
Abstract
A study was conducted on a commercial grade hydroentanglement system to assess the effects of jet strip configuration in terms of both orifice diameter (0.10 mm, 0.12 mm, and 0.14 mm) as well as the number of orifices per inch (40 and 50) on the properties of resultant nonwoven cotton fabrics at various hydroentanglement pressures (0, 5.0, 7.5, 10.0, 12.5, and 14.0 MPa). It was found that an increase in the energy applied to the fabric web resulted in a nonwoven with increased absorbency. The results of air permeability testing indicate that a combination of variations in the orifice diameter and the number of orifices per inch as well as the energy applied determine the overall air permeability of the fabric. Tensile testing revealed that increasing the energy applied to the fabric resulted in increased strength in both the machine and cross directions and decreased elongations. These results indicate that the mechanical and performance characteristics of nonwoven cotton fabrics produced by hydroentanglement may be manipulated to obtain the desired characteristics for the targeted end-use application.
Keywords
Introduction
The nonwoven market is rapidly expanding and is finding many new exciting areas of application. Substrates produced by nonwoven methods occupy a wide variety of uses from disposable, hygiene (wipes, diapers, etc.), and medical (gowns, drapes, dressings, etc.) purposes to filtration, construction, geotextiles, and other industrial applications. 1 Traditionally, synthetics such as polyester or polypropylene have dominated the nonwoven market because of qualities such as ease of production, cost efficiency, strength, uniformity, and appearance. 2 The major disadvantage of petrochemical-based nonwovens is their resistance to degradation, which is becoming a significant concern surrounding the growing problem of microplastic pollution.2–5 In some cases, synthetics may even harbor harmful impurities as a byproduct of their manufacture. 6
Cotton, however, provides a viable and useful alternative. Recently, interest in cotton-based nonwovens has been growing because of its biodegradability and sustainability in an increasingly eco-conscious society.7,8 Unfortunately, as a natural fiber, cotton faces unique challenges for incorporation into nonwovens including adulterants such as leaf, bark, and seed coat fragments, variations in color, and increased costs.9,10 However, these disadvantages may be circumvented by the utilization of pre-cleaned greige cotton, which greatly decreases the trash and microbial burden commonly associated with greige cotton.11,12
Another challenge cotton faces is that to exploit its unique absorbency, waxes and other water-repellent components must be removed. This challenge is addressed using well-established scouring and bleaching processes to remove waxes and provide a favorable appearance. Unfortunately, industrial scouring and bleaching protocols use chemicals such as hydrogen peroxide or sodium hypochlorite, but also may include auxiliaries such as sulfuric acid and hydrochloric acid as well as surfactants and chelating agents.6,13,14 Despite vigorous efforts, these reagents and their byproducts often appear in textile wastewater effluents, posing an environmental hazard. Therefore, as new textile technologies are developed, there is increased focus on the potential downstream environmental consequences.
One approach to address cleanliness, absorbency, and environmental concerns regarding cotton nonwovens is to use hydroentanglement (HE) technology, which uses high-pressure streams of water to simultaneously produce nonwoven fabric and impart desirable features. Rudimentary findings have shown that manipulation of HE parameters indeed controls the performance characteristics of the resultant nonwoven.11,15,16 Therefore, we were interested in investigating the effect of HE processing parameters including variations in the bonding pressure, jet strip orifice diameter, and distribution on the physical and mechanical properties of greige cotton nonwovens.
Methods
Staple fibers and nonwoven production
Staple fibers used for production of nonwovens in this study were obtained from a bale of commercially available, pre-cleaned, greige cotton. Fiber characteristics such a micronaire and strength are presented in Table 1. Staple fibers were processed through the opening line comprising a hopper, superior cleaner, fine opener, and reserve hopper (Fiber Controls; M&M Electric Service Inc., Gastonia, NC) before being fed to a 101.6 cm wide textile card composed of a feed roll, licker-in cylinder, main cylinder, doffer cylinder, and four Cardmaster plates (Saco Lowell) to yield a fiber web of 10 (± 1) g/m2. This web was then fed into a commercial crosslapper 20 times before being needlepunched (NP) (Technoplants srl., Pistoia, Italy) using 2 barb 9 cm conical needles (Groz-Beckert KG, Albstadt, Germany) with a needling impact of 135 points/cm2 at a rate of 500 strokes/minute to produce a NP web 0.8 m wide and 65 g/m2 in weight. NP fabrics were subsequently hydroentangled on a Fleissner pilot-scale 1 m wide HE system (Trützschler Nonwovens GmbH, Dülmen, Germany), which is schematically represented in Figure 1.
Fiber qualities of commercially pre-cleaned cotton.

Cross-section schematic of the Fleissner aquajet (hydroentanglement) nonwoven processing line used in the study.
The HE line was run at a speed of 5 m/min with one low-pressure (LP) and two high-pressure jets. The first, LP jet was adjusted to 3.5 MPa and intended to wet-out the fabric. The first and second high-pressure jets were each adjusted to pressures including 5.0, 7.5, 10.0, and 12.5 MPa. The jet strips used for HE contained either 40 or 50 orifices per inch and the orifice diameters on these strips measured 0.10, 0.12, and 0.14 mm. The water used for the HE process was of ambient temperature, 25°C. After exiting the HE line, the fabric was fed into a gas-fired single drum fabric drying oven (Trützschler Nonwovens GmbH) maintained at 170° C before being wound into rolls. Nonwoven fabric contact time in the dryer was approximately 1 min.
Energy of HE calculation
The theoretical hydraulic energy delivered to the NP web under each set of parameters was calculated using equation (1) provided by the manufacturer and is discussed extensively elsewhere 15

where E is the theoretical energy of HE in horsepower hours per pound of fabric (hp-hr/lb). K has a constant value of 0.005375 and includes the orifice coefficient. C indicates the working width of the jet strip (1 m) and d is the jet strip orifice diameter in mm (0.10, 0.12, or 0.14 mm). N is the number of orifices per inch on the jet strip (40 or 50). P is the HE water pressure in psi. W is the weight of the nonwoven web which is fed into the HE line in g/m2, and S describes the speed of the production line in meters per minute (5 m/min). The total energy applied to the fabric web is the sum of the energies generated by all three jet strips. A multiplication factor of 5.919 converts the theoretical energy of HE from hp-hr/lb to MJ/kg.
Nonwoven fabric testing
Standardized testing was carried out in-house according to AATCC Test Method 79-2014 (drop absorbency), AATCC Test Method 97-2009 (determination of hexane soluble matter), ASTM D3776-2017 (fabric weight), ASTM D5729-97:1995 (fabric thickness), ASTM D737-18-2018 (air permeability), ASTM D5035-11-2015 (strip strength), and ASTM D2261-13-2017 (tongue tear) at 21°C and 65 ± 2% relative humidity in compliance with the standard conditions stated in the ASTM D1776-08-2008.17–24 AATCC Test Method 97-2009 (determination of hexane soluble matter) was conducted using a Dionex Accelerated Solvent Extraction System (Thermo Fisher Scientific Inc., Sunnyvale, CA, USA).
Digital microscope images
Images of selected fabrics at 35x magnification were collected using a Hirox KH-8700 digital microscope (Hirox-USA, Inc., Hackensack, NJ) with a model MXB-2500REZ triple objective turret zoom lens.
Statistical analyses
Pearson r correlation values were generated with GraphPad Prism Version 8.0.0 (GraphPad Software Inc., San Diego, CA).
Results and discussion
Absorbency and hexane soluble contents
Cotton is widely known for its excellent absorbency properties. However, naturally occurring cotton fibers contain hydrophobic waxes which cloak the fiber and ultimately prevent fluid uptake. Previous research has determined that inherently hydrophobic, water-repellent, greige cotton may be transformed into a hydrophilic, water-absorbent substrate when subjected to increased hydraulic energy during HE. 25 Therefore, we were interested in investigating the correlation between processing parameters and performance characteristics, namely, the orifice number and diameter in various jet strip configurations and the absorbency and strength characteristics of the nonwovens produced thereof.
The initial LP wet-out jet was maintained at 3.5 MPa. Parameters which varied included the pressure of the high-pressure bonding jets (5.0, 7.5, 10.0, 12.5, or 14.0 MPa), the jet strip orifice diameters (0.10. 0.12, or 0.14 mm), and the orifice distribution (40 or 50 orifices per inch). The results of AATCC Test Method 97-2009, shown in Table 2, revealed that the percentage of hexane extractable contents for samples produced by all jet strip configurations and pressures fell within the 0.4–1.2% threshold designated for cotton fibers, as anticipated. 26 The control NP web, from which all of the HE fabrics were made, contained slightly more hexane soluble material at 1.5%, which is not unexpected for greige cotton fibers. As the bonding pressure increases, so does the hydraulic energy delivered to the web, resulting in increased removal of impurities, including wax, which is evident in the extraction results and supported by the results of AATCC Test Method 79-2014, the drop absorbency test.
Effect of orifice diameter and number on the hydrophobicity of nonwovens.

SD: Standard Deviation; N/A: Not Applicable.
The bonding pressure is the pressure generated by each HP jet and is equivalent for both HP jets.
Alteration of the jet strip configuration may be used to generate samples which are either hydrophobic or hydrophilic. Examples of such applications include hydrophobic fibers for oil sorption or topsheets for absorbent hygiene products.27–29 Hydrophilic fibers may be used in applications where a highly absorbent material is preferred, such as wound dressings or absorbent core materials in personal hygiene products. 29 Samples identical in bonding pressure and orifice size, but differing in the number of orifices (i.e., 0.10 mm/40 orifice/12.5 MPa and the 0.10 mm/50 orifice/12.5 MPa), also exhibited similar percentages of total wax removal, with a decrease in hexane soluble content of 80% for the 50 orifice sample and 78% for the 40 orifice sample. Interestingly, the 0.10 mm/40 orifice sample exhibits increased absorbency (< 1 s) compared to its 50 orifice counterpart (6 s). If the bonding pressure and orifice distribution are maintained and the orifice diameter is varied (0.12 mm/40 orifice/12.5 MPa vs 0.10 mm/40 orifice/12.5 MPa), increased orifice size is associated with increased wax removal. In this case, the 0.12 mm orifice jet strip eliminated nearly 93% of the hexane soluble content of the initial web, whereas the 0.10 mm jet strip removed 78%. This finding suggests that when determining the significance of the orifice diameter and distribution, the size of the orifices, rather than the number of orifices per inch, has more impact on the hydraulic pressure experienced by the fiber web per percentage of hexane soluble material removed. The absorbency values of these two samples differing only in orifice diameter are identical, which is expected, especially as bonding pressures reach 12.5 MPa, which is usually adequate to render greige cotton hydrophilic. 15 In this way, the hydrophobicity of the cotton may be controlled depending upon the end-use application.
To investigate the effect of altering both orifice size and orifice distribution, samples were produced by jet strip configurations of 0.10 mm orifice sizes and 50 orifices per inch and 0.12 mm orifice size and 40 orifices per inch at identical HE pressures. At lower bonding pressures, such as 5.0 MPa, the hexane extracted material is similar for either jet strip configuration. As such, they also exhibit similar absorbency characteristics. Upon increasing the bonding pressure to 10.0 MPa, changes in the efficiency of hexane soluble content removal are evident. When the bonding pressure reaches 12.5 MPa, the greatest change in energy required per amount of hexane soluble contents removed is seen between the 50 orifice/0.10 mm and the 40 orifice/0.12 mm samples. Another interesting finding was that at 10.0 and 12.5 MPa, the 0.12/40 orifice samples were more absorbent than the 0.10/50 orifice samples. This result is most likely a result of the increased hydraulic energy experienced by the 0.12/40 orifice samples, resulting in increased wax removal and thus increased absorbency.
Air permeability
The jet strip configuration and bonding pressure may be used to tailor the air permeability of nonwovens for specialty applications where certain filtration or comfort properties such as breathability are important. Filtration applications for nonwovens include industrial (coal, dust, etc.) and automotive (fuel, hydraulic oil, cooling fluid, etc.) as well as in water treatment and air filtration. 30 Natural fibers, such as cotton, are becoming increasingly popular for use in filtration media due to their biodegradability and strength. 31 Another advantage to using hydroentangled greige cotton nonwovens is that their permeability can be tailored to the desired end-use application.
ASTM D737-18-2018 (Air Permeability) testing results (Table 3) revealed that increasing the number of orifices per inch and increasing the diameter of the orifices result in an increase in the air permeability of the fabric. Using various jet strip configurations and pressures, it was possible to obtain nonwoven fabrics with air permeability values ranging from a minimum of 78.09 cm3/s/cm2 (12.5 MPa /0.10 mm/ 40 orifice) to a maximum of 181.23 cm3/s/cm2 (5.0 MPa /0.12 mm/ 50 orifice). Interestingly, the two samples exhibiting the observed minimum and maximum air permeability were found to be similar in weight (65.40 g/m2; 56.58 g/m2) and thickness (22.00 mm; 24.00 mm). This observation suggests that air permeability depends on the configuration of the jet strip and the bonding pressure more so than fabric weight and thickness.
Effect of orifice diameter and number on the thickness and air permeability of nonwovens.

SD: Standard Deviation.
The bonding pressure is the pressure generated by each HP jet and is equivalent for both HP jets.
In terms of the hydraulic energy applied to the fabric, it was calculated that the least air-permeable sample experienced an applied energy of 6.61 MJ/kg, while the most air-permeable sample had an applied energy of 4.09 MJ/kg. Although this result appears counterintuitive, upon closer investigation, a clear trend was identified in the data. While the air permeability does increase proportionally when the fabric experiences increased hydraulic energy, this pattern is only valid up to hydraulic energy values of 4 MJ/ kg. After 4 MJ/kg, the converse occurs, and air permeability declines with increased energy application to the fabric. This observation may indicate an energetic threshold whereby the integrity of greige cotton fibers becomes increasingly diminished with increased energy application. 16 Such loss of fiber integrity commonly occurs through fibrillation and delamination of fibers, causing damaged fragments to detach from the bulk fiber structure, providing resistance to air flow and decreasing the overall air permeability of the fabric.
Digital microscope images (Figure 2) of fabrics produced by jet strips with an orifice diameter of 0.10 mm at pressures of 5.0 MPa with 40 orifices per inch (a) and 50 orifices per inch (b) and at 12.5 MPa with distributions of 40 orifices per inch (c) and 50 orifices per inch (d) reveal noticeable structural differences between the fabrics. At a bonding pressure of 5.0 MPa, the 40 orifice per inch sample appears as a nearly uniform web of fibers. Increasing the number of orifices to 50 per inch results in the formation of tighter, more defined, rope-like structures. When the pressure is increased to 12.5 MPa, the rope-like pattern is more evident than in the lower-pressure samples and is also more prominent in the 50 versus the 40 orifice sample at the same pressure. Based on these images, it would be expected that the higher-pressure 12.5 MPa samples would exhibit increased air permeability due to their more defined structure and clearly visible lacunae. However, this prediction is contrary to the observed air permeability data and is most likely a result of damaged fibers generated by the increased bonding pressure and hydraulic energy experienced by the web. 16
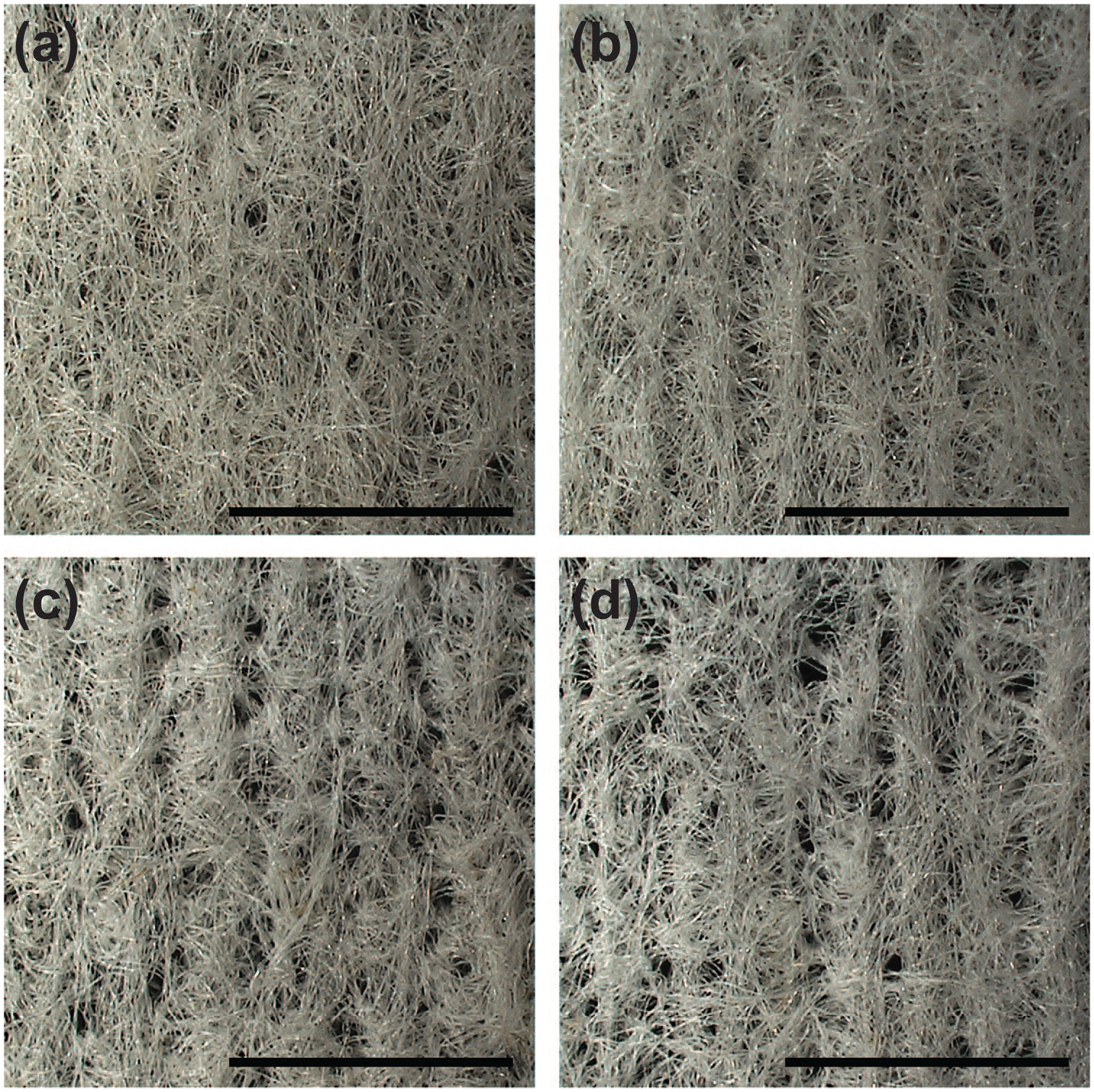
Digital microscope images of fabric samples generated using a 0.10 mm orifice jet strip at 35x magnification at 5.0 MPa with (a) 40 orifices per inch and (b) 50 orifices per inch and at 12.5 MPa with (c) 40 orifices per inch and (d) 50 orifices per inch. In each panel, the black scale bar = 2,000 µm.
Tensile testing
Considering the results of the air permeability tests, it was also of interest to determine the effect of jet strip configuration on the tensile strength of the fabrics. Tensile testing according to ASTM D5035-11-2015 (Dry Strip Method) revealed noticeable trends relating jet strip configuration with breaking strength (Table 4). Increasing the number of orifices per inch from 40 to 50 resulted in increased energy applied to the nonwoven web as well as increased tensile strength in both the machine and cross directions. At the lowest bonding pressure, 5.0 MPa, jet strips with 0.10 mm orifices showed a greater difference in tensile properties between the 40 and 50 orifice samples (MD: + 204%; CD: + 244%) when compared to 0.12 mm (MD: + 91%; CD: + 201%) and 0.14 mm (MD: + 85%; CD: + 142%) orifice jet strips at the same pressure. If the bonding pressure is raised to 7.5 MPa, increasing the number of orifices from 40 to 50 per inch results in increased hydraulic energy applied to the fabric as well as an increase in breaking strength in both the 0.10 mm (MD: + 72%; CD: + 99%) and 0.12 mm (MD: + 76 %; CD: + 133 %) orifice samples. Upon raising bonding pressure to 10.0 MPa, an increase in the number of orifices continues to demonstrate increased hydraulic energy concurrent with improved strength in both 0.10 mm (MD: + 51%; CD: + 64%) and 0.12 mm (MD: + 64%; CD: + 163%) jet strips. Bonding pressures of 12.5 MPa continue to show an increase in strength associated with an increase in the number of holes per inch in the 0.10 mm samples (MD: + 72%; CD: + 104%) as well.
Effect of the orifice diameter and number on the physical properties of nonwovens.

MD: Machine Direction; CD: Cross Direction; %E: Percent Elongation at Break; SD: Standard Deviation.
The bonding pressure is the pressure generated by each HP jet and is equivalent for both HP jets.
Taking into account the relationship of air permeability to increased energy application, it would follow that an increase in the quantity of damaged fibers resulting from increased energy would result in a loss of tensile strength when the energy applied to the fabric exceeds 4 MJ/kg. However, this is not the case, implying that although superficial fiber damage may impact air resistance, it is not significant enough to ultimately affect tensile strength. The direct correlation between tensile strength and hydraulic energy applied may be explained by the mechanism of HE. As the high-pressure stream of water produced by the jet strips traverses the NP web, it pushes aside fibers in its path. As a result, the formation of locally bunched groupings of fibers occurs along the circumference of the jet’s path of incidence, which may also be seen in Figure 2. The practical implication of this fiber bunching is that the fabric is better equipped to distribute mechanical stress more effectively through the load sharing behavior of its fibers, resulting in higher breaking strengths and stronger fabrics. Thus, it follows that as the pressure of these jets increase, the fibers experience greater hydraulic energy, pushing them closer together and creating more robust, durable bundles. The more energy which is incurred by the fabric, pushing the fibers together, creates increasingly stronger fabrics.
Another benchmark of textile strength is tear strength, which investigates a different facet of fabric strength. While the strip test mentioned previously accounts for the tensile strength of a specimen, ASTM D2261-13-2017 (Tongue Tear Method) measures the ability of a specimen to resist tear propagation. Similar to the strip test, the tongue tear test showed that generally, the 50 orifice samples produced stronger fabrics which were more resistant to tearing than their 40 orifice counterparts. At the lowest bonding pressure of 5.0 MPa, increasing the number of orifices per inch from 40 to 50 also enhanced the tongue tear strength in samples produced by the 0.10 mm (MD: + 182%; CD: + 112%), 0.12 mm (MD: + 120%; CD: + 105%), and 0.14 mm (MD: + 77%; CD: + 117%) orifice jet strips. When the pressure is increased to 7.5 MPa, the tongue tear strength increases concomitantly in the 0.10 mm (MD: + 86%; CD: + 70%) and 0.12 mm (MD: + 68%; CD: + 126%) orifice samples as well. If the bonding pressure continues to increase to 10.0 MPa, the 0.10 mm (MD: + 89%; CD: + 131%) and 0.12 mm (MD: + 75%; CD: + 109%) jet strip-produced fabrics demonstrate a similar tendency, which is also reflected at the highest pressure of 12.5 MPa for the 0.10 mm samples (MD: + 75%; CD: + 89%).
An increase in the orifice diameter, resulted in an increase in hydraulic energy applied to the fabric. This increase in hydraulic energy corresponds to an increase in tear strength until the energy applied reaches 3.65 MJ/kg in the 40 orifice samples or 4.09 MJ/kg in the 50 orifice samples. Once the energy exceeds this threshold, the tear strength begins to decrease rapidly in an erratic fashion. Interestingly, this threshold coincides with the threshold identified in the air permeability data, which showed decreased air permeability in fabrics produced with hydraulic energies greater than 4 MJ/kg. One explanation as to why this occurs in the tear test and not the strip test is the deformation mechanism that occurs in each test. In the strip test, the stress is evenly distributed across each end of the fabric. In the tongue tear test, a small tear is introduced into the sample and the two ends are pulled apart. This method localizes the stress applied to the fabric along the line of the tear, which exposes the weaknesses in the fabrics which experience increased hydraulic energy but is less evident when the stress is applied evenly as in the strip test.
Statistical analyses
Pearson r correlation values were used to identify significant relationships between the studied HE parameters and performance characteristics of the produced nonwovens. Table 5 describes significant relationships between jet strip orifice diameter, orifices/inch, bonding pressure, energy applied, thickness, air permeability, and hexane extractable content. Orifice distribution was positively correlated to air permeability. This observation is logical, since an increase in the number of orifices per inch means an increase in the number of pores formed per inch and leads to enhanced air movement. It was also revealed that bonding pressure is positively correlated with the energy applied to the nonwoven web as well as hexane extractables.
Pearson r correlation values for production parameters and physical/chemical properties of nonwoven textiles.

The bonding pressure is the pressure generated by each HP jet and is equivalent for both HP jets.
Statistical significance at p ⩽ 0.05.
Bonding pressure is directly related to the energy applied, as shown in equation (1). It has also been previously shown in the literature by Sawhney et al. that as the bonding pressure increases, the percentage of hexane extractables removed increases as well, which also explains the negative correlation of bonding pressure and energy applied to absorbency. Since more waxes are removed as bonding pressure and energy applied increases, increased absorbency is achieved. Bonding pressure and energy applied also possesses significant negative correlations with thickness and air permeability. Increased bonding pressure leads to decreased thickness due to the additional force packing the fiber mat together. Another result of this additional pressure is that fibers within the mat begin to fibrillate, providing greater surface area and increased air resistance leading, to decreased air permeability, as previously shown by Sawhney et al.
Fabric thickness is negatively correlated to the percentage of hexane soluble contents removed and positively correlated with absorbency. This relationship may be explained by the increased bonding pressure and energy applied to the web required to produce thinner fabrics, which removes waxes and results in greater absorbency. Similarly, air permeability is negatively correlated to the removal of hexane soluble content. Decreased air permeability achieved by an increase in bonding pressure and energy applied, also results in an increase in the proportion of hexane soluble contents removed. In addition, the amount of hexane soluble content removed from the web demonstrated a negative correlation with absorbency, which is expected since increased wax content leads to decreased absorbency.
Correlation values were also calculated based on the tensile properties of each fabric in both the machine and cross directions, and they revealed substantial overlap between factors which provided statistical significance for the machine and cross direction analyses, as shown in Table 6. One such relationship which was significant for both directions was the positive correlation of bonding pressure and the hydraulic energy applied to the web. This relationship is explained by equation (1), which shows that the water pressure applied to the web directly impacts the overall energy of HE. Conversely, other properties including elongation, thickness, and air permeability are negatively correlated to the bonding pressure.
Pearson r correlation values for production parameters and tensile properties of nonwoven textiles.

MD: machine direction; CD: cross direction
The bonding pressure is the pressure generated by each HP jet and is equivalent for both HP jets.
Statistically significance at p ⩽ 0.05.
An increase in the bonding pressure leads to an increase in the compression of the fiber mat, resulting in thinner nonwovens. This increase in bonding pressure also packs the fibers together closely, limiting the mobility of the fibers within the fabric and contributing to decreased elongation. The observed decrease in air permeability with increased bonding pressure may also be attributed to the compact nature of the fabric generated by increased bonding pressure. Since the fibers within the fabric are more densely packed, air permeability is restricted to holes created by the bonding (fabric forming) jets during production. For both the machine and cross directions, the number of orifices per inch also shows a positive correlation to both tensile strength as well as air permeability. An increase in the number of orifices per inch leads to an increase in the breaking strength in terms of both the strip and tongue-tear methods because the force applied to the fabric is more evenly distributed. Since the fabric forming jets push aside fibers into bundles as they traverse the unbonded fiber web, the jet strips with more orifices per inch form more of these load-sharing bundles. Consequently, the fabrics generated using jet strips with more orifices per inch display an enhanced ability to distribute applied forces during tensile testing. Increasing the number of orifices per inch also increases the air permeability because a greater volume of air is able to flow through the additional pores created by the additional orifices on the jet strip. Interestingly, the energy applied shows a positive correlation to the strip breaking force and a negative correlation to the elongation and thickness. The result of increased energy application is a more densely packed web, which results in a thinner fabric which is less likely to stretch. Another result of this fiber compression is an increase in tensile strength (strip method), which is likely due to the ability of the fibers to exhibit increased load sharing behavior due to their close proximity. Also, in both the machine and cross directions, the breaking force (strip method) is positively correlated to the breaking force (tear method) and negatively correlated to the thickness. As would be expected, an increase in the tensile strength using the strip method also correlates to an increase in strength using the strip method. As mentioned previously, a decrease in fabric thickness is often related to an increase in tensile strength because the forces needed to generate a fabric of decreased thickness also result in a more compact fiber web which is able to better distribute tensile forces.
In the machine direction, a few correlations were identified which did not exist for the cross direction. In the machine direction, bonding pressure was positively correlated to breaking force (strip method). Nonwovens produced by the methods detailed herein are typically stronger in the machine direction due to the orientation of the fibers, which increases load sharing behavior. Thickness was also positively correlated to elongation in the machine direction. This may be explained by the reasoning that thicker nonwovens produced in this study experienced less energy of HE, leading to less compressed fabrics which are able to stretch to a greater extent than the thinner, more compressed fabrics. Unique correlations in the cross direction included the positive correlation of elongation to breaking force (tear method). Air permeability was also positively correlated to strip breaking force. Overall, the most significant relationship identified for the entire data set was the positive correlation between the number of orifices per inch and the breaking force (tear method) in both the machine and cross directions. This finding indicates that the number of orifices per inch on the jet strip plays a critical role in the tensile strength of the produced nonwoven.
Conclusion
Alterations in jet strip configuration (distribution and orifice diameter) and HE pressures result in nonwovens with a wide array of absorbency, breathability, and strength characteristics. Investigation into absorbency behavior suggested that the orifice diameter has a greater impact on absorbency than the distribution of the orifices. Correlation values also revealed a significant negative correlation between absorbency, bonding pressure, and energy applied, with energy applied possessing the strongest relationship to absorbency. Air permeability data, however, suggested that the number of orifices per inch is positively related to air permeability, while bonding pressure is inversely correlated to air permeability.
Although correlation values for tensile properties indicated that bonding pressure and the number of orifices per inch contribute to observed performance properties, the significance of these relationships is dependent on the type of tensile testing. Whereas the number of orifices per inch is positively correlated to both tongue tear and strip breaking strength in both the machine and cross directions, unlike the strip breaking strength, the tongue tear breaking strength lacks significant correlations to bonding pressure and energy applied. Together, these results indicate that absorbency, breathability, and tensile performance characteristics of nonwoven cotton fabrics may be tailored to their targeted end-use applications by strategic manipulation of HE production parameters.
Footnotes
Acknowledgements
The mention of trade names or commercial products in this publication is solely for the purpose of providing specific information and does not imply recommendation or endorsement by the US Department of Agriculture (USDA). The USDA is an equal opportunity provider and employer.
Author contributions
D.J.H. developed the test design and protocols, led the research, ran the experiments, and took the lead on writing the paper. R.J.H. and B.D.C contributed to writing the paper, obtained/provided samples, and contributed in the development of the test design and experimental protocols.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.