasi-static stab resistance of the PPy-coated fabric is also significantly improved in comparison with that of the neat counterpart. Furthermore, PPy-coated fabric exhibits anti-ultraviolet capability, high electrical conductivity, and stable electrical heating properties. The saturation temperature from the electrical heating is tunable by adjusting the applied voltage. These functions ensure that the treated fabrics can be applied in more areas and facilitate relieving the adverse effects from the external environment (rainstorm, blizzard, insolation, etc.) for the soft body armor. This study offers the potential of developing the novel generation of smart soft body armor with both excellent protective performance and intelligent wearable properties.
Introduction
Humans have been using various forms of body armor to protecting themselves from dangerous weapons such as guns, knives, etc. Moreover, the limitation on gun ownership in most countries has led to increasing edge tool attacks. Therefore, an increasing number of scholars are focusing on enhancing the stab resistance of materials. Aramid (e.g. Kevlar® and Twaron®) woven fabrics are widely used in the field of stab-resistant body armor because of their high-strength and high-modulus.1,2 Conventional fabric armor usually requires multiple layers (approximately 15–50 layers) to ensure the protection level, but the increase of layers will restrict the agility of the wearer.3,4 Thus, how to enhance the stab resistance of the armor without laying up more fabrics is invariably concerned. In addition, severe environment like rainstorm, blizzard, insolation etc. will severely reduce the performance of the body armor. Hence, the stab-resistant body armor is urgently required to be endowing with more functions to relieve the environmental effects.
Numbers of researchers found that the increase of the friction between yarns could effectively enhance the stab resistance of high-performance fabrics.5,6 In order to increase the friction, nanomaterials or shear thickening fluids (STFs) were always applied to be treated on the fabrics.7,8 Gowthaman and Sekhar 6 used low temperature hydrothermal solution method to coat ZnO nanowires onto woven Kevlar® fabrics. The inter-yarn friction of Kevlar fabrics coated with ZnO nanowires were found to be dramatically increased. Nasser et al. 9 utilized the strongly basic solution to generate microscale-to-nanoscale fibrils on the surface of the fibers, which improved interfacial interaction between the neighboring yarns and fibers. The fibrilization, therefore, enhanced the pullout behavior and impact resistance of aramid fabrics. Gürgen and Kuşhan 10 designed multiphase STFs with various particle sizes of silicon carbide (SiC) additives to treat high performance fabrics. Their experimental results indicated that the increase in the inter-yarn friction was the main mechanism in the energy absorption of STFs treated fabrics. They also demonstrated that multi-phase STFs realized further improvement in the stab resistance of fabrics compared with single-phase STFs. The application of those nanomaterials and STF could indeed enhance the stab resistance of the fabrics. Nevertheless, it is still expected to use some kind of material to treat the aramid fabrics, by which not only could the enhancement be reached but also the fabrics could possess more functions like electrical conductivity, anti-ultraviolet capability, electrical heating property, etc.
Polypyrrole (PPy) is one of the most promising conductive polymers and has attracted considerable attention in fabricating smart textiles due to its high conductivity, excellent adhesion to the fibers, and ease of synthesis.11–13 It can form a uniform coating consisted of closely packed nanoparticles. The nanoparticle size of polypyrrole on sample is approximately 50–100 nm. 14 A great amount of work has been done to produce the PPy-coated fabric as flexible electrodes, 15 heat generation, 16 electromagnetic interference (EMI) shielding materials, 17 and energy storage devices. 18 Wang et al. 19 fabricated a multi-functional textile by depositing in situ PPy-modified MXene sheets onto PET textiles. The coated fabric had exceptional electromagnetic interference (EMI) shielding efficiency and excellent Joule heating performance. The saturated temperatures reached to 57°C and 79°C at the voltage of 3 and 4 V, respectively. Gahlout and Choudhary 17 used the impregnated in situ polymerization method to produce PPy-coated wearable fabrics for EMI shielding application. Their results demonstrated that cotton lycra fabrics had highest conductivity (~3.92 × 10 S/cm) and EMI shielding value (26 dB) among all the selected fabrics. Furthermore, PPy has excellent antibacterial properties on textiles. 20 Sanchez Ramirez et al. 21 used ultrasound method to evenly coat polypyrrole dispersions on polyester fabrics. Excellent antibacterial results were obtained on fabrics with 4.33 g/m2 of polypyrrole nanoparticles. Antimicrobial activity of polypyrrole is likely due to positive charges along the polymer chain. Lv et al. 18 used the improved in-situ polymerization method to fabricate PPy-coated multifunctional fabric. The PPy-coated interdigitated electrodes could be assembled into flexible textile micro-supercapacitors, and six of them in series could power a blue light-emitting-diode (LED) of 3 V for more than 30 s. Most of studies focused on the electrical, thermal, and EMI shielding functions of PPy-coated fabrics, but few on their applications for stab protection. Such coating could be deduced to improve the stab resistant performance of the coated fabric, because it makes the surfaces of the fibers rougher, which would probably enhance the inter-yarn friction and therefore the stab resistant performance.22,23
In this work, an in situ polymerization method was used to fabricate the PPy-coated aramid fabrics, and a dense and thin coarse layer of PPy was deposited onto the fabric surface. The tensile force of fiber is increased after coating and the aramid fiber gets the anti-ultraviolet property. The friction of yarns increased dramatically, and the PPy-coated fabrics have better stab resistance performance. The electrical conductivity and Joule heating performance of coated fabric were also investigated. This work offers a simple and practical method for improving mechanical performance of aramid fabric and transforming it into multifunctional textile.
Experiments
Materials
In this research, para-aramid (Twaron®) filament yarns provided by Teijin were used to produce the plain-woven fabric. The yarn linear density is 93Tex, while the areal density is 201 g/m2. The thread density of fabric is 10.5 × 10.5 yarn/cm.
Pyrrole (97%) monomer was procured by Sigma Aldrich China. Ferric trichloride hexahydrate (FeCl3·6H2O), sodium 5-sulfosalicylate (NaSSA), Cyclohexane, and absolute ethyl alcohol were purchased from Sinopharm Chemical Reagent Co. Ltd (Shanghai, China).
Preparation
The in situ solution polymerization method was used to fabricate PPy-coated Twaron fabric. This method has been proven to be simple and practical in the previous work.14,18 Schematic view of preparation of PPy-coated Twaron fabric is presented in Figure 1. The Twaron fabrics were cut in the required sizes (square: 300 × 300 mm) and horizontally placed in a polypropylene box. The samples were washed with an acetone-ethanol solution to remove any organic contaminants. The sodium 5-sulfosalicylate (0.36 M) and ferric chloride (0.36 M) were dissolving in de-ionized water. Then, the fabric was completely immersed in the aforementioned aqueous solution and froze for 3 h. Subsequently, an oil-phase solution was prepared by dissolving pyrrole monomer (0.36 M) in cyclohexane. The oil-phase solution was added on the freeze aqueous solution and the cyclohexane solution changed to solid. Then, the two-phase system kept stationary at approximately 0°C–5°C for 6 h. The polymerization samples were taken out, thoroughly washed in distilled water, and finally dried in vacuum at 80°C for 6 h.

Schematic view of preparation of PPy-coated aramid fabric.
Experimental measurements and characterizations
The morphologies of the samples were investigated by scanning electron microscopy (SEM, Hitachi TM-3030, Japan) and an energy-dispersive X-ray spectrometer (EDXS, Bruker Quan-tax 400) attached to the SEM. Electrical conductivity of PPy-coated fabric was measured by an RTS-8 four-point probe measurement system (Guangzhou, China) at 25°C ± 2°C temperature and 65% relative humidity.
Tensile strength of single fibers was tested on electronic single fiber strength machine (YG006) according to the Standard ISO5079. For each type of fiber, ten samples were tested. In order to test the ultraviolet resistance performance, the ultraviolet crosslinking device (UV07-II) was used to age the neat and PPy-coated Twaron fiber. The UV wavelength was selected to be 254 nm, while the power was set to be 50 J and the aging time was 6 h.
Yarn pull-out tests were carried out using a microcomputer controlled electronic universal machine (MTS) at room temperature. The dimension of the fabrics was 100 × 50 mm. The free end of a single yarn in the middle of the fabric was fixed on the upper grip, while the bottom of the sample was mounted in the lower grip, as shown in Figure 2(a). Quasi-static stab tests were performed by mounting the spike impactor in the crosshead of a load frame with a 500 N load cell. The engineered spike impactor used in this test is shown in Figure 2(b). The sample was clamped by a hollow cylindrical holder, with its outside diameter being 15 cm and the inner 5 cm. The spike impactor was then driven to the fabric target at a speed of 20 mm/min. Load versus displacement curves were recorded and used to quantify the stab-resistant performance of those fabrics.

Schematic illustration of experimental equipment: (a) yarn pull-out test schematic diagram of fabric and (b) spike and puncture testing.
A DC power supply (GPS-3030DD, GWINSTEK, China) was used to test the electrical and thermal properties of the PPy-coated fabric. Thermal images were taken using a forward-looking infrared radiometer IR imaging camera (FLK-TIR32 9HZ, Fluke, USA).
Results and discussion
Morphological characterization
The SEM and SEM-EDX images of neat and PPy-coated fabrics are shown in Figure 3. It is observed that the pristine Twaron fibers are smooth and clean (Figure 3(a)), while the surfaces of PPy-coated fibers are rougher (Figure 3(b)–(d)). The PPy nanoparticles distribute uniformly on the surfaces of aramid fibers and fill the gaps between the fibers. Thus, it could be inferred that polymerization of pyrrole takes place simultaneously both on the fiber surfaces and in the solution. Figure 3(e) and (f) present the SEM-EDX elemental mappings images, where the chemical elements of the PPy coating are illustrated. It can be inferred that carbon is from PPy and NaSSA, while nitrogen and oxygen are from PPy and NaSSA, respectively. A small amount of sulfur and chlorine is from NaSSA and doped FeCl3. All the elements are uniformly distributed on the fiber surface, which indicates that the conductive polymer is evenly coated on the surface of Twaron fabric.

SEM image of pristine fabric (a), PPy-coated fabric (b–d) fiber, and elemental mapping images (e–i).
Tensile and anti-ultraviolet performance
Figure 4(a) shows the single fiber tensile force of neat Twaron fiber and PPy-coated fibers. The average breaking force of the neat one is 29.92 cN, whilst the counterpart of the coated one is 32.58 cN, which increases by 8.9%. The reason of the increase in strength of single fiber can be attributed to the layer of PPy-coating. As shown in Figure 4(a), the diameters of the neat fiber and PPy-coated fiber are 9.8 and 10.9 μm. The thickness of PPy-coating layer can be calculated to be 0.55–1.1 μm by the SEM images in Figure 3. The PPy-coating layer also have the tensile strength, and therefore the tensile force of PPy-coated fiber slightly increases.

(a) Tensile force of Twaron and PPy coated Twaron fiber and (b) breaking force of aged fiber.
The main disadvantage of aramid fibers is that their mechanical performance would degrade when they are exposed to UV-light irradiation, because the amide-bond structures of the aramid fibers are vulnerable to the UV-light. Figure 4(b) shows the breaking force of the neat and PPy-coated Twaron fibers before and after the exposure to 3- and 6-h UV-light irradiation, respectively. It is obvious that the breaking force of fiber decreases with the increasing exposure duration. After 3- and 6-h UV-light irradiation, the breaking force of neat aramid fibers decreased to 25.35 and 23.94 cN, which reduces by 15.1% and 19.9%, respectively. In contrast, the breaking force of the PPy-coated fiber decreases to 30.41 to 29.47 cN, which only reduces by 3.2% and 6.7%, respectively, after the same aging conditions. The results suggest that the PPy-coating could significantly enhance the UV resistance of aramid fibers. This could be attributed to the black of the PPy coating, being capable of absorbing most of UV rays and therefore attenuating the UV effect.
Yarn pull-out test for inter-yarn friction
The inter-yarn friction is highly related to the protection performance of woven fabrics. Yarn pull-out test is a direct method to quantify the friction among yarns. Figure 5 presents the yarn pull-out force versus displacement curves of neat Twaron and PPy-coated Twaron fabrics. A yarn pull-out curve includes two stages. In the first stage, the pull-out force surges as the displacement increases. When the yarn is completely straight, the force increases rapidly until reaching a peak. In the second stage, the pull-out force presents a declining trend with damped oscillation. There are multiple peaks and troughs that represent pulling of yarn over multiple interlaced threads. When the yarn is being pulled over another yarn, the force increases and when yarn is completely drawn over from that particular yarn it decreases. This happens for every thread over which the yarn is being pulled. 24 In Figure 5, the peak force of the neat fabric is 0.77 N whereas that of the PPy-coated fabric is 6.02 N, which is around eight times larger. Similar situations can be found in the oscillation stage. The results imply that the inter-yarn friction of the PPy-coated fabric is much higher than that of the neat one. The images in Figure 3 can well explain the testing results, where the PPy-coated fibers have rougher surfaces compared with the neat counterparts.

Yarn pull-out force versus displacement curves of neat Twaron and PPy-coated Twaron fabric.
Stab resistance
Figure 6(a) shows the quasi-static loading results of neat and PPy-coated fabrics against the spike impactor threats. The force-displacement curves can be divided into three zones. In zone I, the tip of spike contacts with the targeted fabric and the yarns are de-crimping and in tension. Then, the tip begins to pass through the fabric, and the yarns are partially pulled out and surround the tip to form a “windowing” (zone II). When the tip thoroughly passes through the fabric, the surrounding yarns rub with the surface of the spike (zone III). Since the diameter of the spike increases, the force starts to oscillate. The frictional resistance between the spike impactor and the fabric plays a pivotal role in zone III.

(a) Force-displacement curves for quasi-static stab loading, (b) the morphology of the damaged neat fabric, and (c) PPy-coated fabric.
In all of the three zones, as shown in Figure 6(a), the values of the force obtained from the test of PPy-coated fabric are considerably higher than the corresponding values for the neat counterpart. In the zone II, the maximum forces for the neat fabric and the PPy-coated fabrics are 5.1 and 9.1 N, respectively. The PPy-coating leads to a significant increase by 78.4%. In the zone III, the superiority becomes more considerable. The force for the coated fabric increases dramatically and the maximum surges to 14.6 N. In contrast, the force for the neat one oscillates at around 5.6 N. The results indicate that the PPy-coated fabrics are considerably superior to the neat counterparts in terms of the stab resistance, and the superiority is enlarging during the impact process.
In order to identify the mechanisms behind, the morphologies of the two damaged fabrics are compared with each other, as shown in Figure 6(b). It is obvious that the primary yarns in neat fabric have slid away without severe fracture after the impact, whereas in the PPy-coated fabric are completely damaged. Accordingly, it could be deduced that the superiority of the PPy-coated fabrics principally lies in their higher inter-yarn friction, which has been confirmed in Figure 5. To be more specific, when the tip of a spike contacts and starts to pass through the PPy-coated fabric (in the zone I and II), the primary yarns are overall confined to withstanding the spike impact owing to the high inter-yarn friction, whilst for the neat fabric in the same situation, the primary yarns tended to slip away. In other words, the PPy-coated fabric provides more fibers in filaments to be loaded than the neat one does. When the tip completely passes through the PPy-coated fabric (in the zone III), increasing numbers of fibers are loaded and damaged during the subsequent piercing process for the increase of the diameter of the spike. In contrast, the primary yarns in the neat fabric keeps sliding away, which forms the “windowing” effect and leads very limited amounts of fibers to be loaded and damaged. That is why in the zone III the maximum force for the PPy-coated fabric surges to 14.6 N from 9.1 N, whereas that for the neat one increases by less than 10% in Figure 6(a). In addition, the coating could increase the strength of the fibers in Figure 4 and the friction between the fibers and the spike. These would be also the reasons for the improved stab resistance.
Electrical conductivity and electrical heating
The electrical conductive performance of PPy-coated Twaron fabric is presented in Figure 7. In order to verify the excellent electrical conductivity, PPy-coated fabric (80 mm in length) was used as a wire to connect with a red light-emitting-diode (LED) in a closed circuit. As shown in Figure 7(a), the LED bulb is on after two dry batteries (3 V) were installed in the circuit, which confirm that the PPy-coated fabrics can well conduct electricity.
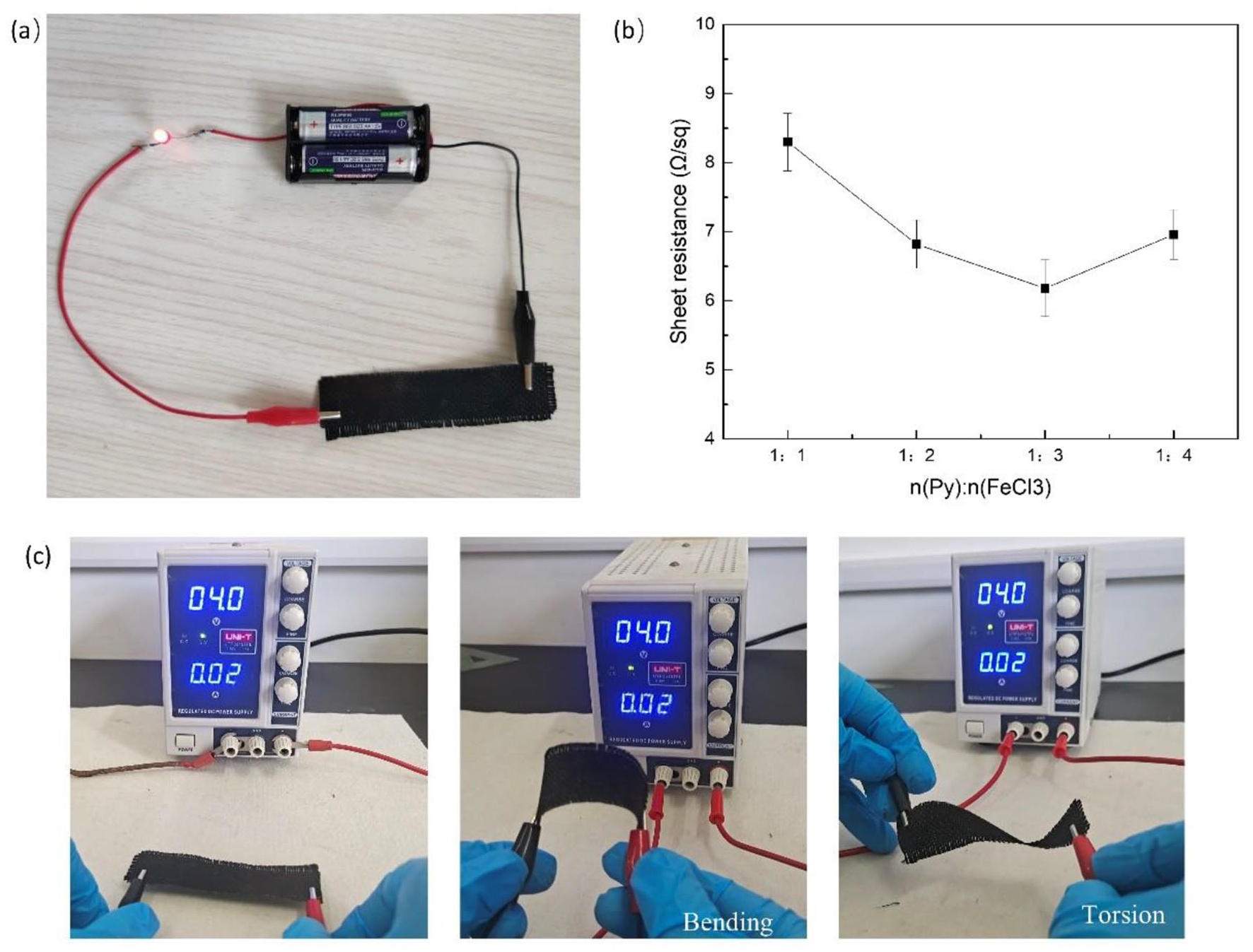
(a) Photo of PPy-coated fabric as a connection wire in a closed circuit, (b) the influence of different mole numbers of pyrrole and FeCl3, and (c) insensitivity to the physical stress of PPy-coated fabric when the fabric was bended or twisted.
The mass ratios of the monomer (pyrrole) to the oxidant (FeCl3) in the solution would influence the sheet resistance of the treated fabrics,22,25,26 and therefore fabrics treated by solutions with four different ratios of pyrrole to FeCl3, namely 1:1, 1:2, 1:3, and 1:4, were fabricated. Their sheet resistance is demonstrated in Figure 7(b). The sheet resistance presents a trend of an increase after a decrease with the ratio declining. When the ratio is 1:3, the resistance of the fabric reaches the lowest, which is 6.183 Ω/sq.
In practical applications, the PPy-coated fabrics are demanded to retain their electrical properties under various types of deformation. The sensitivity of fabric conductivity to mechanical deformations was measured using DC power by connecting alligator clips to two edges of the PPy-coated sample under three states (flat, bending, and torsion), and the results are illustrated in Figure 7(c). The current output remains unchanged, which indicates that the mechanical deformation has very limited influence on the sheet resistance of PPy-coated fabric.
The electrical heating property is also of paramount significance for the intelligent body armor. According to the joule’s law, the generated heat H can be expressed by

(a) Current-voltage curves of PPy-coated fabric, (b) time–temperature curve at different voltages, and (c) thermal camera images of fabrics after the application of different voltages for 110 s.
In order to identify the influence of the voltage on the electrical heating performance, the surface temperature of the fabric was measured by IR imaging camera at five levels of low DC voltages, namely 1, 2, 3, 4, 5 V. Figure 8(b) illustrates the time–temperature curves at different voltages. When the power was turned on, the surface temperature rose sharply during the first 10 s, and then reached a value close to the saturation temperature during the next 10 s, which subsequently kept almost stable when the generated and lost heat overall reached a balance. The saturation temperatures of the PPy-coated fabric under 1, 2, 3, 4, and 5 V are identified to be 26.6°C, 30.4°C, 38.4°C, 49.1°C, and 65.7°C, respectively. The results imply that the saturation temperature depends on the applied voltage, and the higher voltage input brings about the higher saturation temperature. The infrared camera images in Figure 8(c), presenting steady temperatures at the corresponding fixed applied voltages, confirm the results and the conclusion. Table 1 lists the electric heating properties of various fabrics coated with PPy in this and others’ work. It is demonstrated that the PPy-coated Tawron fabrics we fabricated have relatively decent saturation temperature in comparison with the counterparts in others’ work.
Comparison of the saturation temperature with those in other reports.

Conclusion
In sum, we fabricated the PPy-coated Twaron fabrics with improved stab resistant performance and new functions including anti-ultraviolet, electrical conductivity, and electrical heating by using a simple and practical in situ polymerization method. This method ensured that PPy nanoparticles were evenly distributed on the surface of Twaron fabric. Such coating improved the tensile strength of the fibers by 12.03%, and dramatically increased the inter-yarn friction quantified by the maximum of the yarn pull-out force, with the increase by 8.96 times. The coating could also prominently enhance the stab resistance. The maximum quasi-static stab force of coated fabric was about 2.6 times higher than that of the neat fabric. This was found to be attributed to the fact that the improved inter-yarn friction prevented the yarn slippage and therefore made more fibers loaded during the spike impact process. Moreover, the coating could well protect the aramid fibers from the exposure to UV light. Furthermore, the PPy-coated fabric had fabulous electrical conductivity, with its resistance value being only 6.183 Ω/sq. Its electrical heating property was stable and controllable, with the heating level being tunable for satisfying various requirements by applying different voltages. Such multifunctional aramid fabrics have the potential for manufacturing soft body armor offering better protection in various severe environment. This work paves the way for developing the novel generation of smart soft body armor with both excellent protective performance and intelligent wearable properties.
Footnotes
Author contributions
Zhenqian Lu: Conceptualization, Investigation, Methodology, Writing original draft, Funding acquisition. Danyang Li: Investigation, Methodology, Writing original draft. Zishun Yuan: Investigation, Formal analysis, Writing—review & editing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was partially supported by the National Natural Science Foundation of China (Grant Number 11502230).