
Abstract
This study establishes an eco-friendly anti-wrinkle treating process for cotton fabric. Sodium hydroxide-liquid ammonia pretreatment followed by 6% (w/w) PU100 adding citric acid pad-cure-dry finishing. In this process, citric acid (CA) was used as the fundamental crosslinking agent during finishing because it is a non-formaldehyde based, cost-effective and well wrinkle resistance agent. Environmental-friendly waterborne polyurethane (WPU) was used as an additive to add to the CA finishing solution. Six commercial WPUs were systematically investigated. Fabric properties like wrinkle resistance, tensile strength retention, whiteness, durable press, softness, and wettability were well investigated. Fourier transform infrared spectra and X-ray diffraction spectra were also measured and discussed before and after adding waterborne polyurethane. Tentative mechanism of the interaction among the WPU, CA, and modified cotton fabrics is provided. The effect of cotton fabric pretreatment on fabric performance was also investigated. After the eco-process’s treatment, the fabric wrinkle resistant angle was upgraded to 271 ± 7°, tensile strength retention was maintained at 66.77% ± 3.50% and CIE whiteness was elevated to 52.13 ± 3.21, which are much better than the traditional CA anti-wrinkle finishing based on mercerized cotton fabrics. This study provides useful information for textile researchers and engineers.
Introduction
Cotton fiber is a natural textile fiber with excellent moisture absorbency and softness, made of parallel stacks of cellulose microfibrils consisting of cellulose molecules described as a linear polymer of β (1→4) linked D-glucopyranose units.1–3 Hydrogen bonds play a vital role in a number of intra- and inter-cellulose molecules in both crystalline and amorphous phases. It is believed that the disruption of the initial hydrogen bonds under moist conditions and the formation of new hydrogen bonds after the moisture removal resulting in wrinkling and shrinking of cotton fabrics. These wrinkles and shrinkages seriously affect the cotton fabric appearance.4,5 Crosslinking of the cellulose hydroxyl groups could effectively improve the anti-wrinkle property of the cotton fabrics. 6 Dimethylol dihydroxyethyleneurea (DMDHEU) and other N-methylol compounds are currently the dominant crosslinking agents used for anti-wrinkle finishing due to its excellent performance and cost-effectiveness.7–13 However, this kind of N-methylol compounds would release cancerogenic and toxic formaldehyde.14–16 Thus, environmental concerns have given the pressure to develop more eco-friendly crosslinking agents. The polycarboxylic acids, such as 1,2,3,4-butanetetracarboxylic acid (BTCA), maleic acid (MA), and citric acid (CA), are some of the most promising formaldehyde-free compounds and have been extensively studied for decades.17–19 Among these polycarboxylic acids, CA is a low-cost natural product, having an efficient anti-wrinkle performance by a simple pad-dry-cure finishing process without formaldehyde release. However, its great strength loss, severe yellowing, and insufficient anti-wrinkle performance after finishing inhibit its application in industry.5,20–22
Pretreatments such as sodium hydroxide (NaOH) mercerization or liquid ammonia pretreatment would improve anti-wrinkle performance.23–27 This is due to their swelling effect on cotton fabrics. In NaOH mercerization, the alkali solution penetrates the amorphous region first. It then goes into the crystalline areas, accompanied by swelling and forming soda-cellulose complex by replacing the ionizable hydrogens in the OH groups with sodium ions.28,29 After removing NaOH, the polymorph of cotton fabrics transferred from its native cellulose Iβ to cellulose II. Accordingly, the initial cotton fabric has improved luster, smoothness or handle, dye uptake, mechanical properties, and dimension stability.23,30 In the situation of liquid ammonia treatment, the swelling mechanism is different from that of NaOH. The nitrogen atom in ammonia can replace OH. . .O hydrogen bonds with OH. . .N bonds to form a swelling complex, which is easily decomposed when the ammonia is removed.28,29 Deeply mechanism was proposed recently elsewhere using modern neutron crystallography combined with molecular dynamics simulations technologies. 31 The final cellulose polymorph after the liquid ammonia treatment depends on the way of ammonia removal. If the ammonia is removed by evaporation or by washing with polar and non-aqueous solvents like methanol, cellulose IIII is obtained. Otherwise, under hot aqueous conditions, the cellulose IIII can be turned back to cellulose I.32–34 The cotton fabrics with liquid ammonia treatment could have improved mechanical properties, softness, chemical reactivity, flexibility, and crease recovery.26,35,36
Adding additives into the anti-wrinkle finishing solution is an important method to improve fabric performance. Polyurethane (PU) is a kind of copolymer with alternating hard segments and soft segments, which is famous for its controllable chemical structure and can be widely used in adhesives, coatings, printing, textile, or medicine industry.37,38 Waterborne polyurethane (WPU) is a kind of eco-friendly polyurethane because it is dispersed in water instead of organic solvent. 39 Many researchers have developed using WPUs on the cotton coating to achieve better fabric properties, such as shape memory, softness, and hydrophilicity properties.40–43
In this article, we systematically investigated the effect of using NaOH or NaOH-liquid ammonia pretreatment and WPU as an additive in CA finishing on cotton fabric performance. Based on that, an eco-friendly treating process for producing anti-wrinkle cotton fabric was established. This study provides information for wrinkle resistance fabric finishing in the textile industry.
Experimental methods
Materials and chemicals
NaOH chain mercerized cotton fabrics (154 × 80/50S × 50S) and NaOH chain mercerized-liquid ammonia treated cotton fabrics (154 × 80/50S × 50S) were kindly provided by Jiangsu Lianfa Textile Co., Ltd., China. Citric acid monohydrate (CA), sodium hypophosphite monohydrate (SHP) were purchased from Sinopharm Chemical Reagent Co., Ltd., China. Advan PU100 (water-soluble, weak-cationic, and reactive polyurethane) and Advansoft EDP (water-soluble, amphoteric, and reactive polyurethane, could react with −OH and −NH2 under heating) were kindly provided by Hong Kong Advanced (Group) Co., Ltd., China. DICRYLAN PSF (water-soluble, anionic, and reactive polyurethane) and DICRYLAN BSRN (water-soluble and nonionic polyurethane) were kindly provided by Huntsman Textile Effect Co., Ltd, (China). Transtex FUN 6620 (water-soluble, amphoteric to weak-cationic, and reactive polyurethane) was kindly provided by Zhejiang Transfar Co., Ltd., China. Leasys 3458 (water-soluble and anionic polyurethane (49%–51%) (w/w), water (49%–51%) (w/w) and acetone <1% (w/w)) was kindly provided by Wanhua Chemical Group Co., Ltd., China. A nonionic wetting agent (Penetrant JFC) was purchased from Dymatic Chemicals Inc., China. All the chemicals and reagents were used as received without any purification.
Preparation of anti-wrinkle cotton fabrics
Cotton fabrics were treated with different finishing solutions to achieve the anti-wrinkle function. The finishing solution contains 0.42 mol/L CA, 0.21 mol/L SHP (the SHP was added as catalyst in an SHP to CA molar ratio of 0.5), 2 g/L JFC, and 0%–10% (w/w) waterborne polyurethane. The fabrics were dipped into the finishing solution and passed through the squeeze rolls in a P-AO vertical pressure electric padding machine (Foshan Yalinuo Precision Machinery Manufacturing Co., Ltd., China) to achieve a wet pick-up of around 80%. Then, the fabrics were dried at 80°C for 5 min and cured at 180°C for 90 s in an automatic dryer (R-3, Xiamen Rapid Precion Machinery Co., Ltd., China). After that, all the fabrics were washed adequately using deionized water for 5 min to remove the residual chemicals and dried under ambient conditions for further performance evaluation.
Measurements and characterizations
The wrinkle recovery angle (WRA) of fabrics was measured as described in the AATCC test method 66-2008 using a standard wrinkle recovery tester.
The tensile strength retention (TS) of fabrics were measured according to the American Society for Testing and Materials (ASTM) D5035-06 method using HD026N+ Electronic Fabric Strength Tester (Nantong Hongda Experiment Instruments Co., Ltd., China) under the model of a constant rate of extension with the size of a raveled strip of 150 × 25 mm2. Tensile strength retention (TSR) was calculated according to equation (1).

where TSi is the tensile strength of treated fabric, and TS0 is the tensile strength of fabric without any treatments.
The CIE (International Commission on Illumination) whiteness was measured as described in the American Association of Textile Chemists and Colorists (AATCC) Test Method 110-2011 using a Datacolor 650 spectrophotometer. The fabrics were folded twice and measured under the CIE Standard Illuminant D65 and the CIE 1964 10° Standard Observer.
The durable press (DP) evaluation of the fabrics was conducted as described in AATCC test method 124-2009. The test specimens with a size of 38 × 38 cm2 were washed and dried five circles using a standard washer and a standard dryer. Standard three-dimensional (3D) Smoothness Appearance (SA) replicas were used to evaluate the DP values.
The fabrics’ softness score was evaluated using a PhabrOmeter three instrument, a fabric sensory quality evaluation system, developed by Nu cybertek, Inc. in California, USA.
The wettability test of the fabrics was conducted according to the AATCC test method 79-2007. The times of a drop of water to disappear (specular reflection disappear) on the tested fabrics were recorded.
The longitudinal morphology of fabrics was observed using a scanning electron microscope (SEM) (SU-1510, Hitachi, Japan) with a working voltage of 5 kV. The cross-section (freezing microtome sections) morphology of fabrics was observed with a super depth of field 3d digital microscope (VHX-5000, Keyence, China). The freezing microtome sections were produced as below: Two yarns from the tested fabrics were picked out from the tested fabrics and then embedded with a frozen embedding agent (OCT), ensuring the fiber’s length was straight at the same time. A freezing microtome (CM1950, Leica, Germany) was used to cut the embedded body into slices (20 μm). The blade should always be perpendicular to the yarn to obtain a perfect cross-section. The freezing microtome sections were collected one by one with glass slides.
The Fourier transform infrared spectroscopy (FTIR) (NICOLET iS10, Thermo Fisher, USA) was measured to investigate the chemical group changes on the fabric surface and was recorded using an IR spectro-meter within the scanning range of 4000–500 cm−1 with the resolution of 4 cm−1. Fabric powders weighing 2.0 mg were mixed with 200.0 mg of KBr to prepare a FTIR test pellet. The fabrics were washed in 0.1 M NaOH solution for 1 min and then dried in an oven for 5 min at 80°C before testing. In this case, the absorption peaks of ester and carboxylic acid can be properly separated.
The X-ray diffraction (XRD) spectra were used to detect the fabric crystallization. They were collected on an X-ray diffractometer (D2 PHASER, Bruker AXS, Germany) using Cu Kα radiation with the diffraction angle range 2θ = 5°–60°, at 30 kV and 10 mA.
Results and discussion
The effect of NaOH and NaOH-liquid ammonia pretreatments on cotton fabric performance
Pretreatment is significant in affecting the performance of final treated cotton fabrics. Both the NaOH mercerization and liquid ammonia pretreatment can greatly improve the cotton fabrics’ performance on mechanical properties, dimension stabilities, softness or handle, chemical accessibility, the luster of the cotton fabric, based on previous studies.23–27 Here, we investigated variant fabric properties on NaOH mercerized cotton fabric (MC) and NaOH mercerized-liquid ammonia treated cotton fabrics (MLC), as well as their corresponding CA finished cotton fabrics (MC-CA and MLC-CA). We try to investigate how the pretreatments affect the fabric properties before and after anti-wrinkle treatment. The data of the fabric performance are shown in Figure 1.

Fabric performance of MC, MLC, MC-CA, and MLC-CA: (a) WRA properties, (b) DP values, (c) softness scores, (d) TS and TSR properties, (e) WI properties, and (f) wettability.
As shown in Figure 1(a)–(c), MLC is superior to MC on WRA, DP and softness, and the advantages were kept even after anti-wrinkle finishing. Furthermore, Figure 1(d) and (e) show that MLC is slightly inferior to MC on TS and WI. However, the TSR of MLC after anti-wrinkle finishing (MLC-CA) is higher than that of MC, while the WI of MLC and MC are turned out almost no difference after anti-wrinkle finishing. Note that the TSR of MLC-CA was calculated based on MLC, while MC-CA was calculated based on MC. At last, in Figure 1(f), it can be seen that the wettability of MC was inferior to that of MLC. Still, both of their wettabilities were excellent after CA anti-wrinkle finishing.
Fabric performance changes after the mercerization and liquid ammonia treatment in Figure 1 are related to fabric changes in pore structure, crystallinity, unit cell structure, and fibers’ orientation. First of all, it is well known that both NaOH and liquid ammonia are cellulose swelling agents. According to previous reports, the siginificant difference between the MC and MLC lies in the abundance of large pores. Cotton fiber through NaOH mercerizing increases the large pores percentages while decreasing in the liquid ammonia pretreatment. The loss of large pores in the liquid ammonia pretreated cotton fiber is balanced in part by increasing small pores. Because pores constitute voids between elementary fibrils or microfibrils, the diminution of these voids brings microfibrillar closer one and another, which increases lateral hydrogen bonding equaling to a natural type of crosslinking. Consequently, the resilience of the fiber is enhanced by this natural crosslinking, and this crosslinking effect is further strengthened by chemical crosslinking.26,35,44 Therefore, the value of WRA, DP, and softness of MLC before and after anti-wrinkle finishing shown in Figure 1(a)–(c) are superior to those of MC.
Secondly, the cotton fiber under concentrated NaOH solution and liquid ammonia treated would go through swelling states and form Na-cellulose complex and ammonia-cellulose complex, respectively, after that the decomposition of the complex by removing NaOH or liquid ammonia leads to the cellulose crystalline structure changes from its initial cellulose I to cellulose II or cellulose III. 28 Meanwhile, these crystalline transformations and reformations are strictly related to the specific conditions, therefore, may be accompanied by decrystallization in general resulting in a decrease in mechanical properties. 45 However, in some other cases, such as under tension, the mechanical properties would be enhanced as the orientation of the fiber increased under stress. 46 So, the TS after NaOH and liquid ammonia pretreated may decrease or increase, it depends. Additionally, it is observed in Figure 1(d) that both MC and MLC have much tensile strength loss after CA treatment with TSR of 68.20% ± 4.35% for MLC-CA and of 62.39% ± 3.23% for MC-CA. This is due to the crosslinking effect and the acid degradation of cellulose. 47 However, the TSR of MLC-CA is slightly higher than that of MC-CA, which may due to tensile strength after durable press finishing could be improved by liquid ammonia pretreatment.24,48,49 The swelling with liquid ammonia results in a product having more evenly distributed due to smaller pore size and smaller pore size distribution, which makes it has less inner external stress and so that has greater strength.44,49 For WI shown in Figure 1(e), there is no difference between the MC and MLC before and after anti-wrinkle finishing. But it should be noticed that the sharp whiteness loss after CA treatment was due to the production of unsaturated acids during CA crosslinking finishing. 5 The wettability of MC and MLC have been greatly improved after CA treatment with a water drop on fabric surface less than 1 s, shown in Figure 1(f).
The effect of using WPU as an additive in CA finishing on cotton fabric performance
As discussed above, the pretreatments can help improve the fabric properties after CA anti-wrinkle finishing, especially in wrinkle resistance and strength retention aspects. However, the wrinkle resistance performance is still not enough after only pretreatments. What’s more, the severe fabric yellowing problem could not be solved by pretreatments. Some researchers have tried adding other chemicals to the CA solution for joint finishing, such as alcohols and nano-additives to improve the CA treated cotton fabric performance.50,51 Here, we adopted WPU as the additive in the CA finishing solution to further enhance the MLC fabric properties after the anti-wrinkle finishing. Six different commercial WPUs (named PU100, EDP, 6220, PSF, BSRN, and 3458, respectively) with different concentrations (2%, 4%, 6%, 8%, and 10%) adding to the CA solution were studied. The MLC-CA and the only 6% PU100 treated MLC (MLC-6% PU100) were used as control.
As presented in Figure 2(a), with the increase of WPU dosage, the WRA of the cotton fabric increases first and then decreases. The situation is almost the same in the applied WPUs: PU100, EDP, 6220, PSF, BSRN, and 3458. And most of the samples’ WRA are beyond MLC-CA’s WRA, except 2% BSRN, 2% 3458, and 10% 3458, as the WRA of MLC-CA is shown as a dash-dot line in the figure. What’s more, the best WRA sample in each kind of WPU is located in a 6% or 8% adding dosage. Besides, only 6% PU100 treated cotton fabric (without CA) shows poor WRA (175 ± 15°) in Figure 2(a), but still higher than that of MLC (140 ± 7°), which means that only WPU treatment could have some anti-wrinkle effect, but the performance is not good. Because the action mode of WPU is surface coating instead of inner crosslinking. 42 As shown in Figure 3, the original MLC sample presents a bulging surface without the natural ravines and microgrooves and plumped-out to a nearly circular cross-section, while after CA treatment, the MLC-CA sample shows some thorns on the fabric surface or some breakages along the edge in the cross-section. However, the damage of the CA treatment seems to be recovered after WPU adding. As the MLC-CA+WPU sample appears to have a thin film on the fabric surface, which flattens the fabric damages caused by CA treatment. Also, the thin film could be found like a bridge between fibers. Therefore, the film formation may be the key to enhance fabric anti-wrinkle performance after finishing. Moderate WPU adding dosage is required. Too small may not enough to form a film while too much may cause excessive accumulation leading to the decrease of anti-wrinkle performance. Around 6% adding dosage was the best choice based on the data.

WRA and softness properties of MLC-CA+WPU treated fabrics: (a) WRA properties, and (b) softness score.

The longitudinal SEM morphology and freezing microtome section morphology of treated cotton fabrics: (a) MLC, (b) MLC-CA, and (c) MLC-CA+WPU (6% PU100).
As for the softness of the cotton fabrics shown in Figure 2(b), most of the samples seem to have better softness after adding WPU, except 4% and 10% 6620 and all of the 3458 additive samples. The softness may be strongly related to the structure of the WPU. WPU is an enormous chemical family and its structure and properties can be easily changed by synthesis monomers, synthesis conditions, modification methods as well as hybrid factors. 52 Note that only 6% PU100 treated cotton fabric (without CA) shows highest softness compared with other samples.
The tensile strength retention (TSR) properties of the treated cotton fabrics are shown in Figure 4. It should be noticed that all the TSRs here were calculated based on MLC, as MLC was used as the substrate. We could roughly find that the tensile strength properties are inverse with the anti-wrinkle properties, as shown in Figure 2(a). This is consistent with the results of the only CA treated samples based on our previous research. 5 Though a low adding dosage of WPU can slightly increase the tensile strength of the treated sample, most of the specimens show a decrease in tensile strength as the anti-wrinkle properties are greatly increased. Furthermore, the only 6% PU100 treated cotton fabric also experienced tensile strength loss. Therefore, we know that the WPU is not efficient in improving fabric tensile strength.
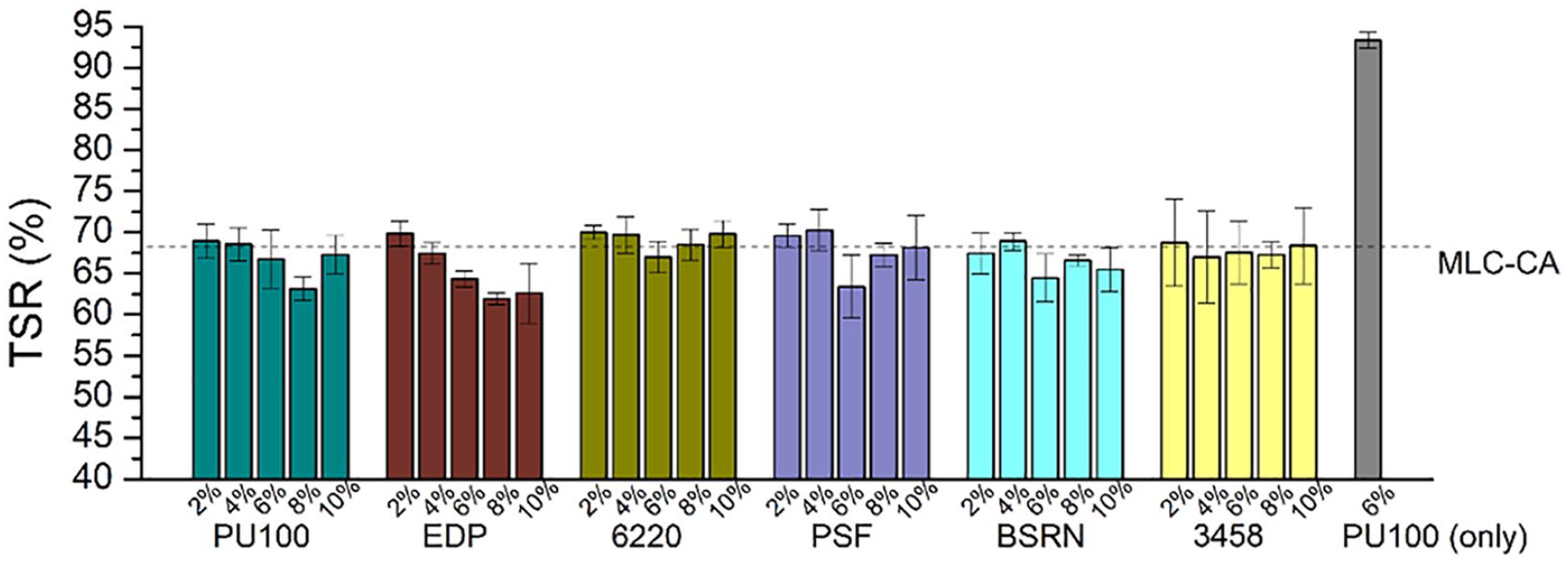
TSR properties of MLC-CA+WPU treated fabrics.
Figure 5 shows the XRD diffractogram of the MLC-CA and MLC-CA+WPU, in which two sample curves overlap. Thus, the tensile strength loss after adding WPU may not be caused by crystallinity structure changes. The main reason for fabric strength loss may be due to the CA’s crosslinking and the fiber’s inner stress intensifying by the coating of WPU. When under pressure, the fabric will begin to be broken down at the most stress concentration point. It should be noticed that the tensile strength losses are not that much, while the anti-wrinkle properties have been greatly improved. All the treated samples maintain TSR at around 62%–70%, which is around the TSR of MLC-CA with 68.20% ± 4.35%, shown in Figure 4. Therefore, we can conclude that the WPU may help maintain the tensile strength to some extent.

The XRD diffractogram of treated cotton fabrics, MLC-CA and MLC-CA+WPU (6% PU100).
FTIR spectra of MLC, MLC-CA, and MLC-CA+WPU (6% PU100) are shown in Figure 6. It can be seen that all the fabric samples have absorption peaks near 3200–3400, 2800–3000, 1058, and 1110 cm−1, which are assigned as the −OH stretching absorption, −CH stretching absorption, and C-O-C stretching absorption, respectively, representing characteristic absorption peak of cotton fabric. 53 After the CA treatment, carbonyl absorption peak intensity at 1735 cm−1 comes up in the MLC-CA sample. Meanwhile, a new peak 1568 cm−1 represents the carboxylate group transferred from the free carboxyl group due to the wash by NaOH.5,54 After adding WPU, the peak near 3400 cm−1 shifts from a broad peak at 3414 cm−1 to a narrow peak near 3433 cm−1, which may be attributed by the −NH group in WPU. No peak is presenting in the range of 2200–2300 cm−1 indicating the complete utilization of the −NCO group of pre-PU in the chain extension step of the polymerization reaction. A stronger peak present around 1633 cm−1 may correspond to stretching vibrations of –C = O (carbonyl) bond of urethane (−NHCOO−) group. 43 These absorption peaks above represent that all of the target chemicals have been treated on cotton fabrics. The tentative mechanism suggests the interactions among CA, WPU and modified cotton fabrics are shows in Figure 7. There may be a three-dimensional crosslinking network between CA, WPU and cellulose, which enhances the WRA of the treated cotton fabrics.

The FT-IR spectra of treated cotton fabrics: (a) MLC, (b) MLC-CA, and (c) MLC-CA+WPU (6% PU100).

Tentative mechanism of the interaction among the CA, WPU, and modified cotton fabrics.
The durability test (fabric durable press (DP) evaluation) is using AATCC test method 124-2009. After five standard wash and dry procedures in the DP test, the CA/WPU coating film on the cotton surface may be damaged. The SEM image after five standard wash and dry procedures in the DP test is shown in Figure 8. The damage may also result in the decrease of DP degree. In Figure 9, it is shown that the DP of MLC-CA+WPU is almost the same as MLC-CA. What’s more, when the WPU adding dosage is higher, the situation seems worse. This may due to WPU’s excessive coating and accumulation on the cotton surface.

SEM image of MLC-CA+WPU (6% PU100) after five wash and dry procedures in DP test.

DP properties of MLC-CA+WPU treated fabrics.
It is well known that the cotton fabric after CA treatment shows a yellowish appearance due to the loss of one mole water at the position of α-OH forming of colored unsaturated acid during high temperature curing process. 51 Interestingly, the whiteness of the fabric samples increases along with the WPU adding dosage increase, as shown in Figure 10. It is reported that adding alcohols to the CA finishing solution can improve the whiteness of CA treated fabrics because the alcohols can react with the carboxyl groups of CA, avoiding the dehydration of CA at the α-OH position, so that to prevent yellowing. 51 This theory could be used to explain why the addition of WPU has some positive effect on whiteness, too. That is to say, there must be some interaction between WPU and CA, as shown in Figure 8 (equation 5), which helps prevent the dehydration of CA to colored unsaturated acid, especially when in high adding dosages of WPU. However, it should be careful that some WPUs themselves are yellow liquid, such as 6220, which may lead to more severe yellowing of treated fabrics. It is worth noting that PU100 is an absolute transparent liquid and shows almost no side impact of fabric whiteness when treated by itself, shown in Figure 10. Thus, it can be concluded that the WPU affects the fabric whiteness on two sides. On the one hand, the native color of the WPU would have effects on WI, as yellowish WPU would lead to a decrease of WI. On the other hand, the WPU and CA interaction would help prevent yellowing after CA finishing. A higher dosage of WPU would lead to higher WI.
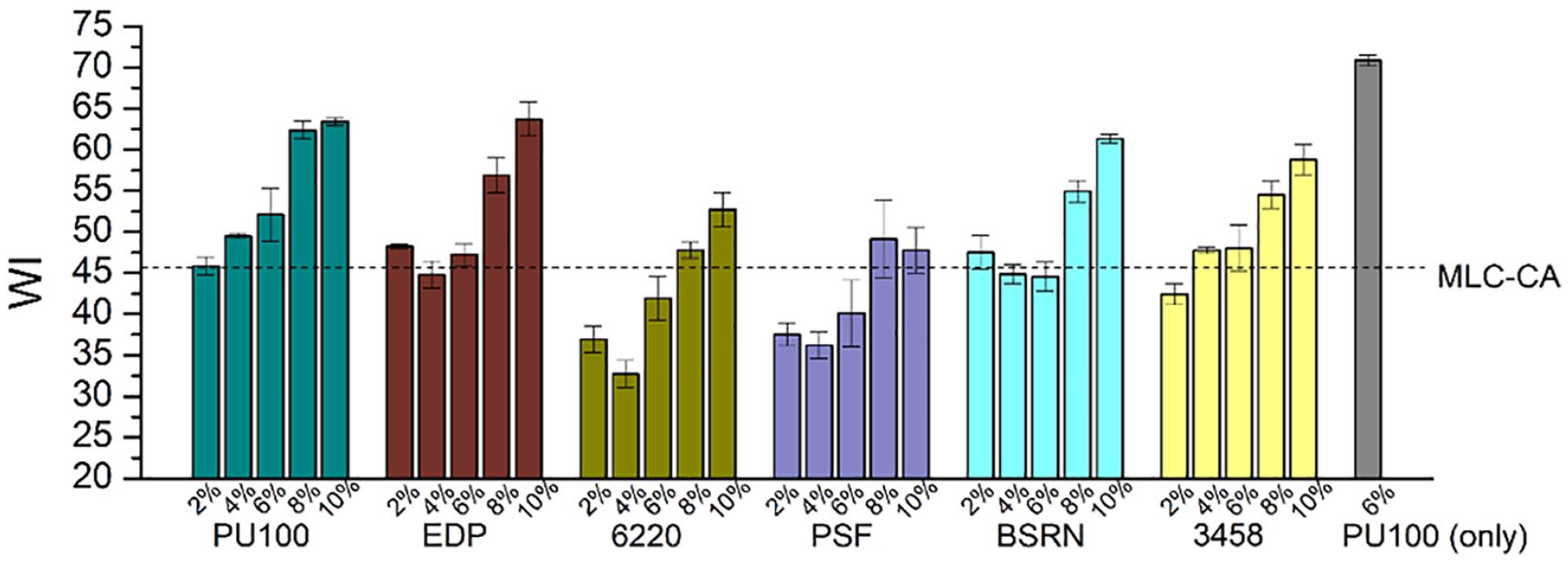
WI properties of MLC-CA+WPU treated fabrics.
The wettability of the MLC-CA+WPU samples is presented in Figure 11. It can be seen that samples adding PU100, 6220 and BSRN are holding excellent wettability. Adding PSF samples also show good wettability, whereas adding EDP and 3458 samples show poor wettability. It is believed that the material wettability is closely related to its hydrophilicity, which is determined by the structure. But it is a remarkable fact that adding hydrophilic WPUs will affect the wrinkle resistance property of the cotton fabric in moisture conditions based on our experience. When it helps fabrics absorb more moisture and then the WRA will decrease.

Wettability of MLC-CA+WPU treated fabrics.
Established an eco-friendly anti-wrinkle cotton fabric treating process
We know that the fabric after liquid ammonia pretreatment will achieve better anti-wrinkle properties and mechanical properties than that of concentrated NaOH pretreatment with the above investigation. Also, the NaOH-liquid ammonia two-step processes have better fabric properties than the single process pretreatment.25,27
Moreover, through a systematic study of adding WPUs in the CA finishing solution, we found that almost all kinds of used WPU can efficiently improve the wrinkle resistance, softness and whiteness under appropriate adding dosage. Meanwhile, adding WPUs seems beneficial to maintain fabric tensile strength. But it should be carefully determined what kinds of WPU to add if better DP degree and wettability were expected.
Therefore, we propose establishing a two-step process for eco-friendly cotton fabric treatment. The first and essential process is a NaOH-liquid ammonia pretreatment process. The second process is a WPU/CA finishing process. Based on the entire experimental result above, 6% (w/w) PU100 adding in CA finishing was recommended.
Conclusions
CA, as an eco-friendly and cost-effective crosslinking agent, was used in anti-wrinkle cotton fabric treatment. The effects of NaOH and NaOH-liquid ammonia pretreatment on cotton fabric anti-wrinkle performance were studied. CA crosslinked cotton fabrics with NaOH-liquid ammonia pretreatment are much better than that with only NaOH pretreatment on wrinkle resistance, durable press degree, and tensile strength retention.
Moreover, we systematically studied the effects of adding WPU to the CA finishing solution on cotton fabric anti-wrinkle performance. After adding proper dosage WPU, the wrinkle resistance, softness, and whiteness of the fabric was greatly improved. The fabric tensile strengths were maintained to some extent, while there is some negative effect on DP degree when the WPU adding dosage is too high. Besides, the wettability is variant on WPUs. The SEM morphologies and FTIR spectra show that the WPU was successfully coated on the cotton surface. The XRD diffractogram illustrates that the crystallinity was not changed after adding WPU. The addition of 6% (w/w) PU100 presents excellent fabric performance out of the investigated samples.
With fully study of pretreatment and adding WPU to CA finishing solution. We established an eco-friendly cotton fabric treating process: NaOH-liquid ammonia pretreatment followed by 6% (w/w) PU100 adding CA pad-cure-dry finishing. After this eco-treatment, the cotton fabric WRA was up to 271 ± 7°, TSR was maintained at 66.77% ± 3.50% and WI was elevated to 52.13 ± 3.21. It is much better than that of the traditional CA anti-wrinkle finishing based on mercerized cotton fabrics (MC-CA), for which the WRA, TSR, and WI were only 219 ± 8°, 62.39% ± 3.23% and 46.13 ± 9.61, respectively. Next, further tensile strength improvement and whiteness improvement should be investigated in the future.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the National Key R&D Program of China (No. 2017YFB0309200), the Natural Science Foundation of China (No. 51703085), the Natural Science Foundation of Jiangsu Province (No. BK20170189), and the Postgraduate Research & Practice Innovation Program of Jiangsu Province (No. KYCX17_1440).