
Abstract
Recently development of high-performance polymer composites made from natural resources in the various sectors is increasing tremendously due to the environmental issues and health hazard possessed by the synthetic fibers during disposal and manufacturing. Among the many different types of natural resources, kenaf fibers have been extensively investigated as an alternative reinforcement for polymer composites over the past few years due to their low cost, good mechanical properties, high specific strength, nonabrasive, eco-friendly, and biodegradability characteristics. Kenaf is regarded as an industrial crop in Malaysia and grown commercially in other parts of the world for different applications. It is certainly one of the important plants cultivated for natural fibers globally which has great potential to use as automotive and construction materials. In many research studies, kenaf fibers have been used as reinforcement in unsaturated polyester (UPE) which perfectly improved the features of the polyester resin. The tensile properties of kenaf fiber reinforced UPE are mainly influenced by the interfacial adhesion between the fibers and the polyester resin. Several chemical modifications are employed to improve the interfacial bonding between kenaf fibers and polyester, resulting in the enhancement of mechanical properties of the composites. Therefore, this paper explores and highlights of the previous studies around kenaf fiber reinforced UPE composites, in terms of processing methods, mechanical, water absorption, and morphological properties to provide a perfect source of literature for doing further research in this topic.
Introduction
The need for biocomposites has become imminent because of the increase in price of wood resources, availability of new sources of fibers, technological advancement, competitiveness, product substitution, and concern for the environment. 1 A fiber reinforced polymer is a composite material consisting of a polymer matrix imbedded with high-strength fibers, such as glass, carbon, and natural fibers. 2 Figure 1 shows the life cycle of polymer biocomposites. 3 In general, polymers can be classified into two classes: thermoplastics and thermosets. The most used thermoplastics are polypropylene, polyethylene, and polyvinyl chloride; while phenolic, epoxy, and polyester resins are the most used thermosetting matrices.2,4 Unsaturated polyester (UPE) is one of the thermosetting polymers which is extensively used as polymer matrix in natural fiber-reinforced composites.5,6 It has good curing capability and mechanical properties, low cost, and produces no by-products during the curing reaction. These favorable characteristics contribute to the widespread application of polyesters. UPE has a 40% market share of all thermosetting resins for composite applications. 6
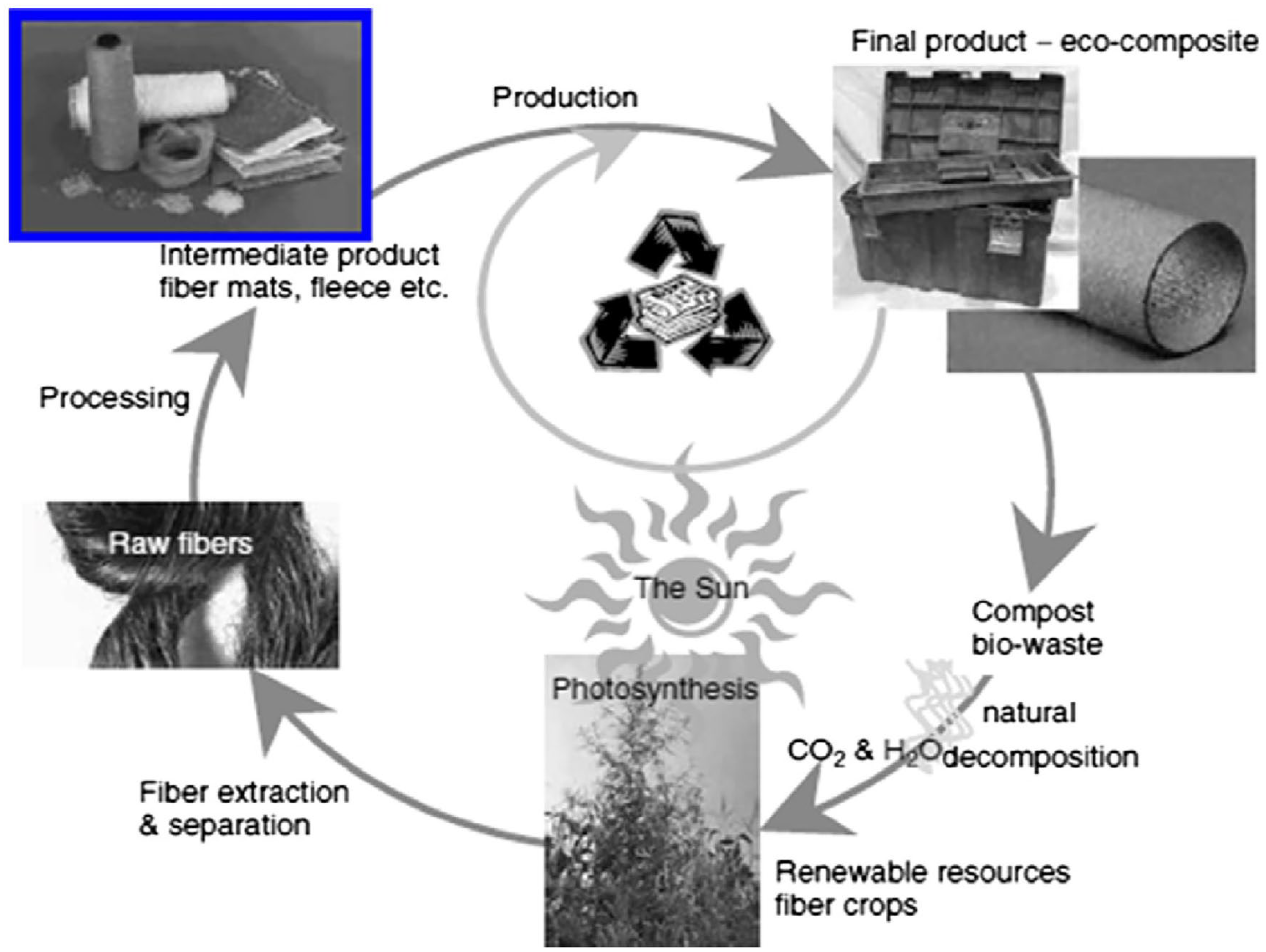
Life cycle of polymer biocomposites.
In recent decades, natural fibers have attracted the attention of academics and industrialists as an alternative reinforcement in polymer composites due to having advantages over conventional glass and carbon fibers.2,7,8 Natural fibers are extracted from various parts of the plant such as stem bark, leaves, and fruits. The most widely used plant fibers are flax, hemp, jute, sisal, banana, kenaf, and coir. Systematic classifications of natural, synthetic, and inorganic fibers are displayed in Figure 2.9,10 The chemical composition and structure of plant fibers is complicated, as illustrated in Table 1. 11 Plant fibers are composite materials designed by nature which comprised of a rigid, crystalline cellulose microfibril reinforced with amorphous lignin, and/or hemicelluloses matrix. Most plant fibers are composed of cellulose, hemicelluloses, lignin, waxes, and several water-soluble compounds; where cellulose, hemicelluloses and lignin are the major constituents. 3
Chemical composition, moisture content and microfibrillar angle of plant fibers.

Source: Reproduced from Akil et al. 3 with permission from Elsevier.

Broad classification of fibers.
Cellulose is a natural homopolymer (polysaccharides), where d-glucopyranose rings are connected to each other with β-(1→4)-glycosidic linkages, as shown in Figure 3. 3 Cellulose is often found as a relatively high modulus fibril component which are crystalline. Most of the plant fibers contain 65%–70% cellulose, which is composed of three elements (carbon, hydrogen, and oxygen) with a general chemical formula of C6H10O5. 12 The lignin and other non-cellulosic substances are associated with the cell walls and their presence modifies the final properties of the fiber. The non-cellulose material is hardly ever completely removed from the fibers, mainly because it is prohibitively expensive to do so. An important attribute of plant fibers is their ability to absorb moisture from the atmosphere in comparatively large quantities, because cellulose is hygroscopic. 12 Most polymeric fibers swell due to moisture absorption. This absorption leads to alterations in weight and dimension, as well as in strength and stiffness. In addition, plant fiber is exposed to biological decay. Most of the plant fibers darken and weaken with age and exposure to light. Plant fibers are not as durable as synthetic polymeric fibers. They are all easily attacked by a variety of organisms at high humidity and temperature, leading to rot and mildew. However, plant fibers are considered as renewable resources and they do not exacerbate the CO2 emissions problem. 3

Chemical structure of cellulose.
Properties and characteristics of natural fibers
Approximately 30 million tonnes of natural fibers are produced every year and used as component of many manufacturing processes like packaging, clothing, paper making, building materials, sports equipment, and automobiles.13,14 Natural fibers composites are eye-catching to industries because of its density and ecofriendly nature over traditional composites. 14 The characteristic values for the density, diameter, and mechanical properties of natural and synthetic fibers are summarized in Table 2.3,11,15 The mechanical characteristic is one of the most important properties that must be considered during the selection of natural fibers for high impact applications. These properties are varying in natural fibers and largely depend on the chemical composition, structural strength, growth conditions, and the type of plant fibers. The mechanical properties of natural fibers are relatively lower compared to synthetic fibers (Table 2). However, the main advantages of natural fibers include low cost, low density, nonabrasive to the equipment, non-irritative to the skin, reduced energy consumption, less health risk, renewability, recyclability, and biodegradability.2,4,16 –18 Their processing is environmentally friendly, offering better working conditions and therefore, a reduction in risk of dermal or respiratory problems compared with synthetic fibers. The most interesting aspect of natural fibers is their positive environmental impact. Natural fibers have a lower density (<1.6 g/cm3) than that of glass fiber (~2.5 g/cm3), which ensures the production of lighter composites. A major drawback of natural fibers compared to synthetic fibers is their non-uniformity, variety of dimensions, and their mechanical properties. 11 Therefore, to boost the acceptance of natural fibers as a quality alternative to conventional reinforcing fibers, the major task to be solved is to develop high performance natural fiber/polymer composites.3,19,20 Various forms of fibers have been used to reinforce composites, ranging from long-continuous to short-discontinuous fibers. 21 The properties of natural fiber reinforced polymer composites are depending on each constituent in the composite that is, reinforcing fibers and the resin matrix.
Characteristic values for the density, diameter, and mechanical properties of natural and synthetic fibers.

Source: Reproduced from Akil et al. 3 with permission from Elsevier.
Ultra high modulus carbon fibers.
Ultra high tenacity carbon fibers.
Natural fibers generally contain large amounts of hydroxyl groups, which makes them polar and hydrophilic in nature. 22 On the other hand, most plastics are hydrophobic in nature. Therefore, the certain drawback of natural fibers/polymers composites is the incompatibility between the hydrophilic natural fibers and the hydrophobic thermoplastic matrices which leads to undesirable properties of the composites.16,17 The polar nature of natural fibers results in high moisture sorption in natural fiber-based composites, leading to fiber swelling and voids in the fiber matrix interphase. Moisture, if not removed from natural fibers prior to compounding by drying, will result in a porous product. High moisture absorption could also cause a deterioration in mechanical properties and loss of dimensional stability.3,23,24 It is therefore necessary to modify the fiber surface by employing chemical modifications to improve the adhesion between fiber and matrix as well as to reduce their ability to absorb moisture. 4 In addition, the properties of the natural fiber reinforced polymer composites can also be influenced by fiber content/amount of filler. Therefore, the effect of fiber content on the properties of natural fiber reinforced composites is particularly crucial. 25 Another important factor that significantly influences the properties and interfacial characteristics of the composites is the processing parameters used. 2 Natural fibers undergo degradation when processed beyond 200°C; this further limit the choice of plastic materials to be used as matrix.3,11,26 Therefore, suitable processing techniques and parameters must be carefully selected to yield the optimum composite products.
Kenaf fibers
Kenaf fiber (Hibiscus cannabinus L. family Malvaceae) obtained from stems of plants which also includes cotton (Gossypium spp.), and okra (Abelmoschus esculentus L. Moench) is commercially available and economically cheap compared to other types of natural fibers.27,28 Among all the natural fibers, the use of kenaf fiber is advantageous due to its fast growth, low cost, abundant availability, and climatic tolerance. Kenaf also has the highest environmental impact, as accumulating carbon dioxide at a significantly high rate.16,29 The word kenaf is of Persian origin explaining the plant having short day, warm season, and annually herbaceous plant with the average diameter of 67.6 µm. 30 Kenaf is a hard, strong, and tough plant with a fibrous stalk, resistant to insect damage and requires little to no pesticides. 31 Figure 4 shows the kenaf plantation and fiber. 32 Inferior thermal resistance of kenaf fiber is comparable to those of synthetic fibers. Kenaf is well-known as a cellulosic source with both economic and ecological advantages, which can grow under a wide range of climate conditions to a height of more than 3 m and a base diameter of 3–5 cm in 3 months after sowing the seeds. 28 Kenaf is compliant to several types of soil and to grow effectively, needs only nominal chemical treatment, characteristically some fertilizer, and a single herbicide treatment. 31 The three types of fiber: bast, core, and pith constitutes the kenaf plant. 33 However, kenaf is characterized by two distinct fibers bast and core comprising 35% and 65%, respectively. 34 The bark and core fiber are considered as two distinct types of raw material that can be distinguished by their chemical composition and anatomical appearances. 33 The pith comprises entirely of parenchymatous cells, which are polygonal in shape not typically prismatic.32,35 –37

Typical images of: (a) kenaf plantation and (b) kenaf fiber.
In comparison to other fibers, kenaf is a very promising natural fiber. According to researchers, the kenaf fibers is nonabrasive during processing 16 and possess good mechanical and physical properties to be used in polymer composites as reinforcement, replacing glass fibers.32,35,38 –41 It is worth noting that a single fiber of kenaf can have a tensile strength and modulus of 11.9 and 60 GPa, respectively. 3 The schematic representation of the natural plant cell wall is shown in Figure 5. This structure is often called the microfibril, microfiber, or primary/elementary fiber.3,15 Fiber length, fiber content, and fiber orientation of kenaf fibers affects the physical and mechanical properties of kenaf fiber reinforced polymer composites. 42

Schematic picture of cell wall of the natural plants.
Transmission electron microscopy (TEM) is a powerful tool to investigate cell wall ultrastructure and morphology of kenaf fibers. 34 Figures 6 and 7 illustrate transverse sections of kenaf cell wall fibers composed of intercellular layers (primary and secondary wall – S1, S2, S3) and its core fibers show great variability in size, shape, and structure of the cell wall fibers.32,34 Table 3 shows the results of density, tensile strength, tensile modulus, and elongation at break of various kenaf fibers reported by different researchers, which shows the variation in types of kenaf fibers in terms of the initial retting method, place of origin, and many other related factors that could affect the properties of kenaf fibers. 30 Kenaf fiber is extensively being used in engineering fields, as fibers in fiber reinforced polymer composites.30,32 Several applications of kenaf plant and its fibers are tabulated in Table 4. 43 On average, kenaf fibers contain about 40%–60% cellulose, 5%–20% lignin, and up to 20% moisture.3,11 The researchers reported that the overall properties of kenaf fiber depend on the chemical composition of the fibers. 15 Cellulose components provide the strength and stiffness for the fibers by hydrogen bonds and other linkages. Hemicellulose is responsible for moisture absorption, biodegradation, and thermal degradation of the fibers. In addition, lignin is thermally stable and responsible for the UV degradation of the fibers. 3
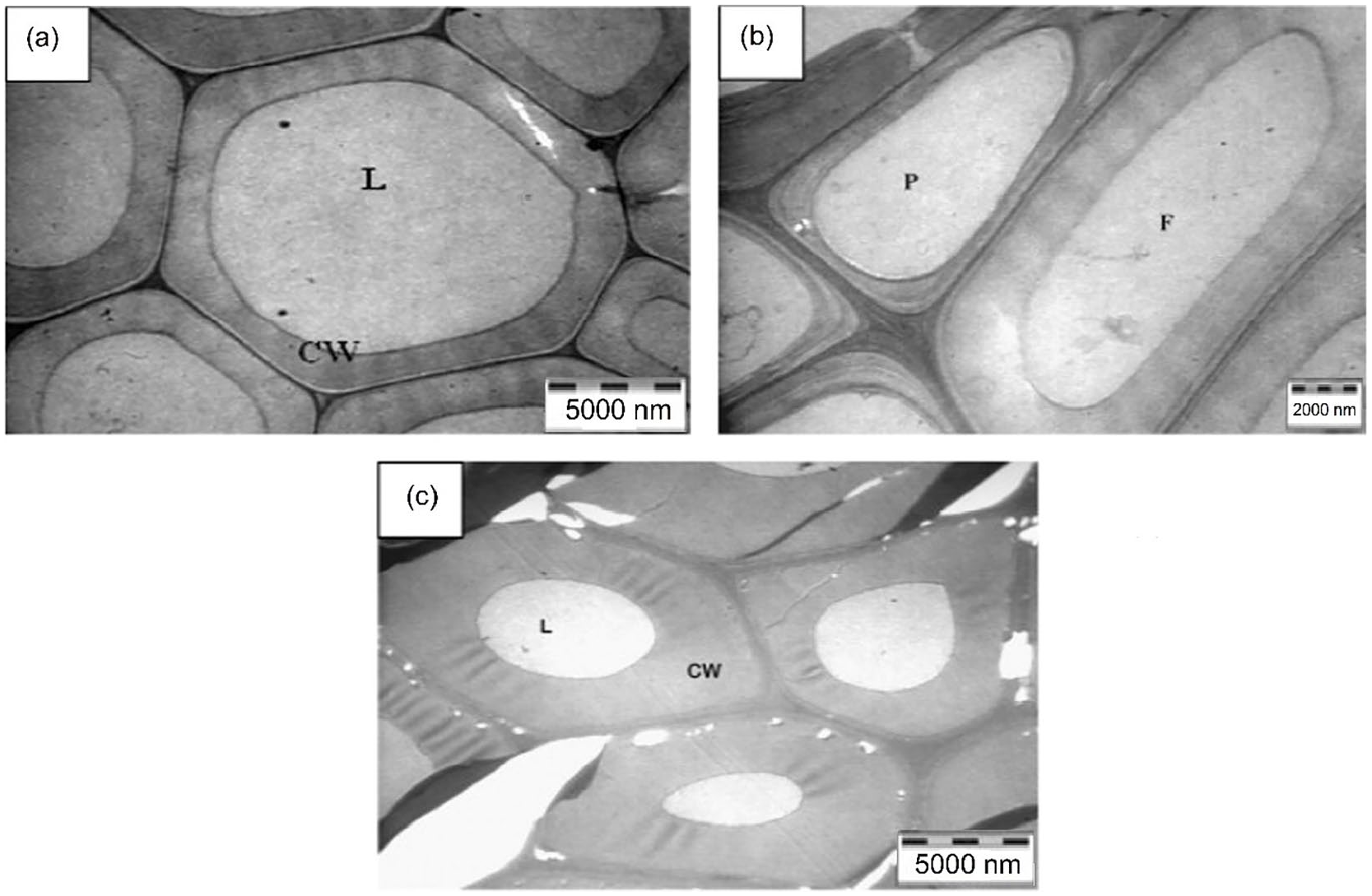
Transmission electron micrograph of ultra-thin section of kenaf fibers: (a) kenaf core fibers showing cell wall and lumen, (b) transverse section of core fibers, and (c) transverse section of kenaf best fibers.

Transmission electron micrograph of ultra-thin section of kenaf fibers: (a and b) transverse section of a multi-layered fiber wall at low and high magnification, respectively, in core fibers, (c) transverse section of bast fibers.
Density and mechanical properties of kenaf fiber reported by researchers.
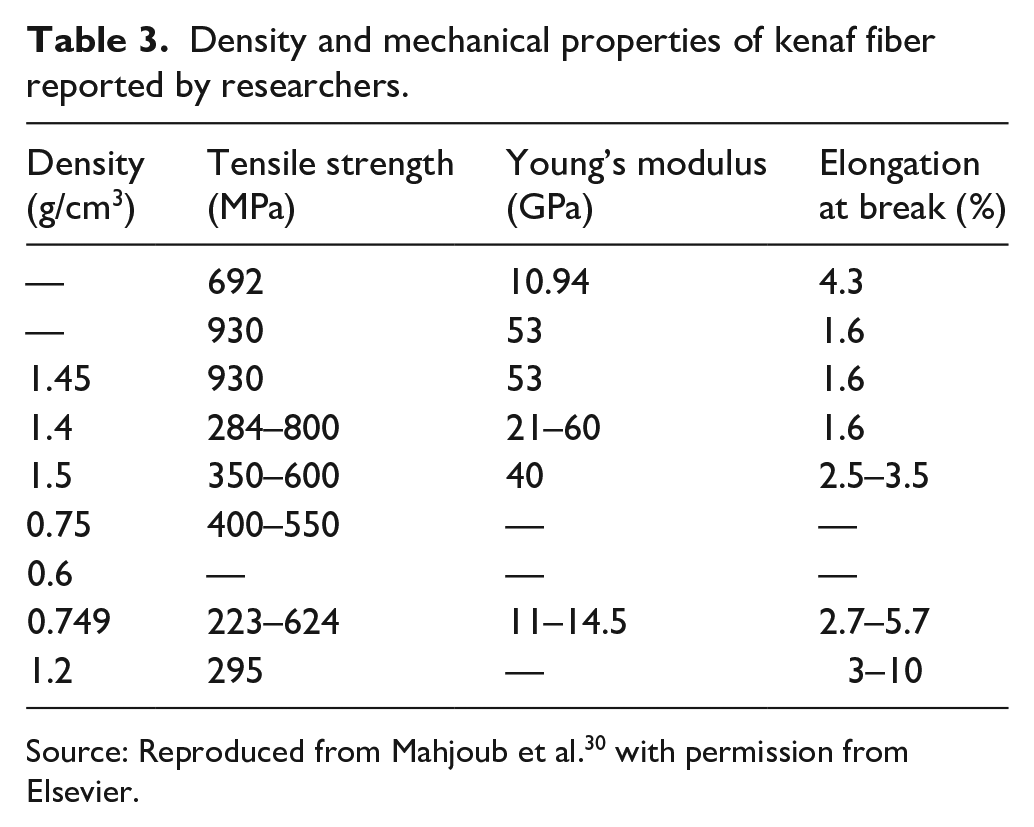
Source: Reproduced from Mahjoub et al. 30 with permission from Elsevier.
Different applications of kenaf plant and its fibers.
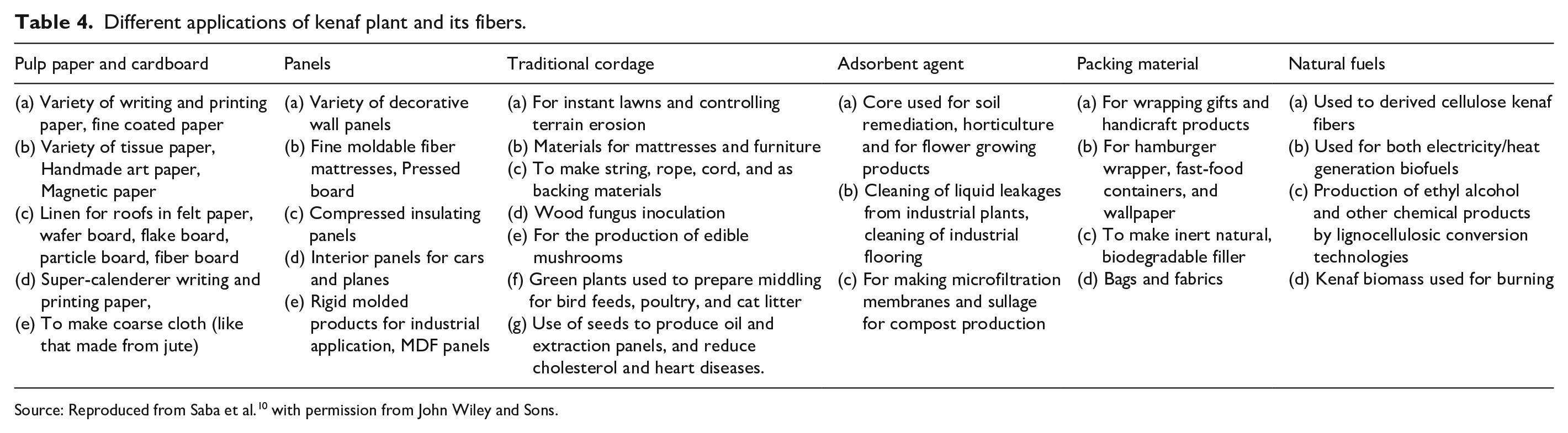
Source: Reproduced from Saba et al. 10 with permission from John Wiley and Sons.
Recently, researchers reviewed the pathway of using kenaf plant components for esthetically associated locomotive components such as interior accessories, dashboard, and floor pan, as shown in Figure 8. 43 The door trims and bumper from kenaf base materials are displayed in Figure 9.10,44 –47 Kenaf fibers exhibit many salient features such as high biomass content, low feedstock, and negligible pesticide requirement along with low and crop rotation. The prime benefits of crop rotation with kenaf fiber are the contribution toward the weeds control, resistance to drought and adds diversity to the dry land, and the control of soybean nematode. To make kenaf fiber a successful alternative crop, it must be incorporated into value-added products. In the past decades, kenaf has been used as ropes, sacking, and canvas. Recently, it has been used as an alternative raw material to replace wood in paper and pulp industries to avoid the destruction of forests. It has also been used to produce nonwoven mats in textiles and automotive industry. 3 In addition, kenaf showed significant improvement when it is used as reinforcement in polymer composites due to its superior toughness and high aspect ratio, thereby generating a probability of substituting the synthetic fibers such as glass and carbon with kenaf fiber for wide range of applications.32,48,49

Organic car components from kenaf fibers.
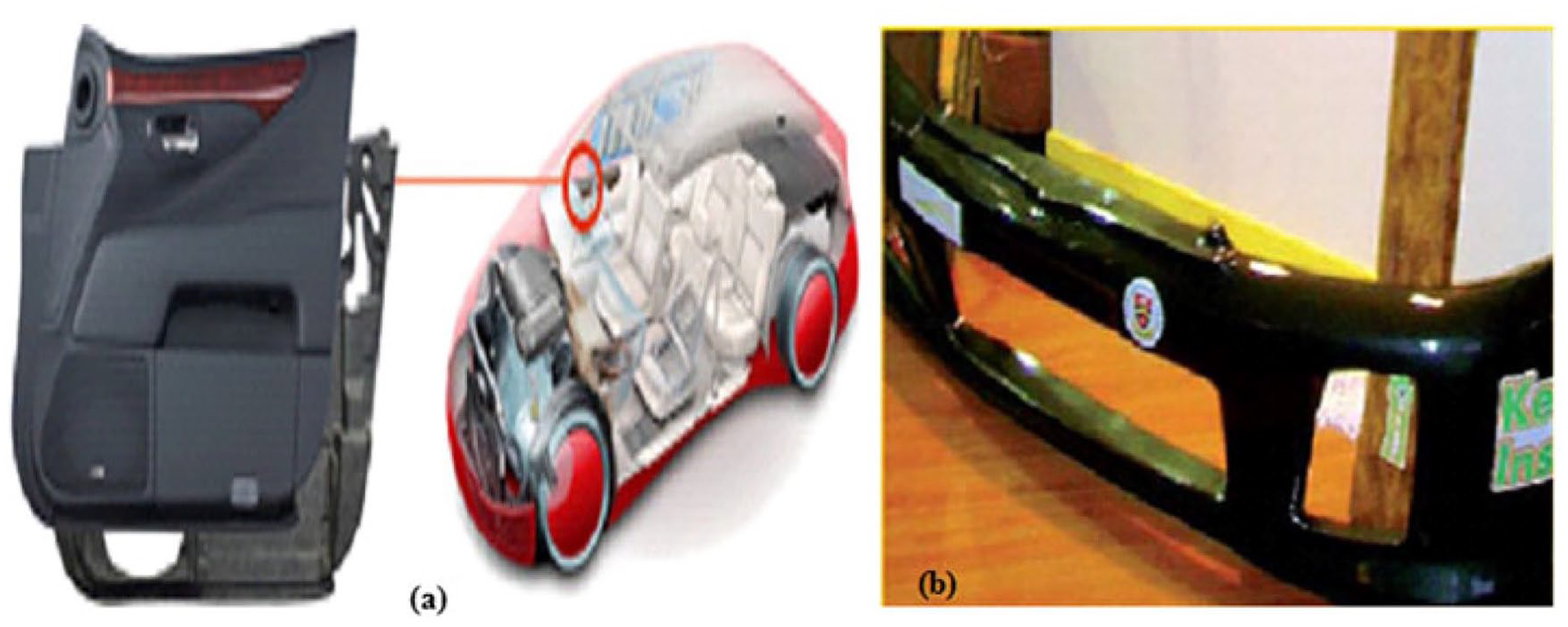
(a) Door trim and (b) car bumper using kenaf base material.
Kenaf fibers based unsaturated polyester composites
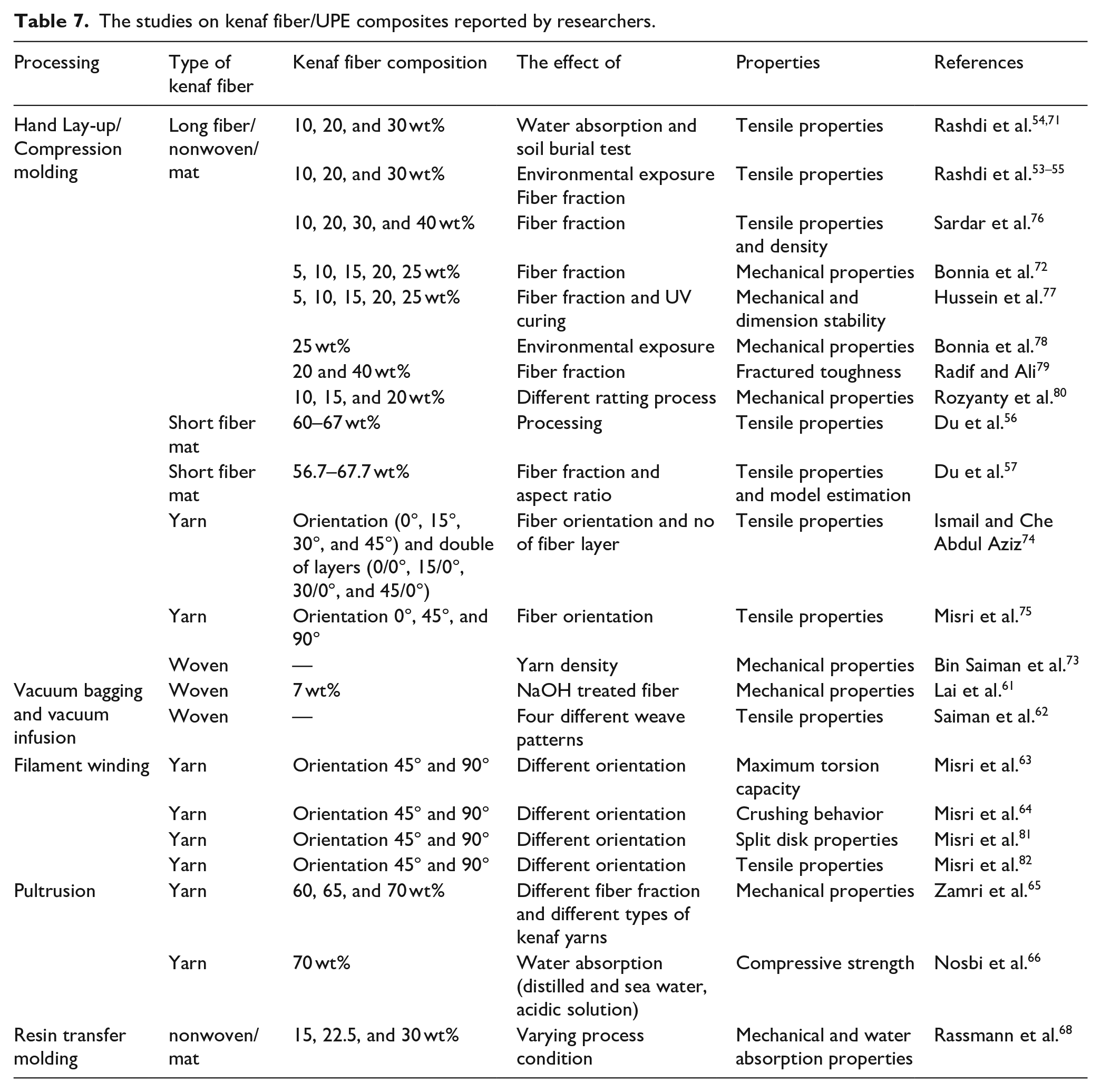
Many studies have been conducted with kenaf reinforced thermoset composites. Table 5 shows the properties of typical thermoset polymers used in natural fiber composites.2,4,50 Therefore, the current study presents an overview of the developments made around kenaf fiber reinforced UPE composites, in terms of their processing methods, type of kenaf fiber, and overall properties. Table 6 illustrates tensile strength, tensile strain, and the modulus of elasticity which improved as the volume fraction of the fibers increased.32,51 By adding 15% fiber volume fraction, the strength of the composites almost hit 60 MPa. The trend continued to increase up to 100 MPa with a fiber content of 45%. 52 The polyester composites showed higher disintegration rates and load carrying capacity by higher fiber content, indicating that fiber content ratios affect the mechanical properties of the polyester composites. 32 In addition, the overall properties of the kenaf fiber reinforced UPE composites depend on the method of processing and the type of kenaf fiber used in the composite. Table 7 summarizes composites produced with specific processing methods and types of kenaf fiber. Several methods have been used to produce kenaf fiber reinforced UPE composites. Among the common methods used are hand lay up with compression,53 –55 laminate with compression,56 –58 compression moulding,59,60 vacuum bagging and vacuum infusion,61,62 filament winding,63,64 pultrusion,65 –67 and resin transfer molding.68 –70 Hand lay up method has become a common method since it can accommodate all types of kenaf fiber including nonwoven (mat, long fiber, short fiber).56,71 –75 Whereas other methods such as filament winding and pultrusion are designed specifically for yarn type kenaf fiber. Different processing and kenaf fiber type have resulted in different physical and mechanical properties. Table 8 summarizes mechanical properties of the kenaf fiber reinforced UPE composites.
Properties of typical thermoset polymers used in natural fiber composites.

Source: Reproduced from Ku et al. 2 with permission from Elsevier.
Effect of fiber loading on the tensile properties of kenaf fiber reinforced UPE composites.
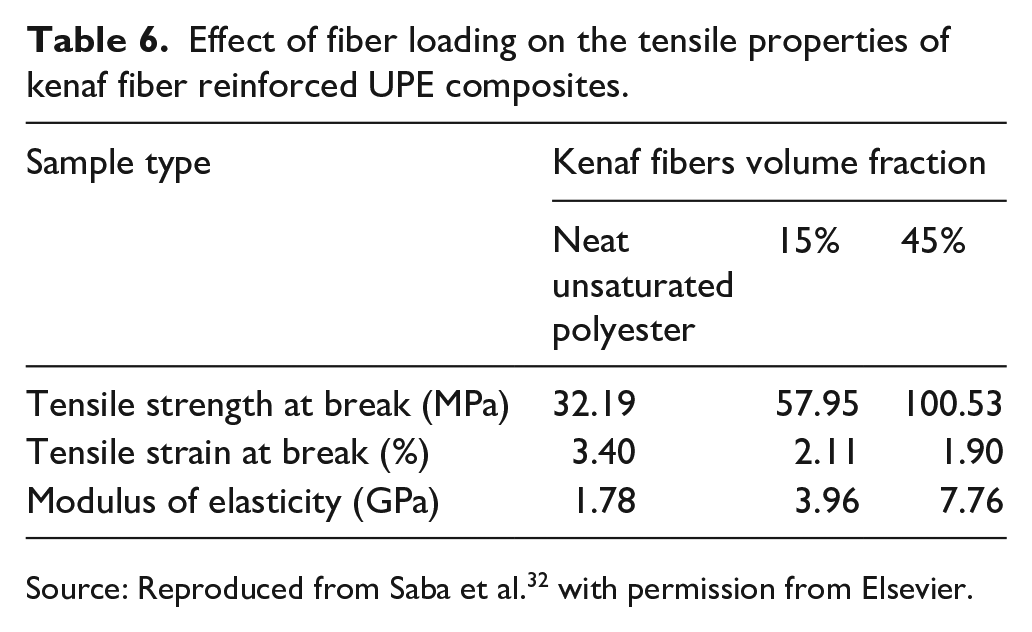
Source: Reproduced from Saba et al. 32 with permission from Elsevier.
The studies on kenaf fiber/UPE composites reported by researchers.
Mechanical properties of kenaf fiber reinforced UPE composites.
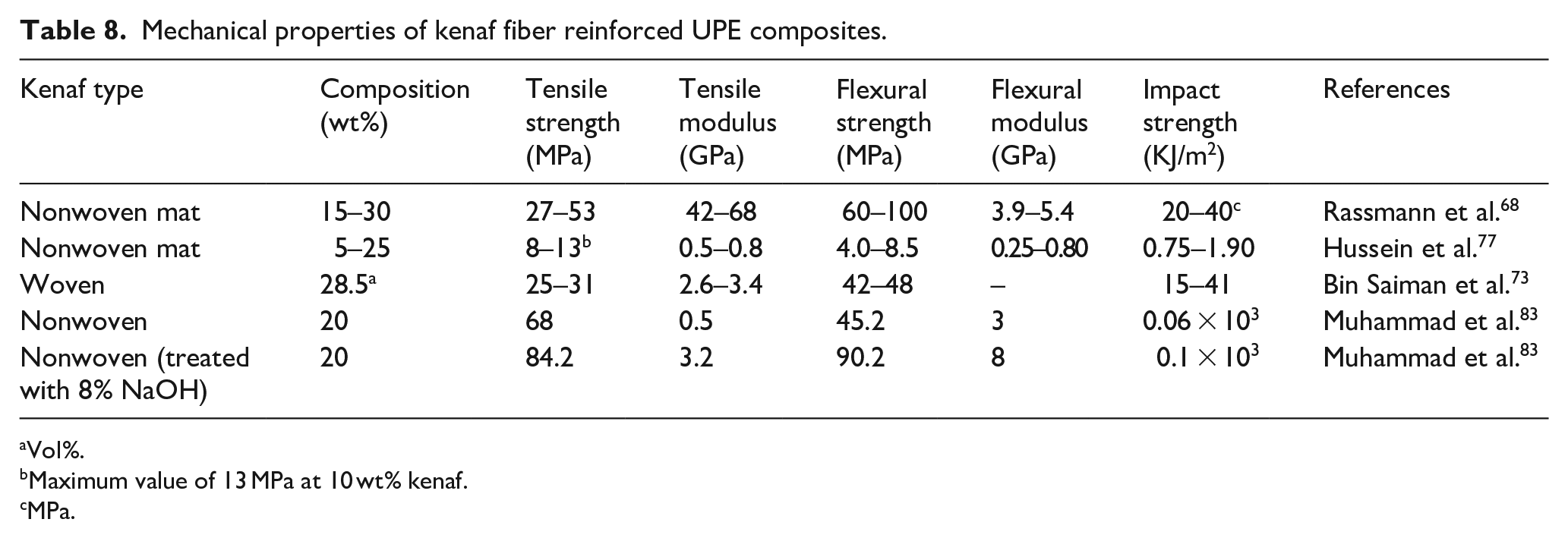
Vol%.
Maximum value of 13 MPa at 10 wt% kenaf.
MPa.
Properties of the composites produced by hand lay-up
The effect of fiber fraction on the mechanical properties of kenaf fiber filled UPE composites has been reported by many researchers.57,72,76,77,79 It can be concluded that, increase in the long kenaf fiber (mat and woven) fraction enhances the mechanical properties especially tensile strength and tensile modulus of the composites. Sardar et al. 76 investigated the effect of various fiber weight fractions (10%, 20%, 30%, and 40%) of random continuous long kenaf fiber. Increasing the weight fraction of the fiber, yielded higher tensile strength, density, and mass of the composites. The author suggested that 40% of kenaf fiber filled UPE composite is suitable for tendon application that matches the tendon strength. Radif and Ali 79 explored the importance of fracture toughness of kenaf mat reinforced UPE composites for automotive application. The fracture characterizations of this composite were carried out using the compact tension specimen that was commonly used to determine Mode-I fracture properties. The tensile result recorded a dramatic improvement in the yield load of the composite with the increasing percentage of kenaf fiber. The fracture toughness of 80/20% and 60/40% (UPE/kenaf mat) was equivalent to 0.76 and 2.0 MPa√m, respectively. Thus, the fracture propagation is dependent on the fiber percentage of the composite.
Among the main challenges for kenaf fiber as a reinforcement in polymer composites is the water absorption Akil et al. 3 Therefore, it is important to study the water absorption behavior to estimate, not only the consequences that the absorbed water may cause but also the durability of the kenaf fiber reinforced UPE composites under water. The effect of water absorption by exposure to distilled water, sea water, acidic solution, soil burial, and natural weather on the tensile properties has been reported.53 –55,71,78 Rashdi et al.53 –55,71 reported kenaf fiber/UPE composites with fiber contents of 10, 20, and 30 wt% using hand lay-up and compression moulding methods. The tensile test specimens were water immersed, soil buried, and exposed to natural weathering for 4 months. The tensile properties of the humid composites showed a greater loss in properties compared to the dry samples. The percentage of moisture uptake increased as the weight percentage of fiber was increased due to the high cellulose content. The humidity in kenaf fiber/UPE composites was found to be higher in the case of water immersion and soil buried compared to natural weather effect. This resulted in a slight reduction of tensile strength. They suggested that kenaf fiber/UPE composite is a good candidate for outdoor applications. Bonnia et al. 78 reported the mechanical properties of the rubber toughened polyester composites filled with kenaf after being exposed to different environmental conditions such as artificial sea water, distilled water, environment exposure, and soil exposure. For this purpose, 25% of kenaf fiber and 3% of liquid natural rubber (LNR) were added in UPE resin. The samples which were immersed in seawater had lower mechanical properties as compared to other conditions. Approximately, 1.7% decrease was observed for the value of hardness strength, 8.53% for the fracture toughness, and 30% for the flexural strength. The failure mechanism of these composite resulted mainly by fiber pull out due to the weakness of interfacial strength between fiber and matrix. The absorption of water in the fiber might be alleged to be responsible for insufficient adhesion between fiber surfaces and matrix binders thus, causes weak bonding between them.
When dealing with yarn type kenaf fiber, the effect of kenaf fiber orientation become the focus of the study. Misri et al. 75 reported on the effect of kenaf yarn fiber orientation, 0°, ±45°, and 90° and on the tensile properties of UPE composite. It is concluded that composites with 0° orientation show higher strength and stiffness than composites with ±45° and 90° angle fiber orientation. The highest value of stress is 29 MPa for 0° loading direction followed by ±45° loading direction (28 MPa) and 90° loading direction has the lowest stress value of 6 MPa. Tensile modulus results revealed the highest value of 10.61 GPa for 0° loading direction and the tensile modulus for 45° orientation of loading direction is 5 GPa, followed by the modulus for 90° of fiber loading direction of 1.2 GPa; which is the lowest. Another researcher studied the effect of ultra violet (UV) curing technique and different kenaf fiber loading on the mechanical properties and dimensional stability of the kenaf fiber filled UPE composite. 77 They found out that the gel fraction values increase with an increase in kenaf fiber content (5%–25%). Tensile, flexural, and impact strength increased as the kenaf fiber percentage within the composite was increased and reached a threshold value of 10% kenaf fiber. The tensile modulus for the composites showed a sharp decrease as the kenaf fiber percentage was increased starting from 827.34 (±24.02) to 536.68 (±40.85) due to the incomplete curing by UV with increased kenaf fiber loading. The dimensional stability decreased as the percentage of kenaf fiber was increased in the composite.
Another study focusing on the kenaf fiber orientation was reported by Khalid et al. 84 in which twill yarn kenaf woven composites were prepared using UPE resin by hand lay-up method with different type of orientations designed via Taguchi method. This study showed that fiber orientation significantly effects the tensile properties of uniaxially stressed kenaf fiber/UPE composite samples. Tensile and modulus strength values were increased by 3.77% and 4.23%, respectively and the fracture surface was clearly decreased when the angle of orientation was optimized.
Rozyanty et al. 80 investigated the effect of different retting methods of kenaf fiber on the mechanical properties of kenaf fiber filled UPE composite. There are two different retting methods involved which are water and mechanical retting processes. The result showed that the tensile properties of the composite increased as the fiber loading increased. Besides, the water-retted kenaf composites exhibited the highest mechanical properties as compared to mechanical-retted kenaf composites. While the water retted kenaf fiber/UPE composite showed better fiber distribution and better interfacial adhesion compared to mechanical retted kenaf composite, as proven by morphology analysis.
Kenaf fiber reinforced UPE composites at different fiber contents (10–40 wt%) were fabricated by Osman et al., 85 where their immersion in tap water at two different temperature values (25°C and 50°C) and its effects on flexural properties of kenaf fiber/UPE composites were investigated. The results showed that the percentage of water absorption increases with increasing fiber content due to increased voids, cellulose content, and poor interfacial bonding between the fibers and matrix. In addition, the moisture uptake increased with rising environmental temperature due to an increase in the velocity of water motion inside the composites. The water absorption patterns of the composites at both temperatures were found to follow Fickian behavior. Furthermore, the flexural properties of the composites decreased drastically on exposure to moisture, due to degradation of the fiber-matrix interface. Morphology analysis showed that at high environmental temperature a debonding developed between the fiber and matrix, which caused most fibers to fail by fiber pull out mode failure. In addition, microcracks developed at the interface between the fiber and the matrix. The effect of different fiber loadings (wt%) of 10%, 15%, 20%, 25%, 30%, and 35% using hand lay-up method through water and mechanical retting processes were investigated by Rozyanty et al., 86 where UPE resin and methyl ether ketone peroxide was used as binder and catalyst, respectively. It was reported that tensile strength of both water and mechanical retted kenaf/UPE composites increases as the fiber loading increases.
The use of short natural fibers in polymer matrix is also reported by researchers. The common method used to shorten the fiber is pulverization process. Pulverization is a size reduction process by means of mechanical cutting using sharp rotating steel blades. In a study by Romli and Mohd Ghaztar, 87 the effect of fiber length and aspect ratio on the mechanical properties of kenaf fiber/UPE composites were investigated. It was identified that the condition of the fiber failure is crucial in reinforcing mechanism of the composites. The results showed that there are seven types of fiber damage to the kenaf fiber after passing through the pulverization processes including fiber axial splits, fibrillar failure, granular fracture, fatigue failure, fiber peel off, chemical degraded fiber brake, and biaxial failure which contributed to the composite properties. The combination of individual fiber contact area, interphase factor, and optimized fabrication process are crucial to produce superior properties of short fiber reinforced polymer composites. By knowing the fiber failure behavior, the cause of inconsistency of natural fiber based composite strength can be resolved.
Properties of the composites produced by filament winding
Researchers discussed the effect of fiber orientation on the properties of kenaf fiber filled polyester composite which had been produced by filament winding process. The effect of winding angles on crushing behavior, split disk properties (hoop tensile strength), and maximum torsion capacity of filament wound hollow kenaf yarn fiber reinforced UPE composites was reported by Misri et al.63,64,81 The investigation showed that the initial failure was dominated by the interfacial and shear failure, while the delamination and eventually fiber fracture dominated the failure mechanism after the initial failure. It was also found that the static crushing behavior of the structural hollow composite is very sensitive to the change in different winding angles between ±90° and ±45°. The novel findings of this work include reinforcement of a shaft with aluminum greatly affects the energy absorption of the structural hollow composites and filament wound composites have good energy absorption capability. Moreover, these materials are suitable for use in highly loaded components in automotive and structural applications. It can be concluded that energy is dependent on the effect of the angles between the 45° and 90° hollow composites. The angle of 45° of wound hollow composites tends to absorb more energy in crushing due to their longest distance in the post-crushing zone. The orientation of fiber angle has a significant impact on the hoop tensile strain, hoop tensile modulus, and hoop tensile strength properties with 90° fiber winding angle of kenaf yarn fiber have the highest hoop tensile strength. The torsion capacity is significantly affected by changing the winding angle. The maximum static torsion capacity of kenaf yarn fiber reinforces UPE composite shaft at a winding angle of 45° was higher strength than 90° orientation. The experimental results showed a good agreement with Finite element analysis using Abaqus software. Misri et al.,63,64,82 also concluded that it is possible to produce filament wound kenaf fiber reinforced UPE composites with exceptional compressive strength. The filament wound composites demonstrated good energy absorption capacity particularly in helical winding mode, and the aluminum mandrel had an important role to improve the strength of filament wound kenaf fiber composites. The use of kenaf as reinforcement in filament winding process, particularly in compression mode of loading, has opened the potential of kenaf fibers (and other natural fibers) in continuous fiber composite application and such hollow kenaf composite tubes can be applied in various industries such as automotive and sport industries.
Properties of the composites produced using treated kenaf fiber
Natural fiber reinforced polymer composites usually show lower mechanical performance when compared to synthetic fiber reinforced polymer composites. This drawback can be overcome by chemical or physical treatment of natural fibers. 88
Chemical treatment results in surface modification of kenaf fiber, hence, influences the mechanical properties of the corresponding composites. For instance, when alkali treatment of kenaf fiber is done via utilizing sodium hydroxide, the following modification (equation (1)) on the surface of kenaf fiber occurs.16,89

Many studies have been reported on the use of alkaline treatment for kenaf fibers.29,83,90 –97 The treatment using NaOH has been found to be an effective approach to remove the impurities on the surface of kenaf fiber. 29 Asim et al. 29 treated kenaf fiber with 6% NaOH (w/v) and showed via FTIR analysis that alkaline treatment reduces the intensity of typical peaks of lignin and hemicellulose. This was further proved via scanning electron microscopy (SEM) analysis, revealing a clean and smooth fiber surface. Muhammad et al. 83 reported the effects of alkaline treated kenaf fiber on the morphological and mechanical properties of UPE composites. Different concentrations of NaOH (2%–8%) were used for treatment of kenaf fiber. However, high concentration of NaOH (8%) resulted in damage of fiber surface, as proven by SEM analysis. Incorporation of alkaline treated kenaf fiber into UPE improved the mechanical properties of the composites as reported by Rozyanty et al.90,91 This was attributed to the improvement in compatibility at the interface between kenaf fibers and polyester matrix. From the results obtained, surface morphology of the treated kenaf fibers showed less impurity than untreated fibers. Bin Saiman et al. 92 focused on the effect of alkali treatment (6% NaOH) of woven kenaf on impact strength of the UPE composites prepared by vacuum infusion process, where the alkali treatment improved the impact strength of the composites. Osman et al. 93 also found that kenaf fiber treated with 6% NaOH recorded the best improvement in term of mechanical properties. The results showed that alkali treatment enhanced the impact strength of the composites compared to neat polyester and untreated composite.
Hashim et al. 95 investigated the effect of alkali treatment conditions on the physical properties of kenaf fiber such as density, weight loss, diameter, cross sectional, and fiber morphology by treating kenaf fiber at 2–10 (w/v%) alkali concentration, for 30–480 min immersion duration, and at 27°C–100°C immersion temperature. After alkali treatment, it was found that kenaf fiber density slightly increases. Compared to untreated kenaf fiber, as each alkali treatment parameter increases, kenaf fiber weight loss increases, too. However, kenaf fiber diameter and cross-sectional area decrease, which is observed to be directly proportional to increasing level of alkali treatment parameters. Another study on the effect of chemical treatment on tensile, flexural, and impact properties of kenaf fiber reinforced polyester composites was reported by Reddy and Dhoria. 96 After treating kenaf fiber with 5% of NaOH solution, the composite specimens were prepared in both untreated and treated forms of with five levels of fiber volume fractions. It has been found that the composites made of alkali treated fibers have better mechanical properties compared to untreated fibers, since alkali treatment promotes bonding between the UPE matrix and fibers. For instance, for the treated fiber composites, it was observed that the tensile strength increases by 15%, flexural strength increases by 20.7%, and impact strength increases by 17.89%. Another study investigating the effect of alkali treatment on the flexural properties of kenaf/UPE composites was reported by Ben Mlik et al., 97 showing that all flexural properties of alkali treated kenaf/UPE composites were improved except elongation, which indicates that adding kenaf fiber in the polyester matrix makes the kenaf/UPE composites more resistant but less deformable.
However, based on the study by Kassim et al., 98 the highest flexural strength and modulus values of the polyester composites were achieved when the kenaf fibers treated with 3% NaOH solution and higher NaOH concentration resulted in reduced mechanical properties. Interestingly, Hamzah et al. 99 reported that the alkaline treatment of long kenaf fibers using only 1% NaOH enhanced the tensile strength and modulus of polyester composites compared to untreated kenaf fiber composites. A contradicting study was reported by Yuhazri et al., 100 where the mechanical performances of alkalized kenaf fiber composites increased with increasing NaOH concentration from 3% to 9%. The vacuum infusion method used also offered benefits over hand lay-up method due to the better fiber to resin ratio which resulted in stronger and lighter laminates. By vacuum infusion process, the kenaf/polyester composites provide an opportunity for replacing the existing materials with a higher strength, low-cost alternatives which are environmentally friendly.
In addition, Mohd Nazarudin et al. 94 reported the effect of alkaline treatment on water absorption and tensile properties of nonwoven kenaf/polyester composites prepared by compression molding technique. Kenaf fiber was treated with 2%, 4%, and 6% of NaOH. It was found that the treatment reduced the overall water uptake of the composites. The 6% NaOH treated fiber composite was greater in moisture resistance compared to untreated fiber composites. The alkaline treatment had been proven to be a good surface modification technique besides the ability to improve the surface adhesion between fibers and matrix. Another study investigating the effect of alkali treatment on water absorption and swelling behavior of kenaf fiber composites was reported by Binti Mohd Hafidz et al. 101 For this purpose, untreated and treated kenaf fibers were prepared in random orientation with volume fractions of 30%, 40%, and 60%. For alkali treatment 1% and 5% NaOH (w/v%) were utilized and fiber morphology was studied by SEM analysis. Kenaf fiber composites treated with 5% NaOH showed improved thickness swelling. Furthermore, mechanical and water absorption properties of the nonwoven kenaf fiber reinforced UPE composites produced by resin transfer molding (RTM) were investigated by Ariawan et al. 102 Nonwoven kenaf mats were treated with 6% NaOH solution for 3 h. Alkalized kenaf fiber composites showed superior mechanical properties compared to untreated composites. The X-ray diffraction (XRD) and dynamic contact angle technique results indicated an enhancement of the crystallinity index and surface energy of the alkalized kenaf fiber. SEM and atomic force microscopy (AFM) analyses of the treated kenaf fiber showed the removal of impurities and a reduction of roughness on the kenaf fiber surface with alkalization (Figure 10). Water immersion induced a drastic loss of the mechanical properties of the composites although better retention of properties was observed in the case of alkalized kenaf fiber composites.
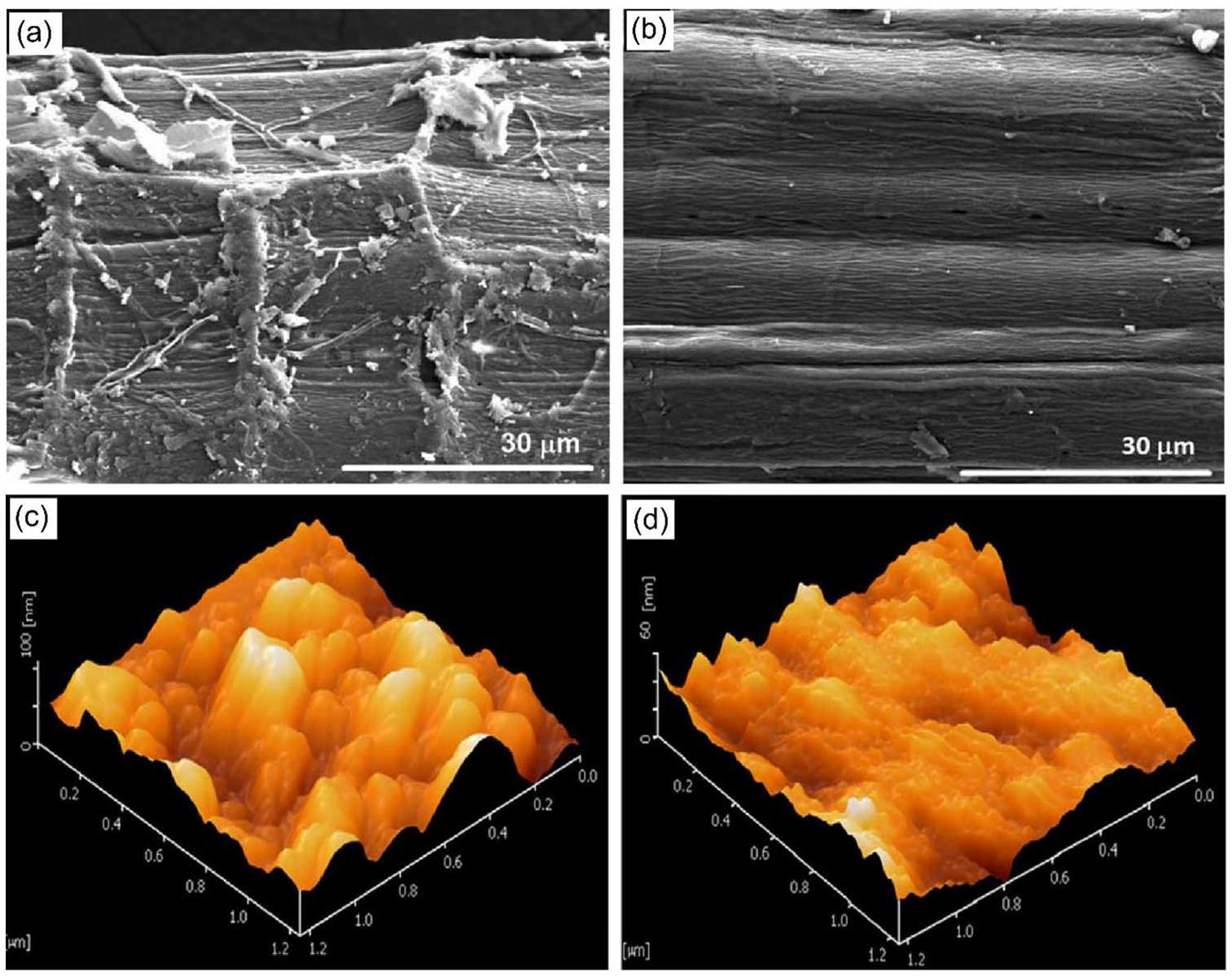
SEM and AFM micrographs of (a and c) untreated KF and (b and d) treated kenaf fibers.
The effects of alkali treatment time on the properties of kenaf fiber have been also investigated by various researchers.59,103 –106 For instance, Taib et al.103,104 reported the effects of alkali treatment time (0–5 h) at room temperature on the properties of kenaf fiber reinforced UPE composites. Composites of untreated and 6% NaOH treated kenaf fiber mat and UPE resin matrix were manufactured via RTM technique. The crystallinity index as well as surface free energy of the fibers increased following the alkali treatment. Based on the findings, maximum improvement in the flexural properties was observed when the kenaf fiber mat was alkali treated for 3 h. Prolonged alkali treatment resulted in a decrease of the flexural properties of the composites due to the negative impact of the treatment on the fiber properties. Supporting the findings of this study, alkali treatment time was also found to have crucial effect on thermal and mechanical properties of kenaf fiber reinforced UPE composites prepared by both hand lay-up and compression molding techniques. 59 Evaluation of alkali soaking time ranging from 0 to 6 h at constant sodium hydroxide concentration revealed that, alkali treatment is improving both thermal and mechanical properties, however 3 h of treatment is yielding the best results according to thermogravimetric analysis (TGA), Fourier transform infrared (FTIR) spectroscopy analysis, and tensile tests. Furthermore, kenaf fibers were chemically modified by immersing in 6% NaOH concentration for 1–5 h to enhance the interaction between fibers and polyester matrix. 106 FTIR spectra indicated the removal of hemicellulose and lignin components, while XRD showed the removal of amorphous content and the increase of the crystallinity index. In addition, the changes in structural content of kenaf fiber after treatment decreased the contact angle of the fiber and increased the surface energy of alkaline-treated kenaf fiber. In addition, surface energy was found to increase with longer soaking time. The effect of soaking time of alkaline treatment in enhancing the interface bonding characteristic between the kenaf fibers and polyester matrix can be reflected by the interlaminar shear strength (ILSS) value of the composites, where the highest value of ILSS was recorded by 3 h treated kenaf fiber composite.
In another study, the impact of alkali treatment conditions on tensile properties of kenaf fiber reinforced polyester composites were investigated. 105 The experimental design setting was based on two level factorial experiments. Two parameters were selected during alkali treatment process which are kenaf fiber immersion duration (30 and 480 min) and alkali solution temperature (40°C and 80°C). Alkali concentration was fixed at 2% (w/v) and the kenaf polyester volume fraction ratio was 10:90. The hydrophilic character of kenaf fibers has been reduced due to alkali treatment and therefore has increased the interfacial bonding between kenaf fiber and polymer matrix surface. However, longer immersion time and higher temperature during alkali treatment could damage the kenaf fiber. Based on the findings, it could be suggested that; to increase composite tensile strength using alkali treatment, higher immersion temperature and shorter immersion time should be applied.
The effects of alkali treatment (6% NaOH) at room temperature, at elevated temperature (60°C), and heat treatment at 140°C for 10 h on the interfacial and mechanical properties of nonwoven kenaf fiber were also investigated. 107 According to XRD results, alkali treated kenaf fiber at 60°C was found to have the highest crystallinity index, followed by alkali treated kenaf fiber at room temperature, heat treated kenaf fiber at 140°C, and untreated kenaf fiber. When compared to untreated kenaf fiber, treated kenaf fibers yielded higher tensile and modulus strength, however lower strain at break. Both alkali and heat treatment resulted in a cleaner and rougher fiber surface as proved by SEM analysis.
Apart from NaOH, various inorganic chemicals such as potassium permanganate KMnO4, potassium dichromate (K2Cr2O7), hydrogen peroxide (H2O2), and sodium chlorite (NaClO2) were used to modify kenaf fiber surface by removing hemicellulose, lignin, and extractives.16,108 For instance, in a study by Guo et al., 108 H2O2 treatment was found to increase the cellulose content of the fibers by 40%, the crystallinity by 26.8%, and the tensile strength by 18.9%. However, treatment with NaClO2, KMnO4, and K2Cr2O7 did not result in a drastic change on the fiber properties. Moreover, compared to solely alkaline treatment, dual alkaline-H2O2, and alkaline-NaClO2 treatments were found to be more effective on improving the properties of kenaf fiber. In addition, Arumugam et al. 16 reported that incorporation of silver nanoparticles (2 wt%) in the chemically treated kenaf fiber/UPE composites could potentially further improve the mechanical properties and reduce the water absorption properties of the composites, because the nanomaterial enhanced the interfacial interaction and resulted in better adhesion between the kenaf fiber and polymer matrix.
The effects of kenaf fiber volume fraction, alkali fiber treatment, and LNR as toughening agent on mechanical properties of polyester/kenaf fiber composites were reported by Ahmad et al. 109 It was found that the addition of LNR increased the impact strength and fracture toughness of the composites, and alkalization of kenaf fibers showed good properties on impact, flexural, and fracture toughness compared to untreated kenaf composites. Environmental stress cracking resistance showed that the composites are more affected in acid medium followed by base medium. Impact, flexural, and fracture toughness properties were found to be improved significantly with increasing fiber volume fraction; however, optimum mechanical properties were found to obtained in the range of ±20% fiber loading. A comprehensive study by Osman et al. 110 reported to determine the effect of fiber treatment, fiber length, and fiber content on the mechanical properties of kenaf fibers reinforced UPE composites. This matrix was combined with untreated kenaf fiber with various fiber lengths (1–6 and 10–30 mm), alkalized with 6% NaOH solution for treated kenaf fiber to form natural fiber for two different fiber length composites. A general trend was observed whereby alkalized fiber composites possessed superior flexural strength and modulus which the maximum strength and modulus was achieved at the 20 wt%. The length of 10–30 mm gave higher tensile and flexural properties compared to 1–6 mm. The modulus of elasticity showed a regular trend of an increase with fiber weight percent until 30% for both fiber lengths and afterwards a decrease in modulus of elasticity for composites with greater fiber weight fraction. The tensile and flexural properties of randomly oriented short kenaf composites were found to be dependent on the fiber treatment, fiber length, and fiber weight fraction. Alkali treatment increased the interface adhesion between fibers and polymer matrix. This treatment decreased the fiber pull-out and enhanced the tensile and flexural properties. Furthermore, post curing process increased the tensile and flexural properties for treated fiber composites. At fiber length of 1–6 mm the maximum tensile strength and modulus of short kenaf composites were around 24.8 MPa at 10 wt% and 3.98 GPa at 30 wt% respectively, while they are 33.2 MPa at 40 wt%, 4.98 GPa at 30 wt% respectively, for fiber length of 10–30 mm.
Ren et al. 111 investigated the effect of surface treatment on mechanical strength and water resistance of kenaf fiber reinforced UPE composites. A coupling agent that consists of 1,6-diisocyanatohexane (DIH) and 2-hydroxylethyl acrylate (HEA) was investigated for surface treatment of kenaf fibers. The surface treatment was found to significantly enhance the mechanical properties and water resistance of the resulting polyester/kenaf fiber composites. The results showed that the polyester/kenaf fiber composites with 50 wt% fiber loading had the highest tensile strength and modulus. In addition, the DIH–HEA treatment also significantly reduced the water uptake, that is, significantly increased the water resistance of the resulting polyester/kenaf fiber composites. FTIR analysis confirmed that DIH–HEA was covalently bonded onto kenaf fibers. Morphology analysis of the composites revealed that chemical treatment of kenaf fibers with a combination of DIH and HEA significantly improved the interfacial adhesion between kenaf fibers and polyester resin in the composites. In another study by Ren et al., 6 kenaf fiber reinforced UPE composites were prepared by compression molding and the mechanical and water absorption properties were reported. A solution based on melamine/formaldehyde/acrylamide (MFA) was used for treatment of kenaf fibers. The treatment of kenaf fibers significantly increased the flexural properties and reduced the water uptake of the resulting kenaf/UPE composites. The results showed that the composites with MFA treatment at the 5 wt% total solids content had the highest flexural strength and flexural modulus, as well as the lowest water uptake in boiling water. In addition, the treated kenaf fiber reinforced UPE composites at the 15 wt% total solids content showed the lowest water uptake at room temperature. Furthermore, treated kenaf fiber reinforced UPE composites at the MFA molar ratio of 1:6:3 showed the highest flexural properties and the lowest water uptake. The MFA solution at pH 5 was optimum for the treatment of kenaf fibers in terms of enhancing the flexural properties and reducing the water uptake. In addition, the results showed that the treatment of kenaf fibers with the MFA solution improved the interfacial adhesion between kenaf fibers and polyester resin.
Kenaf fiber reinforced polyester composites fabricated by hand lay-up technique using propionic and succinic anhydride-modified kenaf fibers were reported by Khalil et al. 112 Mechanical testing revealed that composites with modified kenaf fibers exhibited better properties compared to untreated kenaf fibers reinforced polyester composites. The treatment by succinic anhydride and propionic anhydride led to enhanced interfacial bonding between fiber and polyester matrix which resulted in better fibers-matrix interactions, as confirmed by SEM analysis. Thermal analysis results of modified composites exhibited higher initial and final decomposition temperatures compared to unmodified composites. However, modified composites displayed less char residue compared to unmodified kenaf fibers reinforced polyester composites. The study confirmed that treatment of fiber by anhydrides can be feasible to use in composites technology. In addition, Ariawan et al. 113 investigated the effect of heating time during heat treatment on mechanical and physical properties of kenaf fiber/UPE composites produced by RTM, where kenaf fibers were modified by heat treatment at 140°C for 2.5, 5, 7.5, 10, and 12.5 h. The 10 h heat treatment gave the composites the highest flexural strength and modulus. Ariawan et al. 114 also studied the durability of alkali and heat-treated kenaf fiber reinforced UPE composites, where the kenaf fibers treated by immersing in 6% NaOH solution for 3 h and heating at 140°C for 10 h, respectively. Nonwoven kenaf fiber mat reinforced UPE resin composites were exposed to a natural weathering environment for 12 months. The FTIR results showed the increasing value of carboxyl and vinyl index of exposed samples because of photochemical degradation reaction forming new carbonyl and vinyl groups. In addition, the results showed that the natural weathering reduced the flexural and fracture toughness due to damage to composite structures, the formation of microcracks on the sample surface, discoloration, and chemical content alteration. A relatively better durability in terms of flexural properties was exhibited by alkali-treated kenaf fiber composites, although poor durability in fracture toughness was observed due to the improved fiber–matrix adhesion. Fiber damage and degradation of the interfacial region between composite constituents are observed on the on the exposed composites’ fractured surface (Figure 11).
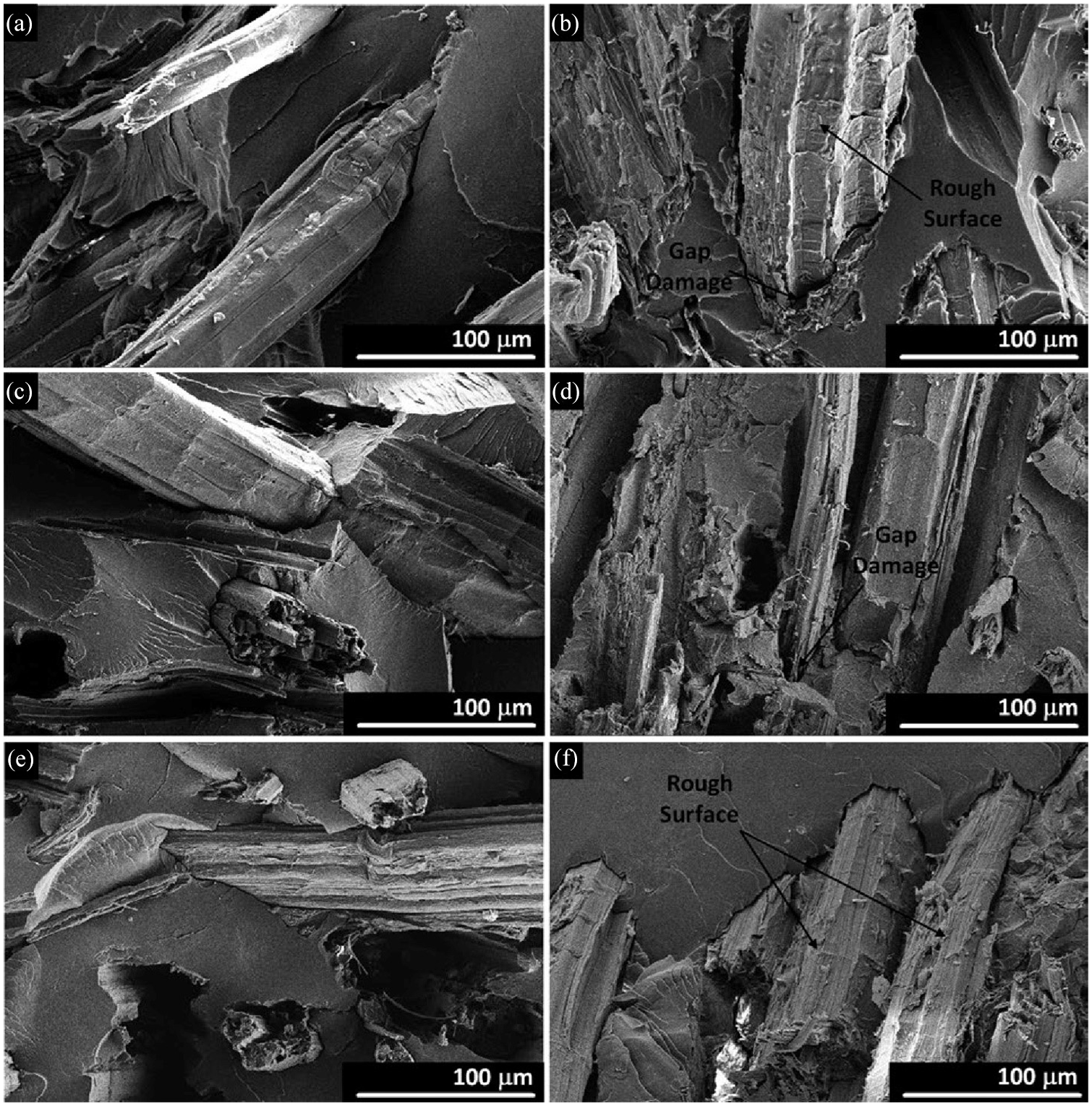
Fracture surface of: (a) unexposed and untreated kenaf fiber/UPE composites, (b) 12-month exposed untreated kenaf fiber/UPE composites, (c) unexposed heat-treated kenaf fiber/UPE composites, (d) 12-month exposed heat-treated kenaf fiber/UPE composites, (e) unexposed alkali-treated kenaf fiber/UPE composites, and (f) 12-month exposed alkali-treated kenaf fiber/UPE composites.
Chemical modification of kenaf fibers by treating with maleic anhydride for different treatment times (60, 90, and 120 min) was reported as reinforcement in UPE composites. 88 For this purpose, untreated and maleic anhydride treated kenaf fiber were hybridized with 10% glass fiber yielding kenaf/glass fiber reinforced UPE composites. As the treatment time was increased, tensile properties of the kenaf/glass fiber reinforced UPE composites were enhanced due to the to the formation of bridging between the C=C of maleic anhydride and C=C of polyester chains, as was proved by FTIR analysis. However, as the treatment time was increased, the elongation at break of all types of composites was decreased, due to increased brittleness of the fiber after maleic anhydride treatment.
In a study by Ren et al., 115 kenaf fibers were modified using N-methylol acrylamide (NMA) solution with either sulfuric acid or p-toluenesulfonic acid (TsOH) as a catalyst and used as reinforcement in UPE composites using compression molding process. The results showed that the modified kenaf fibers using NMA improved the compatibility and interfacial adhesion between kenaf fibers and polyester resin. In addition, flexural strength, and modulus of treated kenaf fibers composites increased significantly while the water-uptake rate was reduced compared to untreated fiber composites. Under same conditions, the use of TsOH as the catalyst resulted in higher flexural properties and water-uptake rates of the composites than sulfuric acid. In another study by Ren and Li, 5 kenaf fibers were modified by a coupling agent consisting of an isocyanate and acrylate epoxidized soybean oil and incorporated into UPE composites using the same process. The modification of kenaf fibers with the coupling agent significantly improved the compatibility and interfacial adhesion between kenaf fibers and polyester matrix, resulted in increased flexural properties and water resistance of the resulting kenaf fiber composites.
Apart from chemical treatment, moisture, temperature variation, and thermal aging might generate thermal stress and strain on fiber reinforced thermosetting composites. 116 In a study reported by Ariawan et al., 117 heat treated kenaf fibers were prepared by heating fibers for 2.5, 5, 7.5, 10, and 12.5 h at 140°C in an air-circulating oven. It was found that the heat treatment increases both the crystallinity index and fiber strength of kenaf fiber. In addition, SEM and X-ray photoelectron spectroscopy analyses revealed partial removal of impurities and extractives from the kenaf fiber surface and AFM analysis showed a decrease in roughness of the heat treated kenaf fiber surface. The heat treatment enhanced the interface bonding characteristics between the fiber and UPE matrix, as reflected by improved mechanical properties of the resulting composites. Moreover, the heat-treated composite showed lower water uptake and diffusivity compared to untreated kenaf fiber/UPE composite. Chang et al. 67 investigated the mechanical properties of heat-treated pultruded kenaf fiber reinforced UPE composites using pultrusion technique at three different heat treatment conditions (120°C, 140°C, and 170°C). The experimental results revealed that heat treatment increases both flexural strength and flexural modulus of pultruted kenaf/UPE composites. The optimum heat treatment temperature was reported to be 120°C, and as the temperature reached about 170°C flexural properties were reported to decrease. In a study reported by Miah et al., 116 the effect of thermal and mechanical aging fatigue on mechanical durability of kenaf fiber mat/UPE composites were reported. For this purpose, kenaf/UPE composites were exposed to up to 100 freeze-thaw aging cycles (from −25°C to +58°C). It was reported that tensile modulus and un-notched strength of kenaf/UPE composites were decreased by 30% and 27%, respectively.
Conclusion and future prospects
Kenaf fiber is indeed a renewable resource that can be grown within a short period of time, in which the supply can be considered unlimited compared to traditional glass and carbon fibers. Kenaf fiber has a good potential to use as reinforcement in UPE resin. A comprehensive review of kenaf fiber reinforced UPE composites is given in this paper. The author concluded various recent works reported on kenaf fibers reinforced UPE composites. Processing methods for kenaf fiber reinforced UPE are well investigated and many of their main properties have been reported. A major drawback of using kenaf fibers as reinforcement in UPE resin is the incompatibility, resulting in poor adhesion between kenaf fibers and polyester resin, subsequently leading to low mechanical properties. Treated kenaf fibers reinforced polyester composites display better mechanical properties compared to untreated kenaf fibers. Based on this review, the treatment using NaOH has been found to be an effective approach to remove the impurities on the surface of kenaf fiber, resulting in improved mechanical properties. In addition, it is obvious that the strength and stiffness of the kenaf fiber/UPE composites are strongly dependent on fiber content. The tensile strength and modulus of the composites increase with increasing kenaf fibers up to a certain amount. The application of kenaf fiber reinforced UPE composites as an alternative composite material, especially in automotive, aerospace, building, and construction is highly plausible with both lightweight and low cost as its main driving forces. However, looking at future demands, more detailed studies are required on product commercialization and manufacturing processes, especially for large scale end products. The combination of kenaf with other types of natural fibers could be an effective way of maximizing the use of kenaf fibers. In addition, kenaf fibers could also combine with synthetic fibers to decrease the rate of utilization of the synthetic fibers. The combination of kenaf with synthetic fibers could be an effective solution to the development of new composite systems for different applications as this could reduce manufacturing cost while maintaining excellent structural properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors wish to acknowledge the Universiti Teknologi Malaysia (UTM) and Fundamental Research Grant Scheme (FRGS) 7825 and 7844, sub-codes: 3F302 and 4F525, respectively, and Ministry of Higher Education (MOHE) for financial support. In addition, the authors also wish to acknowledge the Research University Grant (RUG) 2544, sub-code: 10H94 for financial support.