
Abstract
The oxygen low-temperature plasma (LTP) treatment on knitted woolen fabric was carried out to investigate the changes of shrinkage resistance, bursting strength and moisture absorption of knitted woolen fabric after treatment. In addition, the effects of different levels of exposure time, treatment power and gas flow rate on the change of felting rate, bursting strength and moisture absorption of knitted woolen fabric in the process of LTP were investigated. The results show that LTP treatment can improve the anti-felt, bursting strength, moisture absorption of knitted woolen fabric. According to the analysis of variance, in the process of LTP treatment, the exposure time is the primary factor that affects the degree of change in the hygroscopicity of knitted woolen fabric, and treatment power is the main factor that affects the degree of change in the shrinkage resistance of knitted woolen fabric. Finally, under the experimental conditions, the best treatment process of knitted woolen fabric by oxygen low-temperature plasma is 20 min, 150 sccm and 400 w.
Keywords
Introduction
Wool fiber is classified among protein fibers. Wool fiber has excellent strength, elasticity, air permeability, warmth preservation and heat regulation performance, which is commonly used in high-grade knitted fabrics. 1 The scale layer on the surface of wool fiber is rich in covalently bonded lipid substances, resulting in poor initial wettability of the fabric to liquid water, and the directional frictional effect of the scale layer will also cause felting of knitted woolen fabric, making it thicker and stiffer. These defects seriously affect the wear performance of knitted woolen fabrics. When the wool fiber scale layer is eroded and removed, the fabric’s resistance to felt and wettability will be significantly improved. 2
The process of low temperature plasma technology does not require water and chemical reagents, nor will it cause environmental pollution. It can reduce the felting rate, improve wettability, fiber cohesion by selectively modifying the original characteristics of the wool fiber surface. It is an ideal technology for wool fabric pre-treatment and post-treatment. 3 The principle is to use the highly excited and unstable active particles in the low-temperature radiation to etch the fiber surface and introduce groups to achieve modification. In addition, the chemical active substances in the plasma cause oxidation, degradation and other reactions on the material surface, resulting in chemical micro-etch.4,5 In the past few decades, the research on plasma treatment of wool has focused on the ability of low temperature plasma technology to improve the dyeing and felting properties of wool.6,7 Ueda and Tokino 8 first put forward that plasma treatment can improve the dye uptake of wool in 1983. Haji et al. 9 improved the dyeing of grape leaves on wool by plasma treatment. Peran et al. found that oxygen plasma pretreatment can improve the dyeing and antimicrobial properties of wool fabric dyed with natural extract from pomegranate peel. 10 Haji enhanced the natural dyeing of wool with henna and yarrow by plasma treatment and optimized it through response surface methodology. 11 Xueman and Qingzheng 12 used the method of combining low temperature plasma with protease to modify the surface of wool fabric, and discussed the shrinkage property of wool fabric after finishing.
Many studies on the changes of wool surface properties have also been carried out. Mendhe and Arolkar, 13 Haji and Shoushtari, 14 Gaidau et al., 15 Barani and Haji, 16 Liu et al., 17 Demir et al., 18 Ferri et al. 19 studied the changes in the surface chemistry and morphology of wool after the plasma treatment. Since the effect of plasma is limited to the depth of several tens of nanometers below the fiber surface,20–22 it does little harm to the inherent properties of wool fabric, so the application of plasma to modify wool fabric has a broad development prospect. 23
In order to develop high-grade knitted woolen fabric with good performance based on oxygen low-temperature plasma treatment. In this paper, nine groups of plasma treatment schemes were designed by orthogonal experiment to observe the influence of exposure time, treatment power and gas flow rate at different levels on the change degree of anti-felting shrinkage, bursting strength and hygroscopicity of knitted woolen fabric. Finally, combined with the variance analysis, the best process parameters for knitted woolen fabrics which treated by oxygen low-temperature plasma are summarized.
Experimental
Sample specifications
Textile materials were standard undyed worsted knitted woolen fabrics (229 gm−2). The fabric is of weft plain stitch, which is knitted with 14.3 tex wool yarn on the SANTONI seamless circular knitting machine. The fabric is prepared into nine 20 × 20 cm samples and dried in an oven at 60°C for 90 min, and then processed in plasma equipment.
Orthogonal test
The L9 (34) orthogonal table was used to conduct a three-factor three-level test to explore the better process of knitted woolen fabrics treated by oxygen low-temperature plasma. The factors are exposure time, treatment power and gas flow rate, and the test indicators are felting shrinkage, bursting strength, wetting time, and water absorption rate. The factor level table is shown in Tables 1 and 2 is an orthogonal table.
Factor level table.

Orthogonal table.
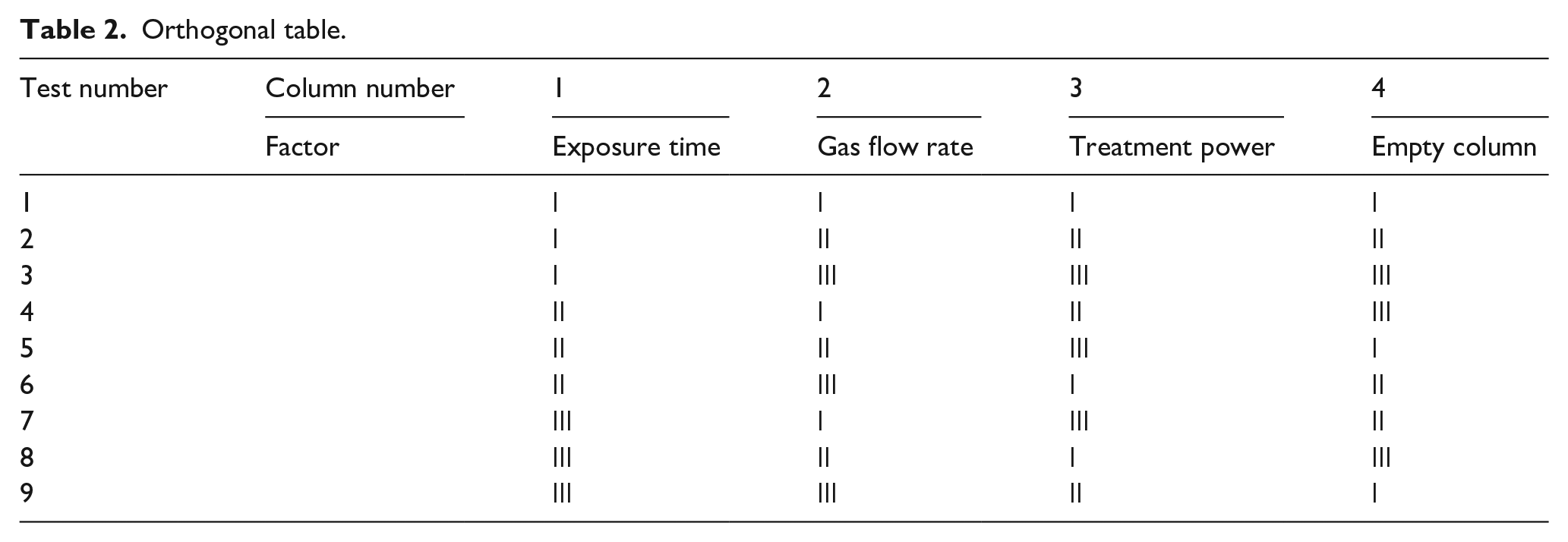
In order to further investigate the significance of exposure time, gas flow rate, and treatment power factors, this experiment constructed F statistics for the four test indicators and conducted F test. First, according to Table 2, the Sum of square deviation of each column factors (SSj), the degree of freedom (dfj) of each factor, and the average variance (MSj) are calculated. Formulas (1), (2), and (3) are shown respectively.

Where:
r – the number of repetitions per level;
m – the number of levels per factor;
Kij – the Sum of data corresponding to level i of column j;
n – total number of tests;
T – the sum of k1j, k2j, and k3j in column j.

Where:
m – the number of levels per factor.

Where:
SSj – the sum of square deviation of various factors;
dfj – degrees of freedom of each column of factors.
If MSj < MSe (average variance of empty column), the sum of squared deviations and degrees of freedom of these factors are merged into the sum of squared deviations and degrees of freedom of the empty column (error) to improve the sensitivity of the F test. F statistic is calculated according to formula (4).

Where:
MSj – mean square deviation of various factors;
MSe – mean square deviation of empty column.
Oxygen low-temperature plasma test
The knitted woolen fabric was placed in the reaction chamber of GY – QX01 Vacuum Plasma Processor, GY – QX01 Vacuum Plasma Processor is shown in Figure 1, and the reaction chamber was evacuated until the air pressure in the reaction chamber was lower than the required pressure. The pressure reducing valve is then opened to allow oxygen into the reaction chamber, adjusting the pressure and stabilizing it at the desired experimental value. After the pressure is stable, adjust the exposure time, treatment power and gas flow rate of the plasma processor, and carry out the plasma treatment test on the knitted woolen fabric according to the test plan.

The vacuum plasma processor and the automatic shrinkage tester.
Shrinkage test of fabric felt
Anti-felting property was measured with an Automatic Shrinkage Tester (model YG701D, Fujian, China). YG701D Automatic Shrinkage Tester is shown in Figure 1. Mark the area of 15 × 15 cm on the fabric, and then wash the fabric according to the following formula and process: soap 5 g/L, bath ratio 1:20, interlining fabric 1 kg, washing time 1 h, dry after washing, and dry at 40°C. Shrinkage is expressed as the percentage of area change before and after washing.
Bursting strength test of fabric
The bursting strength was tested by an Electronic Fabric Strength Tester (model HD026C, Nantong, China). HD026C Electronic Fabric Strength Tester is shown in Figure 2. The knitted woolen fabric with a diameter of 5 cm was taken and balanced for 24 h under constant temperature and humidity (temperature 20°C, relative humidity 65%). The speed of the tester was set as 300 mm/min.

The electronic fabric strength tester and the moisture management tester.
Moisture management test of fabric
Moisture management capacity was measured with a Moisture Management Tester (model Q290, Shanghai, China). Q290 Moisture Management Tester is shown in Figure 2. The instrument consists of a pair of concentric liquid sensors. The test fabric was cut into 8 × 8 cm, first with a fixed pressure level between the sensor sample is fixed, then 0.17 g of the standard test solution was delivered to the sample surface. The test time is set to 120 s, and the computer can dynamically record the resistance changes of the upper and lower sensors. Each sample shall be tested at least three times.
Results and discussions
Analysis of shrinkage test results
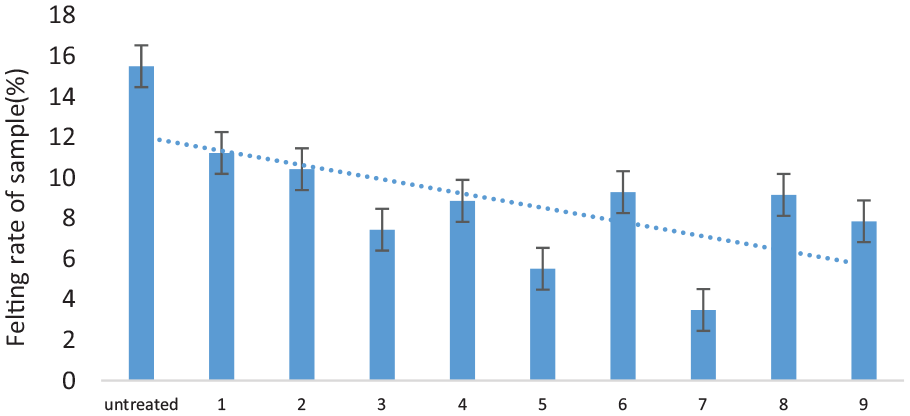
Figure 3 shows the trend of the results of the felt shrinkage rate of the untreated and treated samples. Table 3 is the analysis table of the felt shrinkage rate of the treated samples.
Test results of felting rate of untreated and treated fabrics.
Felt shrinkage of treated fabric.

Figure 3 shows that the felt shrinkage rate of the treated fabrics in nine groups is significantly lower than that of the untreated fabrics. It can be seen from Table 3 that as the exposure time level increases, the felt shrinkage rate of knitted woolen fabrics shows a downward trend. The main reason is that after oxygen low-temperature plasma treatment, the macromolecular chains on the surface of the wool fiber are broken, and the degree of surface etching increases with the increase of exposure time. At the same time, the increase of the exposure time causes more polar groups to be introduced on the surface of the wool fiber, which increases the force between the wool fibers, reduces the directional friction coefficient, and improves the resistance of the knitted woolen fabric to shrinking. With the increase of power level, the felt shrinkage of knitted woolen fabric also shows a downward trend, because the power directly affects the energy size and energy distribution of the active particles in the plasma atmosphere when the exposure time and gas flow rate are constant. In the case, the number of particles in the reactor is unchanged, the increase in power increases the energy of individual particles, the bombardment and etching of knitted woolen fabrics is enhanced, the surface roughness of wool fibers is increased, and the directional friction effect of wool surface is reduced. Thereby reducing the fabric shrinkage rate.
The untreated and treated wool fiber structures photographed by SEM are shown in the Figure 4.

The surface structure of untreated and treated wool fibers.
According to the formula, the construction F statistics of each factor are calculated. Table 4 is the analysis of variance.
Analysis of variance of felt shrinkage.
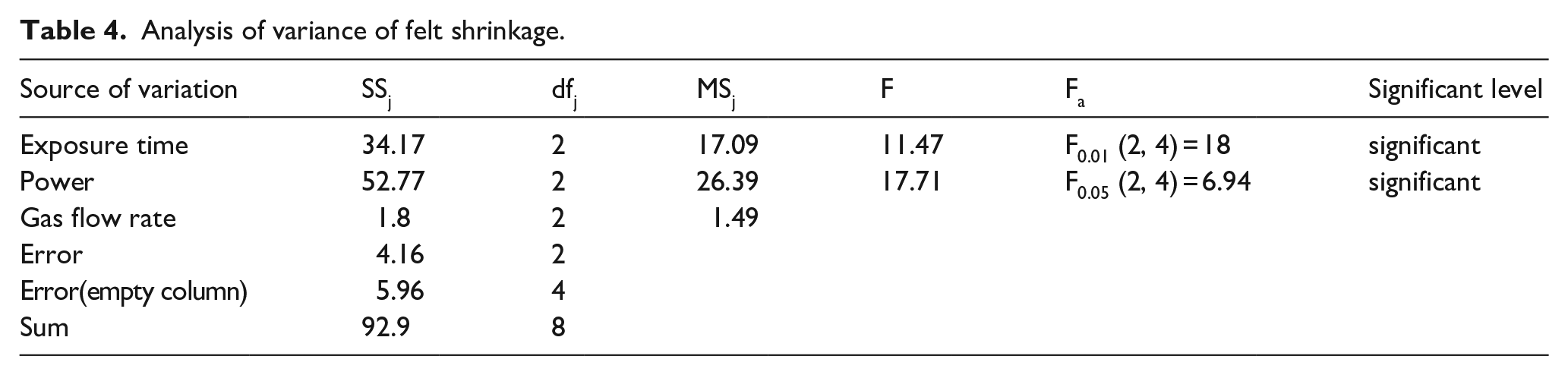
In Table 4, F0.05 (2, 4) < FA < FC < F0.01 (2, 4), that is, exposure time and treatment power have significant influence on test results, of which the treatment power has the greatest impact, and the gas flow rate factor has no significant influence. The smaller the shrinkage rate index, the better. As the exposure time and treatment power level increase, the shrinkage rate index shows a downward trend. Therefore, the optimal plan for improving the wool shrinkage rate is A3B3C3.
Analysis of fabric bursting strength test results
After plasma treatment of knitted woolen fabrics, the bursting strength test results are shown in Figure 5.

Bursting strength test results of untreated and treated fabrics.
It can be seen from Figure 5 that the bursting strength of knitted woolen fabric after plasma treatment has increased by 7% to 15.8%, mainly because the plasma bombards the wool scale layer, which causes a large number of pits on the surface of the wool fiber. At the same time, the main structure of the wool fiber is intact, the surface micro roughness increases, the friction between the fibers increases, and the cohesion increases, which further makes the burst strength of knitted woolen fabrics is improved.
Table 5 is the variance analysis table of bursting strength.
Analysis of variance of bursting strength.
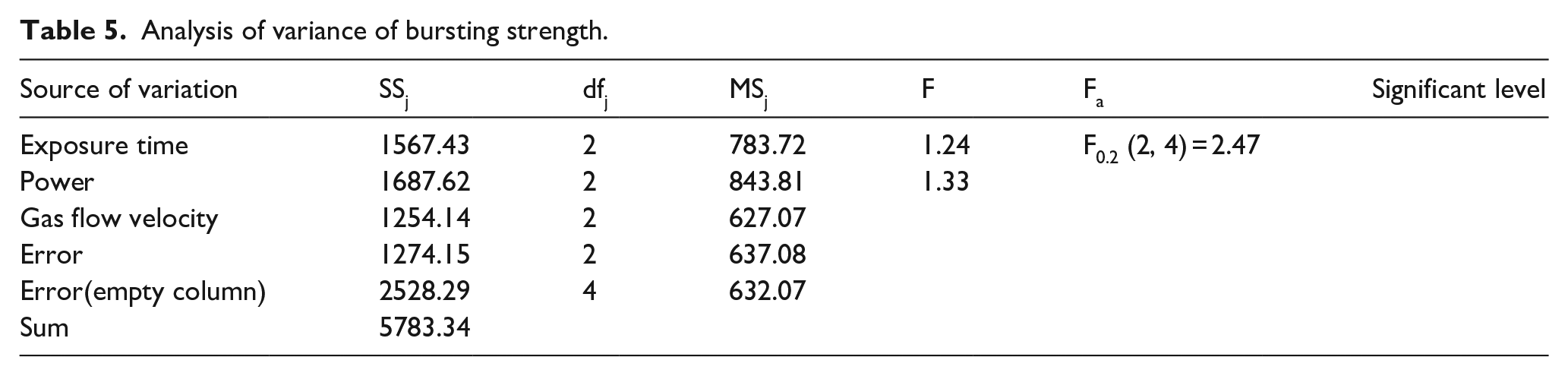
According to the variance analysis in Table 5, FA < FC < F0.2 (2, 4), that is, the exposure time and power have no significant impact on the index, so the bursting strength is not included in the process optimization index.
Analysis of moisture management capability test results
MMT instrument was used to record the dynamic response of substrate to liquid moisture in the first 2 min to evaluate the water management performance of fabric. Table 6 summarizes the wetting time (WT), the absorption rate (AR) of the top (inner) and bottom (outer) surfaces of untreated and treated knitted woolen fabrics. The evaluation grades of the indicators are reported in brackets, which are 1 to 5, of which grade 1 is the worst and grade 5 is the best. Figure 6 shows the trend graphs of the wetting time and water absorption rate of 10 groups of samples respectively.
Test results of moisture management ability of untreated and treated fabrics.


Moisture absorption test results of untreated and treated knitted woolen fabrics.
Analyze the change trend of wetting time and water absorption rate in combination with Table 6 and Figure 6. The wetting time refers to the time when the top and bottom surfaces of the fabric start to wet. A lower value means that the fabric takes less time to absorb moisture. Because the fatty acid layer present on the surface of the wool fiber has a certain water repellency, the untreated knitted woolen fabric takes a long time to wet.24,7 The wetting time top (WTT) and the wetting time bottom (WTB) are both over 120 s, and the evaluation grade is 1. After plasma treatment, the introduction of -COOH, -OH and other water-soluble groups on the wool fiber improves the hydrophilicity of the knitted woolen fabric,20,25 the wetting time top (WTT) and the wetting time bottom (WTB) are significantly reduced, the highest rating of the sample can reach grade 4. The water absorption rate reflects the water absorption capacity of the top and bottom surfaces. It can be seen from the chart that the water absorption rate of the bottom layer changes obviously. The bottom absorption rate (BAR) of the untreated fabric is 0%/sec. After plasma treatment, the bottom water absorption rate of the fabric can reach up to 70.54%/sec.
As the change of moisture absorption of the bottom layer is more obvious, the wetting time bottom (WTB) and the bottom water absorption rate (BAR) are selected for variance analysis, and the results are shown in Table 7. Figure 7 shows the factor level trend of WTB and BAR indicators.
Variance analysis table of WTB, BAR.


Factor level trend chart of WTB and BAR.
According to Table 7, in the analysis of the variance of the wetting time bottom, FA > FC > FB > F0.01 (2, 4), indicating that the influence of the three factors on the degree of change of the wetting time bottom is highly significant. The order is exposure time – treatment power – gas flow rate. In the variance analysis of bottom absorption rate, F0.2 (2, 4) < FC < FA < F0.1 (2, 4), indicating that the treatment power and exposure time have only a certain effect on the degree of change of the bottom absorption rate, the primary and secondary order is exposure time – treatment power – gas flow rate. That is, the exposure time is the main factor that affects the degree of change in the hygroscopicity of the fabric.
Figure 7 shows the single-factor horizontal trend of the wetting time bottom and the bottom absorption rate. When the wetting time index is smaller the hygroscopicity is better and the water absorption rate index is larger the hygroscopicity is better. When the exposure time is at level 3, both indexes are at the best values. Combined with the results of variance analysis of the felt shrinkage index, the process combination with the best exposure time and treatment power is determined to be A3C3. Since the gas flow rate is not significant to the four indicators, the value B2 can be taken. Therefore, it is determined that the optimal process combination is A3B2C3, that is, the exposure time is 20 min, the gas flow rate is 150 sccm, and the treatment power is 400 w.
Conclusion
According to the orthogonal experiment, nine different processes were designed to achieve the treatment on knitted woolen fabrics with oxygen low-temperature plasma. The results show that the anti felting property, bursting property, moisture absorption property of knitted woolen fabric are effectively improved after oxygen low-temperature plasma treatment. Through analysis of variance, it is concluded that the treatment power is the most important factor that affects the degree of change in the felt shrinkage of knitted woolen fabrics, and the exposure time has the most significant effect on the degree of change in the moisture absorption of knitted woolen fabrics. When the power level is increased, the anti felting property of the fabric is improved. With the increase of treatment time, the wetting time and water absorption rate of knitted woolen fabric also show an obvious improvement trend. Finally, combined with the analysis of variance of the four indicators of shrinkage rate, bursting strength, wetting time, and water absorption rate, the best process for oxygen low-temperature plasma treatment of knitted woolen fabrics in the laboratory is 20 min, 150 sccm, 400 w.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial support from the Fundamental Research Funds for the Central Universities (JUSRP52013B), and the Open Project Program of State Key Laboratory of Bio-Fibers and Eco-Textiles, Qingdao University (2017KFKT07).