
Abstract
In order to solve the recycling problem of waste fibers, the nonwoven wall cloth was prepared with waste wool fibers and low-melting-point polyamide fibers as raw materials by combing into a net and hot-pressing method. The effect of fiber length, hot pressing temperature, mass fraction of the waste wool fibers, volume density, thickness of materials, and thickness of the rear air layer on the sound absorption properties were studied by single factor experiments. Under the optimized technological conditions, the sound absorption coefficient was above 0.91 and the noise reduction coefficient was 0.56. Then, the sound absorption mechanism was analyzed. In order to meet the fire resistance requirements of materials in the construction industry, by the orthogonal experiments, range analysis, and variance analysis, the optimal process conditions were as follows: potassium fluotitanate concentration of 8%, treatment time of 40 min, and treatment temperature of 80°C. The limit oxygen index of the nonwoven wall cloth was 32.5%. The nonwoven wall cloth had good sound absorption and flame retardant properties.
Keywords
Introduction
According to statistics, China’s annual wool production is stable at about 400,000 tons, while annual waste accounts for 40% of the world’s annual waste. 1 However, these waste wool fibers not only cause an amazing waste but also cause more and more serious pollution to the environment, threaten human health, and hidden fire hazards. Therefore, how to recycle these waste wool fibers and make high value-added products are imminent. On the other hand, the environment of acoustic buildings such as recording rooms, studios, cinemas, and so on, which take listening and speaking as an important function, is also related to the design and installation of indoor acoustic materials. 2 Therefore, it is an urgent task to develop sound-absorbing materials with noise reduction function to effectively control noise pollution and improve listening and speaking conditions. Using waste wool fibers to prepare sound-absorbing materials with high sound absorption coefficient and wide sound absorption frequency band, on the one hand, using resources reasonably and turning waste into treasure can solve the environmental pollution caused by waste wool and protect the earth on which human beings depend, which has good social benefits; on the other hand, sound-absorbing materials with high sound absorption system number and wide sound absorption frequency band can meet the needs of construction decoration and other fields and will receive good economic benefits. It also meets the strategic requirements of China’s circular economy, low-cost processing, and sustainable development.
Alzeer and MacKenzie 3 used aluminosilicate inorganic polymer and wool fibers to prepare a new fiber-reinforced composite material and measured its mechanical properties. Alsewailem 4 prepared composite materials with wool fibers, and the tensile strength and impact strength of the composite material were significantly improved. Patnaik et al. 5 used wool fibers and regenerated polyester fibers (RPET) as raw materials to prepare nonwoven. Paşayev et al. 6 studied the sound absorption properties of chicken feather fiber nonwovens and believed that nonwoven webs were ideal sound insulation materials. Thiagamani et al. 7 used thermogravimetric analysis to characterize the thermal stability of spent coffee bean powder (SCBP) composites. Hamouda et al. 8 mixed different proportions of waste wool fibers with broken polyacrylonitrile to prepare hybrid composites with potential alternative building materials. In order to meet the requirements of materials in the construction industry in terms of fire resistance and moisture resistance, flame retardant and moisture resistant finishing was carried out on the fibers, and the recyclability and biodegradability of the samples were ensured, which provided a new idea for the reuse of waste wool fibers in the future. From the acoustic point of view, wool fiber has smaller density than other natural fibers, has certain curliness, and is easy to be clustered together to form a large number of interconnected pores, which provides favorable conditions for the preparation of porous sound-absorbing materials. Zhejiang University scholars studied the acoustic and thermal properties of this series of wool products. In recent years, Tiuc et al. 9 used sheep wool fibers as raw material to obtain materials with good sound absorption property. Cheng et al.10,11 had invented a kind of thermal insulation and sound absorption material, which combined a net formed by mixing natural fibers with hot melt fibers and a flame retardant adhesive layer. There were some articles12–14 on wool sound-absorbing materials, and the noise reduction coefficients (NRCs) of the prepared wool sound-absorbing materials were all above 0.6. Taban et al. 15 measured the sound absorption properties of natural fibers made from empty fruit of agricultural waste date palm fibers by using impedance tube. The results showed that the sound absorption coefficient of samples with thickness of 20 and 30 mm was 0.6–0.8 above 1.5 kHz. Taban et al. 16 measured the sound absorption coefficient of coconut fibers and date palm fibers. The results showed that the increase of sound absorption material thickness could affect the sound absorption level, but it had nothing to do with the type of sound absorption material.
At present, polyamide hot melt adhesive products have been industrialized. Due to the development of spinning technology, the low-melting-point polyamide fibers are waste. Reasonable use of these waste silk and cost reduction are also research trends that meet the requirements of sustainable development strategy. Wang et al. 17 used flax as reinforcement and the low-melting-point polyamide fibers as matrix to prepare composite materials and studied the mechanical properties. This explained the feasibility of hot pressing process for the combination of natural fibers and low-melting-point fibers. The application field of low-melting-point polyamide was continuously expanding, and the demand for fiber production was also increasing. Using the waste low-melting-point polyamide fibers through compounding with other materials can not only have better cohesiveness with materials but also reduce the recovery cost.
This paper reported that the nonwoven wall cloth was prepared using waste wool fibers and waste low-melting-point polyamide fibers as raw materials by combing into a net and hot pressing method. The effect of fiber length, hot pressing temperature, mass fraction of the waste wool fibers, volume density, thickness of the materials, and thickness of the rear air layer on the sound absorption properties were studied by the controlling variable method. In order to meet the fire resistance requirements of materials in the construction industry and improve the flame retardancy, by the orthogonal experiments, range analysis, and variance analysis, the optimal process conditions were obtained. The nonwoven wall cloth had excellent sound absorption property and flame retardant property.
Experiment
Materials and equipment
Waste wool fibers with length of 30–70 mm, diameter of 15–30 μm, density of 1.384 g/cm3, breaking elongation of 40%, moisture regain of 17% (Fudi Wool Textile Factory, Shandong, China) are shown in Figure 1. Waste wool fibers are protein fibers, and the final hydrolysate is amino acid. Hydroxyl (−OH), amino (−NH2), carboxyl (−COOH), and disulfide bonds (−S−S−) between peptide bonds (−CO−NH−) in the main chain are the main functional groups of protein fiber macromolecules, which determine the acid resistance and not alkali resistance of waste wool fibers. The thermotolerance of waste wool fibers is 120°C. Waste low-melting-point polyamide fibers with length of 60–70 mm, fineness of 400–840 dtex, density of 1.14 g/cm3, breaking elongation of 30%–45%, and melting point of 100°C (Kaitai Special Fiber Technology Co., Ltd, Zhejiang, China) are shown in Figure 2. The structure of waste low-melting-point polyamide fibers is similar to that of polyamide fibers, containing methylene (−CH2−), imino (−NH−), and amido bonds (−NHCO−). The dry heat shrinkage of waste low-melting-point polyamide fibers is 7.0% ± 1.5%. And sodium carbonate (NaCO3; Kemiou Chemical Reagent Co., Ltd), potassium fluotitanate (K2TiF6; Runyou Chemical Co, Ltd, Jiangsu, China), and citric acid (C6H8O7; Komeo Chemical Reagents Co., Ltd, China) were used as raw materials.

Waste wool fibers.

Waste low-melting-point polyamide fibers.
DSCa-01 digital sample carding machine (Jiacheng Mechanical and Electrical Equipment Co., Ltd, Tianjin, China), MP2000D Shanghai Jingke Analytical Balance (Tianma Instrument Factory, Tianjin), QLB-50D/Q hot pressing machine (Zhongkai Rubber Machinery Co., Ltd, Jiangsu, China), SW422/SW477 impedance tube sound absorption test system (Shengwang Company, Beijing, China), JEOL JSM-6460LV SEM (JEOL Ltd, Japan), HENVEN single furnace differential thermal scanning calorimeter (Beijing Permanent Scientific Instrument Factory, China), LFY606b digital oxygen index tester (Shandong Textile Research Institute, Qingdao, China), and CFO30 electric heating constant temperature blast drying oven (Tianjin North China Experimental Instrument Co., Ltd, Tianjin, China) were used for texting.
Preparation of nonwoven wall cloth with waste wool and low-melting polyamide fibers
Flame retardant treatment of the waste wool fibers
The waste wool fibers were carded and the impurity was removed by DSCa-01 digital sample carding machine. Then, the weighed potassium fluotitanate completely was dissolved in a beaker containing distilled water, and a certain amount of waste wool fibers were added according to the bath ratio of 1:30. Then a proper amount of citric acid was added to bring the pH value of the solution to about 2–3. L9 (34) orthogonal table was used to investigate the effects of potassium fluotitanate concentration, treatment time, and treatment temperature on the flame retardant property and is shown in Table 1.
L9 (34) orthogonal experiment table.

After waste wool fibers were completely soaked, the beaker was placed in a water bath with a set temperature to react for a certain time. After the reaction was finished, the waste wool fibers were repeatedly washed with distilled water and then were put into an oven until drying to obtain the flame retardant waste wool fibers.
Preparation of nonwoven wall cloth with waste wool and low-melting polyamide fibers
The nonwoven wall cloth was prepared by combing into a net and hot pressing method with the flame retardant waste wool fibers and waste low-melting-point polyamide fibers. The waste wool fibers after flame retardant treatment were mixed with the low-melting-point polyamide fibers, carded evenly by DSCa-01 digital sample carding machine. Waste wool fibers and low-melting-point polyamide fibers were put into two stainless steel molds, the inner diameters of the molds were 30 and 100 mm, respectively, which were the same as the inner diameters of the impedance tube in the experiment, so that the samples can be fitted to the impedance tube, and stainless steel molds were carried out by QLB-50D/Q hot pressing machine. Waste wool fibers/low-melting-point polyamide fibers nonwoven wall cloth was prepared by cooling and demolding. Using single factor experimental analysis method, the molding process parameters are as follows: hot pressing pressure was 10 MPa, hot pressing time was 30 min, and the hot pressing temperature changed from 105°C to 125°C in 5°C increments. When prepared samples with different material densities, the same specification mold (the volume of samples is the same) was used, and the mixed materials with five mass gradients (12, 15, 18, 21, 24 g) were weighed and placed in the mold, respectively, and the densities of samples were 0.153, 0.191, 0.229, 0.267, 0.306 g/cm3. When preparing samples with different fiber mass fractions, the mass of the mixed materials is the same. The waste wool fibers with 0%, 30%, 40%, 50%, 60%, 70%, and 100% of the total mass of the mixed materials are weighed and mixed with low-melting-point polyamide fibers, respectively. Samples with different thicknesses from 5 to 30 mm in 5 mm increments were prepared by controlling the thickness of the stainless steel molds, the inner diameter of the two stainless steel molds is constant, 30 and 100 mm, respectively. The samples were placed in a glass vacuum dryer for testing.
Testing of the nonwoven wall cloth with waste wool and low-melting polyamide fibers
Testing of sound absorption property
Testing of sound absorption property was done according to standard GB/T 18696.2-2 002 and GB/T 186 96.1-2004. Under the conditions of atmospheric temperature 24°C, velocity of sound wave 345.6 m/s, characteristic impedance of air 409.78 Pa s/m and relative humidity 65%, the sound absorption coefficient curves of the samples were tested by using SW422/SW477 impedance tube sound absorption test system.15,16 The measured sound absorption coefficient curve was the average of six measurements. The schematic diagram of sound absorption test is shown in Figure 3.

Schematic diagram of sound absorption test.
The sound absorption samples were cut with the size of Φ100 × 5 mm, Φ100 × 10 mm, Φ100 × 15 mm, and Φ100 × 20 mm, Φ100 × 25 mm, Φ100 × 30 mm, and Φ100 ×35 mm. Then, the Φ100 × 5 mm is shown in Figure 4.

Samples of sound absorption coefficient.
Testing of thermogravimetric analysis
The thermogravimetric analysis was tested according to JB/T6856-1993 (thermo gravimetric-differential thermal analyzer). The heating rate of the machine was set to 10°C/min and the heating range was set to 25°C–600°C. Weighted 10 mg of fibers were cut into powders and placed them in a small crucible of a single furnace differential thermal scanning calorimeter to test its TG curve.
Testing of flame retardant property
The flame retardant property was tested according to GB/T8924-2005 (Test Methods for Combustion Performance of Fiber Reinforced Plastics—Oxygen Index Method). The sample size was 12 mm × 10 mm × 4 mm, as shown in Figure 5. The limiting oxygen index (LOI) was used to measure the flame retardant property. The LOI was higher and the flame retardant property was better. When the limit oxygen index was 22%–25%, the material had the property of self-extinguishment; when the limit oxygen index was 26%, the material was flame retardant and the flame retardant property was well when the limit oxygen index reached 30%.

Samples of limit oxygen index.
Results and discussion
Sound absorption property
Fiber length on sound absorption property
The waste wool fibers and waste low-melting-point polyamide fibers were cut into fiber aggregates of different lengths and mixed. Then the nonwoven wall cloth was prepared by hot pressing in the mold and explored the influence of different fiber lengths on the sound absorption property.
Under the technological conditions of hot pressing temperature 110°C, mass fraction of the waste wool fibers 50%, volume density of 0.229 g/cm3, thickness of 10 mm, and thickness of the rear air layer of 0 mm, the nonwoven wall cloth samples with fiber length of 0.5–1, 10–15, 40–45, and 45–70 mm (original length of fiber), respectively, were prepared. Figure 6 shows the measured sound absorption coefficient curves of the nonwoven wall cloth with different fiber lengths. It could be seen from Figure 6 that the sound absorption coefficient increased slightly with the increase in fiber length, but the overall difference was not big. This was because under the same volume density and thickness of the same fiber, the fiber quality was constant in the whole space, and the fiber number of fiber aggregate materials constructed under different lengths were different. The fiber length became shorter, but the number of fibers increased sharply, and the chance of contacting each other might increase due to “crowding” in the limited space, the spacing between fiber contact points became smaller; thus, the shape and size of pores formed had a tendency to change. 18 However, the quantity of the pore may change accordingly because of the quality of the fiber and the space occupied was certain.

Sound absorption coefficient curves of the nonwoven wall cloth with different fiber lengths.
To sum up, the fiber length had little effect on the sound absorption performance of the nonwoven wall cloth, and the nonwoven wall cloth made of original length of fibers could be obtained by the maximum sound absorption coefficient at high frequencies. Therefore, the nonwoven wall cloth was prepared with the original length fibers (45–70 mm).
Hot pressing temperature on sound absorption property
In order to better understand the thermal stability of waste low-melting-point polyamide fibers and master the processing conditions and application range, the TG curve of the fiber was tested to study the thermal degradation process. Figure 7 was the thermal weight loss results of waste low-melting-point polyamide fibers. It could be seen from Figure 7 that the waste low-melting-point polyamide fiber had good stability, the fiber started to melt at 110°C, and the temperature at the fastest loss rate was about 430°C. Before this temperature, the most suitable temperature could be selected, which could not only maintain the physical and chemical properties of the waste wool fibers but also give full play to the properties of the waste low-melting-point polyamide fiber. Under the action of hot pressing temperature, low-melting-point polyamide fibers are prone to complex physical and chemical changes: first, the crosslinking reaction of amide groups and the breakage of C–N bonds, which will produce a small amount of water and promote the hydrolysis of (−NHCO−) at high temperature, and finally, a large number of C–C bonds will be broken until the decomposition is complete. 19 Therefore, when the temperature is below 200°C, the mass loss of low-melting-point polyamide fiber can be avoided.

Thermal weight loss results of waste low-melting-point polyamide fibers.
In order to determine the optimal hot pressing temperature in the hot pressing process, the thermal weight loss results of the waste wool fibers was tested as shown in Figure 8. The paper showed that the waste wool fibers did not have a real melting point, but have irreversible decomposition points. 20 When the temperature was in the range of 33.8°C–101.21°C, the quality of the waste wool fiber was lost due to the drying of volatile substances, and its physical properties began to change irreversibly. At 233°C or so, the mass rapidly lost and rapidly decomposed.

Thermal weight loss results of the waste wool fibers.
Since the melting point of the waste low-melting-point polyamide fiber was 110°C, the range of hot pressing temperature was about 105°C–130°C.
Under the technological conditions of fiber length of 45–70 mm, mass fraction of the waste wool fibers 50%, volume density of 0.229 g/cm3, thickness of 10 mm, and thickness of the rear air layer 0 mm, the nonwoven wall cloth samples with hot pressing temperature 105°C, 110°C, 115°C, 120°C, and 125°C, respectively, were prepared. Figure 9 shows sound absorption coefficient curves of the nonwoven wall cloth with different hot pressing temperatures. The hot pressing temperature had little effect on the sound absorption performance of the material in the low frequency band (<500 Hz). Except for the frequency of 100 Hz, the sound absorption coefficient of the nonwoven wall cloth was less than 0.2. In the frequency range of 1250–5000 Hz, the hot pressing temperature had a great influence on the sound absorption coefficient of the nonwoven wall cloth, and the sound absorption coefficient decreased with the increase of hot pressing temperature. When the hot pressing temperature was 105°C, the waste low-melting-point polyamide fiber was not completely melted and the interstices between fibers were larger. So, the sound absorption property was good, but the molding effect was not good. When the hot pressing temperature was 110°C, the nonwoven wall cloth had the best sound absorption effect (the maximum sound absorption coefficient could reach to 0.96, the NRC was 0.31, and the sound absorption frequency band was wide). As could be seen from Figure 8, when the hot pressing temperature was lower than 200°C, the change of the waste wool fiber caused by heat energy was limited to the amorphous part of protein. These included simple drying and biological removal of tightly bound water, and so on, resulting in degradation of sound absorption performance. If the hot pressing temperature rose, the fiber keratin would show an irreversible and decomposed conversion of microfiber spiral peak, and the keratin of the waste wool fiber would be damaged to a certain extent and finally completely split by dry heating, which would lead to a sharp drop in sound absorption performance. 20

Sound absorption coefficient curves of the nonwoven wall cloth with different hot pressing temperatures.
Therefore, when the hot pressing temperature was 110°C, the waste low-melting-point polyamide fiber was melt and was banded with the waste wool fiber, and bonding points were formed between the fibers. When the cooling temperature was lower than the viscous flow temperature and melting point, the fibers were solidified and formed a good interlaced structure with the waste wool fibers. So the sound absorption properties of the nonwoven wall cloth was the best.
Volume density on sound absorption property
Under the technological conditions of fiber length of 45–70 mm, hot pressing temperature of 110°C, mass fraction of the waste wool fibers 50%, thickness of 10 mm, and thickness of the rear air layer of 0 mm, the nonwoven wall cloth samples with volume densities of 0.153, 0.191, 0.229, 0.267, and 0.306 g/cm3, respectively, were prepared. Figure 10 shows the sound absorption coefficient curves of the nonwoven wall cloth with different volume densities. It could be seen from Figure 10 that as the volume density increased, in the same frequency range, the sound absorption coefficient rose in the middle frequency bands, and decreased in the high-frequency bands. Therefore, appropriately increasing the volume density could improve the sound absorption performance of the middle frequency bands. This was because as the volume density increased, the porosity of the nonwoven wall cloth decreased, which reduced the pore size and number of micropores in the material, reduced the friction and vibration between air and fibers in the material, thus reducing the consumption of acoustic energy and the sound absorption performance. However, if the internal structure of the material was too tight, the internal flow resistance of the material would increase, the reflected acoustic energy would be more, and the transmitted acoustic energy would decrease, and this resulted in a decrease in the sound absorption coefficient. 21 To sum up, when the volume density was 0.229 g/cm3, the sound absorption performance at high frequencies was the best, the maximum sound absorption coefficient could reach to 0.96, and the sound absorption frequency band was wide, so the volume density of the nonwoven wall cloth was 0.229 g/cm3.

Sound absorption coefficient curves of the nonwoven wall cloth with different volume densities.
Mass fraction of the waste wool fibers on sound absorption property
Under the technological conditions of fiber length of 45–70 mm, hot pressing temperature of 110°C, volume density of 0.229 g/cm3, thickness of 10 mm, and thickness of the rear air layer of 0 mm, the nonwoven wall cloth samples with mass fractions of the waste wool fibers of 30%, 40%, 50%, 60%, and 70% respectively, were prepared. Figure 11 shows the sound absorption coefficient curves of the nonwoven wall cloth with different mass fractions of the waste wool fiber. It could be seen from Figure 11 that the sound absorption coefficient curves did not change much with the increase of mass fractions of the waste wool fibers in the frequency range of 1000–2500 Hz. When the frequency was greater than 2500 Hz, the sound absorption coefficient curves decreased with the increase of the mass fractions of the waste wool fibers. This was because the scale layer of the waste wool fiber was relatively rough, the interspersed entanglement between fibers is relatively tight, micropores increase, which increased the friction of sound wave when passing through the waste wool fibers and increased the heat loss. 14 So the better sound absorption performance would be obtained at medium and high frequencies.

Sound absorption coefficient curves of the nonwoven wall cloth with different mass fractions of the waste wool fibers.
To sum up, when the mass fractions of the waste wool fibers was 30% and 50%, the sound absorption performance was better. Therefore, the mass fraction of the waste wool fibers was 50%.
Thickness of the nonwoven wall cloth on sound absorption property
Under the technological conditions of fiber length of 45–70 mm, hot pressing temperature of 110°C, volume density of 0.229 g/cm3, mass fraction of the waste wool fibers 50%, and thickness of the rear air layer of 0 mm, the nonwoven wall cloth samples with thicknesses of 5, 10, 15, 20, 25 and 30 mm, respectively, were prepared. Figure 12 shows the sound absorption coefficient curves of the nonwoven wall cloth with different thicknesses. It could be seen from Figure 12 that that with the increase in the thickness, the peak of sound absorption coefficient rapidly moved to the low-frequency direction, and the effective sound absorption frequency range was expanded. However, when the thickness reached 20 mm, the sound absorption coefficient curve in the middle and high-frequency bands basically tended to be stable. When the frequency range was lower than 1500 Hz, the sound absorption coefficient curves increased with the increase in the thickness of the composite materials, and the amount of increase was larger. When the frequency was more than 1500 Hz, the sound absorption coefficient curves gradually tended to be stable with the increase in thickness.
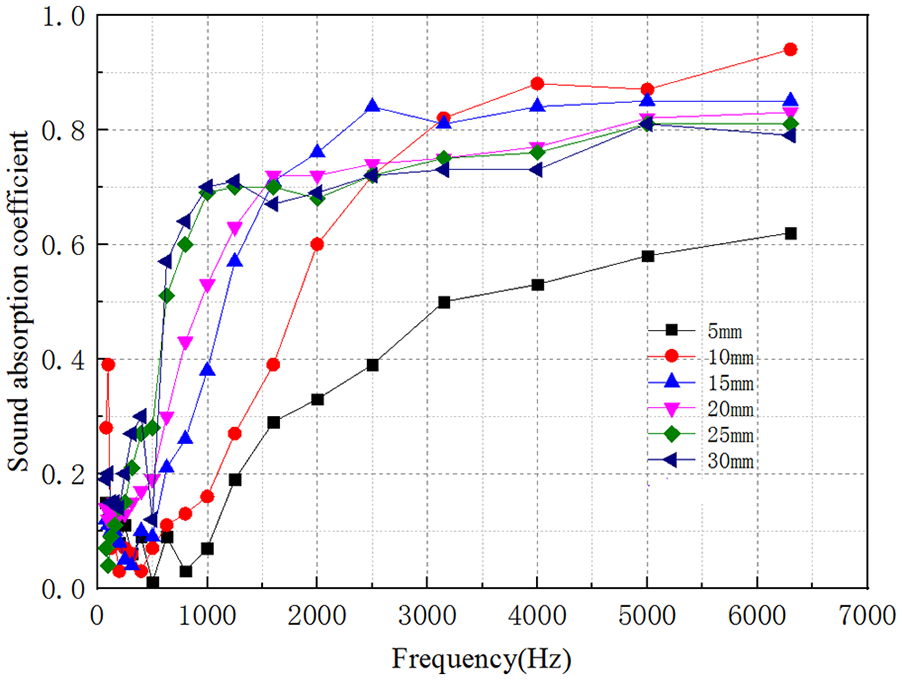
Sound absorption coefficient curves of the nonwoven wall cloth with different thicknesses.
The reason was that high-frequency sound waves have shorter wavelengths, when propagating in the composite material, it will intensify the air vibration in the composite material, increasing the friction between the sound waves and the fibers, so that more sound energy is converted into heat energy and dissipated, and that wavelength of low-frequency sound wave is longer, the material is easier to penetrate, the sound loss is small, the thickness of the material is equal to increasing the elasticity of the material, the sound capacity of the material is increased, the propagation distance of sound wave in the material is longer, and the friction loss is increased, thereby improving the sound absorption property of the material. 22 In other words, there is a long viscous heat conduction dissipation process between the air inside the samples and the absorbing material. 23 Therefore, the increase in the material thickness could effectively improve the low-frequency sound absorption performance and had less influence on the high-frequency sound absorption performance. To sum up, considering the cost of raw materials and other factors, the thickness of the composite materials was 15 mm.
The sound absorption properties of the composite material were studied by the transfer function method, and under the optimized technological conditions, the sound absorption coefficient of the composite material was above 0.91 and the sound absorption band was wide. The NRC was 0.56 and the sound absorption performance reached grade III of building sound absorption products.
Thickness of the rear air layer on sound absorption property
Under the technological conditions of fiber length of 45–70 mm, hot pressing temperature of 110°C, volume density of 0.229 g/cm3, mass fraction of the waste wool fibers 50%, and material thickness of 15 mm, thicknesses of the air layer behind the nonwoven wall cloth were 5, 10, 15, 20, 25, and 30 mm. Figure 13 shows the sound absorption coefficient curves of the nonwoven wall cloth with different thicknesses of rear air layer. It could be seen from Figure 13 that with the increase in the thickness of the air layer behind the nonwoven wall cloth, the peak of sound absorption coefficient rapidly moved to the low-frequency direction, and the effective sound absorption frequency range was expanded and the sound absorption coefficient was basically greater than 0.2. In the frequency range of 500–2000 Hz, the sound absorption coefficient increased with the increase in the thickness of the rear air layer and decreased slightly with the increase in the thickness of the rear air layer when it was greater than 2000 Hz. This showed that the existence of the back air layer in the middle and low-frequency bands could achieve the effect of increasing the thickness of the material. This was because the cavity provided behind the material corresponds to a part of the material, the thickness of the material was increased so that the resonant sound absorption frequency shifted to the low frequency. 22 The influence trend of the thickness of the air layer on the sound absorption performance was about the same as that of increasing the thickness of the material. The material with a thickness of 15 mm had better sound absorption performance at medium and high frequencies, so the sound absorption performance in the whole frequency band could be improved by increasing the thickness of the air layer. When the thickness of the rear air layer was 20 mm, the maximum sound absorption coefficient and NRC could reach to 0.91 and 0.56, respectively. To sum up, the thickness of the air layer behind the nonwoven wall cloth was 20 mm.

Sound absorption coefficient curves of the nonwoven wall cloth with different thicknesses of rear air layer.
The optimal process conditions were fiber length of 45–70 mm, hot pressing temperature of 110°C, volume density of 0.229 g/cm3, mass fraction of the waste wool fibers 50%, material thickness of 15 mm, and thickness of the rear air layer 20 mm. Under the optimal process conditions, the sound absorption coefficient and wide absorption band of the nonwoven wall cloth were obtained and the maximum sound absorption coefficient was above 0.91. The NRC reached 0.56 and it reached the sound absorption performance grade III of building sound absorption products according to GB/T 16731-1997 (Classification of sound absorption performance of building sound absorption product).
Flame retardant property
Wool fiber has high nitrogen content, low heat of combustion, and high ignition temperature, so it has good flame retardant performance, and its LOI is 24%–26%. 24 However, the prepared nonwoven wall cloth increased the air content due to the large fiber gap, and the waste polyamide fiber in the material had no flame retardant effect, so the material was easy to burn, which greatly limits the safe use of the material, thus carrying out flame retardant treatment on the nonwoven wall cloth, and reducing the flammability of it had very high practical significance. At present, the most extensive and mature flame retardant technology for wool is to use metal complexes to carry out flame retardant treatment on wool. When TiF62− are combined with wool fibers and hydrolyzed into TiOF2 under the action of water washing, fluoride decomposes after being heated and burned. The flame retardant effect of waste wool fibers depends on TiOF2, which covers the fibers surface and prevents full combination with oxygen during combustion and also inhibits a large amount of release of combustible gas, thus achieving the flame retardant effect. 25 The flame retardant treatment of the waste wool fibers was according to the “Flame retardant treatment of the waste wool fibers” section, and the results are shown in Table 2.
Limit oxygen index test results.

LOI: limiting oxygen index.
The degree of influence on the flame retardant effect was judged by the range analysis of three factors. The range analysis of the limited oxygen index results are shown in Table 2. According to the analysis of the results in Table 3, the range of potassium fluotitanate concentration was 1.167, the time range was 0.266, and the temperature range was 0.2. In other words, RA > RB > RC, as the greater the range, the greater the influence on the reaction test results, therefore, the potassium fluotitanate concentration had the greatest influence on the flame retardant effect of the nonwoven wall cloth, followed by the treatment time, and the treatment temperature had the least influence on the flame retardant effect. The process parameters optimized by LOI range analysis table were A3B2C3, that is, potassium fluotitanate concentration 8%, treatment time 40 min, and treatment temperature 80°C
Range analysis results of the limited oxygen index.

Since range analysis cannot distinguish the data fluctuation caused by the change of test conditions from the data fluctuation caused by the experiment error, the size of the experiment error cannot be estimated, and the influence of various factors on the experiment results cannot be accurately quantitatively estimated, and a standard cannot be proposed to judge whether the effect of the factors under investigation is significant. In order to make up for the above defects of range analysis, variance analysis is adopted for further exploration. Table 4 shows the variance analysis of limit oxygen index results.
Variance analysis of limit oxygen index results.
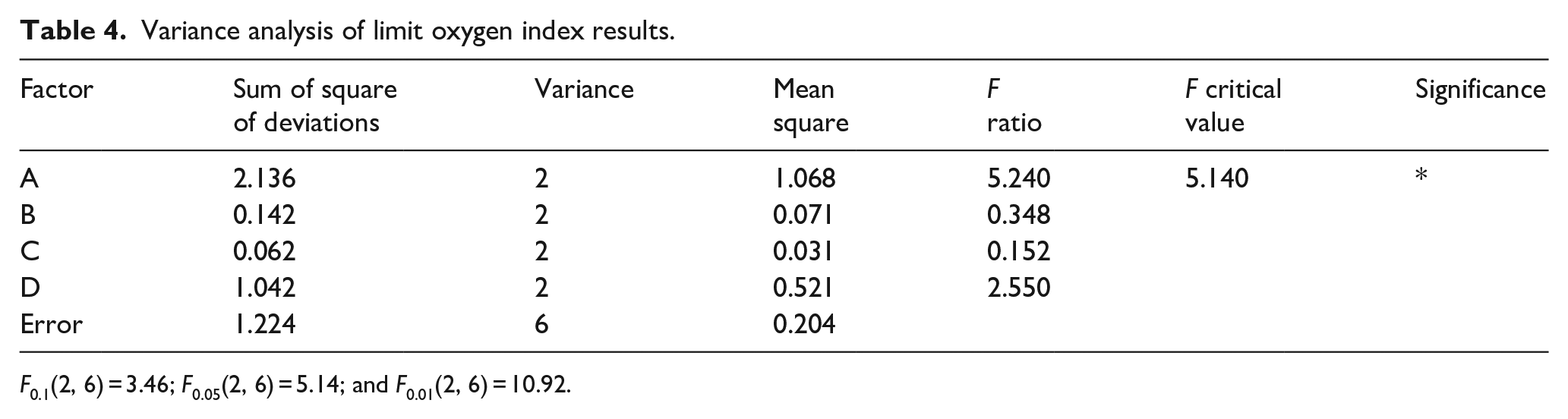
F0.1(2, 6) = 3.46; F0.05(2, 6) = 5.14; and F0.01(2, 6) = 10.92.
From Table 4, * was the significance effect, it could be seen that according to the variance analysis of various factors, the concentration of potassium fluotitanate had a significant effect on the flame retardant property, while the treatment time and temperature had no significant effect on the results of the flame retardant property.
According to the optimal process—potassium fluotitanate concentration of 8%, treatment time of 40 min, and treatment temperature of 80°C—the nonwoven wall cloth with good flame retardant property was prepared and the limit oxygen index of the nonwoven wall cloth was 32.5%. The results of vertical combustion experiments showed that the nonwoven wall cloth could naturally block combustion within 5 s when burning vertically, and it reached B1 standard according to GB 50222-1995 (Code for Fire Prevention in Design of Interior Decoration of Buildings). The carbon layer formed by the burned nonwoven wall cloth was smooth and very dense and it effectively isolated the contact between air and the inner layer. 26
Conclusion
The nonwoven wall cloth with high porosity was prepared by combing into a net and hot pressing method with the waste wool fibers and waste low-melting-point polyamide fibers. The optimal process conditions were fiber length of 45–70 mm, hot pressing temperature of 110°C, volume density of 0.229 g/cm3, mass fraction of the waste wool fibers 50%, material thickness of 15 mm, and thickness of the rear air layer of 20 mm. Under the optimal process conditions, the maximum sound absorption coefficient was above 0.91, the NRC reached 0.56 and the sound absorption band was wide. Then, it reached the sound absorption performance grade III of building sound absorption products that nonwoven wall cloth/waste fibers had good sound absorption property.
The waste wool fibers were treated with flame retardant. The optimal process conditions were as follows: potassium fluotitanate concentration of 8%, treatment time of 40 min, and treatment temperature of 80°C. Under the optimal process conditions, the limit oxygen index of the nonwoven wall cloth was 32.5%. The results of vertical combustion experiments showed that the nonwoven wall cloth could naturally block combustion within 5 s when burning vertically, and it reached B1 standard. Nonwoven wall cloth/waste fibers had good flame retardant property.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by “the Science and Technology Innovation Fund Project of Dalian, grant number 2019J12SN71”.