
Abstract
The liquid transport capacity in a fibrous textile is of great crucial in comprehensively assessing the final moisture management. In this work, several materials were prepared based on cotton rovings by regulating some technological parameters such as twist and ply number, and the effects of the above key parameters on vertical wicking behavior of cotton roving-based materials were investigated. To effectively improve the wicking rate of materials, three hydrophilic schemes were introduced. The experimental results indicated that the maximum vertical wicking height was obtained when samples treated with a mixed solution of 1.5% JFC and 3% NaOH. Subsequently, several cotton roving-based materials were fabricated based on the optimized hydrophilic treatment. It was found that, the as-prepared materials exhibit a twist-reduced wicking effect, and a ply number-strengthen effect. Furthermore, the underlying mechanisms in the above two cases were unraveled. Finally, our prepared cotton roving-based materials served as a nutrient absorbing medium were demonstrated. Such work provides certain support for an in-depth understanding of wicking behavior of microporous textile structures.
Introduction
Wicking, the absorption capacity and passive spreading of liquid into the narrow micro/nano-spaces without the action of external forces, plays a crucial role in the processing procedures and the potential applications in many fields including but not limited to bioinspired textiles,1–3 thermal management,4,5 moisture harvesting, 6 oil recovery, 7 particle filtration, 8 biomedical,9–11 tissue engineering scaffolds, 12 microfluidic devices, 13 geotextiles,14,15 etc. In these materials, the wicking behavior alters if there is any change in the fluid characteristics, the surface treatments, and structural geometry. 16 Recently, investigating wicking behavior of fibrous assemblies has attracted much attention from academia and industry. Due to the presence of tortuous pores inside textile materials, a deep insight into the liquid dynamics in contact with textiles with structural topology has remained a challenging issue.
Several works are reported in the literature on wicking performance of textile materials (e.g. yarns, fabrics). Specifically, at the yarn scale, the key influential factors include spinning system, fiber type, yarn count, structural geometry, applied twist, tensile strain, etc. In recent decades, for example, Lu et al. 17 compared the yarn wicking behavior from spinning system and twist perspective, and pointed out that the twist level was found to influence the wickability of traditional ring and compact-siro ring spun staple yarns. The wickability of cotton/acrylic rotor blend yarns increased with an increase in acrylic content inside a rotor yarn and with the use of coarse yarns, reported by Öztürk et al. 18 The wicking effect of cotton woven fabrics in different directions and wicking effect of its constituent yarns has been investigated by Mallick and De. 19 Erdumlu and Saricam 20 pointed out that vortex-spun yarns had lower vertical wicking height than that of ring yarns. The wicking properties of natural cotton and wool yarns were studied by Li et al., 21 and it was found that both twist level and the ply number have effect on the final wickability. Effects of yarn count and twist factor on the equilibrium wicking height of lyocell ring-spun yarns were investigated by Taheri et al. 22 It was found that applying cyclic loading increase the equilibrium wicking height of polyamide 66 nanofiber yarns. 23 The vertical wicking test for three-layer composite nanofibrous PA/PLLA yarn reveals that at short times, the capillary rise kinetics follow the Lucas-Washburn law, and an increase of the take-up velocity leads to an increase of wicking height. 24 The yarn structure on liquid moisture transport behavior of ring, rotor and vortex yarns was discussed by Lu et al. 25 The effects of twist level and tensile strain on the vertical wicking properties of helical-shaped elastic ring-spun yarns containing metal wire were investigated by Wang et al. 26 Note that, textile fabrics (e.g. woven, knitted, braided, etc.) can be viewed as the ordered arrangement of yarns. Compared with the one-dimensional yarns, the two-dimensional fabrics have more complex structures. At this level, the key influential factors include but not limited to yarn type, fabric structure, fabric surface morphology characteristics, fabric finish, external conditions, etc. 27
However, to the best of our knowledge, there is a dearth of literature on the wickability of textile rovings taking account of structural variations, and the underlying mechanism of which is not well unraveled. To this end, the present research attempts to reveal the effects of some key structural parameters (e.g. twist, ply number) on vertical wicking behavior of cotton roving-based materials. Note that, to improve wickability of the as-prepared materials, three different hydrophilic treatment schemes were introduced and finally, the optimized treatment condition was obtained. Finally, as a proof-of-concept, a sample used as a nutrient transport medium was demonstrated. This work is essential in understanding the wicking behavior of complex hierarchical textile structures.
Experimental
Fabrication of cotton roving-based materials
Herein, the cotton fibers (with detailed specifications of mean fineness 1.4 dtex, mean length 37.4 mm, trash content 1.7%, and micoronaire value 3.70) were used to prepare the cotton roving of 578.6 tex with Z twist, following the necessary opening and picking, combing and roving steps, as shown in Figure 1.

Fabrication procedures of cotton roving-based materials and its potential use in nutrient transport for indoor plant.
The wicking behavior of a roving-based material primarily depends on the type of its constituent fibers and the structure, and the structure of prototype roving is associated with the ply number of pristine roving, roving twist, and etc.
In the present work, we have studied the vertical wicking behavior of prototype cotton rovings considering the above two structural parameters. Herein, a yarn twister is used. First, one end of the multiply cotton rovings in parallel was attached to the rotating jaw of the yarn twister, and the other end of rovings was grasped by hand. Then, the rovings can be twisted in both two directions (i.e. Z twist or S twist). Herein, it refers to S twist. Note that the other end of rovings was gradually moved close to the rotating jaw with an increase of the applied twist. Finally, a uniform twist structure of multi-ply rovings can be created, as shown in the left lower part of Figure 1. Herein, the effect of the ply number (i.e. 2, 4) and applied twist (i.e. 20, 60, 100 T/m) was studied.
Hydrophilic treatment schemes
Since the wickability of pristine cotton roving without any surface treatment was poor, we cannot see the obvious liquid advancement during wicking process. Therefore, in this research work, three hydrophilic treatments (i.e. Case I, Case II, and Case III) were carried out to enhance the wickability of cotton rovings, the detailed methodology for each scheme is described in chapter 3.1, and the respective schematic diagram of which was shown in Figure 2(a). After that, the optimized hydrophilic treatment was determined and was further used to treat the as-prepared cotton roving-based materials.

(a) Schematic of different conditions for treating cotton roving, (b) consecutive captured images of the liquid transport at different time intervals, (c) wicking heights versus wicking time curves of cotton rovings at different treatment conditions, (d) wicking rate versus wicking time curves, and (e) the captured contact angles of treated and untreated materials, respectively.
Vertical wicking characterization
The vertical wicking of cotton roving and as-prepared cotton roving-based materials was performed in the ambient temperature of 25 ± 2℃ and relative humidity of 65 ± 3%. A home-made device (see Figure 2(a)) was built to measure the vertical wicking height. The samples were attached to a steel ruler and immerse into a glass reservoir containing color liquid. The whole wicking process was recorded using a digital camera, 28 and the wicking image of liquid spread at any given time can be captured and processed using Adobe Premiere Pro 2020, and the brightness of the images was adjusted using Adobe Photoshop CS6. Note that, the vertical wicking height stands of the highest position of the liquid front under each condition.
Results and discussion
Optimization of hydrophilic treatments
The schematic of three hydrophilic treatments on cotton rovings was graphically shown in Figure 2(a) It should be noted that for all the three conditions, the following parameters were maintained constant: liquor ratio 1:10, water temperature 90℃, and the treatment time 30 min. During the whole treatment process, for each case, the cotton rovings were uniformly winded around on a plastic framework in tension-free state, and then put them in a glass beaker which is placed in a thermostat water bath. The detailed experimental procedure of the three conditions were given as follows: for case I, the rovings were immersed in 1.5 wt.% penetrant JFC aqueous solution; for case II, the rovings were immersed in hot water of 90℃; and for case III, the rovings were immersed in a mixed solution (i.e. 1.5 wt.% JFC + 3 wt.% NaOH). The pristine cotton roving (i.e. control sample) was also tested for comparison. Note that, in order to avoid any variations, the cotton roving-based materials were kept straighten but not stretched.
Figure 2(c) depicts the vertical wicking results for the three treated and untreated samples. As can be seen, the initial wicking speeds of the three treated samples were obviously higher than that of the untreated one. The water-front in three treated samples moved up to 4 cm in the first 2 min while that in the untreated sample the wicking height cannot be macroscopically observed. Since there are certain hydrophobic substances such as pectin, wax and flat, on the surface of the pristine cotton fibers, which has a negative effect on the wickability. With respect to the sample treated with hot water, it can be attributed to the partly dissolution of the above hydrophobic substances on fiber surface, which is responsible for the enhanced wicking effect. As for the sample treated with JFC, it can be attributed to the successfully graft of penetrant JFC onto cotton fiber surface through hydrogen bonding (see Figure 2(d)), the underlying mechanism is similar to the work reported by Wang and Miao 28 this is because both linen and cotton are cellulosic fibers, they have similar structural feature. The wicking height reaches above 8 cm in the first 5 min, in this case (Figure 2(b)). Interestingly, the enhanced wickability of cotton roving can be obtained on the basis of JFC if only a small amount of NaOH (3%) is added to. This is because the alkaline makes cotton fiber softened and its surface hydrophobicity is reduced. That is to say, there was synergism between the penetrant JFC and sodium hydroxide, which in turn, resulting in an improved wicking effect. For example, in this case, the wicking height reaches above 12 cm in the first 5 min, as shown in Figure 2(b). In addition, the water intake capacity of the treated sample (e.g. 1.5% JFC + 3% NaOH) was also demonstrated in Figure 2(e). The droplet of water disappeared rapidly (<0.1 s) on the treated cotton sample whilst the shape of droplet almost remained the same for the untreated one.
Given the excellent wickability of the 1.5% JFC + 3% NaOH treated sample, note that, in the following section, if not otherwise specified, the cotton roving refers to roving with 1.5% JFC + 3% NaOH treatment (i.e. case III).
Effect of applied twist on wicking capacity
Figure 3(a) presents the vertical wicking height of the 4-ply cotton roving-based sample with different twists. As can be seen, the sample having lower and higher twists results in higher and lower equilibrium wicking heights, respectively. Furthermore, the wicking heights of the samples were close to each other in a certain range of applied twist (e.g. between 20 and 60 T/m). Further increasing twist results in a decrease in wicking height (100 T/m). It also can be observed from the inset of Figure 3(a) that the wicking rate for the as-prepared samples at different twists was initially fast but slowed down as a function of wicking time, and the sample with higher twist (e.g. 100 T/m) shows a relatively reduced wicking rate compared with the sample with lower twist.

(a) Effect of twist on the vertical wicking heights of 4-ply cotton roving-based materials, (b) captured images of liquid transport of cotton roving-based materials at different time intervals, (c) the twist effect on roving width and orientation angle, and (d) the underlying mechanism of liquid transport of cotton roving-based materials with respect to twist.
Why the wickability of cotton roving-based materials reduce with an increasing twist? The underlying mechanism of liquid transport of the materials with respect to twist is graphically illustrated in Figure 3(d). The discrete nature of staple fibers within twisted structures (e.g. yarn, roving) means that these structures contain void spaces and pores inside. 3 The twist level in samples influences the size of the individual fiber capillaries, and the decrease in the capillary space (i.e. efficient micro channels) between fibers within our samples as a result of an increase in twist. Furthermore, as shown in Figure 3(b) and (c), samples with higher twist have a smaller diameter and a higher orientation angle, and thus are more compact. 29 A smaller diameter means there is less space (that is to say, ineffective micro-channels is obtained) within inter-fibers, 22 and a negative relationship was established between the wickability and packing density. In conclusion, the wicking capacity of the as-prepared cotton roving-based materials reduces with an increase of the applied twist, for a given ply number.
Effect of ply number on wicking capacity
Figure 4(a) to (c) present the vertical wicking heights of 4-ply and 2-ply cotton roving-based materials with the twist values of 20, 60, and 100 T/m, respectively. On the whole, the wicking height of 4-ply samples are higher than that of the 2-ply samples. The captured images at the wicking time of 5 min shown in the inset of each Figure proved this point well. Note that there are certain fluctuations on wicking height of samples with a lower twist value (20 T/m), it is possibly attributed to the ineffective and/or unsuitable void spaces and pores formed. In addition, the wicking rate for samples was initially fast but slowed down as a function of wicking time, and the initial wicking rates (e.g. ⩽ 4 min) were almost the same for all samples for a given twist, irrespective of the ply number considered.
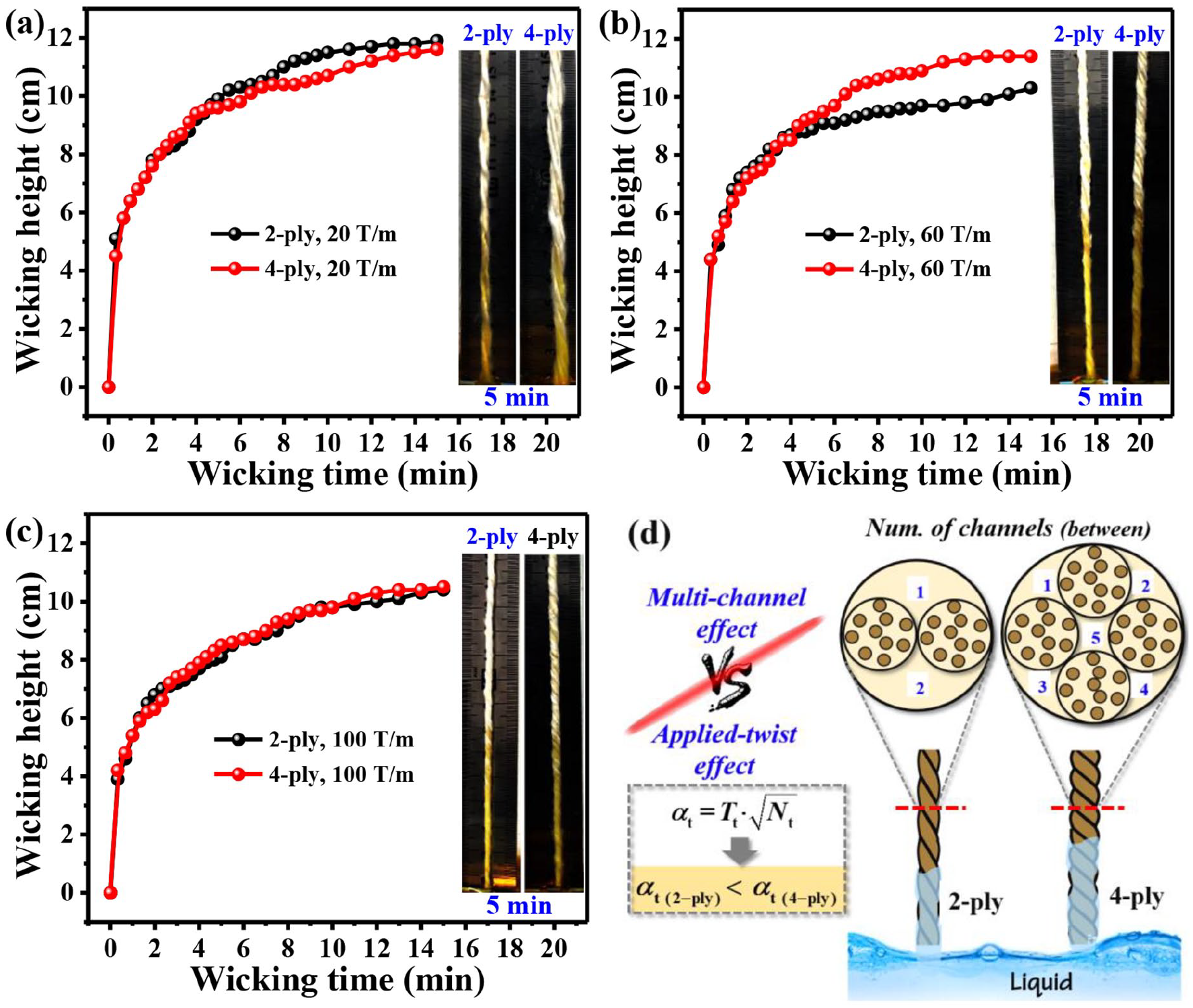
(a–c) Effect of multi-ply number (i.e. 2 and 4) on wicking heights of the cotton roving-based materials with predetermined twists, respectively and (d) the underlying mechanism of liquid transport of twist-given cotton roving-based materials with different ply numbers.
Why an ply number-strengthen effect of our as-prepared cotton roving-based materials took place? The underlying mechanism of liquid transport of the materials with respect to ply number is graphically illustrated in Figure 4(d). For a given twist (T/m), the 4-ply sample has the higher twist factor according to the conversion equation between applied twist Tt and twist factor αt. In fact, increasing twist factor stands for the higher pressure from the surface to internal fiber, which results in higher packing density. As mentioned above, the wicking capacity of samples is negatively correlated with the packing density. Therefore, from this point, the wicking capacity reduce with an increase of ply number. On the other hand, assuming the fiber cross-section is constant and each cotton strand is tightly packed. In this case the 4-ply sample has five channels between each strand and the pore size formed is suitable for the liquid transport, while the 2-ply sample only has two channels between each strand and the pore size is too large to the liquid transport. From this point, the wickability increases. Finally, the multi-channel effect defeats the twist effect. Consequently, the wicking capacity of the as-prepared materials enhances with an increase of the ply number, for a given twist.
Application in nutrient transport of indoor plant
To demonstrate the potential use in nutrient transport of indoor plant, the 4-ply cotton roving-based material with 20 T/m was used. As a proof-of-concept, we constructed a simple nutrient transport system for planting green beans. As graphically illustrated in Figure 5(a), two schemes were designed by changing the working length of the material (e.g. 5 and 10 cm). Note that the material was firmly attached to a plastic straw, thereby helping to prevent untwisting during the simulation process. For comparison, a system without the 4-ply material was also constructed via regular watering (i.e. once a day). As seen in Figure 5(b), the growth of green beans using cotton roving-based material as the water absorbing medium is obviously better than that of the control sample over a period of 10 days, and the effect of working length of material on plant growth can be negligible. The result demonstrates our cotton roving materials with proper hydrophilic treatment can be an ideal candidate for the nutrient transport of indoor plant.

(a) Schematic diagram of the liquid nutrient transport of indoor plant and (b) growth trend of bean sprouts based on our as-prepared cotton roving-based material (1.5% JFC + 3% NaOH).
Conclusions
Structural variations in fibrous textiles have remarkable influence on the final moisture transport behavior, revealing the underlying wicking mechanism in such structures is of great importance in giving a comprehensive evaluation. To this end, several cotton roving-based materials were manufactured and the influences of twist and ply number on the vertical wicking of cotton roving-based materials were investigated. To enhance the wickability of samples, three hydrophilic treatment schemes were introduced. It was concluded that the maximum vertical wicking height was obtained when cotton rovings treated with a mixed solution of 1.5% JFC and 3% NaOH. Subsequently, several cotton roving-based materials were prepared by regulating some key technological parameters such as twist and ply number. It was found that, increasing twist (e.g. 20–60 T/m) leads to a decrease of the vertical wicking height of such materials, and vice versa. Moreover, a ply number-enhanced wicking effect was exhibited. Finally, as a proof-of-concept, the cotton roving-based materials used as a liquid absorbing medium were demonstrated, it can supply continuous and efficient nutrient transport for indoor plant.
Further, as a promising candidate for liquid transport of indoor plant, the influence of different concentrations of NaOH on the final wicking height of cotton rovings should be studied. In addition, apart from the three effective surface treatments proposed in this work, many more feasible alternatives improving the wicking capacity of cotton assembly need to be investigated. Such fundamental work is essential in understanding the wicking behavior of complex hierarchical textile structures.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the Open Project Program of Anhui Engineering and Technology Research Center of Textile, Anhui Province College Key Laboratory of Textile Fabrics (grant number: 2021AETKL05), and the Key R&D project of Anhui Province (grant number: 202004f06020038).