
Abstract
Cotton is one of the most important commodity fibres and is widely employed in apparels. At present, the share of natural fibres in production of nonwoven fabrics is low and are used in opt applications. The cotton fibre is conventionally converted into woven and knitted fabrics by short staple spinning methods. The comber noil is short fibre waste produced when cotton yarns are combed. The aims of the current study were to employ comber noil for the preparation of hydroentangled cotton nonwovens at varying water jet pressures and conveyor speeds. The effect of these parameters was studied with respect to mechanical and comfort properties of the prepared fabrics. The results showed that these variables can help to manufacture fibrous assemblies with engineered properties, according to required application area.
Introduction
Nonwoven fibrous assemblies are made by the conversion of fibres/filaments in to webs, and subsequent bonding by chemical, thermal or mechanical means. These innovative engineered fabrics offer higher production rates, ease of processing and low cost of production. That’s why the application areas and volume of nonwovens are increasing at a steady rate, such as in medical, hygiene products, wipes, garments, upholstery, coating substrates, filtration, automotive, roofing, civil engineering, floorcovering and interlinings. Hydroentanglement is a mechanical bonding process whereby fibres are entangled by employing high velocity water jets [1,2]. The energized water interacts with the fibre/filament web and supporting surface to induce displacement, rearrangement, twisting and entanglement of fibres/filament segments in the web to produce a consolidated fabric, where fibre-to-fibre friction holds the fibre together [1–4]. The entanglement and twisting of fibres that occur during hydroentangling generally help to provide better drape characteristics to hydroentangled fabrics compared to that of nonwoven fabrics produced by other technologies [5].
Nonwovens are dominated by man-made fibres, with polypropylene and polyester being the most commonly employed fibres [6]. The use of natural fibres such as cotton is limited, owing to challenges faced during their production such as slow rate in case of carding of bleached cotton fibres, requirement of sophisticated filtration system for hydroentangling cotton webs [1]. The development of effective filtration systems has also made possible the hydroentangling of natural fibres [7]. Mostly bleached cotton is used in nonwoven products, as the most important application area is in medical and hygiene products [8]. Although the percentage utilization of cotton fibre is much less than other synthetic fibres, cotton fibre has lots of advantages like biodegradability, high absorbency, ease of blending, good strength and dye-ability, so cotton fibre has potential to be used in nonwoven products [9]. Bleached cotton is aesthetically more pleasing to consumers as well as exhibits high levels of absorbency [10]. A study by Cotton Incorporated on the choice of nonwoven products inferred that consumers prefer cotton based products [11].
Thermal comfort has a significant relationship with properties of employed fibres, structure, air permeability and water vapour permeability of the fabric. The moisture transportation rate of nonwoven fabrics is important to help in maintaining the comfort level of wearer’s body. The fabrics with higher moisture transmission have good breathability and moisture transportation of a fabric can be associated with air permeability of the fabric. Thermal behaviour of nonwoven fabrics mainly depends upon the type and amount of fibres, porosity and availability of air inside their fibrous structure [12]. The majority of heat is transferred by convection due to air and by radiation. The component of conduction, owing to fibre-to-fibre contacts, is very low [13].
Comber noil is a by-product from the production of fine quality combed cotton yarns by short-staple spinning and is normally recycled to produce coarse open-end yarns. This comber noil can be upcycled for the production of bleached cotton nonwoven products for hygiene and healthcare applications. Water jet pressure (WJP) and conveyor belt speed (CS) have been reported to be the key variables affecting fabric properties during hydroentanglement [14]. The current study aims to produce bleached cotton nonwovens from comber noil at varying levels of WJP and CS to study the effect of these key variables on fabric’s mechanical and comfort properties.
Experimental
In this study, 100% bleached cotton fibres (comber noil, mean fibre length 20.4 mm) were used for manufacturing of nonwoven fabrics. The pre-conditioned fibres were passed through Trutzschler opening line for an even feed to carding machine. The parallel-laid web was formed on a double-doffer carding machine by Spinnbau and subsequent hydroentangling at AquaJet (with six injectors) by Fleissner. The bonding of these fibres was done at five different levels of WJP, i.e. 5.0, 6.5, 8.0, 9.5, and 11.0 MPa at constant web speed of 25 m min−1 by hydroentanglement. Further, four samples of nonwoven fabrics were prepared at constant WJP of 8.0 MPa at different line speeds of 30, 35, 40, and 45 m min−1. All nonwoven fabrics were prepared with nominal areal density of 55 g m−2.
All the fabric samples were conditioned in a standard atmosphere (temperature 20 ± 2℃, 65 ± 2% relative humidity) for 24 hours according to ASTM D 1776. Tensile strength and extension at break of nonwoven fabric were measured on Universal strength tester according to ASTM D 5035 in both machine (MD) and cross-direction (CD). Thermal resistivity was determined by using sweating guarded hot plate (M259B, SDL Atlas). ISO 11092 test method was used for determination of thermal resistance of nonwoven fabric. Air permeability of nonwoven fabric was measured according to ASTMD737-04 (2008) at 100 Pa pressure. Moisture management of nonwoven fabric was determined on SDL M290 moisture management tester following the test method AATCC 195-2011. Fabric was placed between the horizontal (lower and upper) electric sensors. The test solution was dropped on the centre of fabric specimen which gives the measurement of electric conductivity changes. This solution can move in all three directions, i.e. top to the bottom, radial spreading on bottom surface and radial spreading on top surface. The changes in electrical resistance were used to calculate the moisture content changes of fabric during the test. For structural characterisation, scanning electron microscopy (Quanta 250 FEG by FEI) was performed on selected samples.
Results and discussion
The mechanical properties (tensile strength and extension at break) and comfort properties (thermal resistance, air permeability, and moisture management) of prepared cotton nonwoven fabrics are discussed in subsequent sections.
Mechanical properties
The increasing WJP increased the energy transferred from energized water jets to the fibrous web, inducing fibre-to-fibre entanglement and these frictional constraints caused the increase in tensile strength of fabric in both MD (machine direction) and CD (cross direction) (Figure 1). The strength is higher in MD owing to predominant orientation of fibres in the MD in a parallel-laid web [15]. As the WJP was increased from 9.5 to 11 MPa, tensile strength started to deteriorate. The likely reason could be that maximum entanglement of fibres had taken place before this threshold level and further increase in WJP, and correspondingly the increase in specific energy, adversely affected the structure of the nonwoven fabric, which resulted in loss of the tensile strength. This phenomenon has also previously been reported in literature, to reach a critical point at which maximum level of bonding has already been achieved and further increases in specific energy, by increasing WJP, causes deterioration of mechanical properties of mechanically-bonded fabrics [14].
Tensile strength in machine direction (MD) and cross direction (CD) versus water jet pressure (WJP) (Tensile MD = −0.332*WJP2 + 6.308*WJP − 21.713, R2 = 0.902 and Tensile CD = −0.159*WJP2 + 3.310*WJP − 11.954, R2 = 0.890).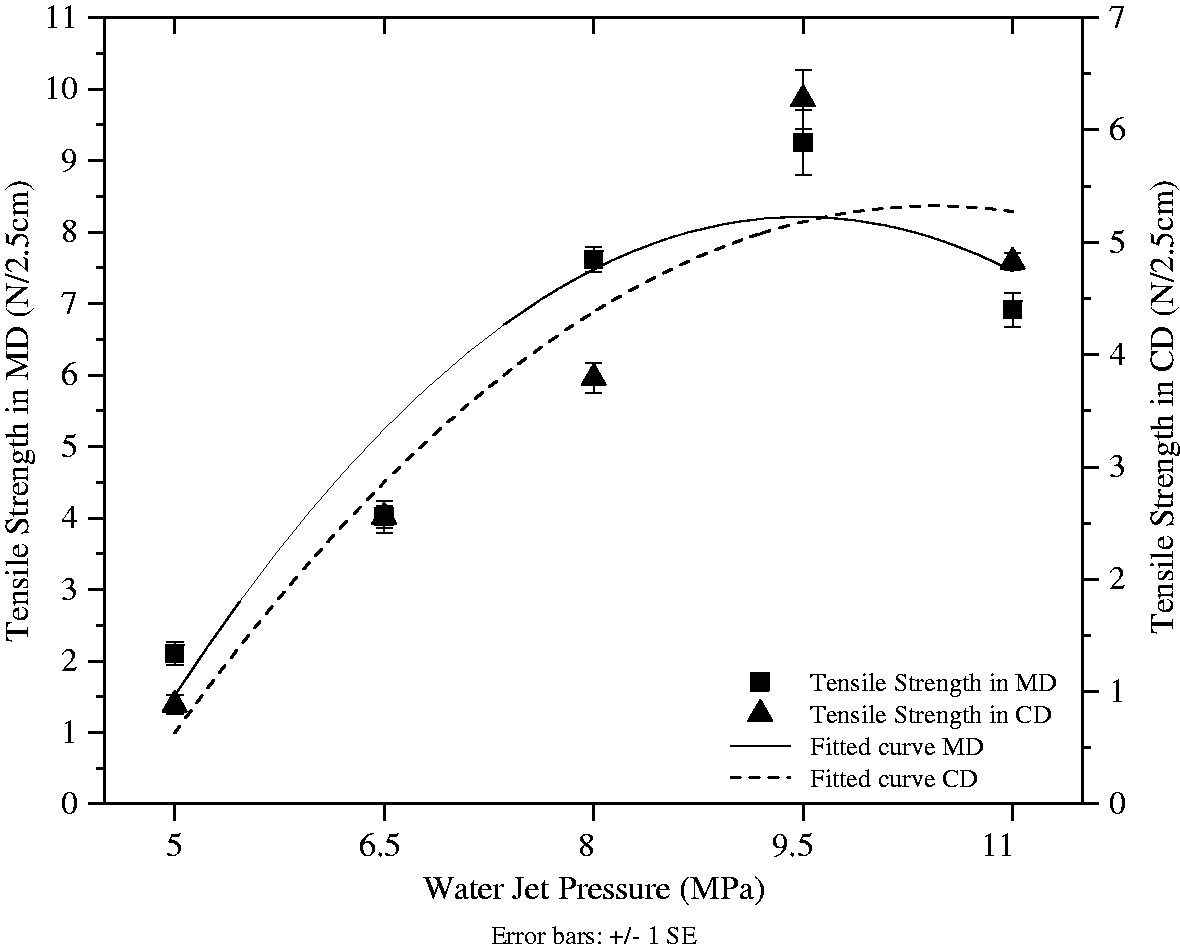
In both MD and CD, apparently tensile strength of nonwoven fabric decreased as the CS was increased (Figure 2) but one-way ANOVA reported insignificant effect of CS tensile strength in MD (p-value = 0.066) and CD (p-value = 0.089). The increasing CS results in decrease of energy transfer to fibrous web, generally resulting in lower tensile strength. The selected WJP of 8.0 MPa seems to be high enough to compound the effect of CS. Hence, higher CS can be employed for minimum specific energy consumption during hydroentangling leading to cost savings as well as insignificant loss of tensile strength. It is important to mention that CS could have been a significant parameter at lower WJP.
Tensile strength in machine direction (MD) and cross direction (CD) versus conveyor belt speed (CS).
MD/CD ratio of tensile strength of nonwoven fabrics.

Figure 3 clearly shows that extension at break is higher in CD compared to that of MD. As the webs were parallel-laid, therefore low extension in MD and relatively higher extension in CD is owing to predominant MD fibre segment orientations in parallel-laid web. The extension at break can be controlled by changing the predominant orientations of fibres in the web but that may also alter the other properties of fabric such as tensile strength and pore size distribution. The potential re-orientation of fibre segments, with increasing WJP, did not exhibit any clear trend of the extension at break (%), which is consistent with previously reported results by Tausif and Russell [14]. With increasing CS, the results of extension at break % did not show any marked differences and mean extension at break in MD and CD was 32 ± 4% and 102 ± 7%, respectively.
Extension at Break% in machine direction (MD) and cross direction (CD) versus water jet pressure (WJP).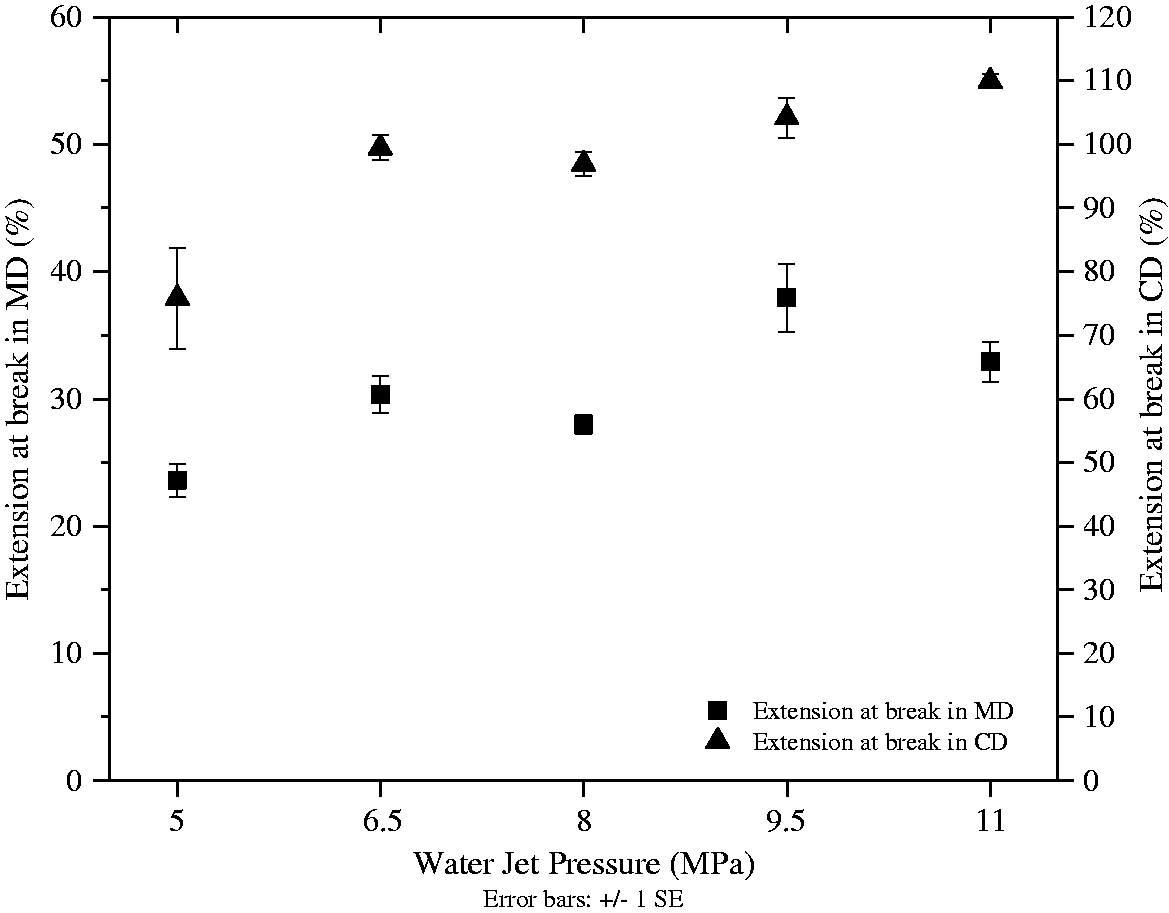
Previously, cotton fibre has been reported to fibrillate at high energy transfer, i.e. high WJP and low CS [16]. In the current study, the employed WJP and CS combination did not cause any fibrillation of cotton fibres. A comparison is provided for low energy transfer (8 MPa and 40 m min−1, Figure 4) and high (11 MPa and 25 m min−1, Figure 5) energy transfer combination of prepared fabrics. The exemplar images show that no fibrillation occurred.
SEM image at 8 MPa (WJP) and 40 m min−1 (CS). SEM image at 11 MPa (WJP) and 25 m min−1 (CS).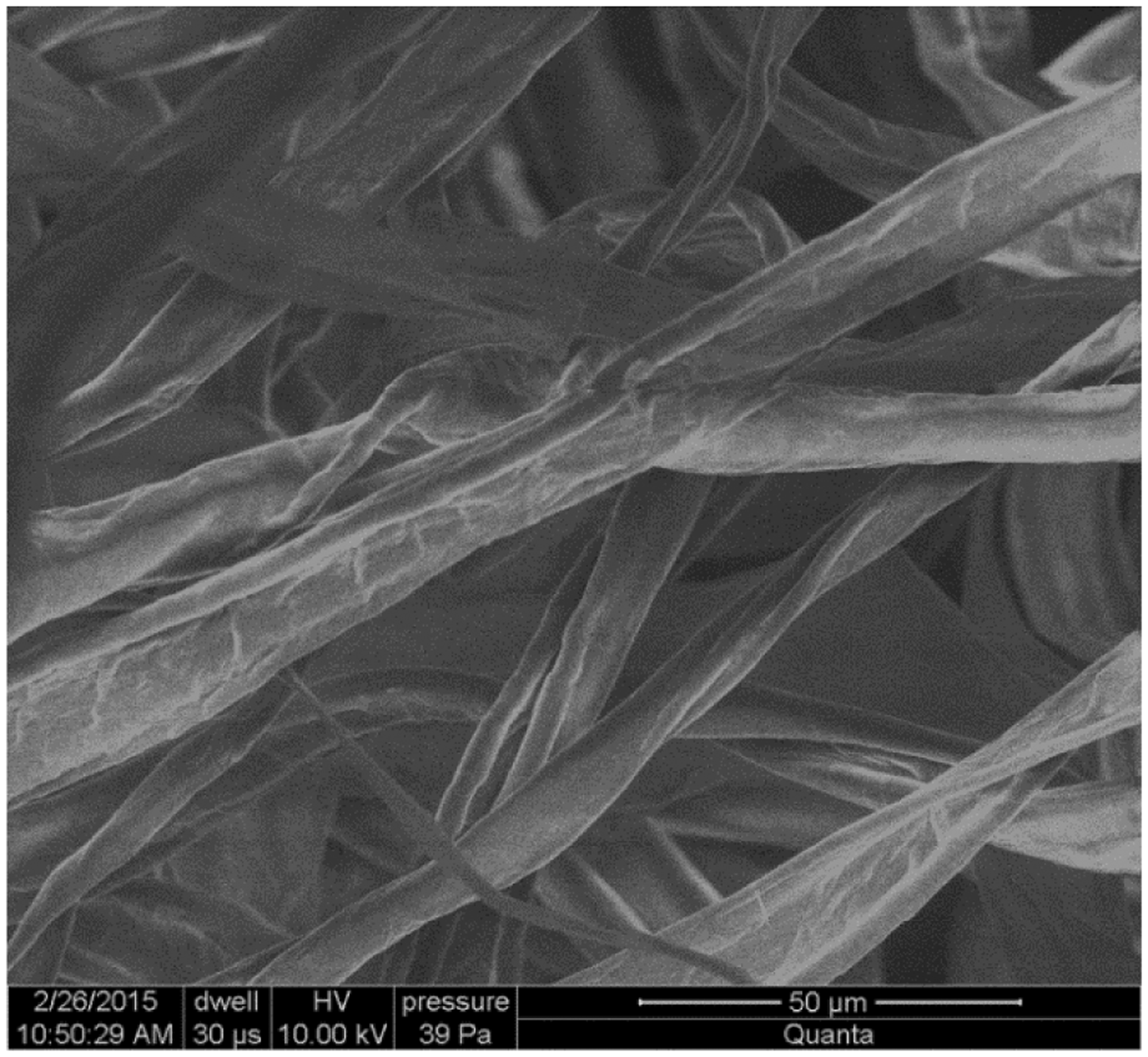

Comfort properties
Air permeability, thermal resistance and overall moisture management capacity (OMMC) of nonwoven fabrics were measured by varying the WJP and CS during hydroentanglement of fibrous webs.
Air permeability
With increasing WJP at constant CS, the air permeability of fabric was decreased (Figure 6). Web is a loose assembly of fibres and initially little transfer of energy results in compaction of the web but further decrease in thickness (Table 2, increase in density) requires higher energy transfer. In some cases, a critical density is achieved after which any further transfer of energy, does not result in any further decrease in the thickness of the web. The decrease in thickness increases the density of fabric and allows less amount of air to pass through fabric. In the case of changing CS, the energy transfer to web at low speed was higher as energy transfer is inversely proportional to CS. The decrease in energy transfer with increasing CS resulted in general increase in air permeability (Figure 7). One-way ANOVA analysis revealed that both WJP (p-value = 0.000) and CS (p-value = 0.000) have a significant effect on air permeability of fabrics under study. In the case of WJP, post hoc tests reveal that only sample at 5.0 MPa is significantly different from rest of the samples. For CS samples: 30 m min−1 is significantly not different only from 35 m min−1, and 35 m min−1 is only significantly different from 40 m min−1.
Air permeability versus water jet pressure (WJP) (Air Permeability = −454.4*ln(WJP) + 2221.4, R2 = 0.702). Thickness of nonwoven fabrics. Air permeability versus conveyor belt speed (CS) (Air Permeability = 9.48*CS + 916, R2 = 0.597).


Thermal resistance
Thermal resistance of the nonwoven fabrics decreased as the WJP increased at constant CS (Figure 8). The thickness of the nonwoven fabrics was decreased by increasing the WJP during hydroentangling; which increased the density of the fabrics, at constant mass areal density of the fabrics. Air is a good insulator of heat with thermal conductivity of 0.025 W m−1 K−1. The amount of air present in the fabric decreased with increasing fabric density which can reduce the thermal resistance of the nonwoven fabrics. The less amount of air in the structure is likely to aid in the conduction of heat and consequently decreased the thermal resistivity of the nonwoven fabrics. The thermal resistance of the nonwoven fabric was increased with increasing CS at constant WJP (Figure 9). The density of fabrics decreased as the CS was increased, resulting in higher thermal resistance due to trapped air in the low density fibrous structure. One-way ANOVA analysis revealed that both WJP (p-value = 0.000) and CS (p-value = 0.000) has a significant effect on the thermal resistance of the fabrics under study. In the case of WJP, post hoc tests reveal that sample at 6.5 and 8.0 MPa have insignificant differences between each other. Whereas, for CS samples, 45 m min−1 is significantly different from all others. In addition, 35 m min−1 and 40 m min−1 are significantly different from each other.
Thermal resistance versus water jet pressure (WJP) (Thermal Resistance = −0.025*ln(WJP) + 0.0677, R2 = 0.850). Thermal resistance versus conveyor belt speed (CS) (Thermal Resistance = 5.136 × 10−4*CS − 0.00255, R2 = 0.675)

Moisture management
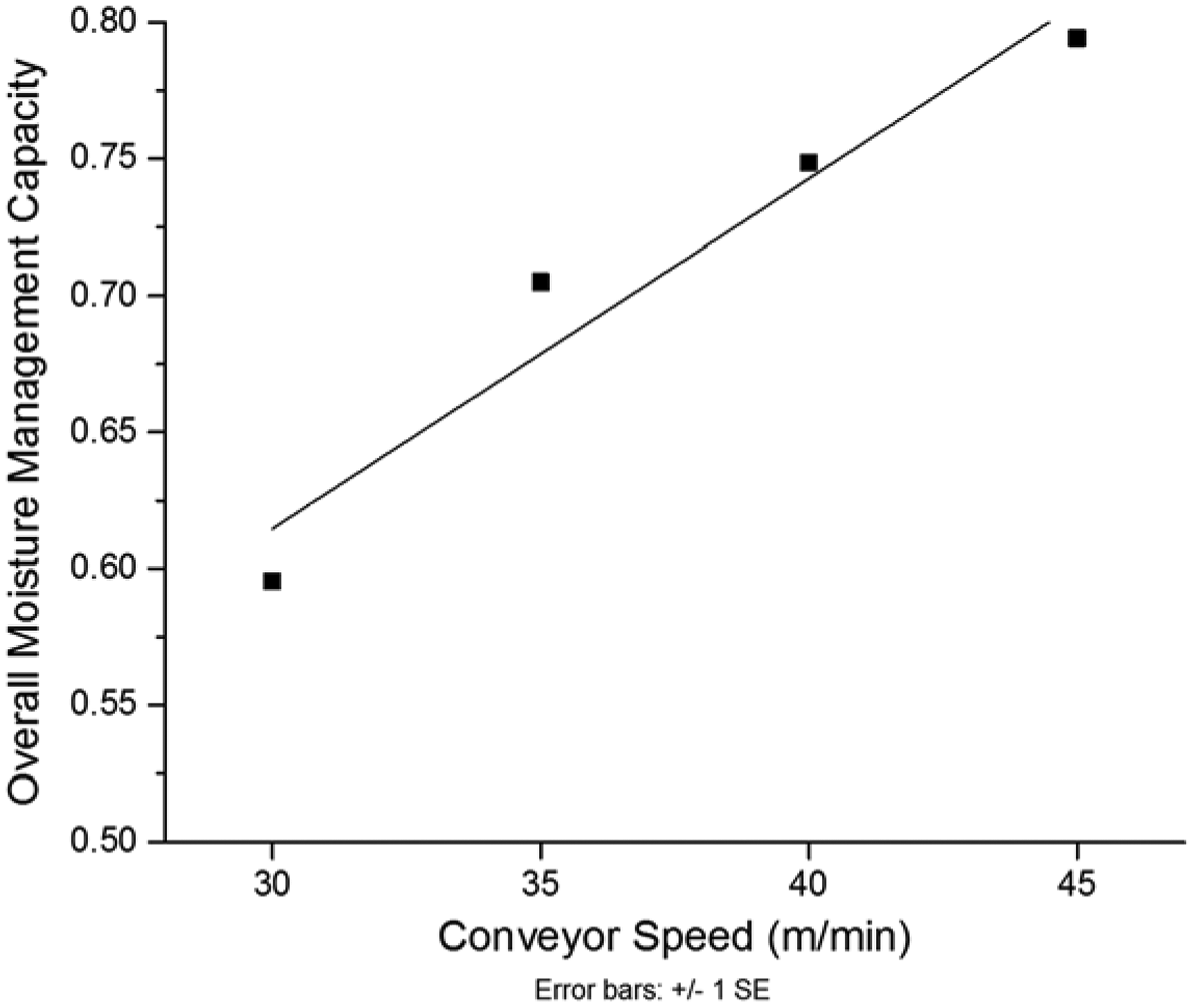
Overall moisture management capacity depends upon both the top and bottom spreading speeds, and also on the one-way transportation index. OMMC decreased with increasing WJP (Figure 10). The fibre–liquid molecular attraction at the surface of fibrous assemblies governs the flow of moisture through textile. The surface tension and dimensional parameters of pores in the porous media are the key parameters affecting this fibre–liquid interaction [17,18]. The increasing WJP caused densification of the structure which is likely to decrease the mean pore size of nonwoven fabric [19] but cotton is a hygroscopic fibre and tends to absorb moisture rather spread it quickly. At low density, the air is replaced by moisture while at higher densities, spreading speed is likely to be slowed by the decrease in thickness of fabric with increasing transfer of energy from water jets. Wetting and wicking are two separate phenomenons in liquid–porous media interface; absorption and spreading of fluid can be engineered by controlling pore configurations of the substrate [20]. Previously, the decrease in spreading speed has been reported in cotton knitted fabrics with increase in twist of yarns [21]. OMMC increased as CS increased at constant WJP (Figure 11). At low CS, fibres had more entanglement and lesser spaces due to high energy transfer compared to that of at high CS. Similar to results at high WJP, the compactness of structure, i.e. increase in density of structure resulted in decrease in the value of OMMC. WJP and CS can be employed to achieve desired moisture management properties in nonwoven fabrics for specific applications. One-way ANOVA showed that both WJP (p-value = 0.000) and CS (p-value = 0.000) has a significant effect on OMMC of the fabrics under study. In the case of WJP, post hoc tests reveal that only 5.0 and 11.0 MPa samples are significantly different from rest of the samples. Whereas; for CS, all samples are significantly different from each other.
Overall moisture management capacity (OMMC) versus water jet pressure (WJP) (OMMC = −0.141*ln(WJP) + 0.9036, R2 = 0.768). Overall moisture management capacity (OMMC) versus conveyor belt speed (CS) (OMMC = 0.0128*CS + 0.2307, R2 = 0.942).
Moisture management test (MMT) can be used to evaluate the dynamic transportation of water vapours quantitatively in three directions, in a single step, of fabric [22]. During the test, electrical resistance is changed according to water vapour transportation depending upon the components of water and its content in the fabric. As the water component is fixed, the change in the electrical resistance can be correlated to water content in the fabric [23,24]. MMT method has limitations as the water droplet is dropped on the upper surface of the fabric and moisture transportation by capillary action can be affected by gravitational forces acting on the fabric. Furthermore, a small quantity of water is utilised during the test so it may not be the true simulation of sweating [25]. Hence, this test does not cover all aspects of comfort properties. The water vapour permeability is an important test for studying comfort properties of fabrics [26].
Conclusions
Comber noil, by-product during production of combed cotton yarns, can be employed to prepare value-added hydroentangled cotton nonwovens. The tensile strength of the nonwoven fabrics is increased by increasing the WJP at constant conveyor speed (CS). At higher WJP, the transferred energy was increased which induced more fibre-to-fibre entanglement in the web structure. The increase in frictional constraints, owing to higher entanglement, resulted in higher tensile strength of the fabrics with increase in the transferred energy; by increasing WJP or decrease in CS. The increase in specific energy also resulted in the decrease of fabric thickness and subsequently the air permeability of nonwoven fabric was reduced at high WJP and low CS. The decrease in fabric thickness due to densification of structure also decreased the thermal resistivity owing to lesser quantity of air trapped in the fabric structure, as air is a better insulator than the cotton fibre. Hence, the thermal resistance decreased at higher WJP and lower CS. Moisture management properties are influenced by the material as well as pore configuration of the porous media. Both the studied variables, WJP and CS, are likely to affect the structure of fabric and consequently the pore configurations. Hence, the change in studied variables caused structural changes, which consequently affected the exhibited properties. The current study has shown that increasing specific energy resulted in relatively poor moisture management properties of the nonwoven fabrics. This could be attributed to hygroscopic nature of cotton fibre which has the tendency to absorb the moisture and furthermore the fabric thickness decreased with the increase in employed specific energy. Further work is required to study the relationship between pore size distributions of fibrous assemblies and moisture management properties. Hydroentangled fabrics sourced from comber noil can be potentially employed in disposable application areas such as undergarments, bed sheets and skincare wipes. The structure, and consequently the mechanical and comfort properties, of cotton nonwovens can be engineered by the key process variables, i.e. WJP and conveyor speed.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.