
Abstract
A number of laser treatments in the textile industry such as: marking, engraving, cutting, welding, sintering, three-dimensional scanning, and others, have been successfully applied in recent years. Laser technologies are ones that may be used for decorative or identification marking of products, precise cutting, quality joining by welding both traditional materials and newly developed ones. The use of laser systems for processing of materials, in particular, textile polymers, increases due to the speed, accuracy, and flexibility of this innovative technology. The factors exerting impact over, the laser processing of natural and synthetic textile materials are a lot. They are encountered in certain connections and relationships to each other and affect, to a greater or lesser extent, the quality of the laser processing. The process may be optimized by selecting and managing the most significant factors. Most of them are presented and analyzed in this article aimed at understanding the physical nature of these processes. The factors, which exert the greatest impact on the technological process for laser treatments of textile materials, are indicated.
Introduction
The beginnings of quantum electronics were placed more than 60 years ago (1954). With the receipt of stimulated radiation of electromagnetic oscillations with ultrahigh frequency (in the microwave area of the electromagnetic spectrum), called by Russian scientists N Basov and A Prochorov “Molecular generator,” and by American physicists C Towns, J Gordon, and H Zinger, working simultaneously and independently of the Russians – “MASER” (Microwave Amplification by Stimulated Emission of Radiation). They were awarded the Nobel Prize in 1964 for this discovery. 1 The laser era was placed by Тheodore H Maiman, only 6 years later (1960), with the resulting red fluorescence of the Ruby Crystal after illumination with green light in the optical area of the electromagnetic spectrum. He developed a device, whose principle of action was the same as the principle of action of the maser, which was why he called it LASER (Light Amplification by Stimulated Emission of Radiation), changing only the first letter of the word maser with “L.”2–4 The sources of electromagnetic radiation have been called lasers since then. The laser is an optical quantum generator of monochrome, coherent light with very high intensity and directivity. It emits a thin, well-targeted beam with constant wavelength, constant phase, and great brightness. The principle of action of the laser is a combination between quantum-mechanical and thermodynamic processes.5,6 Soon after the invention of the laser, it attracted the attention of many scientists from around the world. Today thousands of other types of lasers have been created with different applications in almost every sphere of our contemporary life.
Replacing traditional labor intensive operations with laser technologies offers new opportunities for innovative solutions and is a key issue for the economic success of each industry, inclusive of the textile industry, in the future. Laser technology may be applied to different treatments of almost all types of materials and articles. The laser beam interacts with the textile fabric thermally and entirely contact-free using only laser light. Processing of materials is based on obtaining very high temperatures that can melt or vaporize virtually any material thanks to the great concentration of power and energy in a very small area. A number of laser treatments have been successfully carried out in the textile industry in recent years, such as: marking,7–10 engraving,10–13 cutting,9,14,15 welding (joining),16,17 sintering, 15 and other (three-dimensional (3D) scanning,18,19 laser‑based fading, 19 laser ablation,20,21 conoscopic holography 9 ).
Laser marking and engraving
Laser marking is a non-contact impact with a laser beam on the surface of the processed material and the aim is to obtain a lasting contrast image. The image may be for information or for decoration such as: inscriptions, identification symbols (letters and numbers), bar codes, matrix (2D), special characters, serial numbers, drawing, decoration, etc. The terms laser engraving and laser marking are often used interchangeably, although there are differences between. 22 The main difference between marking and engraving is in the depth of processing (Figure 1). Textile fabrics are most often of a small thickness of 0.1 to 5.0 mm. It is more appropriate to apply laser marking for them. Engraving is recommended for materials with thickness greater than 2.5 mm. 3D knitted, woven, and non-woven fabrics, as well as textile composites, are such textile materials.23,24 During laser marking the laser beam only slightly changes the properties of the material or appearance mainly by discoloration (discoloring, fading) or coloration (carbonization). The surface of the material melts and evaporates from the laser beam, known as “material removal,” when laser engraving is applied. The laser beam physically removes part of the surface of the material and results in relief. Engraving and marking may be performed on the same equipment but with different process parameters. The speed and the power of the laser beam may be higher for engraving than for marking. 22

Schematic representation of some laser treatments. 9
Laser marking and engraving are applied to various materials: wooden, metal products, leather, textiles, etc. 10 More suitable for organic materials are carbon dioxide (CO2) Laser Marking Systems. Marking is carried out both on stationary products and on the fly in the production line. 11 It is carried out on modern laser systems on fabric, ready-made clothes, emblems, labels, and others. Laser markings are water-proof and extremely durable.
Laser cutting
Laser cutting is a thermal, non-contact separating process for materials using a focused high-powered laser beam. The laser alone evaporates the material, removing layer by layer and creating a very thin cutting gap. 9 The edges are carbonized for fibers of natural origin and melted for synthetic ones. In both cases, their unraveling is prevented. The first industrial application of CO2 lasers was the cutting of the plywood bases of punches in the packaging industry. 22 The laser cutting technology has evolved tremendously since this early application in 1972. Now lasers are used with great economic and technical success to cut almost all materials. This process offers unique solutions for a wide range of textiles such as linen, cotton, silk, felt, as well as Kevlar® or other technical textiles. Laser cutting has become extremely popular and very successful in the textile industry in recent years. Cutting the fabric creates complex geometries along a given contour and is highly accurate, quick and easy. Other important advantages of laser cutting technology, compared to conventional methods by mechanical cutting with a knife or other devices are: no mechanical contact with fabric, no stretching of the material, edges are smooth, without tears and sealed during cutting, laser works with stretch fabrics, loss of material is minimal, high accuracy for intricate designs, possibility to realize fine contours with arbitrary radius, excellent cut quality, high flexibility and individuality, high processing speeds, very narrow neat affected zones, no tool wear. The most important parameters are laser power, cutting speed, focal position, focal length, nozzle size, distance between the nozzle and the cut material, and cutting gas pressure to ensure laser cutting process of high quality and speed. 22 Lasers can cut down on 90% or more of a job-shop production. 25 Clothing manufacturers are using laser cutting as a primary method to decrease the production time from designer to store shelves and to market, reducing production costs, extreme accuracy, intricate designs, improved fabric handling, reducing material waste, and a singular method used to cut a lot of materials. 14
Laser welding
Laser welding of thermoplastic textile materials is a connection of individual parts of the product by means of a laser beam. The laser energy is focused on the point of connection, raising the temperature of the material until it melts and the individual parts connect. The laser welding systems work with or without adding material to the work pieces during the welding process. The four laser welding methods were created: contour method, scan method, curtain method, and simultaneous method. 17 The creation of clothing and other textile products with special properties and purpose (for example, airbag for cars) enforces new requirements for connecting their individual parts. 26 The characteristics of the seams are changing and the traditional sewing is no longer enough. 15 Research on laser welding of textile materials and the development of the corresponding machines began in 1990. Leading institutes are working on this new technology.11,24,27 In laser welding of textiles using the Clearweld® method, special materials are used to absorb infrared radiation. If soot forms, they add color to the line of joint and this severely limits the use of laser welding. For textile applications, where appearance is very important and must be done without the addition of unwanted color to the welds, the Clearweld® method, which was patented in 1998, is used. 16 Laser welding is advanced manufacturing technique which is growing rapidly.
The main advantages of this technique over conventional polymeric joining methods and processes, include: ability to weld all thermoplastic textiles including nylon, PP and polyester, carbon fiber reinforced composites 28 ; weld strength capable of reaching strength of the parent material; clean, aesthetically pleasing seam appearance; enables the joint and seam sealing process to be combined into one; high weld speeds up to 20 m/min; elimination of visible markings and weld flash; controlled localized heating for reduced risk of thermal distortion or damage; accurate control of weld position and dimensions; 3-D joint lines possible; multiple layers may be welded simultaneously; precise control of plastic manufacturing process parameters.16,17,24 Garments and especially functional garments with higher functional properties and lesser aesthetic properties are made up by joining some pieces together and the pieces, in turn, are joined with accessories (membranes, linings, buttons, zippers, tapes, and waddings) to create a composite garment. The fabric and accessories may be joined by different methods such as: sewing, welding or bonding or using combination methods. 27 The most common and conventional method of joining fabrics is by sewing with needles and threads for garments made from porous fabrics. However, if the garment is made from non-porous materials (non-impervious for water or air, fire or chemical resistant clothing) then the perforations caused by a conventional sewn seam will compromise the integrity and the performance of the garment. The main difference between sewing with needles and welding of garments is the perforations caused by a conventional sewn seam which compromises the integrity and performance of the garment, while welding creates completely sealed seams. 27
Laser sintering
Laser sintering is an additive manufacturing technique that uses a laser as the power source to selectively fuse together particles of powdered material (polyamide) into complex three-dimensional shapes in a layer-by-layer strategy. Laser sintering was created by Ross Housholder in 1979, and in the late 80’s the technology was already on the market. 15 The beginning of laser sintering of textiles was set by Jiri Evenhuis in 1999. Three-dimensional garments and accessories with a similar “chain armour” texture are produced. There are various techniques for 3D sintering, which differ mainly in the way the layers are built until the object is created, such as melting or softening the material to obtain the layers. The most common technologies are “Selective Laser Sintering” (SLS) and “Melted Deposit Modeling” (FDM – Fused Deposition Modeling). The first commercial products of this type were placed on the market in 2005. “3D fashion” very quickly became the norm on the fashion stages around the world, creating unique 3D accessories and collections for men and women. 15
A laser with the required power and quality of the laser beam to process textile materials that are not metals, by marking, cutting or welding, may be selected from this graph (Figure 2). A CO2 laser with a power as low as 500 W may be sufficient to cut all polymers such as textile fabrics and leather. A perfect result of laser processing can be achieved only with the correctly selected parameters of the laser system. 30 Using the correct laser source is also a very important factor.

The state of the art regarding available powers and beam qualities for diode lasers in comparison to CO2- and solid-state lasers and to different types of laser material processing is shown in it. Red circles indicate commercially available diode-lasers. Green circle: 200 W green solid-state-laser. 29
It is necessary to analyze the factors that affect the relevant process of laser processing to understand the physical nature of laser treatment of polymeric materials, in particular of textile polymers. They are encountered in certain relationships and dependencies with each other and affect, to a greater or lesser extent, the quality of laser processing. The processes may be optimized by selecting and managing the most significant factors. The main factors influencing the laser processing of certain textile materials are presented and analyzed in this article. The factors, which exert the greatest impact on the technological process for laser treatments of textile materials, are indicated.
Factors influencing the laser treatments of textile
Factors influencing the process of laser treatments (LТ) may be presented in four groups (Figure 3) referring respectively to: Material (M), Laser Source (L), Technological process (T), and Complex influencing (C).
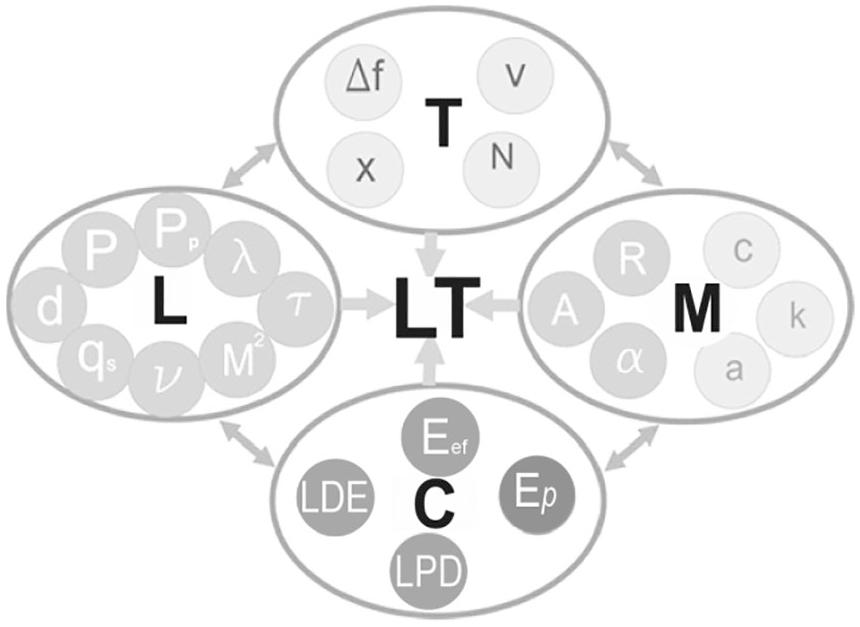
Factors influencing the laser treatments of textile material. 8
The basic factors referring to the properties of the material
Textile materials are polymers that are made up of organic components. There is a huge variety of textile polymers. Their properties vary widely.31–33 These materials are diverse and with different applications. The properties, that characterize them, are also a lot. Here the textile materials that are relevant to laser treatments will be analyzed only (Figure 4).
Physical and mechanical characteristics of the processed material
Thickness – when the fabric thickness increased, transmittance decreased. 34 It depends on the composition and structure of the yarn and on the composition and the structure of the fabric, on the finishing treatment (carding, creping, and so on) and varies within the range 0.1÷5.0 mm. 24 If textile composites and 3D fabrics are added, the thickness may be increased significantly. 35 The depth of the laser treatment should be tailored to the thickness of the fabric.
Density characterized by the number of weft threads (Pwf), respectively the number of warp threads (Pwp) in the length unit for woven fabrics. 36 The woven structures are lopsided and highly anisotropic, if Pwf<Pwp→kp<1. When Pwf = Pwp→kp = 1, the structures have a square texture with isotropic properties. Density is determined by the number of loop wales (Рh) and the number of loop courses (Pv) in the unit length for knitted fabrics. The ratio of the density of the fabric (kр = Pv/Рh) is most often within the range 0.75÷0.90 and if this value deviates a lot of, it means that the knitted garment will have large air spaces between threads. The density is directly related to the filling of the fabric and determines its porosity. More compact structures have reduced porosity and the air-space between the threads is smaller. The optical properties of the fabrics, and therefore the laser treatment, are significantly influenced by the porosity of the fabrics.
Shrinkage in width or in length, depends on the referral of the fabric to various influences (chemical treatment, heat treatment, wetting, washing, ironing) and is expressed in the reduction of the corresponding dimensions. Laser treatment should be consistent with the possible changes of the dimensions of the processed fabrics as a result of the thermal impact of the laser.
Elongation is аn extension both by width or by length when force is applied. The extension of the fabrics depends on the type of the yarns and the structure of the fabrics. The deformation may be plastic or elastic. The changes in shape and dimensions are in varying degrees, depending on the type of the elongation. The laser treatments are carried out contactless and there is no direct pressure on the materials. For this reason, the elongation of materials does not affect the laser processes.
Strength to tear is the maximum that the fabric may withstand before it breaks. Laser treatment may destroy part of the fibers and/or threads and this will reduce the strength of the fabric when the clothes are worn.
Friction resistance in the wearing of the articles. Friction occurs between its parts or with other objects and materials resulting in changes in mechanical properties. The resistance is determined by the raw composition, the quality of the surface and the structure of the fabric. The product has a longer life if the fabric has greater durability. The friction resistance of the fabric is also relevant to the durability of laser treatment.
The change in morphology of fibers induced by a laser affects the physical and mechanical properties of the fabric. Laser marking and engraving destroy a part of the surface layer of the fibers by forming pores and cracks or some of fibers from the surface layer of the fabric are torn and thus the strength of the product at friction is reduced. This applies more to natural materials. Part of the fibers melts and sticks together after laser treatment, in the case of synthetic materials because they are thermoplastic. Natural and man-made fibers react in very different ways to a thermal process such as CO2 laser processing.16,37
Aesthetic properties refer to color, luster, embossing, design, wrinkle, drapery, etc. The aesthetic properties largely affect the contrast of laser processing for marking and engraving.
Hygienic properties – the resistance of microorganisms, hygroscopicity, thermal conductivity, steam- and air-permeability, etc. are determined by the type of textile material and its structure. Hygienic properties have little influence on laser treatments, but are important in the wearing of the clothes.
The above characteristics of textile fabrics are of little significance for the technological processes of laser processing. The following two groups of factors: optical and thermal, are essential for laser treatments.
Optical factors
The optical parameters of the fabrics depend on the type, composition, structure, and properties of the fibers, threads, and fabrics. They should be taken into account in dyeing, printing, color comparison, and in laser treatment as well. 35
Fibеr optic characteristics
Shiny or translucent fibers – the “shine” and “transparency” properties of the fibers are interdependent and therefore they are found together. The smoother the fibers are, the shinier they appear. This category includes synthetic and artificial multifilament yarns. The shine is the result of high white light, which is reflected evenly from the smooth surface of the fiber.
Matte or opaque fibers – matte and opaque fibers are usually cotton and wool fibеrs. They have a rougher surface than multi-filament artificial fibеrs and therefore reflect light diffusely. When fibers of different chemical composition, such as cotton and polyester for example, must be treated with a laser, they invariably react differently to the light beam because they relate differently to heating.
Threads optic characteristics
Textile threads are multifilament yarns or staple fiber yarns. Multifilament yarns consist of filaments and are much smoother than yarns made from staple fibers. Multifilament yarns reflect white light, making them shiny. Yarns consisting of staple fibers have a more uneven surface than multifilament yarns. They diffusely reflect white light and are therefore more matte.
The twist of the staple fiber yarns – strongly twisted staple fiber yarn has a smoother surface compared to lightly twisted yarns. The soft and loose yarns have a more uneven surface and with very protruding fibers. From here it follows that the high-twist staple fiber yarns reflect the greater part of the falling light compared to the low-twist staple fiber yarns and have a greater brilliance. On the other hand the fibers within the yarn with a lower twist are more loosely packed than other yarn with a higher twist. Therefore, when the laser beam hits these fabrics with a lower twist of yarn, a smaller number of yarns per square cm will be treated and vice versa. 37 A filament yarn or multi-filament yarn are generally twist less and the individual filaments are parallel.
Linear density of threads – the staple fiber yarns with a greater linear density (thickness) are more matte and darker than the equivalent, but with less linear density (thin) strands. The structure of thick staple fiber yarns leads to absorption of more light, resulting in a darker color compared with thin strands. 35
Textured yarns – the textured yarns have uneven surface and it follows from here that they reflect greater part of white light diffusely. This produces darker color than the corresponding non-textured yarn. 35 Different parameters of the laser system are required for materials of different fibers and textile threads to achieve laser treatment of the same quality.
Optical characteristics of fabrics
The optical characteristics of fabrics are largely determined by the optical properties of the fibers and the yarns of which they are built. But there are other factors that have a significant impact such as: the type of fabric surface, the structure, density, and thickness of knitted, woven, and nonwoven fabrics.
Fabrics with smooth or rough surface – the surface of the material on which the laser beam falls is decisive for how much of it will be reflected (diffuse or non-diffuse). Textile fabrics generally have a rough surface. The smoother, denser and more uniform the surface, the brighter the material, under the same other parameters is. Fabrics with a rougher surface diffusely reflect white light and are more matte. When parallel rays fall on a smooth surface they reflect also parallel to each other. When parallel rays fall on the rough surface, they reflect in different directions – a diffuse reflection. 6 Therefore, if it is necessary in some cases to change the reflectivity, additional surface treatment of the specimen is made. The most commonly applied finishing treatments, which are related to the change of the surface of the fabrics, and hence to their ability to reflect or absorb the laser beam, are the following: burning – small protruding fibers on the surface of the fabrics are removed; carding – unraveling the surface of the fabric; bleaching; mercerization – refining of cotton fabrics by treatment with sodium-based solution; carbonization (for woolen fabrics) – impurities of plant origin are removed; dyeing; printing – monochrome or multicolor; beating – increases the density of fabric, etc.24,36
The light is reflected from a flat surface mirror while from rough surface there are multiple reflections, which enhance coupling into the material, and refraction causes the light to prorogate at oblique angles, increasing the optical path length – Figure 5.
Opaque and translucent fabrics – if the fabric is thin enough, the light passes through it and the effect of transparency is obtained. Opaque fabrics have a darker, more matte color because they absorb most of the falling white light. Translucent fabrics have a lighter color than the corresponding opaque fabrics. The color of a garment made from a translucent fabric will be influenced by the color and optical properties of the fabric as well as by the color of the skin against which the fabric is worn. 38
The optical characteristics for the treatments of various textile materials with a laser of utmost importance are: reflection (R), absorption (A), and transmission ability (D) and the corresponding coefficients: of reflection (ρ), of absorption (α), of transmission (δ), which are directly related to the properties examined above (Figures 6).

Factors related to the material being treated, which influence the laser treatments.

Reflection of the laser beam from a smooth and rough surface. 39

(a) A falling light beam F0 on a surface, (b) woven, or (c) knitting. 8
The links between these characteristics are shown in the following dependencies:


Where: Fo – the falling light beam on the surface,
FR – the reflected part,
FA – absorbed part,
FD – the passed part of the light flow through the material.
According to the law of conservation of energy we may write the energy balance equation (1), in conformity with which, if you divide both sides of the equation Fo, equation (2) will be obtained. The factors, which influence the R, A, and D abilities of the textile materials, are the following: the condition of the treated surface, the wavelength λ of laser radiation, the power density qs of laser radiation, the temperature T on the surface of the specimen and the angle of drop and the polarization plane. 40 The condition and the temperature of the treated surface greatly affect these optical characteristics.
Reflectivity (R)
Reflectivity is a function of the wavelength of laser radiation R = R (λ). The laser effect on the substance in falling radiation is different for the different materials and is related to the reflection and the absorption of radiation. The literature describes the optical properties mainly of dense metals.5,8,41 Textile area materials are of organic origin and their surface is radically different from the surface of solid materials (metals for example). They are made of textile threads, intertwined in various ways depending on whether they are woven, knitting or nonwoven textiles, as well as the structure of each species. Every fabric has a different density, which is determined by the densities of threads. Therefore, between the textile threads there are air spaces of varying size. On the other hand, the yarns are made up of textile fibers with a different structure and density. In the spaces between the fibers there is a closed different volume of air. Textile fibers also have diverse structure and density. The optical properties of textile materials, apart from the different construction, are very much determined by their color and gloss. Between the fabrics there is a huge variety of colors and dyes. All this speaks about the rather complex distribution of the substance in textile fabrics, about their specific character and behavior. Information about the optical properties of this type of materials lacks in the literature. There are data about individual fibers, but not data on the fabrics in general. Visible light falling on the fabric may be reflected, absorbed or transmitted from the material to varying degrees. Figure 7 shows the complexity of the laser beam interaction with painted fabric that contains dye molecules.
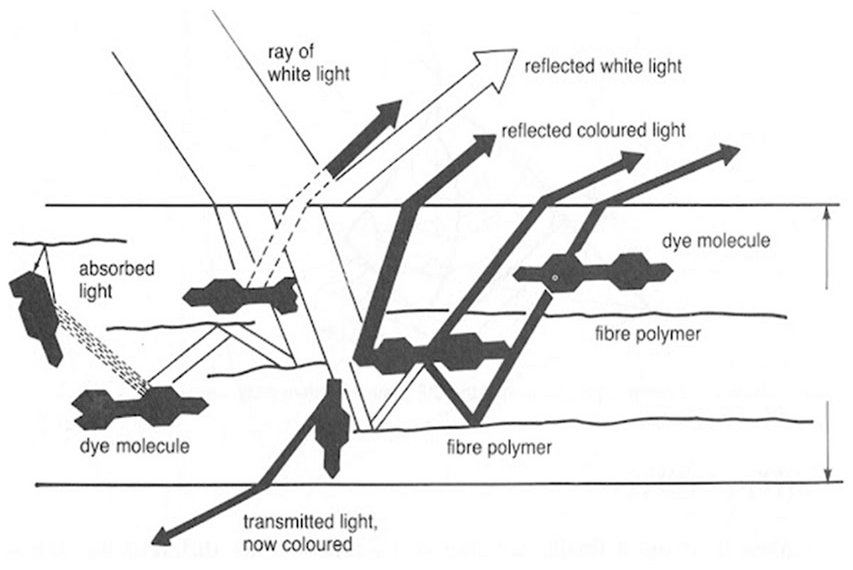
Interaction of a falling light beam with textile material. 38
The figure above shows that white light is reflected from the surface, whereas colored light is reflected from the amorphous region of the fabric, an area in which the dye molecules are fixed to the fiber molecules of the fabric. If the fabric is translucent or thin enough, the colored transmitted light can escape, giving it a “see through” or transparent effect. 38
The coefficient of reflection (ρ) of the radiation may also be expressed in the following equation:

Where: Ir – intensity of the reflected laser beam,
I0 – intensity of the drop-down radiation.
Absorbency (A)
Concerning the laser beam, similar physical dependences between the absorbency and the wavelength are in effect. A number of authors studied this dependence for metals. 5 Increasing the wavelength reduces the absorbency and almost linearly for the ultraviolet and the visible area. For infrared radiation, the experimental results are consistent with the Hagen-Rubens formula 40 :

Where:
c – light speed, m/s;
σ – electrical conductivity in SI system, S/m (siemens per meter)
Most textile materials have a poor electrical conductivity, but conductive textile products have been created in recent years by different methods, with various composition and a wide range of areas of application. Conductive fibers may be classified into two general categories, those that are naturally conductive and those that are specially treated to create conductivity. Conductive textiles can be made with textile threads and conductive metal threads incorporating into the texture of the fabric. Another method for producing conductive textiles is by using conductive yarns (staple or filament) which are conductive thanks to a metal-coating, fibers filled or loaded with carbon of metallic salts, bicomponent fibers, etc. 41 The conductive yarns are usually used for the transportation of current (information) between electrical sources and electronic devices to the processing part in the fabric. 42
The absorbency is influenced by the temperature (Т) of the surface, as with an increase in T, and the absorbency also increases. The most common in theoretical calculations is a linear approximation of dependency (5), 40 which can be used to make numerical calculations to obtain the temperature field in the impact zone:

Where:
A0 – absorbency of the material at temperature of T0 = 273.15 K,
n’ – constant dependent on the material and laser radiation.
The greater the absorption of the material, the less power of the beam is needed for the realization of the laser process. Textile polymers absorb light very differently compared to metals. 43 From the nearby ultraviolet zone to the nearby infrared area (visible light) absorption is very small – uncolored polymers are transparent. YAG lasers, with a wavelength close to the infrared zone, are not suitable for polymers. However, CO2 (carbon dioxide) and excimer lasers are applicable to polymers because they absorb light with their wavelength well. The most commonly applicable for polymer treatment is the CO2 laser with wavelength λ = 10.64 μm, 31 while the ecimer laser can be used and has satisfactory results only if it is of high impulse power and has a small focal length as well as a small spot diameter (Figure 8). 31

Absorption capacity as a function of wavelength for some materials: 1 – metals (conductor) Au, Ag, Cu, 2 – metals (Fe, Ni, Cr), 3 – insulators. 31
Another important optical feature influencing the laser treatment is the absorption coefficient – α. The absorption of the material leads to a decrease in the intensity of light in depth at a rate determined by the coefficient of absorption of the material. The Beer–Lambert’s law gives the decrease in the intensity of the laser beam – I, exponentially with a penetration depth – δd, formula (6)39,44:

Where:
I0 – Initial intensity of radiation on the treated surface,
I – intensity of radiation after passing through a layer of substance with penetration depth – δd.
The penetration depth – δd depends on the optical and thermophysical properties of the material. The distance of δd = 10 nm the light beam travels for a time of
The physical sense of the absorption coefficient – α, is clearly visible from the dependence (7):

Where: λ – wavelength,
n – refractive index,
k’ – extinction (extinguishing the substance)
The absorption coefficient of polymers is a function of wavelength. It is a measure of the absorptive power of a material and is specific to wavelength. The optical absorption depth is the reciprocal of the absorption coefficient. It follows that the energy of a laser pulse is deposited into a smaller volume when absorption coefficient increase. 21
Transmission capability (D)
The transmission capability should not be ignored in the case of fabrics due to their small thickness and their not high density.
It can be expressed by the transmittance factor (δ). It is calculated by the ratio of the transmitted intensity over the incident intensity %:

Heating characteristics
Synthetic textiles have been well treated by laser, both for marking and engraving, and for cutting and welding because they are thermoplastic. 43 The organic fabrics such as cotton, wool, and flax do not melt under the heat action of the laser beam. 46 The thermal treatment of textile materials causes changes in their micro and macro structure. Heat transfer is carried out in the treated area during the laser marking process and therefore it is important to consider the basic thermal physical characteristics: thermal conductivity coefficient (k), specific heat capacity (c), coefficient of thermal diffusivity (а).
Thermal conductivity, thermal conductivity coefficient (k)
The thermal conductivity depends on the composition, structure, and properties of the substances. It shall be assessed by the thermal conductivity coefficient (k). 24 A heat transfer from the upper layer to the interior is started, when the surface of the fabrics is processed with laser, that is from the parts with higher temperature to the parts with lower temperature. The heat flow occurs where heat is transferred. This is called thermal conductivity.
This process will continue until differences in temperature are equalized. 6 The dependency k = k (T) is very important for optimization of laser treatment processes through physical and mathematical models. It was found by experimental studies that when temperature increases (T), the thermal conductivity coefficient (k) decreases. 40
The most important physical properties of certain laser-treated polymers are indicated in Table 1.31,36 The modulus of elasticity (Young’s module) characterizes elastic behavior of each material. The elasticity of the materials depends on the temperature – by increasing temperature, the modulus of elasticity decreases and the plasticity increases. Laser processing of materials is based on obtaining high temperatures, which result in changes in the structure and the elasticity of the processed materials. Because of this connection, Young’s modulus for some materials was shown in the table.
Physical properties of textile polymers, most often treated with laser. 8

PS: polystyrene; PP: polypropylene; PE: polyethylene; PA: polyamide; PET: polyesters (polyethylene terephthalate).
Heat capacity, specific heat capacity (c)
The heat capacity (C) indicates how much heat must be transmitted or taken to a body to increase its temperature by 10K, when heated (Formula 9). Different materials increase their temperature of varying value, when accepting an equal amount of heat.



Where: ΔQ – amount of heat, ΔT = (T2−T1) – temperature difference, m – unit mass.
Specific heat capacity (c) is a material constant that determines the amount of heat absorbed or given by 1 kg of substance to change its temperature by 1 Kelvin (10). 43 The specific heat coefficient for textile materials with the largest application is indicated in Table 2.36,47 The determination of the amount of heat needed to heat a material to a certain temperature is made by formula 11.31,48
Heating characteristics. 8

Thermal diffusivity coefficient (a)
The thermal diffusivity coefficient (a) is a complex characteristic which shows how fast the temperature of a layer of material is equalized. 44 It is determined by the dependence (12) and connects the thermal conductivity coefficient (k), the specific heat capacity (c), and the density of the material (ρ):

The thermal diffusivity coefficient is a function of temperature and may be expressed by equation 13:

Where: a0 – thermal diffusivity coefficient of the material at temperature Т0 = 273.15 K;
m – constant, which depends on the material.
Thermal diffusion length – ld
Thermal diffusion length – ld, can be calculated by formula (14):

Where: td is the time for thermal diffusion.
If the length of thermal diffusion (ld >> δ d ) is significantly bigger than the penetration depth – δd, then the heat effect in the treated material is superficial. This very often occurs for textile fabrics which in most cases are of little thickness.
The basic factors refer to the laser source
A huge variety of laser sources and laser technology systems with different characteristics and application are offered on the global market.49–52 This makes it necessary to select a laser with good quality of the beam and a wavelength that will be best absorbed by the specific material in each case. The technological processes are complex for the different laser treatments (marking, cutting and so on) and to obtain a good result, at economically justifiable costs, it is necessary to find the most suitable laser for the respective production. The treatment of textile polymers requires lasers with a wavelength that will be best absorbed by the material, with low impulse energy and a lower power density than for metals processing. The main factors that relate to the laser source and affect the laser treatments are shown in Figure 9. The basic parameters of some lasers for the marking processing are indicated in Table 3.4,9,40,53
Characteristics of some lasers applied to organic materials. 8


Factors that refer to the laser source.
Laser wavelength – λ
The main characteristics of each laser is the wavelength – λ. It determines the ability to focus the laser beam. The absorption ability – A and the reflection ability – R for the relevant material depend on the wavelength. The coefficient of absorption – α, the penetration depth δd and the Rayleigh length zR 49 are functional depending on the λ.5,54,55
Diameter of minimum focal spot – df
Тhe laser beam focuses on the treated surface in a spot of a certain diameter, called the minimum focal spot diameter – df, with the focal optics (lenses or mirrors) for each laser system. It depends on the wavelength – λ, the diameter of the beam – D, the focal length – f, the beam propagation ratio – M2 and is calculated from the equation (15)5,10,40,56:

Minimum focal spot, with different diameter, may be calculated depending on the focal distance –
Average power – P, pulse power – Pp, pulse energy – Ep
The average power need not be high for textile materials. It is enough for it to be within 10÷50 W. Laser treatment of textile materials is implemented with laser sources, working in pulse mode. Much more important are: pulse power – Pp, pulse energy – Ep, pulse duration –
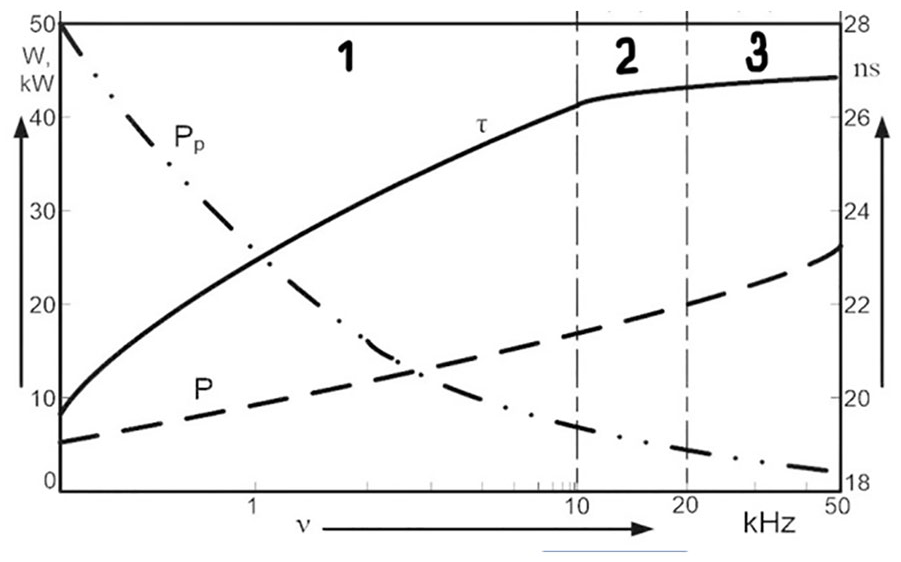
Graphs of dependencies
The graph shows that longer pulses with lower pulse power are required for marking, as opposed to engraving, that is, t increases while the PP decreases. The same dependence is observed in the marking compared to the color marking.
The technology of laser marking of the surfaces of materials, which allows to change their optical properties in the visible range, may be applied for the coloring of materials in different colors. Then the image is permanent and with high resolution. 58 Laser marking only slightly changes the properties of the material mainly by fading or carbonization. 59


Surface density of power – qs
The surface power density is a major factor influencing the structural or phase conversions of the material in the area of marking and is calculated by formula (18):

Where: S – the area of the working spot is determined by
d – diameter of the working spot.
As shown by formula 18, the surface power density is directly functionally dependent on the average power of the laser source – P and inversely proportional depending on the area on which the beam falls. The average power, and therefore the power density, of each laser source is defined in the manufacturer’s technical specifications and may not be altered. Therefore, the optimization of this parameter will depend on the size of the circle formed by the laser beam called a focal spot. The change in the diameter of the focal spot will cause a change in the surface density of power. At the same average radiation power as the beam is focused in a smaller area, the qs will have a greater value. In order to achieve an optimal process regime, the working intervals for a particular textile material should be calculated, where a visible contrast marking will be obtained without damaging the material (textile fibers will not be destroyed) at minimal cost.
Quality of laser radiation – the quality of laser radiation is a complex characteristic of each specific laser source and quantifies the quality of a laser beam, and how well it may be focused to a small spot. The size of the focal point is related to the precision of the laser treatment, which is very important for laser processing of certain textile products, such as medical textile implants for example. It depends on: the angle of divergence – Θ (19), the Rayleigh length – zR (20), the laser beam quality parameter BPP (Beam Parameter Product) (21), the beam propagation ratio – M2 (22), radius of the minimum focal spot – rf = df/2 the focal length –




The beam propagation ratio is defined by EN ISO:11145 60 and is introduced to take the increase of the radius of the minimum focal spot of the theoretical value of the Gauss’s distribution of intensity into account. The closer the M2 factor is to 1 the better the quality of the laser beam is. The main geometric characteristics of the laser beam and their interrelationships are shown in Figure 11.

Main geometric characteristics of the laser beam. 56
The basic factors refer to the technological process
Marking speed – v
The speed describes the movement of the laser head and is decisive for the quality of the respective processing. The speed for each individual laser treatment is different for the same materials. For instance, the speed of marking is greater than the cutting speed of the same textile material. When the speed is bigger, the time of impact of the laser beam is shorter and the energy absorbed by the material in the area of impact is smaller and vice versa. On the other hand, when the speed of the laser beam is bigger, the technological process is more efficient. It is important to know the type of material processed and how it absorbs the light energy that is transformed into heat.
Considering the other factors (Figure 12), influencing the technological process, you need to find the optimum speed of the laser beam for the relevant material. The connection between the speed of movement of the beam (marking speed) – v, and the absorbed energy – E, is indicated by formula 23. The time of radiation impact – t, to the temperature change of the treated material to a specified value can be calculated by (24)5,61:


Where:
A – absorbency,
P – average power of laser beam,
r – radius of the working spot,
k – coefficient of thermal conductivity,
Т0 – environment temperature,
a – thermal diffusivity coefficient.

Factors refer to the technological process.
Defocusing – Δf
The focus of the laser beam is realized with an optical system for working in focus (the focus is right on the surface of the material) or in the defocusing mode (Δf “+” above and “−” below the surface of the specimen). The dependence between the defocusing and the diameter of the working spot is linear.
Step – x
The distance between two successive passes of the laser beam in the case of marking or engraving is given by the step x. 40
Number of repetitions N
The parameter N determines the number of repetitions of the laser beam for marking, engraving or cutting. It is better for it to be engraved with lower power and high speed and then repeat this process several times for some materials.31,40 If textiles are processed at high power and low speed, greater damage to the fibers will occur than if they are processed at lower power at higher speeds. To achieve the desired result, it may be necessary to re-pass the laser beam.
The basic factors with complex influence
The interlink ages between the factors of the three groups discussed above are described by factors of a complex nature (LDE, LPD, Еef, and Eρ) (Figure 13) and are expressed by the following formulae5,40,62:





Factors exerting complex influence on the laser treatments of textile materials.
Linear density is determined by formula (25) and depends on the absorption of the processed material (A), the average power of the laser source (P), and the marking speed (Vs). Linear pulse density is determined by formula (26) and depends on the frequency of repetition of impulses (
Conclusion
The laser treatments of textile materials are applied in industrial conditions. It is important to know the factors of the technological processes in laser marking, laser engraving, laser cutting, laser welding, laser sintering, and others in order to achieve results of good quality. The characteristics of the material are essential for choosing the right laser. Synthetic textile materials were well treated by CO2 laser, both for marking and engraving, and for cutting and welding. On natural fibers such as cotton, wool, and flax, laser treatment may result in undesirable discoloration. That is because they do not melt under the heat action of the laser beam. Therefore, knowing all the factors and their correct combination is of great significance for the final result. Hence, the laser source power and the speed of the technological process, as well as their accurate adjustment according to the processed material, are of utmost importance for achieving optimal results for laser processing.
The various factors, influencing the laser processing of natural and synthetic textile materials were presented and analyzed in this article. The factors, divided into four main groups, were defined. Their connections and dependences were considered and systematized. The factors, which exert the greatest impact on the technological process for laser treatments of textile materials, were assessed.
Footnotes
Acknowledgements
The author acknowledged the support from the Faculty of Textile Engineering and The Department of Clothing Technology of TUL.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the project: CZ.02.2.69/0.0/0.0/16_027/0008493, International mobility of researchers at TUL.